подготовка к работе, технология пайки
Один из наиболее надежных способов соединения проводов и деталей — пайка. Как правильно паять паяльником, как подготовить паяльник к работе, как получить надежное соединение — обо всем этом дальше.
Содержание статьи
- 1 Подготовка паяльника к работе
- 1.1 Выбор мощности
- 1.2 Подготовка к работе
- 1.2.1 Заточка жала
- 1.2.2 Лужение паяльника
- 2 Технология пайки паяльником
- 3 Подготовка к пайке
- 4 Обработка флюсом или лужение
- 4.1 Лужение
- 4.2 Обработка флюсом
- 5 Разогрев и выбор температуры
- 6 Внесение припоя
- 7 Как правильно паять паяльником: несколько советов
- 7.1 Как научиться паять паяльником
- 7.2 После завершения пайки
Подготовка паяльника к работе
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…
Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…
Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.
Сначала надо выжечь смазку
Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.
Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.
Как подготовить паяльник к работе
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
- Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
- Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
- Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабоче температуры;
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Технология пайки паяльником
Практически все сейчас пользуются электрическими паяльниками. Те, у кого работа связна с пайкой, предпочитают иметь паяльную станцию, «любители» предпочитают обходиться обходиться обычными паяльниками без регуляторов. Иметь несколько паяльников разной мощности достаточно для работ разного типа.
Те, у кого работа связна с пайкой, предпочитают иметь паяльную станцию, «любители» предпочитают обходиться обходиться обычными паяльниками без регуляторов. Иметь несколько паяльников разной мощности достаточно для работ разного типа.
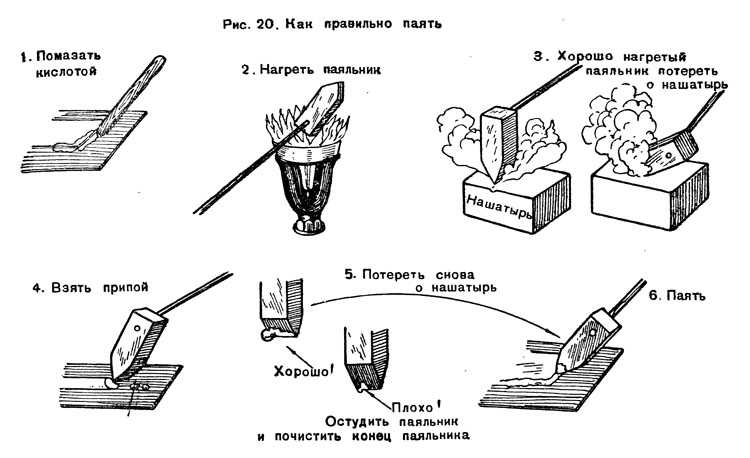
Чтобы разобраться как правильно паять паяльником, надо хорошо представлять себе процесс в общем, затем углубляться в нюансы. Потому начнем с краткого описания последовательности действий.
Пайка подразумевает последовательность повторяющихся действий. Говорить будем о пайке проводов или радиотехнических деталей. Именно с ними приходится встречаться в хозяйстве чаще. Действия такие:
На этом пайка закончена. Надо остудить припой и проверить качество соединения. Если все сделано правильно, место пайки имеет яркий блеск. Если припой выглядит тусклым и пористым — это признак недостаточной температуры во время пайки. Сама пайка называется «холодной» и не дает требуемого электрического контакта. Она легко разрушается — достаточно потянуть провода в разные стороны или даже подковырнуть чем-то. Еще место пайки может быть обугленным — это признак обратной ошибки — слишком высокой температуры. В случае с проводами она часто сопровождается оплавлением изоляции. Тем не менее, электрические параметры бывают нормальными. Но, если паяются проводники при устройстве проводки, лучше переделать.
Еще место пайки может быть обугленным — это признак обратной ошибки — слишком высокой температуры. В случае с проводами она часто сопровождается оплавлением изоляции. Тем не менее, электрические параметры бывают нормальными. Но, если паяются проводники при устройстве проводки, лучше переделать.
Подготовка к пайке
Сначала поговорим о том, как правильно паять паяльником провода. Для начала надо удалить изоляцию. Длина оголяемого участка может быть разной — если паять собираетесь проводку — силовые провода, оголяют 10-15 см. Если припаять надо малоточные проводники (те же наушники, например), длина оголяемого участка небольшая — 7-10 мм.
Зачищаем от изоляции
После снятия изоляции необходимо провода осмотреть. Если есть на них лак или оксидная пленка, ее надо удалить. У свежезачищенных проводов оксидной пленки обычно не бывает, а лак иногда присутствует (медь имеет не рыжий цвет, а коричневатый). Оксидную пленку и лак можно удалить несколькими способами:
- Механически.
 Использовать наждачную бумагу с мелким зерном. Ею обрабатывают оголенную часть провода. Так можно сделать с одножильными проводами довольно большого диаметра. Обрабатывать наждачной бумагой тонкие проводки неудобно. Многожильные так вообще можно оборвать.
Использовать наждачную бумагу с мелким зерном. Ею обрабатывают оголенную часть провода. Так можно сделать с одножильными проводами довольно большого диаметра. Обрабатывать наждачной бумагой тонкие проводки неудобно. Многожильные так вообще можно оборвать. - Химический способ. Оксиды хорошо растворяются спиртом, растворителями. Лаковое защитное покрытие снимается при помощи ацетилсалициловой кислоты (обычный аптечный аспирин). Провод кладут на таблетку, прогревают паяльником. Кислота разъедает лак.
 Использовать наждачную бумагу с мелким зерном. Ею обрабатывают оголенную часть провода. Так можно сделать с одножильными проводами довольно большого диаметра. Обрабатывать наждачной бумагой тонкие проводки неудобно. Многожильные так вообще можно оборвать.
Использовать наждачную бумагу с мелким зерном. Ею обрабатывают оголенную часть провода. Так можно сделать с одножильными проводами довольно большого диаметра. Обрабатывать наждачной бумагой тонкие проводки неудобно. Многожильные так вообще можно оборвать.В случае с лакированными (эмалированными) проводами можно обойтись без зачистки — нужно использовать специальный флюс, который так и называется «Флюс для пайки эмалированных проводов». Он сам разрушает защитное покрытие во время пайки. Только чтобы впоследствии он не начал разрушать проводники, его после окончания пайки его надо удалить (влажной тряпкой, губкой).
