особенности конструкции и изготовление своими руками
На протяжении многих лет люди проводят плавку металла. Каждый материал имеет свою температуру плавления, достигнуть которую можно только при применении специального оборудования. Первые печи для плавки металла были довольно большими и устанавливались исключительно в цехах крупных организаций. Сегодня современная индукционная печь может устанавливаться в небольших мастерских при налаживании производства ювелирных изделий. Она небольшая, проста в обращении и обладает высокой эффективностью.
- Принцип действия
- Преимущества устройства
- Рекомендации по размещению печи
- Разновидности оборудования
- Использование сварочного инвертора
- Применение транзисторов
- Печь на лампах
- Охлаждение оборудования
- Техника безопасности
Принцип действия
Плавильный узел индукционной печи применяется для нагрева самых различных металлов и сплавов. Классическая конструкция состоит из следующих элементов:
Классическая конструкция состоит из следующих элементов:
- Сливной насос.
- Индуктор, охлаждающийся водой.
- Каркас из нержавеющей стали или алюминия.
- Контактная площадка.
- Подина из жаропрочного бетона.
- Опора с гидравлическим цилиндром и подшипниковым узлом.
Принцип действия основан на создании вихревых индукционных токов Фуко. Как правило, при работе бытовых приборов подобные токи вызывают сбои, но в этом случае они применяются для нагрева шихты до требуемой температуры. Практически вся электроника во время работы начинает нагреваться. Этот негативный фактор применения электричества используется на полную мощность.
Преимущества устройства
Печь плавильная индукционная стала применяться относительно недавно. На производственных площадках устанавливаются знаменитые мартены, доменные печи и другие разновидности оборудования.
- Применение принципа индукции позволяет делать оборудование компактным. Именно поэтому не возникает проблем с их размещением в небольших помещениях. Примером можно назвать доменные печи, которые могут устанавливаться исключительно в подготовленных помещениях.
- Результаты проведенных исследований указывают на то, что КПД составляет практически 100%.
- Высокая скорость плавки. Высокий показатель КПД определяет то, что на разогрев металла уходит намного меньше времени, если сравнивать с другими печами.
- Некоторые печи при плавке могут привести к изменению химического состава металла. Индукционная занимает первое место по чистоте расплава. Создаваемые токи Фуко проводят нагрев заготовки изнутри, за счет чего исключается вероятность попадания в состав различных примесей.
Именно последнее преимущество определяет распространение индукционной печи в ювелирном деле, так как даже небольшая концентрация посторонней примеси может негативно сказаться на полученном результате.
Рекомендации по размещению печи
В зависимости от особенностей конструкции выделяют напольные и настольные индукционные печи. Независимо от того, какой именно вариант был выбран, выделяют несколько основных правил по установке:
- При работе оборудования на электросеть оказывается высокая нагрузка. Для того чтобы исключить вероятность возникновения короткого замыкания по причине износа изоляции, при установке должно быть проведено качественное заземление.
- Конструкция имеет водяной охлаждающий контур, который исключает вероятность перегрева основных элементов. Именно поэтому следует обеспечивать надежный подъем воды.
- Если проводится установка настольной печи, то следует уделить внимание устойчивости используемого основания.
- Печь для плавки металла представлена сложным электрическим прибором, при установке которого нужно соблюдать все рекомендации производителя. Особое внимание уделяется параметрам источника питания, который должен соответствовать модели аппарата.

- Не стоит забывать о том, что вокруг печи должно быть довольно много свободного пространства. Во время работы даже небольшой по объему и массе расплав может случайно выплеснуться из формы. При температуре более 1000 градусов Цельсия он нанесет непоправимый вред различным материалам, а также может стать причиной возгорания.

Во время работы устройство может серьезно нагреваться. Именно поэтому поблизости не должно быть никаких легковоспламеняющихся или взрывчатых веществ. Кроме этого, по технике пожарной безопасности вблизи должен
Разновидности оборудования
Широкое применение получили только два типа печи: тигельные и канальные. Они обладают сходными преимуществами и недостатками, отличия заключаются лишь в применяемом методе работы:
- В тигельный тип печи приходится проводить загрузку каждой порции шихты отдельно. Принцип работы устройства заключается в следующем: металл загружается внутрь индуктора, после расплавки он сливается и проводится загрузка новой порции. Как правило, подобная модель приобретается для небольших мастерских, когда работа ведется с небольшим количеством сырья.
- Канальные отличаются тем, что позволяют проводить плавку металла непрерывно. Конструкция позволяет проводить погрузку новой порции металла и слив уже расплавленного во время работы. Недостатком можно назвать лишь то, что трудности возникают на момент слива, так как канал слива должен быть заполнен.
 Как правило, подобная модель приобретается для небольших мастерских, когда работа ведется с небольшим количеством сырья.
Как правило, подобная модель приобретается для небольших мастерских, когда работа ведется с небольшим количеством сырья.Большей популярностью пользуется тигельная разновидность индукционных печей. Это связано с их высокой производительностью и простотой в эксплуатации. Кроме этого, подобную конструкцию при необходимости можно изготовить самостоятельно.
Самодельные варианты исполнения встречаются довольно часто. Для их создания требуются:
- Генератор.
- Тигель.
- Индуктор.
Опытный электрик при необходимости может сделать индуктор своими руками. Этот элемент конструкции представлен обмоткой из медной проволоки. Тигель можно приобрести в магазине, а вот в качестве генератора используется ламповая схема, собранная своими руками батарея их транзисторов или сварочный инвертор.
Этот элемент конструкции представлен обмоткой из медной проволоки. Тигель можно приобрести в магазине, а вот в качестве генератора используется ламповая схема, собранная своими руками батарея их транзисторов или сварочный инвертор.
Использование сварочного инвертора
Печь индукционная для плавки металла своими руками может быть создана при применении сварочного инвертора в качестве генератора. Этот вариант получил самое широкое распространение, так как прилагаемые усилия касаются лишь изготовления индуктора:
- В качестве основного материала применяется тонкостенная медная трубка. Рекомендуемый диаметр составляет 8—10 см.
- Трубка изгибается по нужному шаблону, который зависит от особенностей применяемого корпуса.
- Между витками должно быть расстояние не более 8 мм.
- Индуктор располагают в текстолитовом или графитовом корпусе.
После создания индуктора и его размещения в корпусе остается только установить на свое место приобретенный тигель.
Применение транзисторов
Подобная схема довольно сложна в исполнении, предусматривает применение резисторов, нескольких диодов, транзисторов различной емкости, пленочного конденсатора, медного провода с двумя различными диаметрами и колец от дросселей. Рекомендации по сборке следующие:
- При применении рассматриваемой схемы конструкция будет сильно нагреваться. Именно поэтому следует использовать эффективное охлаждение.
- Приобретенные конденсаторы собираются в одну схему для получения батареи.
- В качестве основы для индуктора применяются дроссельные кольца. На них наматывается ранее приобретенная медная трубка диаметром около 1 мм. Количество витков определяет то, какой мощностью будет самодельная печь. Рекомендуемый диапазон от 7 до 15 витков.
- На предмет цилиндрической формы наматывается вторая медная трубка, диаметр которой должен быть около 2 мм. Стоит учитывать, что концы этой трубки следует оставлять большими, так как они будут использоваться для подключения к источнику питания.
- В качестве источника питания можно использовать аккумулятор с мощностью 12 В.

Созданная схема помещается в текстолитовый или графитовый корпус, которые являются диэлектриками. Схема, предусматривающая применение транзисторов, довольно сложна в исполнении. Поэтому браться за изготовление подобной печи следует исключительно при наличии определенных навыков работы.
Печь на лампах
В последнее время печь на лампах создают все реже, так как она требует осторожности при обращении. Применяемая схема проще в сравнении со случаем применения транзисторов. Сборку можно провести в несколько этапов:
- В качестве генератора тока применяются 4 лучевые лампы, которые соединяются при параллельном подключении.
- Применяемая проволока из меди должна соединяться по спирали. Создаваемые витки должны иметь диаметр от 8 до 16 см, расстояние между ними не менее 5 миллиметров. Стоит учитывать, что понадобится довольно большое количество проволоки, так как внутри витков должен поместиться тигель.
- Создаваемая спираль помещается в корпус из материала, который не проводит электрический ток.
- Повысить эффективность схемы можно при дополнительном подключении подстроечного конденсатора.
 Стоит учитывать, что понадобится довольно большое количество проволоки, так как внутри витков должен поместиться тигель.
Стоит учитывать, что понадобится довольно большое количество проволоки, так как внутри витков должен поместиться тигель.Применяемые ламы должны быть защищены от механического воздействия.
Охлаждение оборудования
При создании индукционной печи своими руками больше всего проблем возникает с охлаждением. Это связано со следующими моментами:
- Во время работы нагревается не только расплавляемый металл, но и некоторые элементы оборудования. Именно поэтому для длительной работы требуется эффективное охлаждение.
- Метод, основанный на применении воздушного потока, характеризуется низкой эффективностью. Кроме этого, не рекомендуется проводить установку вентиляторов вблизи печи. Это связано с тем, что металлические элементы могут оказывать воздействие на генерируемые вихревые токи.

Как правило, охлаждение проводится при подаче воды. Создать водяной охлаждающий контур в домашних условиях не только сложно, но и экономически невыгодно. Промышленные варианты печи имеют уже встроенный контур, к которому достаточно подключить холодную воду.
Техника безопасности
При использовании индукционной печи нужно соблюдать определенную технику безопасности. Основные рекомендации:
- Нагреваемый металл может иметь очень высокую температуру. Попадание даже одной расплавленной капли на кожу может привести к серьезной травме. Именно поэтому при работе следует быть осторожным, использовать защитную одежду.
- Производители промышленного оборудования в паспорте указывают довольно много различных параметров, среди которых отметим радиус воздействия электромагнитного поля. Стоит учитывать, что электроника, которая попала в этот радиус, может работать неправильно, а при длительном нахождении и вовсе выйдет из строя.
- При выборе защитной одежды следует отдавать предпочтение варианту без металлических элементов.

При установке оборудования следует рассмотреть то, как будет проводиться погрузка шихты и извлечение расплавленного металла. Рекомендуется отводить отдельное подготовленное помещение для установки индукционной печи.
Самодельная индукционная печь для плавки металла своими руками: схема и видеоинструкция
Уже давно мужчины стали думать о том, как создать собственную печь для плавки металла в домашних условиях. Она должна быть портативной и соответствовать всем условиям. На производстве установлены печи для плавки большого количества металла. В домашних условиях можно собрать печь для плавки до пяти килограмм алюминия. Рассмотрим, как сделать плавильню в домашних условиях.
Плавка металла в домашних условиях
Плавка металла и чугуна
Печь для плавки металла представляет собой корпус, изготовленный из шамотного кирпича. Связующим элементом является глина. Топка предназначена для горения угля. Снизу предусматривается отверстие, через которое ведется наддув в пекло. Внизу размещается чугунная решетка, которая называется колосником. На ней выкладывается кокс или уголь. Его можно снять со старой печи. Иногда огнеупорный кирпич, при формировании корпуса, укладывается на ребро. Готовая конструкция скрепляется снаружи металлическим поясом.
Связующим элементом является глина. Топка предназначена для горения угля. Снизу предусматривается отверстие, через которое ведется наддув в пекло. Внизу размещается чугунная решетка, которая называется колосником. На ней выкладывается кокс или уголь. Его можно снять со старой печи. Иногда огнеупорный кирпич, при формировании корпуса, укладывается на ребро. Готовая конструкция скрепляется снаружи металлическим поясом.
Печь для переплавки металлов должна иметь тигель. Это может быть эмалированный или чугунный казанок. Месторасположение тигля — рядом с горящим коксом. С целью улучшения поддува рядом устанавливают вентилятор. Оборудование применяется для выплавки стали, но можно использовать как печь для выплавки чугуна.
Сортировка
К черным металлам относят:
- сталь,
- чугун,
- железо.
Лом на предприятиях сортируют по следующим критериям:
- габариты;
- разделение по химическому составу.

Крупные организации по переработке металлического вторсырья автоматизируют процесс сортировки, значительно ускоряя его.
Сначала из металлолома:
- убирают примеси,
- удаляют мусор.
Если работа проводится с крупными металлоконструкциями, то для проведения сортировки используют погрузочное оборудование.
Сортировка по химическому составу осуществляется с учетом показателя качества металла, а также по его виду. Кроме того, при сортировке разделение может проходить по факту содержания в металлоломе легирующих и углеродных компонентов.
На небольших предприятиях сортировка часто выполняется вручную, сразу на стадии приемки. Лом разделяют на:
- тяжелый;
- легкий;
- средней тяжести.
Также разделяют
- крупногабаритные элементы,
- малогабаритные.
Сортировка необходима для подготовки лома к переплавке.
Для корректной переработки метал режут на фрагменты перед переплавкой.
Электрические печи для плавки металла
Основу такой печи составляет асбест, который можно заменить кафелем. Электроды, установленные в плавильной печи своими руками должны иметь напряжение 25 В.
Изготавливаются они в следующем порядке:
- Вытачиваются из щеток электрического мотора.
- Сбору сверлятся отверстия 6 мм.
- В них пропускается провод, сечением 5 мм.
- Для закрепления проводки вбивается гвоздь.
- С целью улучшения контакта с графитом, напильником, делаются насечки.
В качестве теплоизолятора, внутри печи выкладывается слюда. При подключении к сети нужно использовать понижающий трансформатор. После изготовления, печь включается и работает некоторое время в холостом режиме.
Вольфрам — 19,29 г/см³
Считается одним из самых плотных элементов в мире. В дополнение к своим исключительным свойствам (высокая теплопроводность и электропроводность, очень высокая стойкость к воздействию кислот и истиранию) вольфрам также отличается тремя уникальными свойствами:
- После углерода он имеет самую высокую температуру плавления — плюс 3422 ° C. А его температура кипения — плюс 5555 ° C, эта температура примерно сопоставима с температурой поверхности Солнца.
 А его температура кипения — плюс 5555 ° C, эта температура примерно сопоставима с температурой поверхности Солнца.
А его температура кипения — плюс 5555 ° C, эта температура примерно сопоставима с температурой поверхности Солнца.- Сопровождает оловянные руды, однако препятствует выплавке олова, переводя его в пену шлаков. За это и получил свое название, которое в переводе с немецкого означает «волчьи сливки».
- Вольфрам имеет самый низкий коэффициент линейного расширения при нагревании из всех металлов.
Муфельная печь
Муфельные печи часто используются для термообработки деталей. Такое оборудование характеризуется большим температурным диапазоном, от 20 до 1000 градусов.
Муфельная печь для закалки металла работает на разных видах энергии. Однако в домашних условиях лучше применять агрегат, работающий на электроэнергии. Закаливание ведется в муфеле печи.
Муфельная печь своими руками изготавливается за несколько этапов:
- Изготовление муфеля ведется из шамотного кирпича. Из-за круглой формы корпуса печи, у них скашиваются углы. В каждом кирпиче выбираются канавки, куда ведется закладка спирали.
- Если муфельная печь для плавки изготавливается из духовки, то внутри она обкладывается огнестойким кирпичом. В кладке прорезаются канавки для спирали.
- Изготовленная из огнеупорного кирпича камера, помещается в корпус, сделанный из стали. На дно укладывается изоляция. Зазор между боковыми стенками камеры и корпуса составляет 4 см, куда вставляется утеплитель. Верх состоит из 2 слоев металла и утеплителя.
- В корпусе сверлятся отверстия, и через них выводятся концы спирали, которые подключаются к сетевому кабелю.
- В случае использования духовки, утеплитель не требуется. Он в ней уже предусмотрен.