Как перед пайкой очистить проводники от лакового покрытия
Если припаять надо провод к какой-то металлической поверхности (например, провод заземления к контуру), процесс подготовки мало чем меняется.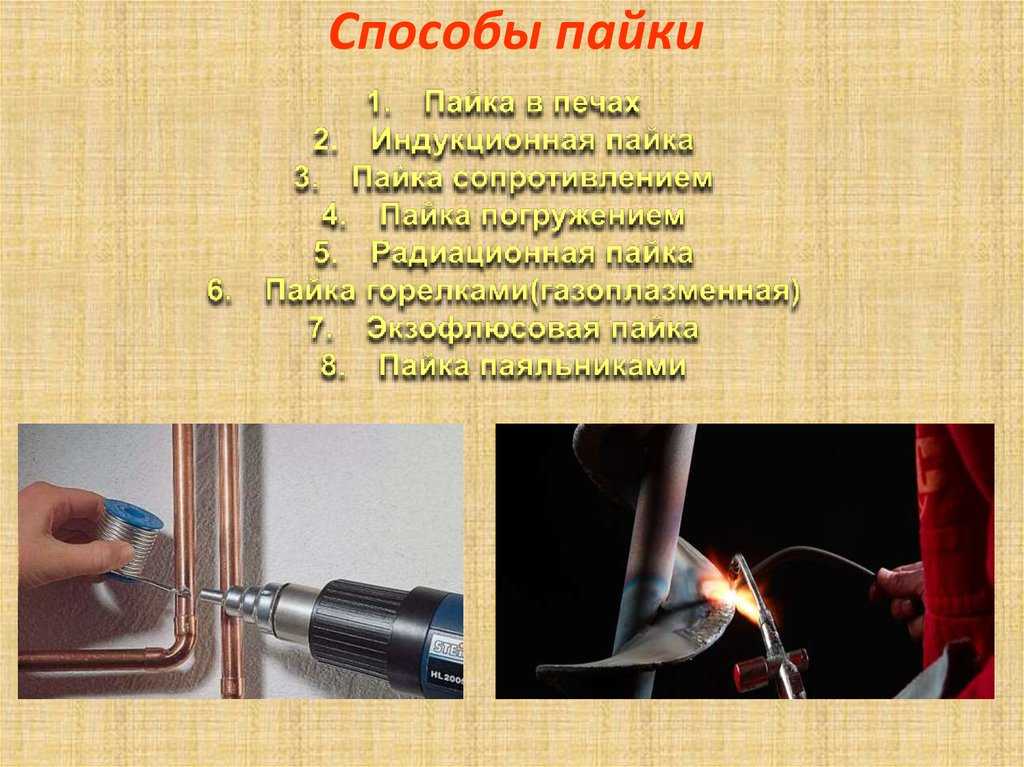 Площадку, к которой будет припаиваться провод, надо зачистить до чистого металла. Сначала механически удаляются все загрязнения (включая краску, ржавчину и т.д.), после чего при помощи спирта или растворителя поверхность обезжиривается. Далее можно паять.
Площадку, к которой будет припаиваться провод, надо зачистить до чистого металла. Сначала механически удаляются все загрязнения (включая краску, ржавчину и т.д.), после чего при помощи спирта или растворителя поверхность обезжиривается. Далее можно паять.
Обработка флюсом или лужение
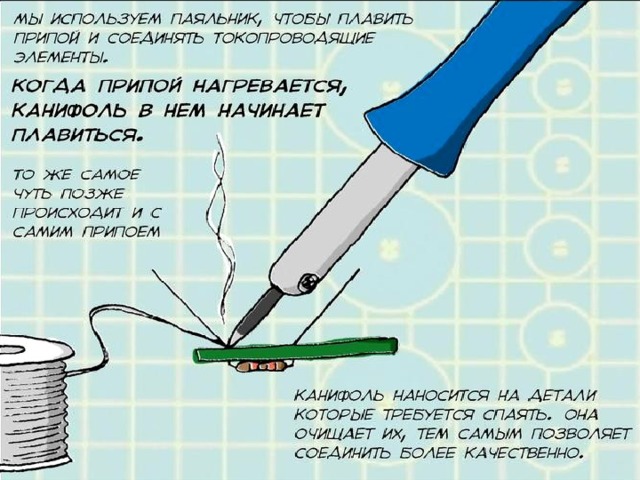
При пайке главное — обеспечить хороший контакт спаиваемых деталей. Для этого перед началом пайки соединяемые детали надо залудить или обработать флюсом. Эти оба процесса взаимозаменяемы. Их основное назначение — улучшить качество соединения, облегчить сам процесс.
Процесс пайки начинается с лужения проводов
Лужение
Для обработки проводов потребуется хорошо разогретый паяльник, кусок канифоли, небольшое количество припоя.
Берем зачищенный провод, укладываем его на канифоль, прогреваем паяльником. Прогревая, поворачиваем проводник. Когда провод окажется весь в расплавленной канифоли, на жало паяльника набираем немного припоя (просто прикасаемся жалом). Затем вынимаем провод из канифоли и кончиком жала проводим по оголенному проводнику.
Лужение проводов — обязательный этап при пайке
При этом припой тончайшей пленкой покрывает металл. Если это медь, из желтой, она становится серебристой. Провод тоже надо немного поворачивать, а жало двигать вверх/вниз. Если проводник хорошо подготовлен, он полностью становится серебристым, без пропусков и желтых дорожек.
Обработка флюсом
Тут все и проще, и сложнее. Проще в том смысле, что нужен только состав и кисточка. Кисточку обмакиваем в флюс, наносим тонким слоем состав на место пайки. Все. В этом простота.
Сложность в выборе флюса. Есть много разновидностей этого состава и под каждый вид работы надо подбирать свой. Так как сейчас говорим о том, как правильно паять паяльником провода или электронные компоненты (платы), то приведем несколько примеров хороших флюсов для этого типа работ:
Для пайки электронных компонентов (печатных плат) не используйте активные (кислотные) флюсы. Лучше — на водной или спиртовой основе. Кислотные же имеют хорошую электропроводность, что может нарушить работу устройства. Также они очень химически активны и могут вызвать разрушение изоляции,коррозию металлов. Благодаря своей активности они очень хорошо подготавливают к пайке металлы, потому их используют, если надо припаять провод к металлу (обрабатывают саму площадку). Наиболее распространенный представитель — «Паяльная кислота».
Также они очень химически активны и могут вызвать разрушение изоляции,коррозию металлов. Благодаря своей активности они очень хорошо подготавливают к пайке металлы, потому их используют, если надо припаять провод к металлу (обрабатывают саму площадку). Наиболее распространенный представитель — «Паяльная кислота».
Разогрев и выбор температуры
Если хотите знать, как правильно паять паяльником, надо научиться определять достаточно ли разогрето место пайки. Если пользуетесь обычным паяльником, ориентироваться можно по поведению канифоли или флюса. При достаточном уровне нагрева они активно кипят, выделяют пар, но не горят. Если поднять жало, капли кипящей канифоли остаются на кончике жала.
При использовании паяльной станции исходят из таких правил:
То есть, на станции выставляем на 60-120°С выше, чем температура плавления припоя.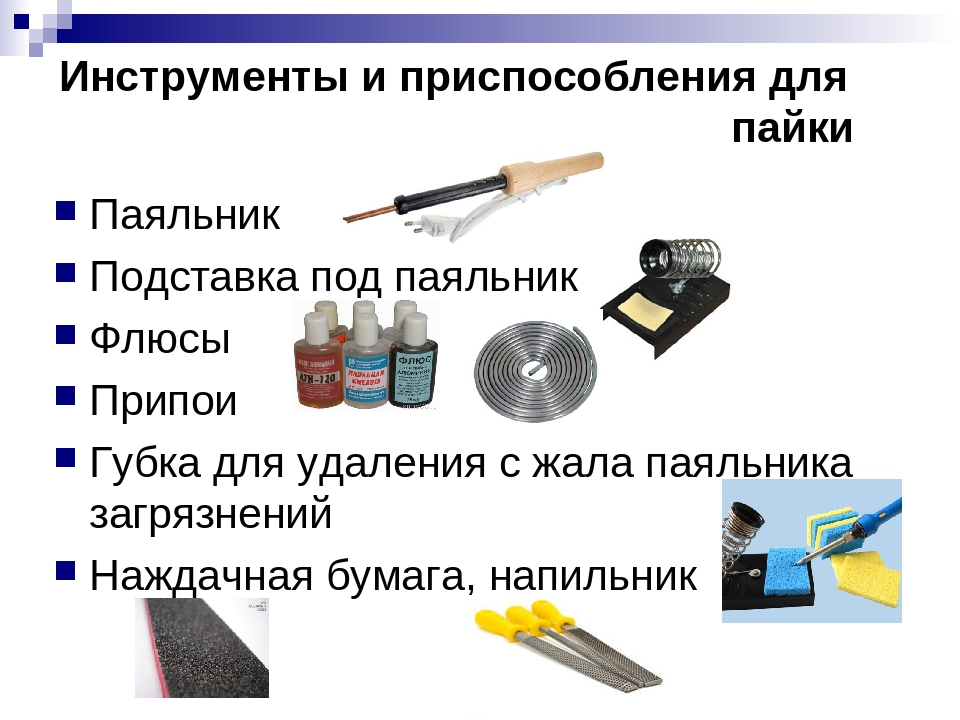 Зазор температур, как видите большой. Как выбрать? Зависит от теплопроводности спаиваемых металлов. Чем лучше он отводит тепло, тем более высокой должна быть температура.
Зазор температур, как видите большой. Как выбрать? Зависит от теплопроводности спаиваемых металлов. Чем лучше он отводит тепло, тем более высокой должна быть температура.
Внесение припоя
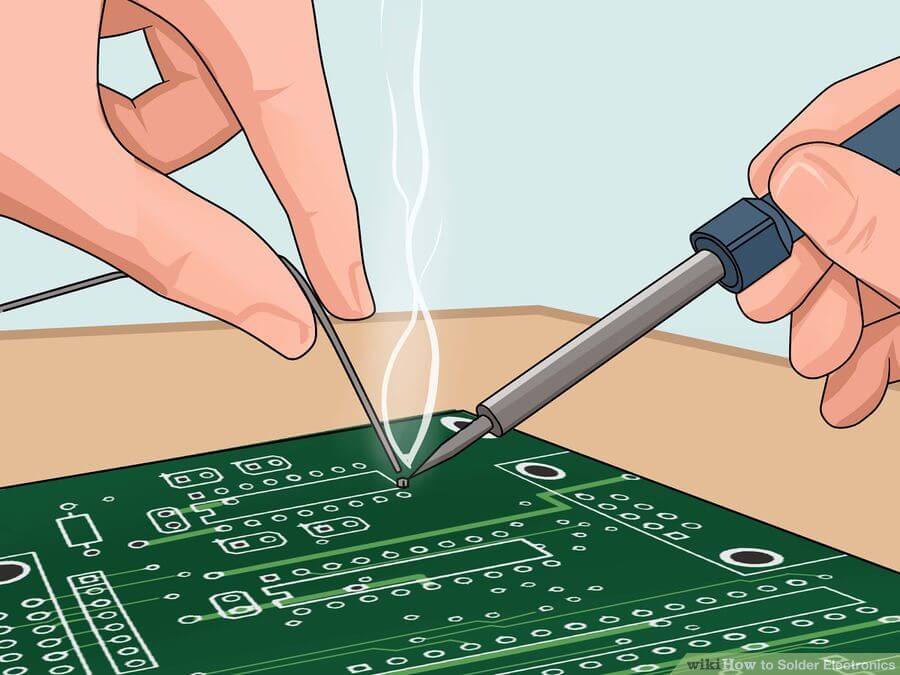
Когда место пайки достаточно разогрето, можно добавлять припой. Его вносят двумя способами — расплавленное, в виде капли на жале паяльника или в твердом виде (проволоку припоя) непосредственно в зону пайки. Первый метод используется если область пайки небольшая, второй — при значительных площадях.
В случае, если надо внести небольшое количество припоя, его касаются жалом паяльника. Припоя достаточно, если жало стало белым, а не желтым. Если повисла капля — это перебор, ее надо удалить. Можно стукнуть пару раз по краю подставки. Потом сразу возвращаются в зону пайки, проводя жалом вдоль места пайки.
Как правильно паять паяльником: второй способ внесения припоя
Во втором случае проволоку припоя вводим непосредственно в зону пайки. Нагревшись, он начинает плавиться, растекаясь и заполняя пустоты между проводами, занимая место испаряющегося флюса или канифоли. В этом случае надо вовремя убрать припой — его переизбыток тоже не очень хорошо влияет на качество пайки. В случае с пайкой проводов это не так критично, а вот при пайке электронных элементов на платах очень важно.
В этом случае надо вовремя убрать припой — его переизбыток тоже не очень хорошо влияет на качество пайки. В случае с пайкой проводов это не так критично, а вот при пайке электронных элементов на платах очень важно.
Как правильно паять паяльником: несколько советов
Чтобы пайка была качественной, необходимо все делать тщательно: зачищать провода, прогреть место пайки. Но перегрев тоже нежелателен, как и слишком большое количество припоя. Вот тут нужна мера и опыт, а набраться его можно повторяя все действия некоторое количество раз.
Приспособление для более удобной пайки — третья рука
Как научиться паять паяльником
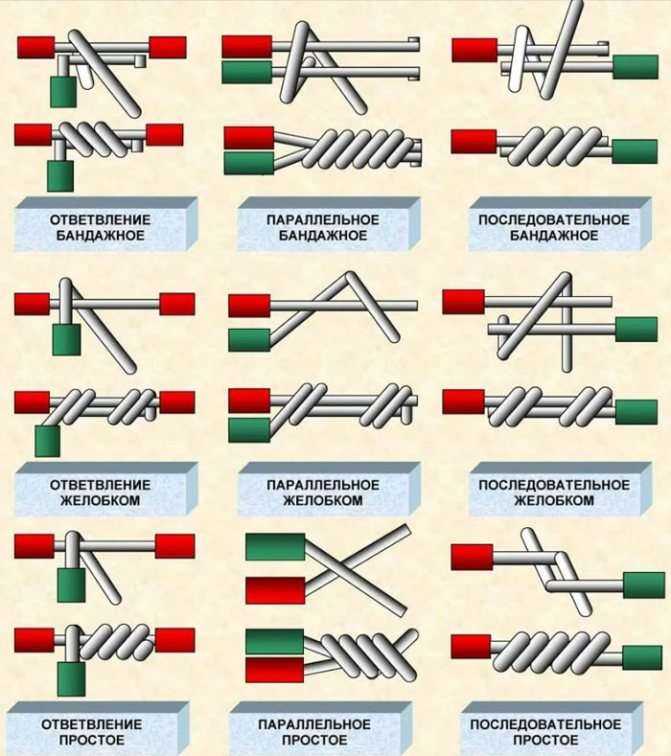
Для начала возьмите несколько кусков одножильного провода небольшого диаметра (можно — монтажные провода, те, которые используются в связи и т.п.) — с ними работать проще. Нарежьте их на небольшие кусочки и на них тренируйтесь. Сначала старайтесь спаять два провода. Кстати, после лужения или обработки флюсом их лучше скрутить между собой. Так увеличиться площадь контакта и проще будет удерживать провода на месте.
Сначала старайтесь спаять два провода. Кстати, после лужения или обработки флюсом их лучше скрутить между собой. Так увеличиться площадь контакта и проще будет удерживать провода на месте.
Когда пайка несколько раз получится надежной, можно увеличить количество проводков. Их тоже надо будет скручивать, но уже применять придется пассатижи (две проволоки можно скручивать руками).