Как плавить сталь в домашних условиях
Термообработка металлов – это один из основных способов улучшения их механических и физико-химических характеристик: твердости, прочности и других.
Одним из видов термообработки является закалка. Она успешно применялась человеком кустарным способом еще с давних времен. В Средневековье этот способ термической обработки использовали, чтобы улучшить прочность и твердость металлических предметов быта: топоров, серпов, пил, ножей, а также боевого оружия в виде копий, сабель и других.
И сейчас используют такой способ улучшения характеристик металла, не только в промышленных масштабах, но и в домашних условиях, в основном для закалки металлических предметов быта.
Что такое закалка металлов и ее виды
Под закалкой понимают вид термообработки металла, состоящий из его нагрева до температуры, при достижении которой наступает изменение структуры кристаллической решетки (полиморфное превращение) и дальнейшего ускоренного охлаждения в воде или масляной среде. Целью такой термообработки является повышение твердости металла.
Применяется также закалка, при которой температура нагрева металла не дает состояться полиморфному превращению. В этом случае фиксируется его состояние, которое свойственно металлу при температуре нагрева. Это состояние называют пересыщенным твердым раствором.
Технологию закалки с полиморфным превращением используют в основном для изделий из стальных сплавов. Цветные металлы подвергают закалке без достижения полиморфного изменения.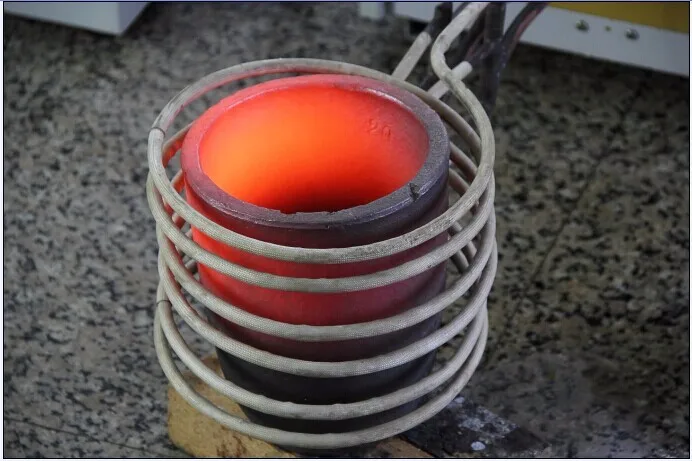
После такой обработки стальные сплавы становятся тверже, но при этом они приобретают повышенную хрупкость, теряя пластичность.
Чтобы снизить нежелательную хрупкость после нагрева с полиморфным изменением, применяется термообработка, называемая отпуском. Она проводится при более низкой температуре с постепенным дальнейшим охлаждением металла. Таким способом снимается напряжение металла после процесса закаливания, и уменьшается его хрупкость.
При закалке без полиморфного превращения нет проблемы с излишней хрупкостью, но твердость сплава не достигает требуемого значения, поэтому при повторной термической обработке, называемой старением, ее наоборот повышают за счет распада пересыщенного твердого раствора.
Особенности закалки стали
Закаливаются в основном нержавеющие стальные изделия и сплавы, предназначенные для их изготовления. Они имеют мартенситную структуру и характеризуются повышенной твердостью, приводящей к хрупкости изделий.
Если провести термообработку таких изделий с нагревом до определенной температуры с последующим быстрым отпуском, то можно добиться повышения вязкости. Это позволит использовать такие изделия в различных сферах.
Это позволит использовать такие изделия в различных сферах.
Виды закаливания сталей
В зависимости от предназначения нержавеющих изделий, можно провести закалу всего предмета или только той его части, которая должна быть рабочей и иметь повышенные прочностные характеристики.
Поэтому закалку нержавеющих изделий подразделяют на два способа: глобальный и локальный.
:
Охлаждающая среда
Достижение необходимых свойств нержавеющих материалов во многом зависит от выбора способа их охлаждения.
Разные марки нержавеющих сталей подвергаются охлаждению по-разному. Если низколегированные стали охлаждают в воде или ее растворах, то для нержавеющих сплавов для этих целей применяют масляные растворы.
Важно: При выборе среды, в которой проводят охлаждение металла после нагрева, следует учитывать, что в воде охлаждение проходит быстрее, чем в масле! Например, вода температурой 18°C способна охладить сплав на 600°C за секунду, а масло всего на 150°C.
Для того, чтобы получить высокую твердость металла, охлаждение проводят в проточной холодной воде.
 Также для повышения эффекта закалки для охлаждения готовят соляной раствор, добавляя в воду около 10% поваренной соли, или используют кислотную среду, в которой не менее 10% кислоты (чаще серной).
Также для повышения эффекта закалки для охлаждения готовят соляной раствор, добавляя в воду около 10% поваренной соли, или используют кислотную среду, в которой не менее 10% кислоты (чаще серной).Кроме выбора охлаждающей среды немаловажным является режим и скорость охлаждения. Скорость снижения температуры должна быть не меньше 150°C за секунду. Таким образом, за 3 секунды температура сплава должна снизиться до 300°C. Дальнейшее снижение температуры может проводиться с любой скоростью, т. к. зафиксированная в результате быстрого охлаждения структура при низких температурах уже не разрушится.
Важно: Слишком быстрое охлаждение металла приводит к его излишней хрупкости! Это следует учитывать при самостоятельной закалке.
Различают следующие способы охлаждения:
- С использованием одной среды, когда изделие помещают в жидкость и держат там до полного охлаждения.
- Охлаждение в двух жидких средах: масле и воде (или солевом растворе) для нержавеющих сталей. Изделия из углеродистых сталей сначала охлаждают в воде, т. к. она является быстро охлаждающей средой, а потом в масле.
- Струйным методом, когда деталь охлаждается струей воды. Это очень удобно, когда требуется закалить определенную область изделия.
- Методом ступенчатого охлаждения с соблюдением температурных режимов.
 Изделия из углеродистых сталей сначала охлаждают в воде, т. к. она является быстро охлаждающей средой, а потом в масле.
Изделия из углеродистых сталей сначала охлаждают в воде, т. к. она является быстро охлаждающей средой, а потом в масле.Температурный режим
Правильный температурный режим проведения закалки нержавеющих изделий является важным условием их качества. Для достижения хороших характеристик их равномерно прогревают до 750-850°C, а потом быстро проводят охлаждение до температуры 400-450°C.
Важно: Нагрев металла выше точки рекристаллизации приводит к крупнозернистому строению, ухудшающему его свойства: излишней хрупкости, приводящей к растрескиванию!
Для снятия напряжения после нагрева до нужной температуры упрочнения металла, иногда используют поэтапное охлаждение изделий, постепенно снижая температуру на каждом из этапов нагрева. Такая технология позволяет полностью снять внутренние напряжения и получить прочное изделие с нужной твердостью.
Как закалить металл в домашних условиях
Пользуясь элементарными знаниями, можно провести закалку стали в домашних условиях. Нагревание металла обычно проводят с помощью костра, муфельных электропечей или горелок с использованием газа.
Закалка топора на костре и в печи
Если требуется придать дополнительную прочность бытовым инструментам, например, сделать топор более прочным, то самый простой способ его закалки можно провести в домашних условиях.
На топорах при изготовлении ставится клеймо, по которому можно узнать марку стали. Мы рассмотрим процесс закалки на примере инструментальной стали У7.
Плавка алюминия
Изготовить печь для плавки алюминия своими руками вещь реальная. В промышленном производстве, агрегаты с названием — печи карусельного типа — очень дорогостоящие.
Чтобы понять, как сделать печь для плавки алюминия, нужно понять их принцип действия. Существует несколько видов, где проводится плавление цветного металла.
Мини-печь
Берется автомобильный диск и закапывается в землю так, чтобы верхний срез не выступал наружу. Посередине изготавливается отверстие для патрубка. Один конец пропускается в отверстие, а другой выводится наружу. На него одевается кулер, для нагнетания воздуха. Плавильня заполняется углями и алюминиевым ломом. Подается воздух и температура поднимается.
Посередине изготавливается отверстие для патрубка. Один конец пропускается в отверстие, а другой выводится наружу. На него одевается кулер, для нагнетания воздуха. Плавильня заполняется углями и алюминиевым ломом. Подается воздух и температура поднимается.
Металлический бак
Изготовить печь для алюминия можно из металлического бака. Например, корпуса стиральной машины с вертикальной загрузкой. Внутренняя часть конструкции выкладывается огнеупорным кирпичом. Снизу монтируется труба для подачи воздуха. Таким образом, получается переносное оборудование.
Из бутылки
Один из необычных способов, каким расплавляют алюминий. Вокруг бутылки наматывается проволока нихром. Предварительно поверхность бутылки смазывается маслом. Сверху наносится смесь жидкого стекла и глины. Просушивание ведется в течение недели. Затем наматывается еще слой проволоки и наносится глина. После 7 дней, бутылка вынимается и остается только термостойкая оболочка. К концам проволоки подключается напряжение для накаливания нихрома, а в очаг загружается сырье.
Алюминиевая промышленность
Крупной отраслью в цветной металлургии считается алюминиевая промышленность. В России все центры производства алюминия расположены на небольшом расстоянии от гидроэлектростанций.
Алюминий обладает высокими конструктивными свойствами, он легкий и прочный. Благодаря этому он широко используется в машиностроении, строительстве. Сплавы из алюминия по своей прочности не уступают стали.
Плавка свинца
Электрическая печь для плавки свинца состоит из следующих элементов:
- Круглый кожух, сделанный из нержавейки, внутри которого проложен утеплитель. Он прикреплен кронштейнами к стене.
- Снизу подводится промышленный ТЕН.
- Сверху расположен клапан поворотного типа.
- Датчик, который находится на расстоянии 3 см от дна.
- Сбоку расположен температурный регулятор.
Устанавливая регулятор на определенную температуру, прогреваем прибор. Находящийся внутри свинец плавится. В конце плавки, под низ подводится форма и открывается клапан. Расплавленный свинец заполняет внутреннее пространство формы.
Расплавленный свинец заполняет внутреннее пространство формы.
Тантал — 16,67 г/см³
Десятую строчку в рейтинге занимает синевато-серый, очень твердый металл со сверхвысокой температурой плавления. Несмотря на свою твердость он пластичен, как золото.
Тантал является важным компонентом во многих современных технологиях. В частности, он используется для производства конденсаторов, которые применяются в компьютерной технике и мобильных телефонах.
Плавка меди
В домашних условиях для плавки меди можно использовать материал пенобетон. Вырезается из такого материала 2 цилиндра, диаметром 100 мм. Высота одного 100 мм, а второго 15. Накладывая один на другой, сверлится посередине отверстие диаметром 15 мм. В большем цилиндре, посередине, изготавливается отверстие в виде воронки на глубину 85 мм. В середине цилиндра, с наружной стороны, прорезается канавка и ведется стяжка проволокой. Она нужна для того, чтобы деталь не развалилась от температуры.
На газовую плиту, ставится переходник. Сверху располагается больший цилиндр так, чтобы конусная воронка была направлена вверх. Сверху накрывается маленьким цилиндром с отверстием. Зажигая горелку, опускают кусочек медного стержня в маленькое отверстие до упора в стенку воронки. Через минуту стержень расплавится.
Сверху располагается больший цилиндр так, чтобы конусная воронка была направлена вверх. Сверху накрывается маленьким цилиндром с отверстием. Зажигая горелку, опускают кусочек медного стержня в маленькое отверстие до упора в стенку воронки. Через минуту стержень расплавится.
Никель-кобальтовая промышленность
Эта группа очень зависит от источника сырья. Основные металлургические заводы расположены:
- Кольский полуостров – заложение сульфидно-никелевых руд.
- Низовье Енисея – громоздится крупный завод, в Норильске. На нем занимаются производством платины, никеля, меди, кобальта.
- Предприятия, расположенные на хребте Урала, занимаются прежде всего переработкой окисленных руд.
Плавка золота и серебра
Печь для плавки золота легко сделать в домашних условиях. Она применима и для плавки серебра.
Порядок работы следующий:
- Берется шамотный кирпич и разрезается на 2 части. Победитовым сверлом диаметра 48 мм, делается в одной половинке, в середине, сквозное отверстие. А во второй отверстие сверлится на половину высоты.
- Через отверстие, проводится спираль и обе половинки стягиваются болтами, отверстия для которых сверлятся с боков.
- Сверху устанавливается графитовый тигель.
- Изготавливается металлический каркас и обе половинки вставляются в него.
- Все боковые зазоры замазываются глиной.
- К выведенным концам спирали подводится напряжение.
- В тигель бросаются куски золота или серебра.
- В процессе нагрева идет расплавление цветного металла.
 А во второй отверстие сверлится на половину высоты.
А во второй отверстие сверлится на половину высоты.Изготовление печей для плавки металла своими руками процесс сложный, но выполнимый. Для этого нужно изучить характеристики видов оборудования. Определиться какое из них наиболее предпочтительно к данным условиям. Затраты на изготовление быстро себя окупят.
Как расплавить сталь в домашних условиях — Справочник металлиста
В отличие от промышленного оборудования, самодельная печь для плавки металла — компактное приспособление. На таком портативном оборудовании можно вести выплавку, закалку или плавку цветных металлов.
Плавление меди в домашних условиях: пошаговая инструкция, видео
Изделия из меди активно используются не только в различных отраслях промышленности, но и в быту.
В связи с этим вполне естественно, что у многих умельцев возникает вопрос о том, как расплавить медь и в домашних условиях изготавливать из нее различные изделия методом литья.
Знание такой технологии, которая известна человечеству еще с древних времен, позволяет создавать различные предметы не только из меди, но и из ее сплавов – латуни и бронзы.
Плавка меди в самодельной печке
Понятие о шкале температур
Некоторые неметаллические предметы тоже обладают похожими свойствами. Самым распространённым является вода. Относительно свойств жидкости, занимающей господствующее положение на Земле, была разработана шкала температур. Реперными точками признаны температура изменения агрегатных состояний воды:
- Превращения из жидкости в твердое вещество и наоборот приняты за ноль градусов.
- Кипения (парообразования внутри жидкости) при нормальном атмосферном давлении (760 мм рт. ст.) принята за 100 ⁰С.

Внимание! Кроме шкалы Цельсия на практике измеряют температуру в градусах Фаренгейта и по абсолютной шкале Кельвина. Но при исследовании свойств металлических предметов другие шкалы используют довольно редко.
Индукционная печь для плавки металла своими руками
Многие люди считают, что процесс плавки металла требует огромных сооружений, практически заводов с большим количеством персонала. Но ведь есть ещё такая профессия, как ювелир и такие металлы как золото, серебро, платина и другие, используемые для изготовления ажурных и изысканных украшений, некоторые из которых по праву считаются настоящими произведениями искусства. Ювелирная мастерская – предприятие, не терпящее излишней масштабности. А процесс плавления в них просто необходим. Поэтому индукционная печь для плавки металла здесь необходима. Она и не большая, и очень эффективная, и проста в обращении.
Содержание
- 1 Принцип действия
- 2 Преимущества перед другими видами плавильных печей
- 3 Размещение печи
- 4 Виды индукционных печей
- 4.1 Индукционная печь на сварочном инверторе
- 4.2 Индукционная печь на транзисторах
- 4.3 Индукционная печь на лампах
- 5 Охлаждение
- 6 Техника безопасности при выплавке металла в индукционной печи
Принцип действия
Принцип работы индукционной печи для плавки металлаПринцип работы индукционной печи является замечательным примером, как нежелательное явление используется с повышенным КПД. Так называемые вихревые индукционные токи Фуко, которые обычно мешают в любом виде электротехники, здесь направлены только на положительный результат.
Для того чтобы структура металла начала нагреваться, а затем и плавиться, его необходимо поместить под эти самые токи Фуко, а образуются они в индукционной катушке, чем по большому счёту и является печь.
Проще говоря, все знают, что во время работы любой электрический прибор начинает нагреваться. Индукционная печь для плавки металла использует этот нежелательных в других случаях эффект на полную мощность.
Индукционная печь для плавки металла использует этот нежелательных в других случаях эффект на полную мощность.
Преимущества перед другими видами плавильных печей
Компактная индукционная печь для плавки металлаИндукционные печи – не единственное изобретение, используемое для плавления металлов. Есть ещё знаменитые мартены, домны и другие виды. Однако рассматриваемая нами печь имеет перед всеми остальными ряд неоспоримых преимуществ.
- Печи, работающие на принципе индукции, могут быть довольно компактными, и их размещение не доставит никаких трудностей.
- Высокая скорость плавки. Если другие печи для плавки металла требуют несколько часов только на разогрев, индукционная справляется с этим в несколько раз быстрее.
- Коэффициент полезного действия лишь немного не достигает отметки в 100 %.
- По чистоте расплава индукционная печь уверенно занимает первое место. В других устройствах приготовленная к расплаву заготовка непосредственно соприкасается с нагревательным элементом, что зачастую приводит к загрязнению. Токи Фуко нагревают заготовку изнутри, воздействуя на молекулярную структуру металла, и побочных элементов в неё не попадает.
 Токи Фуко нагревают заготовку изнутри, воздействуя на молекулярную структуру металла, и побочных элементов в неё не попадает.
Токи Фуко нагревают заготовку изнутри, воздействуя на молекулярную структуру металла, и побочных элементов в неё не попадает.Последнее преимущество просто необходимо в ювелирном деле, где частота материала повышает его ценность и уникальность.
Размещение печи
Компактная индукционная печь, в зависимости от размеров может быть напольной и настольной. Какой бы вариант вы не выбрали, есть несколько основных правил для выбора места, куда её поставить.
- При всей простоте обращения с печью – это всё-таки электрический прибор, который требует соблюдения мер безопасности. И первое, что необходимо учитывать при установке – наличие правильного источника питания, соответствующего модели аппарата.
- Возможность провести качественное заземление.
- Обеспечение установки подводом воды.
- Для настольных печей необходимо устойчивое основание.
- Но самое главное, во время работы ничего не должно мешать. Если даже расплав по объёму и массе не слишком большой, его температура больше 1000 градусов и случайно выплеснуть его из формы, значит, нанести очень сильную травму или себе или тому, что находится рядом.

Про то, что вблизи работающей индукционной печи не должно быть никаких горючих и тем более взрывоопасных материалов и говорить нечего. А вот пожарный щит в шаговой доступности абсолютно необходим.
Виды индукционных печей
Тигельная индукционная печьШироко применяются два вида индукционных печей: канальный и тигельный. Отличаются они только по методу работы с ними. Во всём остальном, включая преимущества, такие плавильные печи очень схожи. Рассмотрим каждый вариант по отдельности:
- Канальная печь. Основное достоинство этого вида – непрерывный цикл. Загружать новую порцию сырья и выгружать уже расплавленный металл можно прямо во время нагрева. Единственная сложность может возникнуть при запуске. Канал, по которому жидкий металл будет выводиться из печи должен быть заполнен.
- Тигельная печь. В отличие от первого варианта каждую порцию металла придётся загружать отдельно. В этом и смысл. В термостойкий тигель помещается сырьё и ставится внутрь индуктора. После того, как металл расплавится, его сливают из тигля и только потом загружают следующую порцию. Такая печь идеальна для небольших мастерских, где не требуется больших масс расплавленного сырья.
 После того, как металл расплавится, его сливают из тигля и только потом загружают следующую порцию. Такая печь идеальна для небольших мастерских, где не требуется больших масс расплавленного сырья.
После того, как металл расплавится, его сливают из тигля и только потом загружают следующую порцию. Такая печь идеальна для небольших мастерских, где не требуется больших масс расплавленного сырья.Главное преимущество обоих вариантов в быстроте производства. Однако тигельная печь выигрывает и здесь. Кроме того её вполне можно смастерить своими руками в практически домашних условиях.
Самодельная индукционная печь не таит в себе никаких сложностей, чтобы её не смог собрать обычный человек, хоть немного знакомый с электротехникой. У неё всего три основных блока:
- Генератор.
- Индуктор.
- Тигель.
Индуктор – медная обмотка, которую можно смастерить самостоятельно. Тигель придётся искать или в соответствующих магазинах, или доставать иными способами. А в качестве генератора могут быть использованы: сварочный инвертор, собственноручно собранная транзисторная или ламповая схема.
Индукционная печь на сварочном инверторе
Самый простой и широко распространённый вариант. Усилия придётся затратить лишь на сооружения индуктора. Берётся медная тонкостенная трубка 8-10 см в диаметре, и загибается по нужному шаблону. Витки должны располагаться на расстоянии 5-8 мм, а их количество зависит от характеристик и диаметра инвертора. Закрепляется Индуктор в текстолитовом или графитовом корпусе, а внутрь установки помещается тигель.
Усилия придётся затратить лишь на сооружения индуктора. Берётся медная тонкостенная трубка 8-10 см в диаметре, и загибается по нужному шаблону. Витки должны располагаться на расстоянии 5-8 мм, а их количество зависит от характеристик и диаметра инвертора. Закрепляется Индуктор в текстолитовом или графитовом корпусе, а внутрь установки помещается тигель.
Индукционная печь на транзисторах
В этом случае придётся поработать не только руками, но и головой. И побегать по магазинам в поисках нужных запчастей. Ведь понадобятся транзисторы разной ёмкости, парочка диодов, резисторы, плёночные конденсаторы, два разных по толщине медных провода и парочка колец от дросселей.
- Перед сборкой необходимо учитывать, что полученная в итоге схема во время работы будет сильно нагреваться. Поэтому необходимо использовать довольно большие радиаторы.
- Конденсаторы параллельно собираются в батарею.
- На дроссельные кольца наматывается медная проволока диаметром 1,2 мм. В зависимости от мощности, витков должно быть от 7 до 15.
- На цилиндрический предмет, подходящий по диаметру к размерам тигля, наматывают 7-8 витком медной проволоки диаметром 2 мм. Концы проволоки оставляют достаточно длинными для подключения.
- По специальной схеме всё монтируется на плату.
- Источником питания может быть 12-вольтовый аккумулятор.
- Если есть необходимость, можно изготовить текстолитовый или графитовый корпус.
- Мощность устройства регулируется путём увеличения или уменьшения витков обмотки индуктора.