Нормальная пайка означает:
После того, как освоена пайка нескольких проводов (трех…пяти), можно попробовать многожильные провода. Сложность состоит в зачистке и лужении. Зачищать получится только химическим методом, а лудить, предварительно скрутив провода. Затем залуженные проводники можно попытаться скрутить, но это довольно сложно. Придется их удерживать при помощи пинцета.
Когда и это освоено, можно тренироваться на проводах большего сечения — 1,5 мм или 2,5 мм. Это те провода, которые применяют при прокладке проводки в квартире или доме. Вот на них и можно тренироваться. Все тоже, но работать с ними сложнее.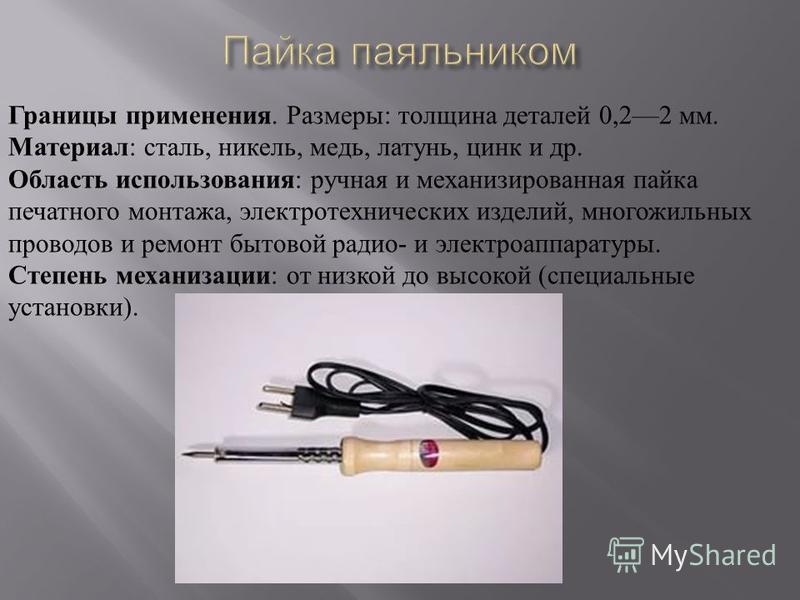
После завершения пайки
Если обрабатывали провода кислотными флюсами, после остывания припоя, его остатки надо смыть. Для этого используют влажную тряпку или губку. Их смачивают в растворе моющего средства или мыла, после — удаляют влагу, просушивают.
О том, как правильно паять паяльником вы знаете, теперь надо приобретать практические навыки.
виды работ и правила проведения
СОДЕРЖАНИЕ
- Понятие пайки металлов
- Плюсы и минусы пайки металлов
- Виды пайки металла
- Источники тепла
- Припой и флюс
- Припои
- Флюсы
Пайка металлов довольно широко используется в быту и производстве, особенно там, где не требуется особая прочность соединения или есть необходимость в последующем разъединении деталей.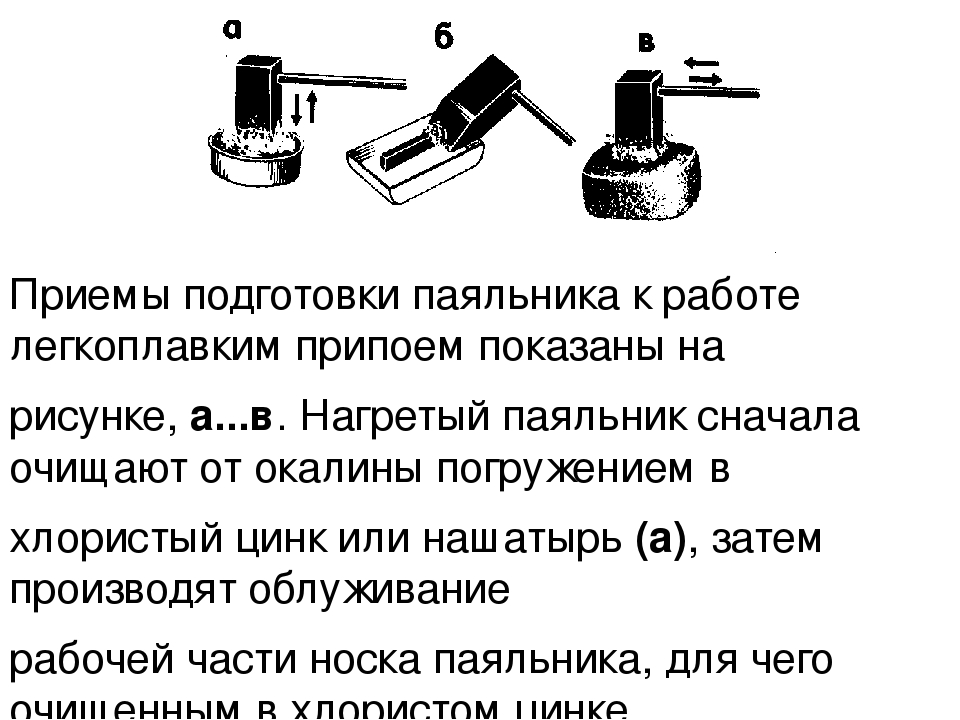 Процесс пайки несложен, но имеет свои особенности, без учета которых невозможно получить качественный стык.
Процесс пайки несложен, но имеет свои особенности, без учета которых невозможно получить качественный стык.
Пайка металлов выполняется разными способами, не только паяльником (как часто происходит в быту). В нашей статье мы расскажем о плюсах и минусах этой процедуры, рассмотрим ее варианты и опишем технологию пайки металлов.
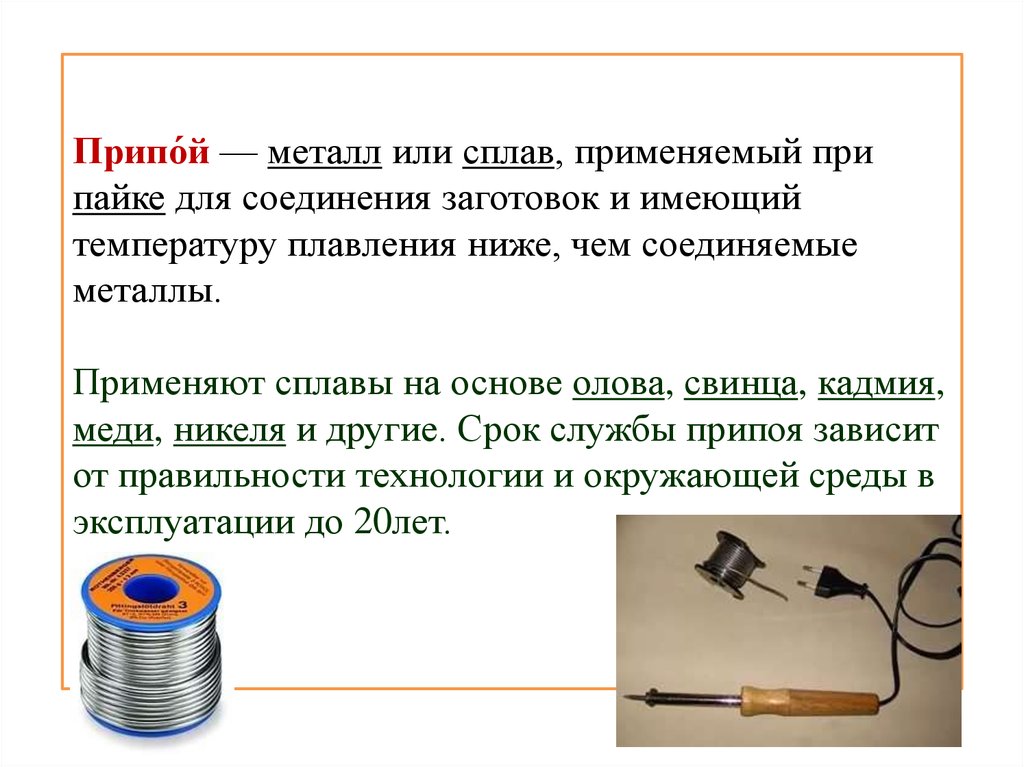
Пайка металлов — это технологическая операция, в результате проведения которой образуется неразъемное соединение металлов, находящихся в твердом состоянии. Проводится эта операция с помощью специального присадочного материала — припоя, температура плавления которого ниже, чем температура плавления материалов, подлежащих обработке. Процесс пайки имеет некоторые общие черты с процессом сварки методом плавления, но в данном случае растворение и диффузия наблюдаются не только у припоя, но и у спаиваемого металла.
Соединение, образовавшееся в процессе пайки металлов, должно соответствовать служебным свойствам изделия и условиям его эксплуатации. Исходя из этого, особые требования могут предъявляться к степени герметичности, коррозионной стойкости, вакуум-плотности, способности противостоять перегрузкам и термоударам, уровню электросопротивления и т. д.
Исходя из этого, особые требования могут предъявляться к степени герметичности, коррозионной стойкости, вакуум-плотности, способности противостоять перегрузкам и термоударам, уровню электросопротивления и т. д.
В процессе пайки основной материал растворяется в жидком припое. Образуются эвтектик и твердые растворы. Между припоем и металлом возникает взаимная диффузия компонентов, завершающаяся кристаллизацией жидкой прослойки.
Степень прочности соединения, образовавшегося в процессе пайки, зависит от нескольких факторов. Прежде всего, это химический состав материалов, находящихся в работе. Он определяет выбор температуры и времени продолжительности пайки, характер физико-химических и диффузионных процессов, протекающих между основным материалом и припоем.
Читайте также: «Уровень качества сварного шва: методы контроля»
Показатели механической прочности будут тем выше, чем больше степень взаимной диффузии между расплавленным припоем и металлом. Повлиять на прочность пайки может и величина зазора. Его минимальные размеры обеспечат возможность качественного и быстрого затекания припоя в имеющиеся полости, в результате чего значение временного сопротивления паяного соединения окажется больше значения временного сопротивления самого припоя.
Повлиять на прочность пайки может и величина зазора. Его минимальные размеры обеспечат возможность качественного и быстрого затекания припоя в имеющиеся полости, в результате чего значение временного сопротивления паяного соединения окажется больше значения временного сопротивления самого припоя.
Плюсы и минусы пайки металлов
Способ соединения металлических заготовок с помощью пайки позволяет:
- соединять материалы с отличающимися химическими и физическими свойствами;
- проводить работы в труднодоступных местах, где применить сварку невозможно;
- работать с изделиями любого размера и формы;
- выполнять обработку всех плоскостей касания;
- добиваться качества соединений за счет отсутствия внутреннего напряжения;
- справляться с поставленными задачами на основе имеющихся базовых знаний о процессе пайки металлов и наличии минимальных навыков.
К минусам пайки можно отнести:
- Невысокую, в сопоставлении со сварочным швом, прочность соединения. Это обусловлено свойствами материала, применяемого в качестве припоя.
- Низкую термостойкость, исключающую возможность применять пайку в отношении конструкций, эксплуатируемых в условиях высоких температур.
- Низкий уровень производительности труда. Пайка представляет собой процесс точечного воздействия на поверхность обрабатываемого материала, поэтому в массовом производстве практически не применяется.
 Это обусловлено свойствами материала, применяемого в качестве припоя.
Это обусловлено свойствами материала, применяемого в качестве припоя.Виды пайки металла
Одним из основных параметров классификации пайки металлов является температура плавления припоя. Пайка считается высокотемпературной, если процесс плавки начинается при значениях, превышающих 450 °C, и низкотемпературной, если плавление возможно при меньших показателях.
Пайка считается высокотемпературной, если процесс плавки начинается при значениях, превышающих 450 °C, и низкотемпературной, если плавление возможно при меньших показателях.
Низкотемпературная пайка имеет ряд преимуществ. Это несложный в исполнении процесс, который осуществляется с минимальными затратами. Применять данный вид пайки можно в отношении тонких пленок и миниатюрных изделий. За счет хорошей электропроводности и теплопроводности припоев возникают условия для соединения разнородных материалов. Поэтому низкотемпературная пайка активно используется в области электроники и микроэлектроники.
Высокотемпературная пайка имеет свои достоинства. С ее помощью можно изготовить герметичные, вакуумно-прочные соединения, которые позволят конструкции функционировать в условиях высокого давления. Они способны выдержать существенную нагрузку и обладают ударопрочными качествами. Высокая температура возникает в результате нагрева материала с помощью газовых горелок и среднечастотных или высокочастотных индукционных токов.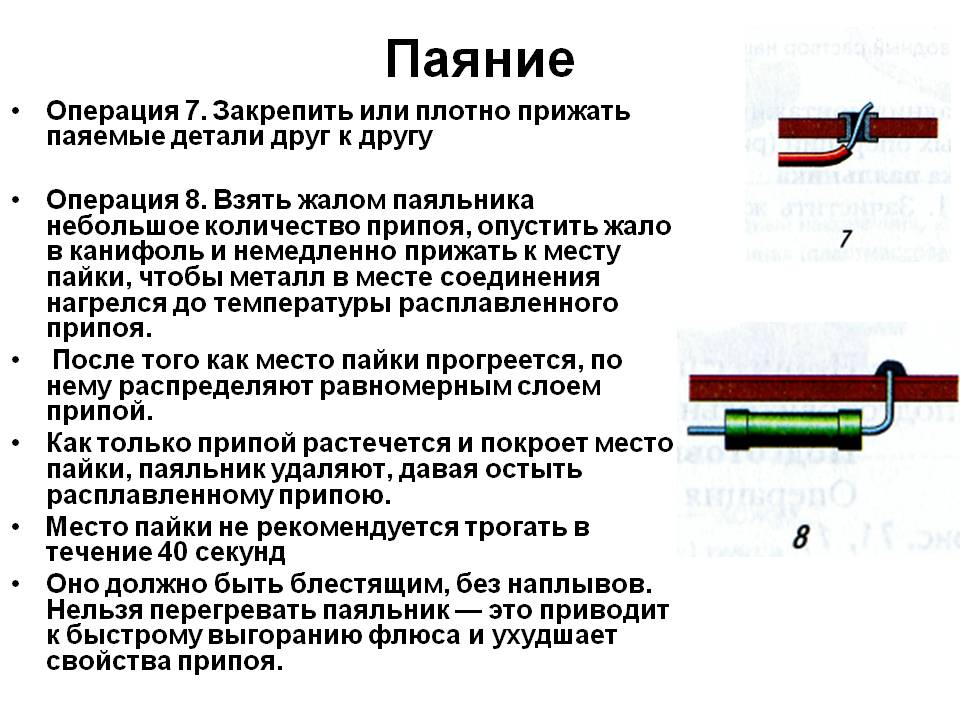
Читайте также: «Сварка нержавейки электродом»
Обработка изделия с неравномерными или некапиллярными зазорами происходит в процессе композиционной пайки. В этом случае используются специальные композиционные припои, в состав которых входит легкоплавкая составляющая и наполнитель с температурой плавления выше, чем температура пайки. Благодаря этому он остается нерасплавленным и заполняет имеющиеся между частями изделия зазоры. Его задача — создать среду для распространения легкоплавкой составляющей.