Собрать такое устройство самостоятельно не просто. И браться за эту работу можно только в том случае, когда есть уверенность в правильности своих действий.
Индукционная печь на лампах
В отличие от транзисторной, ламповая печь получится намного мощнее, а значит, и обращаться и с ней и со схемой придётся осторожнее.
- Соединённые параллельно 4 лучевые лампы будут генерировать токи высокой частоты.
- Медную проволоку сгибают спиралью. Расстояние между витками 5 и более миллиметров. Сами витки диаметром 8-16 см. Индуктор должен быть такого размера, чтобы внутри легко помещался тигель.
- Индуктор помещают в корпус из материала, не проводящего ток (текстолит, графит).
- На корпус можно поставить неоновую лампу-индикатор.
- Так же можно включить в схему подстроечный конденсатор.
 Сами витки диаметром 8-16 см. Индуктор должен быть такого размера, чтобы внутри легко помещался тигель.
Сами витки диаметром 8-16 см. Индуктор должен быть такого размера, чтобы внутри легко помещался тигель.Изготовления обеих схем требует обладания некими знаниями, получить которые можно, но лучше, если этим займётся настоящий специалист.
Охлаждение
Этот вопрос, наверное, самый сложный из всех тех, которые ставятся перед человеком, решившим самостоятельно собрать плавильный аппарат на основе индукционного принципа. Дело в том, что ставить вентилятор непосредственно вблизи печи не рекомендуется. Металлические и электрические части охлаждающего устройства могут негативно сказаться на работе печки. Стоящий же в отдалении вентилятор может не обеспечить нужное охлаждение, что приведёт к перегреву.
Второй вариант – это провести водяное охлаждение. Однако качественно и правильно выполнить его в домашних условиях не только сложно, но и финансово не выгодно. В этом случае стоит задуматься: не экономнее ли будет приобрести промышленный вариант индукционной печи, выпущенный на заводе, с соблюдением всех необходимых технологий?
В этом случае стоит задуматься: не экономнее ли будет приобрести промышленный вариант индукционной печи, выпущенный на заводе, с соблюдением всех необходимых технологий?
Техника безопасности при выплавке металла в индукционной печи
Сильно распространяться на эту тему не нужно, так как практически каждый знает основные положения техники безопасности. Следует остановиться лишь на тех вопросах, которые присущи исключительно этому виду оборудования.
- Начнём всё-таки с личной безопасности. При работе с индукционной печью следует хорошо понимать, что температуры здесь очень сильно повышены, а это риск получения ожогов. Так же прибор электрический и требует повышенного внимания.
- Если вы купили готовую печь, следует обратить внимание на радиус воздействия электромагнитного поля. В противном случае часы, телефоны, видеокамеры и другие электронные гаджеты могут начать сбоить или совсем поломаются.
- Рабочую одежду следует подбирать с неметаллическими застёжками. Их наличие наоборот будет влиять на работу печи.
- Особое внимание в этом отношении следует уделить ламповой печи. Все элементы с высоким напряжением должны быть упрятаны в корпус.
 Их наличие наоборот будет влиять на работу печи.
Их наличие наоборот будет влиять на работу печи.Конечно, в городской квартире вряд ли пригодится такая аппаратура, но радиолюбителям, которые постоянно занимаются лужением, и ювелирных дел мастерам без индукционной печки не обойтись никак. Для них эта вещь очень полезная, можно сказать незаменимая, а как она помогает в их работе, лучше спросить у них самих.
Левитационная плавка своими руками
Индукционная печь уже давно не новинка — это изобретение существует еще с го века, однако лишь в наше время, с развитием технологий и элементной базы, оно наконец-то начинает повсеместно входить в быт. Раньше в тонкостях работы индукторных печей было множество вопросов, не все физические процессы были до конца понятны, а сами агрегаты имели массу недостатков и использовались только в промышленности, в основном для плавки металлов. Теперь же, с появлением мощных высокочастотных транзисторов и дешевых микроконтроллеров, совершивших прорыв во всех сферах науки и техники, появились и по-настоящему эффективные индукционные печи, которые можно свободно использовать для бытовых нужд готовка еды, подогрев воды, отопление и даже собрать своими руками. Прежде чем выбрать или изготовить индукторный нагреватель, следует разобраться, что это такое.
Теперь же, с появлением мощных высокочастотных транзисторов и дешевых микроконтроллеров, совершивших прорыв во всех сферах науки и техники, появились и по-настоящему эффективные индукционные печи, которые можно свободно использовать для бытовых нужд готовка еды, подогрев воды, отопление и даже собрать своими руками. Прежде чем выбрать или изготовить индукторный нагреватель, следует разобраться, что это такое.
Поиск данных по Вашему запросу:
Левитационная плавка своими руками
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Индукционная печь для плавки металла своими руками
- Левитационная плавка металлов своими руками
- Индукционный нагреватель Low ZVS 12-48 В 20 A
- Плавка металла в домашних условиях
- Простой лабораторный инвертор для индукционного нагрева.
- Индукционная печь своими руками
- Как выбрать индукционную печь
- Индукционные нагреватели своими руками
- Плавка алюминия в индукционных печах
- Индукционная плавка металлов своими руками
 Часть 1.
Часть 1.ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Левитационная all-audio.pro
Индукционная печь для плавки металла своими руками
Наиболее востребованными печами для плавления металлов на небольших производствах являются индукционные плавильные печи. Данные печи применяют для плавки …. Соответственно, для этих печей применяются графитовые тигли различной конструкции.
В частности, графитовые тигли с донным способом разливки требуют использования дополнительной Лабораторный практикум. Для составления схемы необходимы: 4 электронные лампы — тетрода, можно использовать 6l6, 6П3 или Г; Индукционная печь для плавки металлов в домашних условиях может использоваться также Сушка и спекание кислой футеровки индукционных печей для плавки чёрных металлов Сушку и спекание тигля производят способом индукционного нагрева.
Газовая горелка работает от центральной газовой магистрали и баллонов. Российские заводы успешно эксплуатируют печи на газе, они Печи для плавки алюминия и его сплавов Особенности канальных печей для плавки алюминия и его сплавов рис.
Индукционная печь используется для плавки цветных и черных металлов. Агрегаты такого принципа действия применяют в следующих сферах: от тончайшего ювелирного дела до промышленной плавки металлов в крупных размерах.
Моделирование и исследование индукционных систем для плавки металлов в проводящих и непроводящих тиглях тема диссертации и автореферата по ВАК РФ Индукционная тигельная печь для плавки черных и цветных металлов.
Ёмкость 0, 5Т. Корпус плавильного узла использует толстый алюминиевый лист. Сейчас печи с индукционной системой повсеместно используются в процессе плавки металлов.
Ток, производимый в поле индуктора, способствует нагреву вещества, и эта особенность таких устройств является не только Индукционная печь для плавки металлов в домашних условиях может использоваться также для быстрого нагрева металлических элементов, например, при их лужении. Мне пришла в голову идея собрать печь используя тэны от Разработана малогабаритная индукционная электрическая печь для плавления металлов в домашних условиях.
Проведен анализ составных частей схемы и монтаж установки для плавки металла в домашних условиях. Так называемый эффект раскачки напряжения особенно проявляется при значительном отклонении нагрузки инвертора от номинальной величины, характерном для плавки металлов в …. В таблице 1 приве-дены параметры модельного ряда однопостовых индукционных плавильных. Компактная индукционная печь для плавки металла. Индукционные печи — не единственное изобретение, используемое для плавления металлов.
Индукционные печи — не единственное изобретение, используемое для плавления металлов.
Есть ещё знаменитые мартены, домны и …. Как сделать печь для плавки металла. Даже нетугоплавкие металлы плавятся при довольно высоких температурах: например, алюминий — выше , латунь — выше градусов Цельсия. Чтобы сделать простую плавильную печь в Тигельная плавка металла в домашней мастерской может оказаться очень выгодным делом. Как своими руками сделать тигель для плавки драгоценных, цветных и черных металлов. Общий вид высокочастотной установки для плавки металлов.
Катушка б- бескаркасная, состоит из 10 витков провода ПЭВ 0,8, внутренний диаметр витка 12 мм. Электропечь для плавки металлов самоделки своими руками. Схема индукционная плавка металла. Высокочастотная установка для плавки металлов в Перми с информацией о цене.
Для левитационной плавки металлов схема может быть разной, поэтому в домашних условиях заниматься этим процессом достаточно просто. Способы плавки цветных металлов. Для плавки сплавов на основе меди применяют графитовые тигли. Канальные индукционные печи используют для непрерывной ….
Для плавки сплавов на основе меди применяют графитовые тигли. Канальные индукционные печи используют для непрерывной ….
Плавильные печи — индукционные, дуговые, вакуумные печи Графитовые тигли для индукционных установок Соответственно, для этих печей применяются графитовые тигли различной конструкции. Способ и технология для плавки металла в индукционной … Для составления схемы необходимы: 4 электронные лампы — тетрода, можно использовать 6l6, 6П3 или Г; Сушка и спекание кислой футеровки индукционных печей для Особенности канальных печей для плавки различных металлов Печи для плавки алюминия и его сплавов Особенности канальных печей для плавки алюминия и его сплавов рис.
Принцип индукционной печи для плавки различных металлов Индукционная печь используется для плавки цветных и черных металлов. Моделирование и исследование индукционных систем для Индукционные печи-редуктор 1. Печь индукционная своими руками: схема, сборка Сейчас печи с индукционной системой повсеместно используются в процессе плавки металлов. Самодельная индукционная печь для плавки металла Индукционная печь для плавки металлов в домашних условиях может использоваться также для быстрого нагрева металлических элементов, например, при их лужении.
Самодельная индукционная печь для плавки металла Индукционная печь для плавки металлов в домашних условиях может использоваться также для быстрого нагрева металлических элементов, например, при их лужении.
Tool Electric: Схема преобразователя для индукционного Плавка металла в домашних условиях в индукционной Проектирование малогабаритного тиристорного Индукционная печь для плавки металла своими руками Компактная индукционная печь для плавки металла.
Как сделать печь для плавки металла Как сделать печь для плавки металла. Тигель для плавки металла своими руками для свинца Индукционная печь для плавки металлов, изготовленная Самодельный прибор для плавки металлов индукционными Platinumdywity Электропечь для плавки металлов самоделки своими руками.
Левитационная плавка металлов своими руками Для левитационной плавки металлов схема может быть разной, поэтому в домашних условиях заниматься этим процессом достаточно просто. Связаться с нами. Карта сайта.
Левитационная плавка металлов своими руками
Левитационная плавка Образец алюминия массой 2. Мощность инвертора 1. Частота кГц. Всем привет.
Мощность инвертора 1. Частота кГц. Всем привет.
Левитационная плавка металла схема. Самодельная индукционная печь для плавки металла своими руками. Простой лабораторный инвертор для.
Индукционный нагреватель Low ZVS 12-48 В 20 A
Индукционная печь хорошо знакома тем, чья профессия или хобби связаны с плавкой, обработкой металла. Их повсеместно используют на металлургических предприятиях. Но при этом такие печки вполне можно использовать для хозяйственных нужд. Скажем больше, данное оборудование при правильном подходе изготавливается своими руками. Однако сперва разберемся в принципе работы и конструкции. Каждая индукционная печь основана на индукционном нагреве. Если говорить более простым языком, то тепло получается за счет электрического тока, который создает электромагнитное поле. При этом не стоит путать понятия индукционная печка и электрокотел. Хотя в обоих случаях используется электричество, приборы совершенно различны между собой, используется разная схема и пр.
Плавка металла в домашних условиях
Забыли пароль? Изменен п. Расшифровка и пояснения — тут. Автор: a , 31 октября в Литейных цех.
Содержание1 Печь индукционная для плавки металла своими руками Компоненты индукционной печи Устройство тигельной печи Как сделать индукционную печь2 Индукционные нагреватели своими руками — как сделать? Индукционная печь своими руками — инструкция!
Простой лабораторный инвертор для индукционного нагрева. Часть 1.
Перспективными применениями технологии индукционной плавки являются производство высокочистых металлов, таких как титан и его сплавы, в индукционных печах с холодным тиглем и плавка Плавка стали в индукционной печи. В индукционных печах для выплавки металла используется тепло, которое выделяется в металле за счет возбуждения в нем электрического тока переменным магнитным полем. Содержание1 Индукционный нагрев или левитационная плавка1. Или между крошками шихты возникнут дуговые разряды, и вся плавка просто взорвется.
Индукционная печь своими руками
Войти через. На AliExpress мы предлагаем тысячи разновидностей продукции всех брендов и спецификаций, на любой вкус и размер. Если вы хотите купить Diy co2 брага и подобные товары, мы предлагаем вам 3, позиций на выбор, среди которых вы обязательно найдете варианты на свой вкус. Кроме того, если вы ищите Diy co2 брага, мы также порекомендуем вам похожие товары, например сварка скруток своими руками , аргона сварка своими руками , левитационная плавка металлов своими руками , вентиляторный опрыскиватель своими руками , co2 своими руками , анодирование алюминия своими руками , анализатор металлов своими руками , капельное орошение своими руками , плавка меди своими руками. Приходите к нам на AliExpress, у нас вы найдете все! Защита Покупателя. Помощь Служба поддержки Споры и жалобы Сообщить о нарушении авторских прав.
Для плавки металла в малых масштабах бывает необходимо какое то приспособление. Особенно это остро ощущается в мастерской или при малом.
Как выбрать индукционную печь
Левитационная плавка своими руками
Плавка металлов — это достаточно специфический и сложный процесс. Он должен выполняться только на специализированном оборудовании, причем процедура реализуется исключительно профессионалами, чтобы не возникало возможности для нанесения значительных повреждений. Металлы могут плавиться разными способами.
Индукционные нагреватели своими руками
ВИДЕО ПО ТЕМЕ: Взрыв печи во время плавки металла
По медной петле — индуктору — пропускается электрический ток большой силы сотни ампер и большой частоты десятки — сотни кГц. В результате в металлической заготовке, стоящей внутри индуктора или рядом с ним, наводятся токи Фуко, тоже большой силы и частоты. Высокочастотный ток в заготовке под действием скин-эффекта вытесняется в тонкие поверхностные слои, в результате чего его плотность резко возрастает. Слой заготовки, по которому протекают большие токи, начинает быстро разогреваться.
Слой заготовки, по которому протекают большие токи, начинает быстро разогреваться.
Плавка металла методом индукции широко применяется в разных отраслях: металлургии, машиностроении, ювелирном деле. Простую печь индукционного типа для плавки металла в домашних условиях можно собрать своими руками.
Плавка алюминия в индукционных печах
Нашел пост дневной давности. Извините, но блин.. Дубликаты не найдены. Все комментарии Автора. Самый популярный комментарий на Ютюбе понравился. Осторожно, стереотипы!
Индукционная плавка металлов своими руками
Существует мнение, что изготовить самодельную индукционную печь невозможно. Если не верите, спросите у специалистов в этом деле и девять из десяти согласятся с вышесказанным мнением. И так и так невозможно!
Печь индукционная сделать самому своими руками: схема, сборка
Сейчас печи с индукционной системой повсеместно используются в процессе плавки металлов. Ток, производимый в поле индуктора, способствует нагреву вещества, и эта особенность таких устройств является не только основной, но и важнейшей. Обработка приводит к тому, что вещество претерпевает несколько превращений. Первым этапом преобразования является электромагнитная стадия, после нее электрическая, а потом и тепловая. Температура, которую выделяет печка, применяется практически без остатка, поэтому такое решение является самым лучшим среди всех прочих. Многих может заинтересовать печь индукционная, своими руками руками изготовленная. Далее будет рассказано о возможностях реализации подобного решения.
Обработка приводит к тому, что вещество претерпевает несколько превращений. Первым этапом преобразования является электромагнитная стадия, после нее электрическая, а потом и тепловая. Температура, которую выделяет печка, применяется практически без остатка, поэтому такое решение является самым лучшим среди всех прочих. Многих может заинтересовать печь индукционная, своими руками руками изготовленная. Далее будет рассказано о возможностях реализации подобного решения.
Типы печей для плавки металлов
Этот вид оборудования можно условно разделить на основные категории. У первой в качестве основания выступает сердечный канал, а металл размещается в таких печах кольцевым способом вокруг индуктора. У второй категории нет такого элемента. Этот вид имеет название тигля, и металл тут размещается внутри самого индуктора. Замкнутый сердечник в этом случае использовать технически невозможно.
Базовые принципы
Плавильная печь в данном случае работает на базе явления магнитной индукции. И тут имеется несколько компонентов. Индуктор – это важнейшая составляющая этого приспособления. Он представляет собой катушку, проводниками в которой служат не обычные провода, а медные трубки. Это требование выставляет сама конструкция плавильных печей. Ток, который проходит в индукторе, порождает магнитное поле, оказывающее воздействие на тигель, внутри которого расположен металл. В этом случае на материал возложена роль вторичной трансформаторной обмотки, то есть сквозь него проходит ток, нагревающий его. Так и осуществляется плавление, даже если сделана индукционная печь своими руками. Как построить такой тип печи и увеличить ее эффективность? Это важный вопрос, на который есть ответ. Использование токов повышенной частоты позволяет заметно увеличить степень эффективности оборудования. Для этого уместно использовать специальные блоки питания.
И тут имеется несколько компонентов. Индуктор – это важнейшая составляющая этого приспособления. Он представляет собой катушку, проводниками в которой служат не обычные провода, а медные трубки. Это требование выставляет сама конструкция плавильных печей. Ток, который проходит в индукторе, порождает магнитное поле, оказывающее воздействие на тигель, внутри которого расположен металл. В этом случае на материал возложена роль вторичной трансформаторной обмотки, то есть сквозь него проходит ток, нагревающий его. Так и осуществляется плавление, даже если сделана индукционная печь своими руками. Как построить такой тип печи и увеличить ее эффективность? Это важный вопрос, на который есть ответ. Использование токов повышенной частоты позволяет заметно увеличить степень эффективности оборудования. Для этого уместно использовать специальные блоки питания.
Особенности индукционных печей
Этот тип оборудования обладает определенными характерными чертами, которые являются как преимуществами, так и недостатками.
Так как распределение металла должно быть равномерным, полученный материал характеризуется хорошей однородной массой. Этот тип печи работает за счет транспортировки энергии по зонам, при этом представлена и функция фокусировки энергии. Для использования доступны такие параметры, как емкость, рабочая частота и способ футеровки, а также регуляция температуры, при которой происходит плавление металла, что заметно облегчает рабочий процесс. Имеющийся технологический потенциал печи создает высокий темп плавки, устройства являются экологически чистыми, совершенно безопасными для человека и готовыми к работе в любой момент.
Самым заметным недостатком такого оборудования является сложность его чистки. Так как нагревание шлака происходит исключительно за счет тепла, выделяемого металлом, этой температуры не хватает для обеспечения его полноценного использования. Высокая разница в температуре металла и шлака не позволяет делать процесс удаления отходов максимально простым. В качестве еще одного недостатка принято выделять зазор, из-за которого требуется всегда уменьшать толщину футеровки. Из-за таких действий спустя некоторое время она может оказаться неисправной.
Из-за таких действий спустя некоторое время она может оказаться неисправной.
Использование индукционных печей в промышленных масштабах
В промышленности чаще всего встречаются тигельные и канальные индукционные печи. В первых осуществляется плавка любых металлов в произвольных количествах. Емкости для металла в таких вариантах способны умещать до нескольких тонн металла. Конечно, индукционные плавильные печи своими руками в данном случае сделать невозможно. Канальные печи предназначены для выплавки цветных металлов разных видов, а также чугуна.
Индукционные печи своими руками
Этой темой часто интересуются любители радио-проектирования и радио-технологий. Сейчас становится понятно, что создавать индукционные печи своими руками – это вполне реально, а сделать это удавалось очень многим. Однако для создания подобного оборудования требуется воплотить в жизнь действие электрической схемы, которая содержала бы прописанные действия самой печи. Подобные решения требуют привлечения высокочастотных генераторов, способных производить волновые колебания. Простая индукционная печь своими руками по схеме может быть построена с использованием четырех электронных ламп в комбинации с одной неоновой, подающей сигнал о том, что система готова к работе.
Простая индукционная печь своими руками по схеме может быть построена с использованием четырех электронных ламп в комбинации с одной неоновой, подающей сигнал о том, что система готова к работе.
В данном случае ручка конденсатора переменного тока размещается не внутри прибора. Благодаря этому может быть создана индукционная печь своими руками. Схема прибора подробно описывает расположение каждого отдельного элемента. Убедиться в том, что устройство получилось достаточно мощным, можно, если воспользоваться отверткой, которая должна доходить до раскаленного состояния буквально за несколько секунд.
Особенности
Если вами создается индукционная печь своими руками, принцип работы и сборка которой изучается и производится по соответствующей схеме, вам стоит знать, что на скорость плавления в данном случае может повлиять один или несколько факторов, перечисленных далее:
— импульсная частота;
— гистерезисные потери;
— генераторная мощность;
— период выхода тепла наружу;
— потери, связанные с возникновением вихревых токов.
Если вами собирается печь индукционная своими руками, то при использовании ламп требуется помнить, что их мощность должна распределяться так, чтобы четырех штук было достаточно. При использовании выпрямителя получится сеть примерно в 220 В.
Бытовое применение печей
В быту такие устройства используются достаточно редко, хотя подобные технологии можно встретить в отопительных системах. Их можно увидеть в форме микроволновых печей, электрических духовок и индукционных плит. В среде новых технологий данная разработка нашла широкое применение. К примеру, использование вихревых индукционных токов в индукционных плитах позволяет готовить огромное разнообразие блюд. Так как для разогрева им требуется очень мало времени, конфорку нельзя включить, если на ней ничего не стоит. Однако для использования таких особых и полезных плит требуется специальная посуда.
Процесс сборки
Тигельная печь индукционная своими руками состоит из индуктора, который представляет собой соленоид, произведенный из водоохлаждаемой медной трубки и тигля, который может быть изготовлен из керамических материалов, а иногда из стали, графита и прочих. В таком устройстве можно выплавлять чугун, сталь, драгоценные металлы, алюминий, медь, магний. Индукционные печи своими руками изготавливаются с емкостью тигля от пары килограмм до нескольких тонн. Они могут быть вакуумными, газонаполненными, открытыми и компрессорными. Питаются печи токами высокой, средней и низкой частоты.
В таком устройстве можно выплавлять чугун, сталь, драгоценные металлы, алюминий, медь, магний. Индукционные печи своими руками изготавливаются с емкостью тигля от пары килограмм до нескольких тонн. Они могут быть вакуумными, газонаполненными, открытыми и компрессорными. Питаются печи токами высокой, средней и низкой частоты.
Итак, если вас интересует индукционная печь своими руками, схема предполагает использование таких основных узлов: плавильной ванны и индукционной единицы, в которую включаются подовый камень, индуктор и магнитный сердечник. Канальная печь отличается от тигельной тем, что электромагнитная энергия преобразуется в тепловую в канале тепловыделения, в котором постоянно должно быть электропроводящее тело. Чтобы произвести первичный пуск канальной печи, в нее заливают расплавленный металл либо вставляют шаблон из материала, способного расправиться в печи. Когда плавка завершается, металл сливается не полностью, а остается «болото», предназначенное для заполнения канала тепловыделения для пуска в будущем. Если собирается печь индукционная своими руками, то для облегчения замены подового камня для оборудования он делается отъемным.
Если собирается печь индукционная своими руками, то для облегчения замены подового камня для оборудования он делается отъемным.
Компоненты печи
Итак, если вас интересует индукционная мини-печь своими руками, то важно знать, что ее главным элементом является нагревательная катушка. В случае самодельного варианта достаточно использовать индуктор, выполненный из голой медной трубки, диаметр которой составляет 10 мм. Для индуктора используется внутренний диаметр 80-150 мм, а количество витков – 8-10. Важно, чтобы витки не соприкасались, а расстояние между ними было 5-7 мм. Части индуктора не должны соприкасаться с его экраном, минимальный зазор должен быть 50 мм.
Если вами собирается печь индукционная своими руками, то вы должны знать, что в промышленных масштабах охлаждением индукторов занимается вода или антифриз. В случае малой мощности и непродолжительной работы создаваемого прибора можно обойтись и без охлаждения. Но при работе индуктор сильно нагревается, а окалина на меди может не просто резко снизить КПД устройства, но и привести к полной утрате его работоспособности. Самостоятельно невозможно сделать индуктор с охлаждением, поэтому потребуется его регулярная замена. Нельзя использовать принудительное воздушное охлаждение, так как корпус вентилятора, размещенного поблизости с катушкой, «притянет» к себе ЭМП, что приведет к перегреву и падению КПД печи.
Самостоятельно невозможно сделать индуктор с охлаждением, поэтому потребуется его регулярная замена. Нельзя использовать принудительное воздушное охлаждение, так как корпус вентилятора, размещенного поблизости с катушкой, «притянет» к себе ЭМП, что приведет к перегреву и падению КПД печи.
Генератор
Когда собирается индукционная печь своими руками, схема предполагает использование такого важного элемента, как генератор переменного тока. Не стоит пытаться делать печь, если вы не владеете основами радиоэлектроники хотя бы на уровне среднеквалифицированного радиолюбителя. Выбор схемы генератора должен быть таким, чтобы он не давал жесткий спектр тока.
Использование индукционных печей
Данный тип оборудования получил широкое распространение в таких областях, как литейное производство, где металл уже прошел очистку и требуется придать ему какую-то конкретную форму. Так же можно получить некоторые сплавы. В ювелирном производстве они тоже получили распространение. Несложный принцип работы и возможность того, чтобы была собрана печь индукционная своими руками, позволяют повысить рентабельность ее использования. Для этой области можно использовать приборы с емкостью тигля до 5 килограмм. Для небольших производств такой вариант будет оптимальным.
Несложный принцип работы и возможность того, чтобы была собрана печь индукционная своими руками, позволяют повысить рентабельность ее использования. Для этой области можно использовать приборы с емкостью тигля до 5 килограмм. Для небольших производств такой вариант будет оптимальным.
Индукционная печь для плавки металла своими руками © Геостарт
На протяжении многих лет люди проводят плавку металла. Каждый материал имеет свою температуру плавления, достигнуть которую можно только при применении специального оборудования. Первые печи для плавки металла были довольно большими и устанавливались исключительно в цехах крупных организаций. Сегодня современная индукционная печь может устанавливаться в небольших мастерских при налаживании производства ювелирных изделий. Она небольшая, проста в обращении и обладает высокой эффективностью.
Принцип действия
Плавильный узел индукционной печи применяется для нагрева самых различных металлов и сплавов. Классическая конструкция состоит из следующих элементов:
- Сливной насос .
- Индуктор, охлаждающийся водой.
- Каркас из нержавеющей стали или алюминия.
- Контактная площадка.
- Подина из жаропрочного бетона.
- Опора с гидравлическим цилиндром и подшипниковым узлом.

Принцип действия основан на создании вихревых индукционных токов Фуко. Как правило, при работе бытовых приборов подобные токи вызывают сбои, но в этом случае они применяются для нагрева шихты до требуемой температуры. Практически вся электроника во время работы начинает нагреваться. Этот негативный фактор применения электричества используется на полную мощность.
Преимущества устройства
Печь плавильная индукционная стала применяться относительно недавно. На производственных площадках устанавливаются знаменитые мартены, доменные печи и другие разновидности оборудования. Подобная печь для плавки металла обладает следующими преимуществами:
- Применение принципа индукции позволяет делать оборудование компактным. Именно поэтому не возникает проблем с их размещением в небольших помещениях. Примером можно назвать доменные печи, которые могут устанавливаться исключительно в подготовленных помещениях.
- Результаты проведенных исследований указывают на то, что КПД составляет практически 100%.
- Высокая скорость плавки. Высокий показатель КПД определяет то, что на разогрев металла уходит намного меньше времени, если сравнивать с другими печами.
- Некоторые печи при плавке могут привести к изменению химического состава металла. Индукционная занимает первое место по чистоте расплава. Создаваемые токи Фуко проводят нагрев заготовки изнутри, за счет чего исключается вероятность попадания в состав различных примесей.
 Именно поэтому не возникает проблем с их размещением в небольших помещениях. Примером можно назвать доменные печи, которые могут устанавливаться исключительно в подготовленных помещениях.
Именно поэтому не возникает проблем с их размещением в небольших помещениях. Примером можно назвать доменные печи, которые могут устанавливаться исключительно в подготовленных помещениях.Именно последнее преимущество определяет распространение индукционной печи в ювелирном деле, так как даже небольшая концентрация посторонней примеси может негативно сказаться на полученном результате.
Рекомендации по размещению печи
В зависимости от особенностей конструкции выделяют напольные и настольные индукционные печи. Независимо от того, какой именно вариант был выбран, выделяют несколько основных правил по установке:
Независимо от того, какой именно вариант был выбран, выделяют несколько основных правил по установке:
- При работе оборудования на электросеть оказывается высокая нагрузка. Для того чтобы исключить вероятность возникновения короткого замыкания по причине износа изоляции, при установке должно быть проведено качественное заземление.
- Конструкция имеет водяной охлаждающий контур, который исключает вероятность перегрева основных элементов. Именно поэтому следует обеспечивать надежный подъем воды.
- Если проводится установка настольной печи, то следует уделить внимание устойчивости используемого основания.
- Печь для плавки металла представлена сложным электрическим прибором, при установке которого нужно соблюдать все рекомендации производителя. Особое внимание уделяется параметрам источника питания, который должен соответствовать модели аппарата.
- Не стоит забывать о том, что вокруг печи должно быть довольно много свободного пространства. Во время работы даже небольшой по объему и массе расплав может случайно выплеснуться из формы. При температуре более 1000 градусов Цельсия он нанесет непоправимый вред различным материалам, а также может стать причиной возгорания.
 Во время работы даже небольшой по объему и массе расплав может случайно выплеснуться из формы. При температуре более 1000 градусов Цельсия он нанесет непоправимый вред различным материалам, а также может стать причиной возгорания.
Во время работы даже небольшой по объему и массе расплав может случайно выплеснуться из формы. При температуре более 1000 градусов Цельсия он нанесет непоправимый вред различным материалам, а также может стать причиной возгорания.Во время работы устройство может серьезно нагреваться. Именно поэтому поблизости не должно быть никаких легковоспламеняющихся или взрывчатых веществ. Кроме этого, по технике пожарной безопасности вблизи должен быть установлен пожарный щит .
Разновидности оборудования
Широкое применение получили только два типа печи: тигельные и канальные. Они обладают сходными преимуществами и недостатками, отличия заключаются лишь в применяемом методе работы:
- В тигельный тип печи приходится проводить загрузку каждой порции шихты отдельно. Принцип работы устройства заключается в следующем: металл загружается внутрь индуктора, после расплавки он сливается и проводится загрузка новой порции. Как правило, подобная модель приобретается для небольших мастерских, когда работа ведется с небольшим количеством сырья.
- Канальные отличаются тем, что позволяют проводить плавку металла непрерывно. Конструкция позволяет проводить погрузку новой порции металла и слив уже расплавленного во время работы. Недостатком можно назвать лишь то, что трудности возникают на момент слива, так как канал слива должен быть заполнен.
 Как правило, подобная модель приобретается для небольших мастерских, когда работа ведется с небольшим количеством сырья.
Как правило, подобная модель приобретается для небольших мастерских, когда работа ведется с небольшим количеством сырья.Большей популярностью пользуется тигельная разновидность индукционных печей. Это связано с их высокой производительностью и простотой в эксплуатации. Кроме этого, подобную конструкцию при необходимости можно изготовить самостоятельно.
Самодельные варианты исполнения встречаются довольно часто . Для их создания требуются:
- Генератор.
- Тигель.
- Индуктор.
Опытный электрик при необходимости может сделать индуктор своими руками. Этот элемент конструкции представлен обмоткой из медной проволоки. Тигель можно приобрести в магазине, а вот в качестве генератора используется ламповая схема, собранная своими руками батарея их транзисторов или сварочный инвертор.
Тигель можно приобрести в магазине, а вот в качестве генератора используется ламповая схема, собранная своими руками батарея их транзисторов или сварочный инвертор.
Использование сварочного инвертора
Печь индукционная для плавки металла своими руками может быть создана при применении сварочного инвертора в качестве генератора. Этот вариант получил самое широкое распространение, так как прилагаемые усилия касаются лишь изготовления индуктора:
- В качестве основного материала применяется тонкостенная медная трубка. Рекомендуемый диаметр составляет 8—10 см.
- Трубка изгибается по нужному шаблону, который зависит от особенностей применяемого корпуса.
- Между витками должно быть расстояние не более 8 мм.
- Индуктор располагают в текстолитовом или графитовом корпусе.
После создания индуктора и его размещения в корпусе остается только установить на свое место приобретенный тигель.
Применение транзисторов
Подобная схема довольно сложна в исполнении, предусматривает применение резисторов, нескольких диодов, транзисторов различной емкости, пленочного конденсатора, медного провода с двумя различными диаметрами и колец от дросселей. Рекомендации по сборке следующие:
- При применении рассматриваемой схемы конструкция будет сильно нагреваться. Именно поэтому следует использовать эффективное охлаждение.
- Приобретенные конденсаторы собираются в одну схему для получения батареи.
- В качестве основы для индуктора применяются дроссельные кольца. На них наматывается ранее приобретенная медная трубка диаметром около 1 мм. Количество витков определяет то, какой мощностью будет самодельная печь. Рекомендуемый диапазон от 7 до 15 витков.
- На предмет цилиндрической формы наматывается вторая медная трубка, диаметр которой должен быть около 2 мм. Стоит учитывать, что концы этой трубки следует оставлять большими, так как они будут использоваться для подключения к источнику питания.
- В качестве источника питания можно использовать аккумулятор с мощностью 12 В.

Созданная схема помещается в текстолитовый или графитовый корпус, которые являются диэлектриками. Схема, предусматривающая применение транзисторов , довольно сложна в исполнении. Поэтому браться за изготовление подобной печи следует исключительно при наличии определенных навыков работы.
Печь на лампах
В последнее время печь на лампах создают все реже, так как она требует осторожности при обращении. Применяемая схема проще в сравнении со случаем применения транзисторов. Сборку можно провести в несколько этапов:
- В качестве генератора тока применяются 4 лучевые лампы, которые соединяются при параллельном подключении.
- Применяемая проволока из меди должна соединяться по спирали. Создаваемые витки должны иметь диаметр от 8 до 16 см, расстояние между ними не менее 5 миллиметров. Стоит учитывать, что понадобится довольно большое количество проволоки, так как внутри витков должен поместиться тигель.
- Создаваемая спираль помещается в корпус из материала, который не проводит электрический ток.
- Повысить эффективность схемы можно при дополнительном подключении подстроечного конденсатора.

Применяемые ламы должны быть защищены от механического воздействия.
Охлаждение оборудования
При создании индукционной печи своими руками больше всего проблем возникает с охлаждением. Это связано со следующими моментами:
- Во время работы нагревается не только расплавляемый металл, но и некоторые элементы оборудования. Именно поэтому для длительной работы требуется эффективное охлаждение.
- Метод, основанный на применении воздушного потока, характеризуется низкой эффективностью. Кроме этого, не рекомендуется проводить установку вентиляторов вблизи печи. Это связано с тем, что металлические элементы могут оказывать воздействие на генерируемые вихревые токи.
Как правило, охлаждение проводится при подаче воды. Создать водяной охлаждающий контур в домашних условиях не только сложно, но и экономически невыгодно. Промышленные варианты печи имеют уже встроенный контур, к которому достаточно подключить холодную воду.
Создать водяной охлаждающий контур в домашних условиях не только сложно, но и экономически невыгодно. Промышленные варианты печи имеют уже встроенный контур, к которому достаточно подключить холодную воду.
Техника безопасности
При использовании индукционной печи нужно соблюдать определенную технику безопасности. Основные рекомендации:
- Нагреваемый металл может иметь очень высокую температуру. Попадание даже одной расплавленной капли на кожу может привести к серьезной травме. Именно поэтому при работе следует быть осторожным, использовать защитную одежду.
- Производители промышленного оборудования в паспорте указывают довольно много различных параметров, среди которых отметим радиус воздействия электромагнитного поля. Стоит учитывать, что электроника, которая попала в этот радиус, может работать неправильно, а при длительном нахождении и вовсе выйдет из строя.
- При выборе защитной одежды следует отдавать предпочтение варианту без металлических элементов.