Классификация видов пайки, исходя из характера получения припоя для пайки металлов, представлена в двух вариантах:
- Пайка готовым припоем. Плавление припоя происходит в результате нагрева. Он заполняет зазор между деталями и за счет действия капиллярных сил удерживается в нем. Роль, которую играют капиллярные силы в данном процессе, очень значительна. Они обеспечивают максимальную возможность проникновения припоя в имеющиеся полости, благодаря чему обеспечивается высокий уровень прочности.
- Реакционно-флюсовая пайка. В данном случае процесс обеспечивается за счет реакции вытеснения, происходящей между основным материалом и флюсом для пайки металла. Итогом этого процесса является образование припоя. Описать этот процесс можно следующим образом: 3ZnCl2 (флюс) + 2Al (металл, с которым происходит соединение) = 2AlCl3 + Zn (образовавшийся припой).

Для того чтобы осуществить процесс пайки, необходимо произвести соответствующую подготовку изделий и обеспечить наличие флюса, припоя и источников тепла.
Источники тепла
Среди многочисленных способов нагрева деталей, подлежащих пайке, в домашних условиях самым распространенным является нагрев паяльником или строительным феном.
Электрический или газовый паяльник может использоваться при низкотемпературной пайке. Благодаря тепловой энергии, которая аккумулируется в массе его металлического наконечника, он нагревает металл и припой, обеспечивая возможность соединения деталей.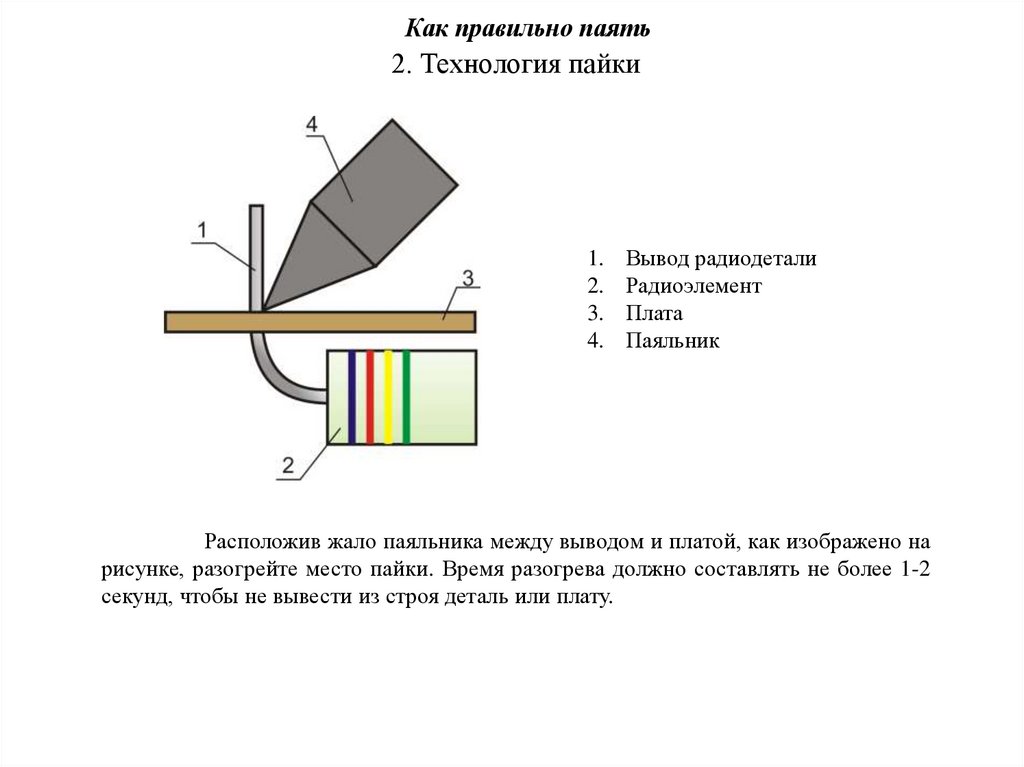
Если рассматривать нагревательное оборудование с точки зрения его универсальности, стоит обратить внимание на газовые горелки и заправляемые бензином или керосином паяльные лампы. Их использование обеспечивает возможность проведения не только высокотемпературной, но и низкотемпературной пайки, требующейся в процессе соединения массивных деталей.
Читайте также: «Дуговая сварка в защитном газе: суть процесса»
В процессе соединения металлов пайкой могут использоваться и другие методы нагрева:
- Индукционный метод. Нагрев происходит в катушке-индикаторе, через которую пропускается электрический ток. Использование данного метода позволяет создать условия для быстрого нагрева толстостенных деталей, что является бесспорным преимуществом в процессе припаивания твердосплавных резцов к режущему инструменту.
- Пайка электросопротивлением. Паяемые изделия в данном случае рассматриваются как части единой электрической цепи. Теплота выделяется в результате прохождения через детали тока.
- Пайка методом погружения. Происходит в расплавленных припоях и солях.
- Электролитная, дуговая, экзотермическая пайка.
- Пайка лучами, нагревательными матами и штампами.
 Теплота выделяется в результате прохождения через детали тока.
Теплота выделяется в результате прохождения через детали тока.Припой и флюс
Припои
Степень важности использования в процессе работы качественных припоев трудно переоценить. Они должны быть изготовлены из чистых металлов или их сплавов в виде порошка, пасты, стержня, таблетки, тонкой фольги или гранул. Основными характеристиками припоев являются их температура плавления и смачиваемость. Прочность соединения молекул припоя с заготовкой должна быть выше прочности соединения молекул самого припойного материала.
Температура плавления припоя должна быть ниже, чем температура плавления заготовок. Величина данного показателя лежит в основе деления припойных материалов на тугоплавкие и легкоплавкие.
К легкоплавким относятся припои, созданные основе олова и свинца, которые могут применяться как в чистом виде, так и с добавлением всевозможных компонентов. Основу тугоплавких припоев для плавки металла составляют серебро и медь. К ним относятся медно-цинковые припои, используемые в процессе пайки стальных заготовок, а также изделия из меди и бронзы.
Пайка черных металлов медно-фосфорными припоями не допускается.
Хорошими показателями прочности отличаются серебряные припои. Их используют при необходимости пайки деталей, в процесс эксплуатации которых присутствует вибрация или удары.
Читайте также: «Сварка медных проводов: разбираемся в технологии»
Никелевые припои обеспечивают качественное соединение частей конструкции, работающих в условиях высоких температур.
Золотые припои необходимы для того, чтобы спаять золотые ювелирные изделия или трубки, которым предстоит работать в вакууме.
При спаивании магниевых заготовок или деталей, изготовленных из сплавов данного металла, применяются магниевые припои.
Флюсы
Задача флюсов – удалить уже имеющуюся оксидную пленку и не допустить образования новой. Каждый из них имеет собственный состав и обладает определенными свойствами.
В соответствии с существующей классификацией флюсы делят на:
- активные и нейтральные;
- жидкие, твердые, пастообразные и гелеобразные;
- флюсы с низкой и высокой температурой;
- водные и безводные.
Читайте также: «Технология сварки сталей»
Самыми распространенными флюсами, применяемыми в процессе пайки металлов, являются канифоль, хлористый цинк, ортофосфорная кислота, борная кислота и ее натриевая соль (бура).