При установке оборудования следует рассмотреть то, как будет проводиться погрузка шихты и извлечение расплавленного металла. Рекомендуется отводить отдельное подготовленное помещение для установки индукционной печи.
автор Михайлов Иван |
Индукционная плавильная печь, производитель металлических индукционных печей
Ведущий производитель в Китае
- С мощностью 3,5-160 кВт опционально
- Грузоподъемностью 1-250 кг.
- Принять технологию индукционного нагрева IGBT
- Энергия на 15-30 % больше, чем у KGPS, при полной нагрузке 100 %
Подать заявку на лучшее предложение
Топовая индукционная плавильная печь на продажу
Компания SuperbMelt предлагает высокотехнологичные индукционные плавильные печи, подходящие для любых областей применения. При температуре до 1600 градусов Цельсия можно плавить как черные, так и цветные металлы, такие как медь, серебро, железо, золото, платину весом от 1 до 250 кг.
При температуре до 1600 градусов Цельсия можно плавить как черные, так и цветные металлы, такие как медь, серебро, железо, золото, платину весом от 1 до 250 кг.
Они имеют соответствующие функции, которые позволяют вам регулировать температуру, когда вы ищете точные процессы плавки и плавки. Кроме того, они поставляются со сложной системой охлаждения, так что вы можете использовать их более 24 часов без перерыва без каких-либо механических осложнений.
SuperbMelt давно работает в отрасли. Поэтому мы понимаем конкретные потребности наших клиентов и всегда следим за тем, чтобы все они были удовлетворены.
Получить предложение сейчас
Кликните, чтобы посмотреть видео
Список индукционных плавильных печей Superbmelt
Миниатюрная индукционная плавильная печь
Настольная индукционная плавильная печь весом 1-2 кг позволяет расплавить двухкилограммовую партию металла всего за две минуты. Он имеет компактный дизайн и может работать в течение 24 часов без перерыва. Кроме того, эта металлическая печь очень экологична и не потребляет много энергии для получения желаемых результатов.
Кроме того, эта металлическая печь очень экологична и не потребляет много энергии для получения желаемых результатов.
Параметр
- Вместимость: 1-2 кг
- Мощность: 2,5 кВт/3,8 кВт
- Применение: золото, серебро, медь, железо и т. Д.
Запрос котировок
Интегрированная индукционная плавильная печь
Интегрированная индукционная плавильная печь работает в течение нескольких минут, и вы полностью расплавили металл. Лучше всего подходит для металлов весом от 3 до 5 кг. Эта промышленная индукционная печь не потребляет электроэнергии и обладает простыми в использовании функциями. Для завершения работы требуется от 2 до 4 минут и поставляется с годовой гарантией.
Параметр
- Вместимость: 3-5 кг
- Мощность: 15квт/25квт
- Применение: золото, серебро, медь, железо и т. Д.
Запрос котировок
Стационарная индукционная плавильная печь для платины
Стационарная печь для плавки платины весом 1-4 кг использует метод индукционного нагрева средней частоты для плавления платины, золота, палладия или сплавов. Что бы это ни было: слиток, пыль, порошок или лом, все они могли быть переплавлены. Максимальная температура может достигать 2800 ℃.
Что бы это ни было: слиток, пыль, порошок или лом, все они могли быть переплавлены. Максимальная температура может достигать 2800 ℃.
Параметр
- Вместимость: 1-4 кг
- Мощность: 15 кВт
- Применение: платина, золото, серебро, медь, железо и т. д.
Запрос котировок
Интегрированная ручная опрокидывающаяся индукционная плавильная печь
10-килограммовая опрокидывающаяся индукционная плавильная печь с ручным управлением идеальна, если вам нужно выполнить огромное количество плавильных работ. Он лучше всего подходит для крупномасштабного плавления и оснащен сложной системой охлаждения, которая позволяет ему работать в течение долгих часов. Будучи экологически чистой и простой в использовании, эта плавильная печь может стать для вас идеальной. Наклонная конструкция печи позволяет легко заливать расплавленный металл в форму.
Параметр
- Емкость: Макс. 10 кг
- Мощность: 15 кВт
- Применение: золото, серебро, медь, железо и т. Д.
 Д.
Д.Запрос котировок
Раздельная наклонная индукционная плавильная печь с ручным управлением
Индукционная плавильная печь с ручным наклоном весом 20–30 кг оснащена встроенной всенаправленной системой нагрева, обеспечивающей безопасность во время работы. Он использует цифровую индукционную технологию для обеспечения точного нанесения. Он имеет безопасный огнеупор и тигель, оба из которых являются съемными. Наклонная конструкция улучшает перемешивание и обеспечивает однородность расплавленного металла, поскольку он плавится при температуре до 1600 градусов Цельсия.
Параметр
- Вместимость: 20-30 кг
- Мощность: 25квт/35квт
- Применение: золото, серебро, медь, железо и т. Д.
Запрос котировок
Цепная наклонная индукционная плавильная печь
Цепная наклонная индукционная плавильная печь весом 10-50 кг предназначена для плавки больших объемов металлов. Кроме того, тот факт, что он работает с нулевым уровнем выбросов, делает его экологически чистым. От нас вам не нужно беспокоиться о цене индукционной печи, поскольку она работает безупречно и по-прежнему очень доступна по цене. Технология наклона цепи с моторным приводом повышает эффективность работы и упрощает заливку металлов.
От нас вам не нужно беспокоиться о цене индукционной печи, поскольку она работает безупречно и по-прежнему очень доступна по цене. Технология наклона цепи с моторным приводом повышает эффективность работы и упрощает заливку металлов.
Параметр
- Вместимость: 10-50 кг
- Мощность: 15квт/45квт
- Применение: золото, серебро, медь, железо и т. Д.
Запрос котировок
Наклонная индукционная плавильная печь с электродвигателем
Наклонная индукционная плавильная печь с электродвигателем весом 10–100 кг не потребляет много энергии и обеспечивает эффективное плавление. Несмотря на то, что он высокого класса, он поставляется с простыми функциями, сопровождаемыми руководством пользователя. Он идеально подходит для плавки как черных, так и цветных металлов. Чтобы использовать этот продукт, вы должны установить его корпус на стальной раме для повышения устойчивости.
Параметр
- Вместимость: 10-100 кг
- Мощность: 15квт/160квт
- Применение: золото, серебро, медь, железо и т. Д.
 Д.
Д.Запрос котировок
Гидравлическая наклонная индукционная плавильная печь
Гидравлическая наклонная индукционная плавильная печь весом 50-250 кг позволяет вам плавить различные типы металлов в одной печи. Он поставляется с удобными тиглями, которые также очень легко заменить. Система контроля введена в действие, чтобы гарантировать, что вы не превысите свои входные и выходные параметры. Эту машину можно использовать последовательно в течение 24 часов без развития осложнений.
Параметр
- Вместимость: 50-250 кг
- Мощность: 15квт/160квт
- Применение: золото, серебро, медь, железо и т. Д.
Запрос котировок
Вакуумная индукционная плавильная печь
Вакуумная индукционная плавильная печь использует электромагнитную индукцию в условиях вакуума для плавления металлов и сплавов, которые легко соединяются или имеют близкое сродство с кислородом, азотом и водородом. К таким металлам относятся суперсплавы, алюминий, нержавеющая сталь и ряд других металлов.
К таким металлам относятся суперсплавы, алюминий, нержавеющая сталь и ряд других металлов.
Параметр
- Вместимость: 1-3 кг
- Мощность: 15 кВт
- Область применения: золото, серебро, платина, палладий и их сплавы.
Запрос котировок
Центр тестирования и работы с клиентами
Сайт клиента Выставка Заводская мастерская Отзывы клиентов
Получить предложение сейчас
Почему вы можете выбрать Superbmelt
2 года гарантии
Гарантия на нашу машину на один год больше, чем гарантия, предоставляемая другими заводами.
ISO CE Сертификация SGS
Профессиональные органы по сертификации подтверждают высокое качество машин.
Сильная команда обслуживания
Мы ответим на вашу проблему в течение 24 часов нашим профессиональным инженером.
Получить предложение сейчас
Индукционная плавильная печьЧасто задаваемые вопросы
- Зачем нужна индукционная плавильная печь?
- Как работает индукционная плавильная печь?
- Как плавить разные металлы?
- Сколько типов индукционных плавильных печей может предложить SuperbMelt?
- Как выбрать нужную индукционную плавильную печь?
- Сколько важных факторов следует учитывать при выборе лучшей индукционной плавильной печи?
- Как плавить золотую пыль, руды и рудники, чтобы собирать золото?
- Как безопасно плавить металл?
- Как плавить железо?
- Насколько эффективен индукционный нагрев?
- Какой температуры может достигать индукционная плавильная печь?
- Что можно использовать в качестве тигля?
- Какова средняя частота индукционной печи?
- Чем электродуговая печь отличается от индукционной?
- В чем разница между плавкой и плавкой?
Зачем вам индукционная плавильная печь?
Индукционная плавильная печь в литейном производстве Индукционные плавильные печи идеально подходят для плавки и легирования широкого спектра металлов. Все металлы, как черные, так и цветные, требуют плавления, прежде чем их можно будет формовать или производить. Есть несколько причин, по которым индукционная плавильная печь важна, причины можно найти ниже.
Все металлы, как черные, так и цветные, требуют плавления, прежде чем их можно будет формовать или производить. Есть несколько причин, по которым индукционная плавильная печь важна, причины можно найти ниже.
1. Плавка металлов для удаления примесей Черные и цветные металлы перед разливкой плавятся в печах. Удаление примесей из расплавленного металла является важным процессом разделения для всех литейных производств. В некоторых технологиях используются раскислители, такие как кремний или алюминий, или добавление магния для удаления кислорода и серы. Усовершенствованные и экономичные технологии, такие как индукционная плавильная печь SuperbMelt, могут выполнять функцию удаления примесей из расплавленного металла.
2. Плавка металлов для получения сплава Изготовление сплавов невозможно без прохождения процесса плавления. Большинство металлов, которые мы используем, представляют собой сплавы, представляющие собой комбинацию одного металла и одного или нескольких металлических или неметаллических элементов. Сплавы обладают хорошей электропроводностью, твердостью, жаростойкостью и коррозионной стойкостью. Индукционная плавильная печь помогает объединить все эти свойства сплава для создания металлов, пригодных для любых целей. Существуют различные машины, которые можно использовать для получения чистых сплавов.
Сплавы обладают хорошей электропроводностью, твердостью, жаростойкостью и коррозионной стойкостью. Индукционная плавильная печь помогает объединить все эти свойства сплава для создания металлов, пригодных для любых целей. Существуют различные машины, которые можно использовать для получения чистых сплавов.
3. Плавка металлов для промышленного литья Многие отрасли промышленности и литейные производства, использующие металлы, требуют индукционных плавильных печей для таких деталей, как автомобильные детали, строительные стержни и т. д. Металлы сначала плавят, прежде чем отливать их в различные формы и размеры. Промышленные индукционные печи используются для промышленной плавки в зависимости от типа металла. Печи, встречающиеся в промышленности, бывают разных размеров, от маленьких до более крупных, которые могут плавить сразу большие тонны металлов.
Вернуться к руководству
Как работает индукционная плавильная печь?
Принцип работы индукционной плавильной печи заключается в том, что источник высокого напряжения от первичной катушки индуцирует низкое напряжение и большой ток в металлах. Индукционный нагрев — это просто метод передачи тепловой энергии в металлы.
Индукционный нагрев — это просто метод передачи тепловой энергии в металлы.
После расплавления высокочастотное магнитное поле можно использовать для перемешивания горячего металла, что полезно для обеспечения полного перемешивания всех сплавов. Индукционные плавильные печи в основном используются в литейных цехах как лучший метод плавки металлов. Металлы, которые плавятся в индукционной плавильной печи, не имеют контакта с печью. Индукционный нагрев использует электромагнитный спектр ниже инфракрасной и микроволновой энергии. Тепло передается металлу посредством электромагнитных волн, поэтому расплавленный металл не загрязняется.
Система индукционной плавки состоит из индукционного источника питания для преобразования мощности сети в переменный ток и подачи его на рабочую головку, а также катушки для создания электромагнитного поля внутри катушки. Заготовка располагается в катушке таким образом, что это поле индуцирует в заготовке ток, который, в свою очередь, выделяет тепло.
Особенности индукционной плавильной печи:
- В электрической индукционной печи для производства шихты требуется электрическая катушка.
- Тигель изготовлен из термостойкого материала, а сама электрическая катушка охлаждается водяной системой, предотвращающей перегрев.
- Энергия эффективна и хорошо контролируется в процессе плавки.
- Размер индукционной плавильной печи варьируется.
- Foundries теперь заменяет другие печи индукционной печью.
Вернуться к руководству
Как плавить разные металлы?
Для плавления металлов требуется определенное количество тепла, и степень плавления зависит от типа металла. Самый простой и новейший способ плавления металла — нагревание в небольшом закрытом сосуде, который нагревается снизу.
1. Плавильные печи для драгоценных металлов
Добыча драгоценных металлов, несомненно, требует плавильных печей для крупного производства. Лучшей плавильной печью для драгоценных металлов является индукционная плавильная печь для драгоценных металлов, в отличие от тигельных, ваграночных и электродуговых печей. Он способен плавить от 1 г до 100 кг драгоценных металлов для добычи полезных ископаемых, изготовления ювелирных изделий и исследовательских целей.
Лучшей плавильной печью для драгоценных металлов является индукционная плавильная печь для драгоценных металлов, в отличие от тигельных, ваграночных и электродуговых печей. Он способен плавить от 1 г до 100 кг драгоценных металлов для добычи полезных ископаемых, изготовления ювелирных изделий и исследовательских целей.
Характеристики индукционной плавильной печи из драгоценных металлов включают в себя:
- Экономит много энергии.
- Максимальная скорость плавления: плавка драгоценного металла выполняется менее чем за 10 минут.
- Способен плавить металлы в течение долгих часов.
- Не занимает много места.
- Низкий уровень загрязнения и простота в эксплуатации.
Для плавки серебра требуется большой тигель для индукционной печи, потому что, когда серебро начинает плавиться, оно начинает кипеть. Положите серебро в тигель и поставьте на плавильную печь. Сделайте смесь соды и селитры в равных количествах. Постепенно добавляйте небольшое количество нитрата натрия, пока не увидите, что хлорид серебра превращается в металл.
Когда вы увидите, что все серебро расплавилось, подождите еще 5-10 минут, затем вылейте в форму. Когда вы заливаете этот слиток, серебро оседает, а материал в форме стекла оказывается сверху.
Постепенно добавляйте небольшое количество нитрата натрия, пока не увидите, что хлорид серебра превращается в металл.
Когда вы увидите, что все серебро расплавилось, подождите еще 5-10 минут, затем вылейте в форму. Когда вы заливаете этот слиток, серебро оседает, а материал в форме стекла оказывается сверху.
2. Плавильные печи для чугуна и стали
Индукционные плавильные печи идеально подходят для плавки чугуна и стали. В индукционной плавильной печи сталь помещается в тигель, окруженный электромагнитом из витой меди. Катушка создает реверсивное магнитное поле, которое самовозбуждает сталь. Сталь является важным элементом в строительстве, оружии, автомобилестроении, поэтому плавка необходима. Индукционная плавильная печь заключается в том, что печь может преобразовывать трехфазную электроэнергию в одну и использовать ее для создания электрической энергии для плавки металлов.
Некоторые характеристики печей для плавки чугуна и стали включают:
- Низкое энергопотребление.
- Меньше шумового загрязнения и загрязнения воздуха.
- Высокая эффективность плавления.
- Простота использования и управления.
- Занимает только разумное количество места.