Технология пайки металлов
Технологический процесс пайки металлов осуществляется в следующем порядке:
- Предназначенные для соединения поверхности зачищаются. С них снимается фаска.
- Тонким слоем наносится подобранный в соответствии с характеристиками обрабатываемого материала флюс. Для того чтобы он лучше распределился, поверхность деталей предварительно лудят.
- Заготовка разогревается с помощью горелки в определенном радиусе от места соединения. Область стыка прогревается до температуры, существенно превышающей температуру плавления припоя.
- На разогретый участок соединения помещают припой, который начинает плавиться и заполнять имеющийся зазор.
- Процесс остывания спаянной детали должен быть естественным. В противном случае гарантировать качество соединения будет невозможно.
 Для того чтобы он лучше распределился, поверхность деталей предварительно лудят.
Для того чтобы он лучше распределился, поверхность деталей предварительно лудят.В процессе соединения меди и титана может применяться технология пайки без припоя. В ее основе лежит принцип контактного плавления. При нагреве материалов до необходимой температуры в месте контакта образуется расплав. Он заполняет имеющийся зазор, и в результате диффузии происходит процесс соединения частей конструкции.
Читайте также: «Шлифовка металла»
Применять пайку можно в качестве способа соединения труб теплообменников, в холодильных установках, системах, передающих жидкости и газы.
Процесс пайки металлов может обеспечить возможность соединения частей конструкций, состав которых неодинаков. Для того чтобы выполнить эту задачу, требуется правильно выбрать припой и учесть разницу температуры его плавления с температурой плавления материалов, подлежащих обработке.
Пайка металлов
Оцените, пожалуйста, статью
12345
Всего оценок: 2, Средняя: 4
Безопасность при пайке | Отдел инженерного здравоохранения и безопасности
Прежде чем приступить к работе, прочтите оценки рисков и информацию о химической безопасности. Они должны быть легко доступны с паяльной станции.
Убедитесь, что вы знаете состав припоя, это не всегда видно на этикетке катушки . Если сомневаетесь, спросите.
Паяльник
- Никогда не прикасайтесь к элементу паяльника….400°C!
- Держите нагреваемые провода пинцетом или зажимами.
- Держите чистящую губку влажной во время использования.
- Всегда возвращайте паяльник на подставку, когда он не используется. Никогда не кладите его на рабочий стол.
- Выключайте устройство и отключайте его от сети, когда оно не используется.
Припой, флюс и очистители
- Использовать защитные очки. Припой может «плеваться».
- По возможности используйте припои, не содержащие смолы и свинца.
- Храните чистящие растворители в бутылях-дозаторах.
- Всегда мойте руки водой с мылом после пайки.
Воздействие свинца
- Свинец может привести к серьезным хроническим последствиям для здоровья. Воздействие в первую очередь будет происходить при случайном проглатывании через кожу, надевайте перчатки при непосредственном контакте с припоем. При пайке может образовываться ограниченное количество дыма.
Канифоль экспозиция
- Канифоль (кифаль, эрсин) представляет собой смолу, содержащуюся в флюсе для припоя. Флюс образует видимые пары, видимые во время пайки. Воздействие канифоли может вызвать раздражение глаз, горла и легких, кровотечение из носа и головные боли. Повторяющееся воздействие может вызвать респираторную и кожную сенсибилизацию, вызывая и усугубляя астму. Канифоль представляет собой серьезную опасность для здоровья на рабочем месте .
 Флюс образует видимые пары, видимые во время пайки. Воздействие канифоли может вызвать раздражение глаз, горла и легких, кровотечение из носа и головные боли. Повторяющееся воздействие может вызвать респираторную и кожную сенсибилизацию, вызывая и усугубляя астму. Канифоль представляет собой серьезную опасность для здоровья на рабочем месте .
Флюс образует видимые пары, видимые во время пайки. Воздействие канифоли может вызвать раздражение глаз, горла и легких, кровотечение из носа и головные боли. Повторяющееся воздействие может вызвать респираторную и кожную сенсибилизацию, вызывая и усугубляя астму. Канифоль представляет собой серьезную опасность для здоровья на рабочем месте .Защита от дыма
- Пайка с использованием канифоли разрешается только в строго контролируемых условиях после обсуждения с отделом безопасности при отсутствии эффективной альтернативы . Вытяжка дыма должна осуществляться через закрытый колпак (предпочтительно) или через наконечник. В идеале они должны выходить наружу. Устройства для вытяжки наконечников, в которых используются коробки с фильтрами, должны включать как фильтры с активированным углем, так и фильтры HEPA.
- Настольные вытяжные системы с фильтрами можно использовать для пайки без канифоли в хорошо проветриваемых помещениях (например, в больших рабочих помещениях или с механическим воздухообменом). Их размещение важно для производительности, если есть сомнения, спросите.
- Все вытяжные системы следует проверять не реже одного раза в год и обслуживать (т. е. регулярно менять фильтры). Ведите журнал изменений фильтра или отмечайте дату на фильтре/системе.
- Не припаивайте, если экстракт не работает должным образом, и немедленно сообщите об этом.
 Их размещение важно для производительности, если есть сомнения, спросите.
Их размещение важно для производительности, если есть сомнения, спросите.Обучение и контроль
- Начальники/линейные руководители должны информировать пользователей о рисках, связанных с пайкой.
- Руководители/линейные руководители должны обеспечить наличие и работу средств контроля и их правильное использование.
- Все паяльщики должны пройти обучение и должным образом контролироваться.
Медицинский надзор
- Все, кто паяет часто (т.е. чаще одного раза в неделю) и любой с использованием припоев, содержащих канифоль, следует направлять в отдел безопасности для наблюдения за состоянием здоровья.
Электрическая безопасность
- Не используйте паяльники с очевидными повреждениями корпуса, кабеля или вилки.
- Все паяльники должны пройти испытания на электробезопасность (PAT) в течение последних двенадцати месяцев. Если нет, свяжитесь с местным представителем BOC.
- Держите паяльную станцию подальше от электрических кабелей, чтобы не повредить нагретое жало.
- Используйте заземленную розетку и штырь заземления, если возможно короткое замыкание.

Противопожарная защита
- Работа на огнеупорной или огнеупорной поверхности.
- Носите огнеупорную одежду (например, из 100% хлопка), закрывающую руки и ноги, чтобы предотвратить случайные ожоги.
- Знайте, где находится ближайший к вам огнетушитель и как им пользоваться (служба безопасности может организовать обучение).
Первая помощь
- Немедленно поместите ожоги под холодную воду на 15 минут.
- Если рана глубокая или обширная, обратитесь к врачу, в противном случае наложите пластырь (лейкопластырь).
Отходы
- Соберите отходы припоя в контейнер с крышкой. Замените крышку, когда она не используется.
- Надлежащим образом маркируйте и утилизируйте как опасные отходы (обратитесь в отдел безопасности).
- Использованные губки для пайки и загрязненные тряпки следует помещать в герметичный пакет для утилизации как опасные отходы.
 Замените крышку, когда она не используется.