3. Медеплавильные печи
Электрическая медеплавильная печь для плавки меди обычно делается двумя способами:
Плавильная печь с двойным выталкиванием: Плавильная печь с двойным выталкиванием применима только для плавки меди в небольших масштабах. Двойная выталкивающая печь использует принцип одинарного выброса, при котором небольшое количество меди расплавляется за один раз. Время плавки очень короткое, и плавку меди можно повторять снова и снова.
Вторая медеплавильная печь представляет собой опрокидывающуюся печь, подходящую в основном для плавки меди в больших масштабах. Керамическая или металлическая крышка используется для предотвращения поглощения кислорода расплавленной медью. Максимальная температура, при которой работает опрокидывающаяся печь, составляет 1800 градусов Цельсия, в течение 5-10 минут.
Вернуться к руководству
Сколько типов индукционных плавильных печей может предложить SuperbMelt?
Компания SuperbMelt предлагает различные типы индукционных печей для плавки малых и больших килограммов металла.
1. Миниатюрная индукционная плавильная печь для металла на 1-2 кг
Мини-печь для плавки золота на 1-2 кг предназначена для плавки драгоценных металлов, таких как золото, медь, серебро, латунь и т. д., в количестве 1-2 кг. Эта индукционная плавильная печь имеет максимальную температуру 1600 градусов Цельсия, что позволяет плавить металлы за 2 минуты, плавя примерно 30 кг за час. Мини-плавильная печь на 1-2 кг портативна и является лучшим выбором для небольших или частных целей плавки, поскольку она не занимает места. Он прост в использовании и может работать в течение очень долгих часов. Использование мини-плавильной печи экономит много энергии и не оказывает негативного воздействия на окружающую среду.
2. Встроенная индукционная плавильная печь на 3-10 кг металла
Встроенная плавильная печь на 3-10 кг может плавить золото, серебро и медь в течение 2-4 минут в течение 24 часов. Тигель можно извлечь с помощью толпы. Конструкция имеет компактный размер, не занимающий рабочего места. Круглосуточная работа возможна благодаря системе охлаждения, которая отсутствует в других плавильных печах.
3. Индукционная плавильная печь для платины 1-4 кг
Печь для плавки платины весом 1-4 кг может плавить платину, золото и некоторые другие сплавы в любой форме при температуре около 2600 градусов Цельсия. Эта плавильная печь способна плавить от 1 до 4 кг металла примерно за 5 минут. Мощная электромагнитная система перемешивания, предотвращающая образование неровностей на поверхности металлов. Он поставляется с системой водяного насоса, которая регулирует печь при плавке металлов.
Всенаправленная система сигнализации посылает сигналы тревоги всякий раз, когда печь перегревается, имеет низкий уровень воды в водяном насосе или находится под высоким током. Компактные размеры индукционной плавильной печи позволяют легко ее транспортировать. Машина для плавки платины способна работать в течение очень долгих часов, не производя шума или других загрязнителей окружающей среды. Печь для плавки платинового лома – идеальный выбор для бизнеса по переработке металлолома.
Компактные размеры индукционной плавильной печи позволяют легко ее транспортировать. Машина для плавки платины способна работать в течение очень долгих часов, не производя шума или других загрязнителей окружающей среды. Печь для плавки платинового лома – идеальный выбор для бизнеса по переработке металлолома.
4. Индукционная плавильная печь с ручным наклоном 20-30 кг
Ручная плавильная печь с наклоном 20-30 кг плавит золото, серебро, латунь, медь и другие цветные металлы при максимальной температуре 1800 градусов Цельсия в течение 6-8 минут. Металлическая печь наклонного типа может быть установлена в любое положение, что делает ее твердотельной технологией. Новые высокопроизводительные асинхронные генераторы быстрее достигают точки плавления. Ручная опрокидывающая машина имеет мощность от 25 до 35 кВт. Имеет систему водяного охлаждения, которая поддерживает плавку в течение долгих часов, не оказывая негативного влияния на плавильную печь. Ручная опрокидывающаяся металлическая печь отличается высокой надежностью и при работе не выделяет вредных газов.
5. Цепная наклонная индукционная плавильная печь для металла 10-50 кг
Эта металлическая печь предназначена для плавки практически всех типов металлов. В нем можно разместить сразу три разные печи. Мощность от 15кВт до 90кВт. Технология IGBT, присутствующая в этой плавильной печи, экономит 15-30% энергии, тем самым экономя энергию. Тигель для плавки чугуна легко заменяется для правильного обслуживания индукционной плавильной печи.
Наклонная металлургическая печь имеет всенаправленную систему предупреждения, которая предупреждает пользователей о перегреве, перегрузке по току, перенапряжении, коротком замыкании и т. д. Технология наклона цепи также упрощает заливку расплавленного металла. Способен работать в течение 24 часов с меньшим уровнем шума и загрязнения.
6. Наклонная индукционная плавильная печь с электродвигателем 10–100 кг
В моторной наклонной плавильной печи используется индукционная технология для плавления от 10 до 80 кг золота, стали, серебра, нержавеющей стали, латуни, алюминия, свинца, цинка, и т. д. Технология IGBT экономит 15-30% энергии, что делает ее более эффективной, чем другие методы плавки, с входной мощностью 15кВт-160кВт. Замена тигля для плавки чугуна довольно проста для различных целей плавки. Подходит для всех видов плавки, так как не занимает много места. Он очень прост в эксплуатации и обслуживании. Свинцовая плавильная печь производит низкий уровень шума и не выделяет вредных газов для окружающей среды. Плавка металлов может производиться в течение 24 часов непрерывно с помощью опрокидывающейся плавильной печи.
д. Технология IGBT экономит 15-30% энергии, что делает ее более эффективной, чем другие методы плавки, с входной мощностью 15кВт-160кВт. Замена тигля для плавки чугуна довольно проста для различных целей плавки. Подходит для всех видов плавки, так как не занимает много места. Он очень прост в эксплуатации и обслуживании. Свинцовая плавильная печь производит низкий уровень шума и не выделяет вредных газов для окружающей среды. Плавка металлов может производиться в течение 24 часов непрерывно с помощью опрокидывающейся плавильной печи.
7. Индукционная плавильная печь с гидравлическим наклоном 50-250 кг
Гидравлическая наклонная печь для металла предназначена для одновременного плавления 50-250 кг золота, золотых руд, серебра, меди, железа и т.д. Потребляемая мощность составляет от 45 кВт до 160 кВт. БТИЗ экономит 15-30% энергии. Функция наклона управляется с помощью пульта дистанционного управления тележки. Плавка производится в течение нескольких минут, а в печи для плавки золота можно плавить металлы в течение 24 часов.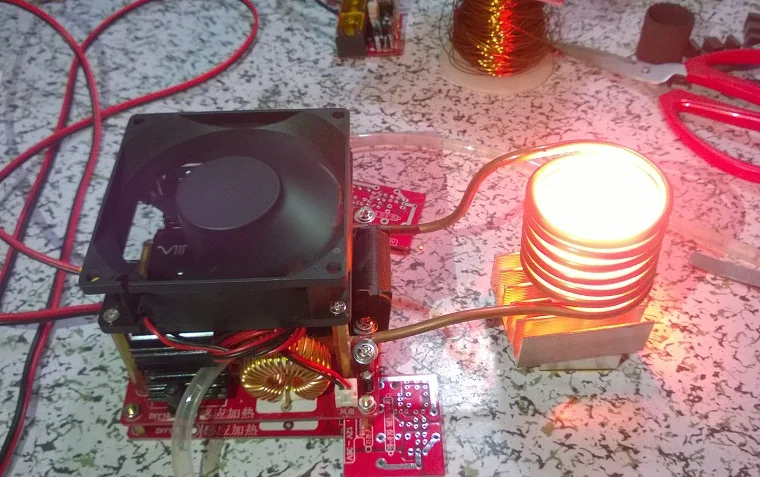
Всенаправленная система оповещения помогает пользователям убедиться, что установлены все необходимые параметры, и подает сигнал в случае возникновения таких проблем, как перенапряжение, перегрев, перегрузка по току, низкий уровень воды и т. д. Магнитное ярмо плавильной печи помогает машине повысить эффективность плавления. Имеющиеся тигли для плавки золотых приисков и других металлов можно легко заменить. Прочный стальной кожух печи обеспечивает долгую работу плавильной системы. Печь достаточно проста в установке и использовании.
Вернуться к руководству
Как выбрать нужную индукционную плавильную печь?
Прежде чем выбрать какую-либо металлическую печь, которая удовлетворит ваши потребности в плавке для бизнеса, лабораторных исследований или горнодобывающей промышленности, необходимо учитывать определенные моменты. При этом учитывая стоимость индукционной печи. Ниже приведены сведения, которые следует учитывать при выборе металлической печи:
- Выберите правильную мощность
Учитывайте мощность металлической печи. Существуют индукционные плавильные печи разных размеров, подходящие для больших и малых плавильных мощностей. Если у вас есть большие тонны металлов для плавки для вашего бизнеса, лучше выбрать индукционную плавильную печь большей мощности, которая может плавить большие килограммы металлов. Мини-индукционная плавильная печь подходит для плавки меньшей мощности.
Существуют индукционные плавильные печи разных размеров, подходящие для больших и малых плавильных мощностей. Если у вас есть большие тонны металлов для плавки для вашего бизнеса, лучше выбрать индукционную плавильную печь большей мощности, которая может плавить большие килограммы металлов. Мини-индукционная плавильная печь подходит для плавки меньшей мощности.
- Выберите подходящую печь
Существуют различные типы индукционных плавильных печей; индукционные, тигельные, ваграночные и электродуговые печи. Индукционная печь дает только качественный опыт плавки металла. Индукционная печь имеет такие особенности, как; короткое время плавления, экономит электроэнергию, может работать 24 часа, имеет систему охлаждения, экологически чистый.
Вернуться к руководству
Сколько важных факторов необходимо учитывать при выборе лучшей индукционной плавильной печи?
Вот важные факторы, которые должны быть у металлической индукционной плавильной печи, прежде чем вы ее купите.
- Эффективность: Хорошая металлургическая печь должна легко плавить нужные металлы за короткое время, тем самым сокращая время производства вашей компании.
- Размер: Также важно учитывать размер плавильной печи. Вам нужен только тот размер, который соответствует вашей производительности. Вам не нужна высокочастотная индукционная плавильная печь для меньшего количества плавильных операций, а мини-печь для металла не будет соответствовать ожиданиям промышленной индукционной печи.
- Безопасность: Индукционные плавильные печи не должны представлять никакой опасности для пользователей и окружающей среды.
- Долговечность: Хорошая плавильная печь для металла должна служить своей цели по плавке металлов в течение большого количества лет, поэтому вам следует сэкономить деньги на ремонте или новой металлической печи.
- Простота установки: Хорошая плавильная печь для металла должна быть простой в установке и обслуживании в течение длительного времени. Ваша металлургическая печь должна быть проста в обслуживании для вас или вашего персонала.
- Технология: Индукционные плавильные печи должны иметь только собственную конструкцию, поэтому выбирайте ту, которая предназначена только для плавки металлов.
- Стоимость: подумайте о цене индукционной печи, прежде чем выбрать ее.
- Совместимость: Выберите индукционную плавильную печь, совместимую с другими технологиями плавки.
- Экологичность: выбирайте только такую печь для плавки металла, которая не выделяет вредных газов или дыма в окружающую среду. Следует также отдавать предпочтение индукционной плавильной печи с меньшим уровнем шума.
- Гарантия: Хорошая плавильная печь для металла должна давать максимум 2 года гарантии на свою металлическую печь.
 Ваша металлургическая печь должна быть проста в обслуживании для вас или вашего персонала.
Ваша металлургическая печь должна быть проста в обслуживании для вас или вашего персонала.Вернуться к руководству
Как плавить золотую пыль, руды и рудники для сбора золота?
Плавка в основном включает нагревание руды, обычно для химического превращения, чтобы извлечь основной металл. Процесс плавки требует много энергии для извлечения металла из других элементов. Таким образом, плавка использует тепло и химический восстановитель для разложения руды, оставляя другие элементы в виде газов или шлака и оставляя только металл. Процесс плавки состоит из двух основных этапов:
Процесс плавки требует много энергии для извлечения металла из других элементов. Таким образом, плавка использует тепло и химический восстановитель для разложения руды, оставляя другие элементы в виде газов или шлака и оставляя только металл. Процесс плавки состоит из двух основных этапов:
Обжиг: включает нагревание руды в присутствии избытка воздуха или кислорода.
Восстановление: Восстановительная среда удаляет атомы кислорода из сырья. Это делается за счет угарного газа, который является продуктом неполного сгорания кокса.
Вот как плавить золотую пыль: Перед добавлением золотой пыли втирайте буру в тигель индукционной печи. Вы можете смешать флюс с золотой пылью до или во время плавки. Поставьте свою электроплавильную печь и задайте все необходимые параметры. Подождите, пока золотая пыль растает. Подготовьте предварительно нагретую форму и залейте расплавленное золото.
Вернуться к руководству
Как безопасно плавить металл?
При использовании индукционной плавильной печи безопасность превыше всего. Несмотря на то, что электрическая индукционная плавка не требует открытой печи, убедитесь, что вы надели все защитные материалы, такие как перчатки, очки и защитный фартук, прежде чем начать плавку металлов.
Несмотря на то, что электрическая индукционная плавка не требует открытой печи, убедитесь, что вы надели все защитные материалы, такие как перчатки, очки и защитный фартук, прежде чем начать плавку металлов.
Вернуться к руководству
Как плавить железо?
Чтобы получить железо из руды, его нужно выплавить. Плавка железа включает нагревание руды в печи до тех пор, пока металл не станет губчатым и химические соединения в руде не начнут разрушаться.
Вернуться к руководству
Насколько эффективен индукционный нагрев?
Индукционный нагрев является высокоэффективным методом промышленного нагрева. По сравнению с факельным и духовым нагревом, индукция предлагает ряд действий; индукция передает мощность непосредственно на нагреваемую деталь, без разгона, экономия энергии, точность, правильный нагрев обеспечивается для всех частей печи.
Экономия энергии: при индукционном нагреве потери тепла минимальны, тепло передается непосредственно на нагреваемую деталь. Такой высокий КПД приводит к значительной экономии энергии. Индукционный нагрев оказался высокоэффективным методом для промышленных процессов нагрева.
Такой высокий КПД приводит к значительной экономии энергии. Индукционный нагрев оказался высокоэффективным методом для промышленных процессов нагрева.
Нет разгона: печи нуждаются в предварительном нагреве, что приводит к потерям энергии и времени. Печи также остаются включенными, чтобы предотвратить ожидание из-за разгона, что приводит к дополнительным расходам энергии. Индукционная печь не тратит энергию впустую из-за отсутствия предварительного нагрева.
Рабочая среда: Другие методы нагревания генерируют ненужное тепло в рабочей среде, следовательно, тратят энергию впустую. Индукционный нагрев обеспечивает подходящую рабочую среду, поскольку тепло не теряется.
Точность: Индукция обеспечивает мощность только тогда, когда это необходимо, что повышает качество продукции.
Вернуться к руководству
Какой температуры может достигать индукционная плавильная печь?
Индукционный нагрев может иметь температуру от 100 до 3000 градусов Цельсия.
Максимальная температура индукционной плавильной печи с графитовым тиглем составляет примерно 1600 градусов Цельсия. Это очень подходит для плавки золота и серебра. Если речь идет о плавке металлов платиновой группы, требуемая температура нагрева достигает 2000 градусов Цельсия, что также может быть легко реализовано с помощью индукционной плавильной печи superbmelt.
Промышленные индукционные печи не имеют предела температуры плавления. Однако материалы, содержащие нагретые материалы, имеют ограничения.
Вернуться к руководству
Что можно использовать в качестве тигля?
Тигли должны быть изготовлены из материалов с гораздо более высокой температурой плавления, чем расплавляемый материал. Тигли, которые можно использовать для плавки, различаются по температуре плавления. Входят печные тигли для плавки металла; кварцевый тигель и графитовый тигель. При плавке металла при температуре менее 1600 градусов Цельсия идеально подходит графитовый тигель. Также при плавке металла выше 1600 градусов Цельсия следует использовать кварцевый тигель. Если температура плавления металла выше 1600 градусов Цельсия, графитовый тигель быстро разлагается, что приводит к загрязнению металла.
Также при плавке металла выше 1600 градусов Цельсия следует использовать кварцевый тигель. Если температура плавления металла выше 1600 градусов Цельсия, графитовый тигель быстро разлагается, что приводит к загрязнению металла.
Вернуться к руководству
Какая средняя частота индукционной печи?
Электрическая индукционная печь использует электрический ток для плавления электропроводящих металлов. Высокая частота, используемая в приложениях индукционного нагрева, вызывает явление, называемое «скин-эффектом». Этот скин-эффект заставляет переменный ток течь тонким слоем к поверхности скин-эффекта. Скин-эффект увеличивает эффективное сопротивление металла прохождению большого тока. Таким образом, увеличивается эффект нагрева, вызванный током, индуцированным в заготовке. Рабочая частота металлической печи может составлять 50, 60 Гц или 400 кГц, в основном в зависимости от расплавляемого металла.
Вернуться к руководству
В чем разница между электродуговой печью и индукционной печью?
Электродуговая печь имеет электрическую дугу, которая вырабатывает тепло, необходимое для плавления металла. В этой печи используются угольные электроды. На практике электродуговые печи используются в основном для переплавки стального лома для производства новой продукции. В то время как индукционная плавильная печь использует индукционную технологию с переменным электрическим током для достижения необходимой температуры плавления металла. Индукционные печи широко используются в промышленных индукционных печах, поскольку они отличаются высоким качеством и простотой в эксплуатации.
В этой печи используются угольные электроды. На практике электродуговые печи используются в основном для переплавки стального лома для производства новой продукции. В то время как индукционная плавильная печь использует индукционную технологию с переменным электрическим током для достижения необходимой температуры плавления металла. Индукционные печи широко используются в промышленных индукционных печах, поскольку они отличаются высоким качеством и простотой в эксплуатации.
Вернуться к руководству
В чем разница между плавкой и плавкой?
Эти две концепции звучат одинаково, но они разные. Плавление – это процесс приложения тепла для разжижения твердого вещества. Это процесс перехода вещества из твердого состояния в жидкое, в данном случае металла. Плавка, с другой стороны, представляет собой процесс, при котором металл получают из руды при температурах, превышающих точку плавления. Проще говоря, плавление превращает твердое вещество в жидкость, а плавление превращает руду в чистейшую форму.
Вернуться к руководству
Применить наше лучшее предложение
Applications — Inductotherm Corp.
Для большинства металлов плавка является первым этапом в производстве полезного продукта. Inductotherm является ведущим производителем систем индукционной плавки и сегодня является наиболее узнаваемым именем в литейном производстве. Мы предлагаем печи различных типов и мощностей — от установок размером с кофейную чашку для плавки драгоценных металлов до печей, вмещающих сотни тонн железа. От самой современной загрузки до высокопроизводительного автоматизированного оборудования для разливки, технология Inductotherm означает высокую скорость плавления, максимальную эффективность, низкие потери металла и точный контроль температуры для достижения оптимального качества металла. Мы участвуем во многих областях применения и используем наши передовые технологии во всех операциях плавки, нагревания, выдержки, заливки или нанесения покрытия.
“ Я хочу поблагодарить вас за вашу поддержку в отрасли. Мы остаемся в авангарде передовых технологий, используя следующее инновационное оборудование и процессы. Наличие оборудования Inductotherm помогает нам выполнять нашу миссию по производству качественных отливок из литой стали в срок и по конкурентоспособной цене. “
Дик Хемауэр, инженер-электрик завода
Huron Casting, Inc.
Преобразование глинозема в чистый алюминий и, в конечном счете, в полезные алюминиевые сплавы является энергоемким процессом. Вот почему энергоэффективные печи производства Inductotherm доказали свою ценность на алюминиевых заводах по всему миру. Мы предлагаем ряд технологий печей, чтобы гарантировать, что мы предоставим вам самую технологически продвинутую систему для алюминия.
От съемных тигельных печей, используемых для плавки всего нескольких фунтов латуни для литья по индивидуальному заказу, до отливки гигантских корабельных гребных винтов из бронзы, мы строим печи и полные системы плавильных цехов практически для любого применения меди и медных сплавов. Передовая индукционная технология Inductotherm дала производителям и литейщикам меди и сплавов на основе меди возможность плавки с точным металлургическим и температурным контролем, низкими потерями металла, минимальным выделением газа и экологически чистым процессом.
Передовая индукционная технология Inductotherm дала производителям и литейщикам меди и сплавов на основе меди возможность плавки с точным металлургическим и температурным контролем, низкими потерями металла, минимальным выделением газа и экологически чистым процессом.
Inductotherm производит большинство в мире зональных индукционных нагревательных спиралей и источников питания с несколькими выходами, которые используются в производстве сверхвысокотемпературных передовых материалов, таких как углерод-углерод. Мы знаем, что когда речь идет о нагреве графита, поддержание желаемого температурного профиля внутри токоприемника абсолютно необходимо для достижения максимальной производительности. Вот почему наши системы позволяют производителям полностью контролировать температуру на всех уровнях горячих зон, в которых происходит обработка.
Обеспечение прокатного стана непрерывной подачей равномерно нагретых стальных слябов, заготовок, прутков и блюмсов при надлежащей температуре имеет решающее значение для эффективной работы прокатного стана. Наши системы индукционного нагрева прутков, блюмов, заготовок, листов, полос и слябов используются перед операциями прокатки. Контроль температуры и консистенция поддерживаются от поверхности до сердцевины и по всей длине продукта. Для нанесения покрытия на стальную полосу Inductotherm применяет самую передовую в мире индукционную технологию на линии покрытия.
Наши системы индукционного нагрева прутков, блюмов, заготовок, листов, полос и слябов используются перед операциями прокатки. Контроль температуры и консистенция поддерживаются от поверхности до сердцевины и по всей длине продукта. Для нанесения покрытия на стальную полосу Inductotherm применяет самую передовую в мире индукционную технологию на линии покрытия.
Индукционная плавка широко используется в литье по выплавляемым моделям. Мы предлагаем широкий выбор воздушных и вакуумных индукционных плавильных печей, которые идеально подходят для литья по выплавляемым моделям практически всех металлов. Специальные печи, такие как наша перекатная печь, специально предлагаются на этом рынке для отливок из цветных металлов и сплавов на основе железа, начиная от ювелирных изделий и заканчивая прецизионным литьем для турбонагнетателей.
Железо является наиболее широко используемым из всех металлов, на его долю приходится 95% всего тоннажа металла, производимого в мире. Сочетание низкой стоимости и высокой прочности делает его незаменимым практически во всех отраслях промышленности, и именно поэтому мы заботимся о том, чтобы наше индукционное плавильное оборудование было самым эффективным на рынке, когда речь идет о его плавке! Мы предлагаем оборудование, предназначенное практически для всех операций по плавке, нагреву, выдержке и разливке чугуна.
Сочетание низкой стоимости и высокой прочности делает его незаменимым практически во всех отраслях промышленности, и именно поэтому мы заботимся о том, чтобы наше индукционное плавильное оборудование было самым эффективным на рынке, когда речь идет о его плавке! Мы предлагаем оборудование, предназначенное практически для всех операций по плавке, нагреву, выдержке и разливке чугуна.
Inductotherm производит чистые и эффективные плавильные системы, используемые при переработке драгоценных металлов и металлов платиновой группы для рафинирования, плавки металлолома, производства ювелирных изделий и других целей. Мы понимаем, что даже незначительные потери металла и металлургические примеси обходятся чрезвычайно дорого, поэтому мы гарантируем, что наши технологии повышают извлечение металла и снижают затраты на переработку на каждом этапе цикла. Поскольку диапазон применения драгоценных металлов охватывает не только ювелирную промышленность, но и медицинскую, химическую и автомобильную промышленность, эффективность и экономичность индукционной плавки с использованием оборудования Inductotherm стали жизненно важными для производства этих металлов.
Приверженность Inductotherm обслуживанию металлургической промышленности не ограничивается производством железа, алюминия и меди. Помимо стали, цинка и драгоценных металлов, оборудование Inductotherm используется для производства реактивных металлов, редкоземельных элементов, титана, кремния, свинца, магния, урана, обедненного урана и кальция, среди прочего.
Оборудование Inductotherm можно использовать для плавления кремния для различных целей, таких как создание большинства полупроводников, важных для электронных технологий, и для снижения стоимости кремния солнечного качества. Наше оборудование подает тепло прямо или косвенно в массу жидкого кремния при контролируемом перемешивании, что позволяет ускорить производство кремния в гораздо больших масштабах, что делает индукционные печи предпочтительным выбором для теплового оборудования следующего поколения для производства кремния солнечного качества.
Являясь лидером в области индукционных технологий, мы предлагаем широкий спектр продуктов, которые помогают удовлетворить потребности рынка производства стальных заготовок из стального лома и/или железа прямого восстановления (DRI).
Inductotherm играет ключевую роль в революции производительности в сталелитейной промышленности, создавая технологически продвинутые производственные системы для производителей стали и стальной продукции по всему миру. Inductotherm производит системы индукционной плавки, используемые в различных областях производства стали. К ним относятся плавка стального лома для производства различных сталей и стальных отливок. Inductotherm предлагает оборудование для производства нержавеющей стали, легированных сталей и лигатур для литейной промышленности и различных применений, включая заготовки, дробь, порошки и другие специальные применения.
Мы понимаем, что для развития больших идей нужно начинать с малого. Вот почему у нас есть широкий выбор оборудования, которое идеально подходит для этих целей. Будущее металлургической и литейной промышленности изучается и разрабатывается во многих школах и исследовательских центрах по всему миру. Чтобы облегчить это исследование, многие из этих учреждений используют оборудование Inductotherm как в воздушной, так и в вакуумной среде.
Вакуумные системы плавки и плавки с контролируемой атмосферой используются для самых сложных литейных операций. Создание и литье суперсплавов и многих других передовых и реактивных металлов требует сложных систем плавки и переплавки в вакууме или контролируемой атмосфере. Многие высококачественные специальные металлы и материалы производятся и очищаются с использованием плавильных систем Inductotherm.
Inductotherm разрабатывает и производит самые современные системы плавки и выдержки цинка и цинковых сплавов, соответствующие вашим потребностям. Наши индукционные печи и источники питания используются для цинкования полосы, проволоки, горячего цинкования, катодной плавки, плавки слитков, легирования, выдержки и аварийной выдержки. Используя различные типы печей и источников питания, мы создаем систему, соответствующую вашим задачам и бюджету.
Часто задаваемые вопросы: Общие — Inductotherm Corp.
В чем разница между Inductotherm Corp.
 и Inductotherm Group?
и Inductotherm Group?Inductotherm Corp. является частью Inductotherm Group. Inductotherm Group объединяет около 40 компаний, стратегически расположенных по всему миру, и все они сосредоточены на обслуживании металлургической промышленности и промышленности материалов. Все они лидеры в своих дисциплинах. Inductotherm Corp. разрабатывает и производит самые передовые системы индукционной плавки, нагрева, выдержки и разливки практически для всех видов обработки металлов и материалов.
Я видел другие логотипы, похожие на ваш (например, Thermatool, Radyne, Inductoheat и т. д.). Вы связаны?
Да. Inductotherm Corp. является частью Inductotherm Group. Inductotherm Group объединяет около 40 компаний, стратегически расположенных по всему миру, все они сосредоточены на обслуживании металлургической промышленности и промышленности материалов, и все они являются лидерами в своих областях. Полный список всех компаний группы Inductotherm можно найти на сайте www.inductothermgroup. com.
com.
В каких отраслях можно использовать индукционные технологии?
Если вашей отрасли нужно тепло… Давайте встретимся! Индукционная технология может помочь широкому кругу отраслей промышленности, и компании группы Inductotherm могут помочь практически в каждом случае.
Можете ли вы помочь мне разобраться с другими частями производственного процесса, например, с термообработкой детали после ее литья и закалки?
Одним из основных преимуществ, которые Inductotherm может предложить своим клиентам, является группа Inductotherm. Компании группы Inductotherm предоставляют широкий спектр оборудования и услуг, которые позволяют любой отрасли перерабатывать металлы от плавки до литья, нагрева, прокатки, волочения, формовки и формовки в конечные продукты. Свяжитесь с вашим районным менеджером, который поможет вам найти дочернюю компанию, которая наилучшим образом удовлетворит ваши потребности.
Какой максимальной температуры может достичь индукционная печь?
Индукционные печи не имеют предела температуры, при которой они могут плавиться и/или нагреваться. Однако огнеупоры и материалы, содержащие нагретый или расплавленный материал, имеют ограничения. Самая высокая температура, обычно достигаемая на открытом воздухе, составляет около 3300°F для расплава платины. В контролируемой атмосфере нагревание графита может достигать температуры свыше 5000°F.
Однако огнеупоры и материалы, содержащие нагретый или расплавленный материал, имеют ограничения. Самая высокая температура, обычно достигаемая на открытом воздухе, составляет около 3300°F для расплава платины. В контролируемой атмосфере нагревание графита может достигать температуры свыше 5000°F.
Какие типы металлов/материалов можно плавить/нагревать в индукционной печи?
Индукционное оборудование может плавить/нагревать практически все металлы и материалы, включая серый и ковкий чугун, сталь, медь и медные сплавы, алюминий, цинк, химически активные металлы, драгоценные металлы, кремний и графит. Если материал, который нужно нагреть, является электропроводным и резистивным, он будет соединяться с магнитным полем и может нагреваться индуктивно. В случаях, когда материал является непроводящим, можно использовать токоприемник для подачи энергии для нагрева непроводящих материалов.
Могу ли я плавить как черные, так и цветные металлы с помощью одной и той же системы плавки?
Всегда уточняйте у регионального менеджера, требуются ли какие-либо изменения в системе плавки. Система плавления могла быть специально разработана для наиболее эффективной плавки черных или цветных металлов, и, следовательно, может потребоваться модификация для работы с материалами, для которых она изначально не предназначалась, с такой же эффективностью и производительностью. Обратите внимание, что необходимо связаться с вашим поставщиком огнеупоров, чтобы убедиться, что ваши огнеупоры подходят для металла, который вы плавите.
Система плавления могла быть специально разработана для наиболее эффективной плавки черных или цветных металлов, и, следовательно, может потребоваться модификация для работы с материалами, для которых она изначально не предназначалась, с такой же эффективностью и производительностью. Обратите внимание, что необходимо связаться с вашим поставщиком огнеупоров, чтобы убедиться, что ваши огнеупоры подходят для металла, который вы плавите.
Вы производите свое оборудование за пределами США?
Штаб-квартира нашей корпорации находится в г. Ранкокас, штат Нью-Джерси, и здесь мы производим и собираем оборудование как для внутренних поставок, так и для экспорта. В дополнение к нашему предприятию в США у нас есть дополнительные производственные мощности в 17 других странах мира для установки в их регионах. Дополнительные центры обслуживания, запасных частей и ремонта расположены по всему миру, поэтому мы действительно можем предоставить вам лучший сервис и поддержку в отрасли, где бы и когда бы вы ни нуждались в этом.
Я ищу систему для термообработки отливок. Вы можете помочь?
Inductotherm является частью большой семьи компаний Inductotherm Group. У нас есть дочерние компании, которые производят высококачественное оборудование для различных областей применения, включая термообработку, сварку, массовый нагрев и т. д. Мы будем рады связать вас с компанией, которая лучше всего поможет вам удовлетворить ваши потребности.
Поставляет ли Inductotherm полные системы вакуумного нагрева и плавления?
Inductotherm Corp. поставляет вакуумное индукционное оборудование, включая индукционные источники питания, печи, катушки, шунтирующие устройства и компоненты для передачи энергии. Однако полная вакуумная система, включая такие компоненты, как камера и вакуумные насосы, должна поставляться поставщиком вакуумной системы или системным интегратором.
Каковы типичные эксплуатационные требования для индукционной системы?
Мы можем подключить наше оборудование к любой стандартной 3-фазной системе распределения электроэнергии. Трансформатор может потребоваться для повышения или понижения напряжения в зависимости от напряжения источника.
Трансформатор может потребоваться для повышения или понижения напряжения в зависимости от напряжения источника.
Самая большая система, которую установила компания Inductotherm?
На сегодняшний день мы построили: 85-тонную опрокидывающуюся бестигельную печь; Стационарная бестигельная печь на 320 тонн; и 250-тонная канальная печь. Но мы не видим пределов тому, что можно поставить.
Как долго работает индукционная плавильная установка Inductotherm?
При нормальном обслуживании практически навсегда. Однако, как и в случае с любой технологией, вы достигаете точки, когда новая технология становится более эффективной, надежной и поддерживаемой, поэтому необходимо изучить новое оборудование, чтобы сохранить конкурентоспособность вашей работы.
Сколько офисов Inductotherm по всему миру?
Мы устанавливаем мировой стандарт обслуживания и поддержки клиентов, предоставляя действительно «глобальную, но локальную» поддержку всем нашим клиентам. У нас 18 производственных предприятий, 65 точек продаж/обслуживания и 44 представителя в 50 странах. Вот как мы предлагаем беспрецедентные технологии, обслуживание и поддержку.
Вот как мы предлагаем беспрецедентные технологии, обслуживание и поддержку.
Сколько систем вы сегодня установили?
Компания Inductotherm установила около 37 000 систем плавки и заливки в 133 странах. Это число продолжает расти, чтобы удовлетворить растущие рынки наших клиентов, и мы продолжаем расти вместе с ними. Каждый день мы продолжаем разрабатывать новые и более совершенные приложения от А до Я (от алюминия до цинка) для поддержки металлургической и сырьевой промышленности по всему миру.
Сколько стоит ежегодное техническое обслуживание системы плавки?
Наши системы рассчитаны на минимальное время простоя, поэтому большая часть затрат приходится на расходные материалы, а не на запасные части.
Почему я должен покупать у вас, если ваше оборудование стоит намного дороже, чем у всех остальных?
Одним словом – Ценность. Мы производим оборудование высочайшего качества, изготовленное в соответствии с самыми строгими стандартами. Когда вы инвестируете в оборудование Inductotherm, вы получаете систему, которая обеспечит вам наилучшие доступные скорости плавки, что, в свою очередь, обеспечит вам наилучшую отдачу от ваших капиталовложений. При сравнении «стоимости за тонну» оборудование Inductotherm каждый раз превосходит конкурентов. Наше оборудование действительно дает вам конкурентное преимущество и увеличивает прибыль.
При сравнении «стоимости за тонну» оборудование Inductotherm каждый раз превосходит конкурентов. Наше оборудование действительно дает вам конкурентное преимущество и увеличивает прибыль.
Ваш адрес?
Наш адрес доставки и фактическое местонахождение: 10 Indel Avenue, Rancocas NJ 08073 USA. Наш почтовый адрес: 10 Indel Avenue, P.O. Box 157, Rancocas NJ 08073-0157 USA. Хотя штаб-квартира Inductotherm находится в Ранкокасе, штат Нью-Джерси, у нас есть производственные и сервисные предприятия по всему миру, что помогает нам устанавливать мировой стандарт обслуживания клиентов. В зависимости от вашего местоположения, вы можете связаться с любым из наших объектов.
Сколько у вас часов?
Наши отделы обслуживания клиентов по всему миру предоставляют услуги 24 часа в сутки, 365 дней в году. Вы можете в любое время позвонить на нашу бесплатную горячую линию технической поддержки 1.888.INDUCTO или 1.800.257.9527 здесь, в США, и поговорить с полностью квалифицированным и знающим сотрудником нашей сервисной службы для получения быстрой и профессиональной помощи. Наши стандартные часы работы: с понедельника по пятницу с 7:30 до 17:30 по восточному поясному времени.
Наши стандартные часы работы: с понедельника по пятницу с 7:30 до 17:30 по восточному поясному времени.
Что такое индукция?
При протекании однофазного переменного электрического тока (АС) от индукционной силовой установки по змеевику, изготовленному из медных труб, создается электромагнитное поле, индуцирующее протекание переменного тока в металлошихте внутри печи. Сопротивление этому потоку тока производит тепло, которое быстро заставляет металл нагреваться или плавиться.
Чем индукция отличается от работы на газе/топливе?
Печи для сжигания и индукционные печи производят тепло двумя совершенно разными способами. В печи для сжигания тепло создается за счет сжигания топлива, такого как кокс, нефть или природный газ. Горящее топливо поднимает внутреннюю температуру печи выше точки плавления шихтового материала, помещенного внутрь. Это нагревает поверхность шихтового материала и огнеупоров, вызывая плавление металла. Индукционные печи производят тепло чисто, без сжигания топлива.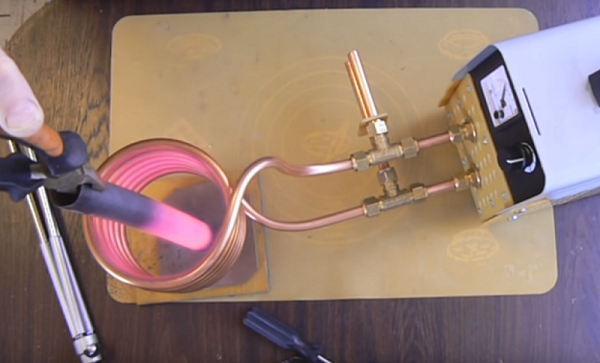 Течение тока в металле заставляет его нагреваться и плавиться изнутри. При индукции вы нагреваете непосредственно заряд, а не окружающее пространство.
Течение тока в металле заставляет его нагреваться и плавиться изнутри. При индукции вы нагреваете непосредственно заряд, а не окружающее пространство.
Что такое индукционное перемешивание?
В индукционной печи металлическая шихта плавится или нагревается током, генерируемым электромагнитным полем. Когда металл расплавляется, это поле также приводит в движение ванну. Это называется индуктивным перемешиванием. Это постоянное движение естественным образом перемешивает ванну, создавая более однородную смесь и способствуя сплавлению. Интенсивность перемешивания определяется размером печи, мощностью, подаваемой на металл, частотой электромагнитного поля и типом/количеством металла в печи. Величину индукционного перемешивания в любой данной печи можно регулировать для специальных применений, если это необходимо.
Каковы преимущества современной технологии индукционной плавки?
Самый высокий электрический КПД в сочетании с невероятной надежностью.
У меня есть система Inductotherm 1970-х годов, и она до сих пор работает; как я узнаю, когда мне следует обновиться?
Поскольку технологии продолжают развиваться, мы настоятельно рекомендуем вам связаться с вашим районным менеджером, чтобы обсудить улучшения эффективности/поддержки. Хотя ваша система может работать, она может быть не такой эффективной, как сегодняшнее оборудование, и модернизация может значительно повысить вашу безопасность и производительность, а также эффективность.
Хотя ваша система может работать, она может быть не такой эффективной, как сегодняшнее оборудование, и модернизация может значительно повысить вашу безопасность и производительность, а также эффективность.
Какие новые технологии предлагает Inductotherm?
Существует множество новых продуктов и обновлений, которые можно добавить в вашу систему, чтобы повысить ее производительность, безопасность и возможности отчетности с минимальными вложениями, поэтому рекомендуется поддерживать связь с вашим региональным менеджером для получения информации о наших новейших технологиях. Еще одним хорошим ресурсом является наш сайт. Он часто обновляется нашими последними продуктами, обновлениями, новостями и статьями, и мы рекомендуем вам часто просматривать сайт.