Замените крышку, когда она не используется.| НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОЛУЧИТЬ ИНДЕКС |
| БЕЗОПАСНОСТЬ И ПАЯЯ |
| В. Райан © 2005 — 2022 |
| PDF-ФАЙЛ — НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ РАБОЧИЙ ЛИСТ | ДЛЯ ПЕЧАТИ
| НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОЛУЧИТЬ РАБОТУ В POWERPOINT |
Во время работы паяльники сильно нагреваются и
следовательно, к безопасности следует относиться очень серьезно. Кто паяет,
должны осознавать необходимость соблюдения основных правил безопасности. Персона
пайка на картинке ниже имеет очень плохую концепцию безопасной работы. Кто паяет,
должны осознавать необходимость соблюдения основных правил безопасности. Персона
пайка на картинке ниже имеет очень плохую концепцию безопасной работы. |
| НЕПРАВИЛЬНО / ПОТЕНЦИАЛЬНАЯ ОПАСНОСТЬ |
| Что является неправильным/небезопасным/плохой практикой, как показано на диаграммах/частях диаграмм, помеченных ниже? |
| ОТВЕТЫ |
A. Никогда не держите печатную плату в руках во время пайки. Несчастный случай может легко произойти из-за соскальзывания руки. Плата всегда должна быть зажата в держателе для плат, чтобы она не могла двигаться. B. C. Всегда защищайте глаза при пайке. Горячий припой может «плеваться» в любом направлении. D. Не допускать образования паров. Используйте вытяжку для удаления дыма, а если вытяжка недоступна, откройте окна, чтобы обеспечить приток чистого воздуха и вентиляцию. E. Носите фартук или лабораторный халат, чтобы защитить себя и свою одежду. F. Сядьте на стул, установленный на подходящей высоте. Убедитесь, что все четыре ножки касаются пола. G. Старайтесь не использовать удлинители, так как это будет означать, что есть длинные электрические шнуры, о которые можно споткнуться. H. Используйте стол, пригодный для пайки. Скамейка с термостойкой столешницей. У паяльника очень горячее жало, и если оно коснется столешницы, оно может быть повреждено и даже может сгореть. I. По возможности используйте паяльник на 24 В. Можно использовать паяльники на 240 вольт, но из-за их гораздо более высокого напряжения они часто не используются в школах или с молодежью. Выключите питание, когда пайка не происходит. Всегда используйте RCB (автоматический выключатель). J. соблюдайте все правила безопасности, даже проверяйте, не расстегнулись ли шнурки и храните сумки, так как это может быть опасным для поездки. |
| ПРАВИЛЬНАЯ ПРАКТИКА |
| Объясните, что является правильной и эффективной практикой, как показано на диаграммах / частях диаграмм, помеченных ниже? |
| ОТВЕТЫ |
K. L. Используйте подставку для паяльника. Это удерживает горячий паяльник безопасно и в таком положении, когда его можно взять в руки, не рискуя обжечь руку. Никогда не прикасайтесь к горячему элементу! Подставка должна иметь встроенную губку для очистки жала паяльника до и во время пайки. M. При пайке поместите схему в держатель. Никогда не держите схему в одной руке во время пайки другой. Держатель делает процесс пайки более простым и безопасным. N. По возможности включите извлечение. Это удалит любые пары из атмосферы в мастерской. Вытяжка требуется, если пайка ведется непрерывно. Если происходит пайка только в небольшом количестве, окна должны быть открыты для выхода паров. O. Защитные очки/защита глаз важны при пайке. P. Носите рабочий фартук или рабочий халат. Q. Источник питания 24 вольта является самым безопасным вариантом для паяльников, особенно для младших школьников. Большинство людей, изучающих электронику, до сих пор используют паяльники на 240 В, поскольку они быстро нагреваются и эффективны. Выключите питание, когда пайка не происходит. Используйте автоматический выключатель (RCB) или электрическую скамью, в которую он встроен. R. Используйте припой, не содержащий свинец и канифоль. И канифоль, и свинец могут быть опасны. Канифоль может вызвать раздражение глаз, горла и легких. Это может даже вызвать носовые кровотечения и головные боли. Свинец потенциально чрезвычайно опасен и уже некоторое время не используется в припое. S. Используйте стол/поверхность, специально разработанную для защиты от тепла и оборудования, такого как наконечники горячего паяльника. |
 Никогда не кладите паяльник прямо на стол/стол. Паяльник всегда должен быть помещен в держатель / подставку для паяльника. При покупке паяльника убедитесь, что кабель питания силиконовый термостойкий. Если случайно положить жало паяльника поперёк кабеля, то оно не прожжёт жилы под напряжением. Прожигание кабеля под напряжением может привести к серьезным последствиям, например к поражению электрическим током.
Никогда не кладите паяльник прямо на стол/стол. Паяльник всегда должен быть помещен в держатель / подставку для паяльника. При покупке паяльника убедитесь, что кабель питания силиконовый термостойкий. Если случайно положить жало паяльника поперёк кабеля, то оно не прожжёт жилы под напряжением. Прожигание кабеля под напряжением может привести к серьезным последствиям, например к поражению электрическим током.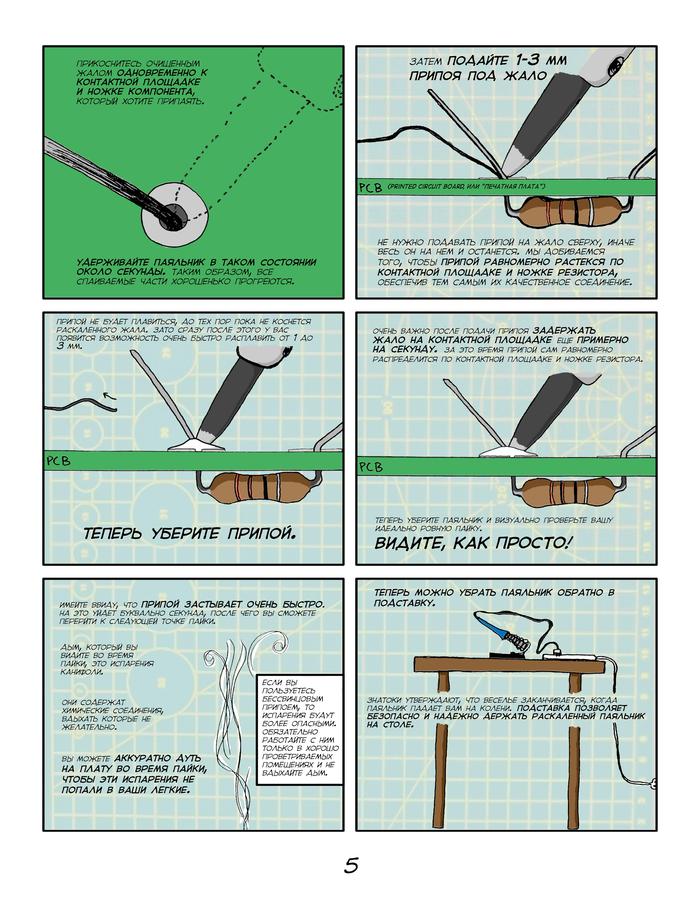 При подключении к сети используйте RCB (автоматический выключатель). Если RCB обнаружит электрическую проблему, он сработает, отключив питание.
При подключении к сети используйте RCB (автоматический выключатель). Если RCB обнаружит электрическую проблему, он сработает, отключив питание. Все электрическое оборудование должно ежегодно проходить PAT-тестирование (испытание портативных устройств). Тесты PAT гарантируют их электрическую безопасность. Ищите этикетку PAT Testing, которая должна быть наклеена на все электрооборудование.
Все электрическое оборудование должно ежегодно проходить PAT-тестирование (испытание портативных устройств). Тесты PAT гарантируют их электрическую безопасность. Ищите этикетку PAT Testing, которая должна быть наклеена на все электрооборудование.