Могу ли я узнать цену на плавильную систему?
Мы будем рады выслать вам дополнительную информацию о нашем оборудовании и коммерческое предложение. Пожалуйста, заполните онлайн-форму или свяжитесь с нами любым другим способом, чтобы мы могли лучше понять цели вашего проекта.
Каковы сроки поставки вашего оборудования/деталей?
Различается. У нас есть несколько небольших блоков питания VIP ® и VIP-I ® , а также большой ассортимент деталей (в том числе труднодоступных и длительных компонентов), чтобы обеспечить кратчайшие сроки поставки и максимальное время безотказной работы на вашей установке. если вам нужна запчасть. Ваш региональный менеджер может сообщить вам примерную дату отгрузки нового оборудования. Срок поставки запчастей может быть предоставлен вам нашим внутренним отделом продаж.
Можете ли вы сократить время выполнения заказа
?Получив ваш заказ, мы делаем все возможное, чтобы изготовить ваше оборудование как можно быстрее, без ущерба для качества. Лучший способ сократить время доставки — тесно сотрудничать с региональным менеджером и с самого начала сообщать нам о ваших временных ограничениях.
Не нашли ответ, который искали?
Мы надеемся, что вы нашли то, что искали, но если вы не смогли найти точный ответ, попробуйте один из следующих вариантов:
- Попробуйте еще один часто задаваемые вопросы Страница:
- Общие
- Системы питания
- Индукционные печи
- Водные системы
- Проверка и обучение
- Сервис и поддержка
- . Бывшее в употреблении оборудование
- Покрытия и ванны для предварительного плавления
- Свяжитесь с нами напрямую, нажав здесь
- Или запросите информацию, нажав здесь.
 Бывшее в употреблении оборудование
Бывшее в употреблении оборудованиеТрансформаторы, фазопреобразователи и ЧРП | Консультации по проектированию и строительству индукционной печи для мелкотоннажной плавки чугуна | Практик-механик
дгфостер
Алмаз
- #1
Сразу признаюсь, что мои познания в области электроники, переключающих транзисторов и конструкции и эксплуатации индукционных печей крайне недостаточны. Тем не менее, мое невежество может быть частично излечимо.
Я заинтересован в создании индукционной печи, способной расплавить 60 фунтов железа за несколько часов. Я очень хорошо знаю, что это любое количество коммерческих единиц с грузоподъемностью от одного или двух фунтов железа до нескольких тонн. Установки любого размера обычно рассчитаны на расплавление шихты менее чем за час. Хотя это удобно и желательно, короткое время плавления не обязательно необходимо. Для достижения короткого времени плавления требуются очень большие энергозатраты. Я считаю, что для плавления 1 тонны железа требуется примерно 500 кВтч энергии. Таким образом, чтобы расплавить 50 фунтов, потребуется 25 кВтч. Если бы можно было спроектировать идеальную печь (я думаю, что хорошо разбираюсь в огнеупорной изоляции и общей конструкции печи, поскольку в настоящее время я использую дизельное топливо для плавки чугуна в заводской печи и занимаюсь этим около 1 года), я бы предположим, что для обсуждения индукционный нагреватель мощностью 5 кВт, работающий в течение 5 часов, может расплавить железо за 5 часов. (Я знаю, что это не реальное предположение, но хочу, чтобы вопрос был сосредоточен на индукционной стороне вещей.)
Итак, мой вопрос: насколько сложно и дорого будет спроектировать и построить блок питания мощностью 5 кВт 1000 Гц и нагревательный элемент? Является ли это потенциально осуществимым и разумно экономичным, или я склоняюсь к ветряным мельницам? Экономичный может означать 1000 долларов или меньше. Есть ли простые варианты, которые я упускаю из виду для блоков питания, которые можно было бы переназначить для моего предполагаемого приложения? Является ли очевидным ответом просто купить один из них и подключить его к змеевику соответствующего размера — примерно 9 дюймов в диаметре — в хорошо изолированной печи?
Новый 5KW 100~250KHz Высокочастотный Индукционный Нагреватель Печи Быстрая Доставка | eBay
Пытаясь уменьшить мое невежество,
Денис
PS Утюг используется для отливки верблюжьих ребер и призм моей собственной конструкции для продажи для использования в восстановлении точных машин и оборудования. Эти отливки имеют вес от 20 фунтов до почти 60 фунтов.
Настоящая Ли
Алмаз
- #2
дгфостер сказал:
Насколько сложно и дорого будет спроектировать и построить источник питания мощностью 5 кВт 1000 Гц и нагревательный элемент?
Нажмите, чтобы развернуть…
1000 Гц находится в середине звукового диапазона. Вы можете услышать это.
Размер индуктора, необходимого для использования в качестве печи, будет огромным.
Печь, которую вы указали на evilpay, работает на частоте 100 кГц, что составляет 100 000 Гц.
— Ли
САФ
Нержавеющая сталь
- #3
Я хотел бы спросить, каковы требования к входной мощности. Выход 5 кВт, вероятно, означает, что вход выше.
Требуется 1 или 3Φ. Может ли он работать правильно от 60 Гц?
Что потребуется для отделения рабочей катушки от передней части устройства?
SAF Ом
TДегенхарт
Алмаз
- #4
Думаю, вам лучше найти надежный чугунолитейный завод.
Это нечто большее, чем кажется на первый взгляд. Я достаточно долго находился вдали от литейной промышленности, поэтому больше не могу советовать обсуждать это с людьми и компаниями, которые имеют дело с индукционным плавильным оборудованием.
Кстати, диапазон 1000 Гц распространен в индукционном плавильном оборудовании.
Том
9100
Алмаз
- #5
Мой ВЧ-нагреватель, работающий со скоростью 490 000 циклов, мощностью 1 кВт, не расплавит железо, потому что он отключается, когда железо превышает температуру Кюри.
Почему бы просто не купить гончарную печь?
Билл
дгфостер
Алмаз
- #6
Т. Дегенхарт сказал:
Думаю, вам лучше найти надежный чугунолитейный завод.
Это нечто большее, чем кажется на первый взгляд. Я достаточно долго находился вдали от литейной промышленности, поэтому больше не могу советовать обсуждать это с людьми и компаниями, которые имеют дело с индукционным плавильным оборудованием.
Кстати, диапазон 1000 Гц является обычным для индукционного плавильного оборудования.
Том
Нажмите, чтобы развернуть…
Вы понимаете, что я перешел от надежного литейного производства к литью собственных выпусков с контролем качества и повреждением моделей в хорошем местном коммерческом литейном производстве. Мои отливки имеют отличное качество (лучше, чем в коммерческом литейном цеху по собственной оценке владельцев) после совершенствования моей системы в течение 18 месяцев. Не хвастовство и не BSing. Это была чертовски тяжелая работа, но она окупилась.
9100 сказал:
Мой радиочастотный нагреватель, работающий на частоте 490 000 циклов, один кВт, не расплавит железо, потому что он отключается, когда температура железа превышает температуру Кюри.
Почему бы просто не купить гончарную печь?
Билл
Нажмите, чтобы развернуть…
Железо нужно заливать при температуре около 2500F. Это не входит в планы гончарной печи. Алюминий, конечно, но не железо.
Денис
TДегенхарт
Алмаз
- #7
Какой у вас сейчас метод плавки железа? Каким образом вы контролируете химию и свойства?
Том
дгфостер
Алмаз
- #8
Т.
Каков ваш текущий метод плавления железа? Каким образом вы контролируете химию и свойства?
Том
Нажмите, чтобы развернуть…
Я использую дизель — см. первый пост. У меня есть доступ к спектрометру, с помощью которого я могу проверить состав железа, которое заливаю. Но давайте остановимся на первоначальном вопросе, чтобы не углубляться в инструменты. Если вы выполните поиск в личке, вы найдете ряд сообщений об этом начинании, и вы видели некоторые из моих работ в прошлом и прокомментировали их (положительно).
Денис
Денис
TДегенхарт
Алмаз
- #9
Да, есть. Я не помнил, что поднимался метод плавления. Вернулся к посту 1 и да, я вижу это.
Сомневаюсь, что я собираюсь сделать это с билетом в 1000 долларов.
В первую очередь нужно потратить время на изучение предмета. Пытаясь рассчитать стоимость небольшой плавильной машины, я наткнулся в журнале Foundry на статью о том, как частота влияет на плавку. Другими вопросами для изучения являются передача энергии в загрузку, тип используемого тигля или даже если он используется во время плавки, характер формы волны, т.е. может ли она переключаться или должна быть синусоидальная волна. Строительство самой печи. Можно ли использовать углеродистую сталь, и если да, то нужно ли иметь дело с циркулирующими токами. Скорее всего, другие проблемы, о которых я не подумал. Вы можете начать с Американского общества литейщиков, журнальных статей, таких производителей, как Inductotherm.
Удачи, держи нас в курсе. Если что-то найду, то передам.
Том
bryan_machine
Алмаз
- #10
@dgfoster — у меня есть устройство, хотя бы отдаленно похожее на то, что в вашем посте (не помню характеристики, нужно пойти и посмотреть), которое я купил у покойного Гранта Сарвера (помимо прочего, импортера кузнечных инструментов) ( какое-то время Ларри Лэнгдон, тоже, к сожалению, ушедший из жизни, тоже продавал их, я думаю.) [Оба были в Вашингтоне, поэтому я упоминаю их.]
Несколько моментов, на которые следует обратить внимание: для работы требуется тиг-кулер или что-то подобное (чтобы не варилась сама) — так что помимо огнеупора для вашей вагранки вам понадобится охлаждение для устройства — для более крупного блока, вероятно, потребуется больший кулер. Общая требуемая мощность может быть намного больше, чем вы думаете, потому что мощность охлаждения очень высока.
Кроме того, класс кузнецов (который снова похож на то, на что вы ссылаетесь) может очень быстро нагревать такие вещи, как 1-дюймовая стальная ковка, и плавить 1-дюймовую стальную ложу не намного медленнее, но только на короткой длине. А потом отключаются. Вы говорите о постоянном режиме работы.
Их эффективность зависит от плавления стали, форма которой хорошо соответствует индукционным катушкам. Какой формы будет ваш запас железа? (Заготовки? Сломанные обрезки?) Совместить это с индукционной катушкой может быть довольно сложно. И в любом случае вы говорите о довольно длительном непрерывном пробеге, а не о коротких «нагревах», как это сделал бы кузнец.
Я так и не удосужился установить собственное устройство в собственном магазине, я видел его только в магазине Гранта. Но я думаю, что все вышеперечисленное применимо к дизайну вашего приложения.
У меня однофазная, и, если мне не изменяет память, потребляет не менее 30 ампер. Таким образом, для масштаба, о котором вы говорите, вам, вероятно, потребуется довольно большая мощность для индукционного нагревателя, удивительное количество энергии для его охлаждения.
Мемфисед
Нержавеющая сталь
- #11
Единственным преимуществом, которое я вижу в индукционной печи, является контроль атмосферы, такой как полный контроль со смешанным газом или вакуумной атмосферой для экзотики. Кокс дешевле и саморегулирует атмосферу для чугуна, ковкого чугуна и сплавов с высоким содержанием никеля. кокс также легко хранить.
Все мини-заводы по производству стали (Nucor) используют дугу, поскольку она более эффективна, если вам нравится электронная технология. Печь с конусом 13 может работать, 60 # займет целую вечность, чтобы довести до температуры.
bryan_machine
Алмаз
- #12
Есть видеоролики, на которых люди плавят алюминий в форму с помощью горелки TIG (но ничего похожего на 60#). хотя бы запустить процесс быстрее? Кроме того, довольно распространенным типом кузницы является кузница с несколькими горелками, работающая на пропане или природном газе. Казалось бы, она не так уж далека от плавки железа. Будет ли это иметь большое преимущество перед вашей дизельной установкой?
дгфостер
Алмаз
- №13
bryan_machine сказал:
Есть видео, как люди плавят алюминий в форму с помощью TIG-горелки (но ничего похожего на 60#). ускорить процесс? Кроме того, довольно распространенным типом кузницы является кузница с несколькими горелками, работающая на пропане или природном газе. Казалось бы, она не так уж далека от плавки железа. Будет ли это иметь большое преимущество перед вашей дизельной установкой?
Нажмите, чтобы развернуть…
Нет, предпочтительным топливом является дизельное топливо, хотя можно использовать и пропан. Дизель проще в обращении и, возможно, безопаснее, чем пропан.
Мемфисед сказал:
Единственным преимуществом, которое я вижу в индукционной печи, является контроль атмосферы, такой как полный контроль со смешанным газом или вакуумной атмосферой для экзотики.
Все мини-заводы по производству стали (Nucor) используют дугу, поскольку она более эффективна, если вам нравится электронная технология. Печь с конусом 13 может работать, 60 # займет целую вечность, чтобы довести до температуры.Нажмите, чтобы развернуть…
Кокс, конечно, хорош для вагранки. Как правило, для управления куполками требуется несколько человек, они обычно генерируют 100 фунтов за выстрел. Но я работаю на дизельном топливе. Дизель также легко хранить. Но индукция имеет много преимуществ. Эти преимущества могут быть недоступны, если я не найду способ отказаться от скорости плавления в пользу чистых, тихих и дешевых эксплуатационных расходов, связанных с электричеством.
Расскажи мне об электрической конусной печи 13. Большинство, похоже, достигают максимума в 10
Денис
TДегенхарт
Алмаз
- №14
После работы с вагранками они не подходят для этого применения. Небольшие вагранки сложны в эксплуатации из-за неравномерного воздушного потока, приводящего к закупорке, они требуют обслуживания как минимум двух-трех человек, в них трудно обеспечить стабильную металлургию и требуется ремонт футеровки после каждого спуска. Если они не работают постоянно, шлак является проблемой. Небольшое количество кокса может быть трудно получить.
У нас в школе был купол №3, который я помогал обслуживать. Когда я работал на литейном заводе Caterpillar в Восточной Пеории, у них были вагранки. Когда Моссвилль был построен, компания Cat перешла на индукционные печи.
Том
Роберт Р
Чугун
- №15
дгфостер сказал:
Итак, мой вопрос: насколько сложно и дорого будет спроектировать и построить источник питания мощностью 5 кВт 1000 Гц и нагревательную катушку? Является ли это потенциально осуществимым и разумно экономичным, или я склоняюсь к ветряным мельницам? Экономичный может означать 1000 долларов или меньше. Есть ли простые варианты, которые я упускаю из виду для блоков питания, которые можно было бы переназначить для моего предполагаемого приложения? Очевидный ответ — просто купить один из них и подключить его к подходящему размеру — 9″диаметр примерно — катушка размещена в хорошо изолированной печи?
/ ЦИТАТА]
Ответ — Наклонный ветряк
Проникновение электромагнитного поля в сталь колеблется от 0,05″ при частоте 400000 Гц до глубины 6.
Старые индукционные печи без тигельного стержня были разработаны для работы на частоте 60 Гц. Для этого требуется загрузка жидким металлом при запуске и система переключения ответвлений для согласующего трансформатора для катушки и, возможно, устройство переключения ответвлений для конденсаторов коррекции коэффициента мощности Переключение ответвлений требуется для регулировки толщины стенок тигля и веса расплава.
Новые системы, выпущенные 40 лет назад, используют более высокие частоты. Возможно до 1 кГц. (Предположение) Более высокие частоты позволяют печи запускаться с холодной загрузкой, обеспечивают более высокую плотность мощности в расплаве и позволяют регулировать мощность путем изменения частоты синусоидальной волны, входящей в резонансный контур LC, который образует индукционную катушку тигля. конденсаторная цепь..
Одним из основных преимуществ индукционного нагрева является самоперемешивание расплава. Магнитное поле индукционной катушки создает электрический ток в расплаве, который обеспечивает тепло.
Индукционные печи включают магнитное ярмо, окружающее индукционную катушку, для сохранения магнитного поля катушки. В противном случае будет нагрев опорной рамы и снижение эффективности. Дизайн катушки требует определенного опыта или умения копировать существующий удачный дизайн.
Геометрия тигля, толщина стенок, вес расплава и требуемая плотность мощности определяют конструкцию катушки и соответствующий источник питания.
Недорогая импровизированная конструкция может быть собрана с использованием резервного двигателя-генератора 400 Гц, выставленного на государственный аукцион. Я предполагаю, что можно отрегулировать скорость двигательной части генератора для переменной частоты и изменить возбуждение ротора генератора, чтобы отрегулировать выходное напряжение. Вам все еще нужно будет понять, как спроектировать резонансный контур индукционной катушки, как спроектировать магнитное ярмо и как работать с согласующим трансформатором.
Также некоторые работы связаны с системой охлаждения змеевика и механизмом наклона/заливки тигля. Существуют готовые небольшие плавильные индукционные печи для той работы, которую вы выполняете. Они доступны с задвижкой на дне тигля, что позволяет напрямую заполнять форму, не нарушая окалина в верхней части расплава.
Ссылка: Справочник по металлам, девятое издание, том 15, Литье, стр. 36 и стр. 368–374.
Нажмите, чтобы развернуть…
TДегенхарт
Алмаз
- №16
Нашел немного информации в Справочнике инженера-электрика , 10-е изд. 1,6 (показатель Штейнмеца). Я не нашел точного значения частоты, но 30-киловаттный усилитель мощности — это не то, на что можно чихнуть.
Том
TДегенхарт
Алмаз
- # 17
dgf — пришлите мне свой адрес электронной почты. У меня есть пара файлов Pdf, которые могут представлять интерес.
Том
дгфостер
Алмаз
- # 18
Готово.и спасибо
Улица
Горячекатаный
- # 19
Посмотрите на эту толпу по цене, может быть проще купить, чем строить, поскольку у вас нет дизайна, нет исследований и разработок, которые они сделали с трудом.
http://furnace.com.au/heat-processing-product.asp?Heat+Processing=Induction&FurnaceID={2579C329-C136-49B4-88AB-817A561D7182}
должен шесть
Пластик
- #20
Посмотрите на все индукционные нагреватели стоимостью менее 2 тысяч долларов на ebay. Посмотрите на размер катушек. Как вы собираетесь засунуть 60 фунтов железа в змеевик такого размера и нагреть его?
Вы должны настроить схему для используемой катушки. Вы, вероятно, можете потратить год, пытаясь рассчитать параметры катушки, которая будет достаточно большой, чтобы расплавить 60 фунтов железа с любой эффективностью. Нравится 9100 — Билл сказал выше, что характеристики катушки изменяются по мере того, как металл переходит от точки ниже точки Кюри к точке выше Кюри. Кюри – это температура, при которой металл теряет свои магнитные свойства. Таким образом, чтобы расплавить металл с помощью индукционного нагревателя, вам нужна катушка, которая представляет собой компромисс между эффективностью ниже Кюри и выше Кюри. Это то, что касается правильного проектирования индукционного нагревателя, проектирования схемы и катушки, которые достаточно эффективны, чтобы выполнять работу без необходимости использования массивного источника питания для преодоления неэффективности вашей конструкции.
Расчет ваших столовых салфеток предполагает, что вы можете придумать дизайн, эффективный на 100%. Реальная жизнь далека от 100% эффективности … как я указал выше, вы можете спроектировать катушку с приличным КПД ниже Кюри, но как только ваш металл достигнет температуры Кюри, его эффективность передачи энергии будет настолько низкой. что отопление почти остановится. Таким образом, вам понадобится НАМНОГО больший источник питания, чем предполагают ваши простые расчеты.
Это мой индукционный нагреватель. Он управляется компьютером и отслеживает пересечение области под формой волны напряжения и области под формой волны тока, которая представляет собой фактическую мощность, поступающую в металл. Чем ближе температура к кюри, тем ниже вы должны настроить частоту, чтобы компенсировать потерю магнитной силы металла. В кюри вы должны сделать большой скачок частоты, чтобы продолжать наводить энергию на металл.
Вывод… вы играете с ветряными мельницами!
Последнее редактирование:
Индукционная нагревательная машина для индукционной плавки цветных металлов
- Главная
- Применение
- Индукционная плавка цветных металлов
Плавильная печь с индукционным нагревом JKZ может поддерживать ток непосредственно на графитовом тигле или непосредственно на металле, тем самым значительно уменьшая потери тепла на самой печи. С характеристиками 100% успешного запуска, 100% рабочего цикла и мощности до 0,98, наша промышленная индукционная плавильная машина может сэкономить 50% электроэнергии по сравнению с традиционными газовыми/угольными печами и сэкономить 30-50% электроэнергии по сравнению с печами сопротивления. В настоящее время индукционные плавильные печи широко используются при плавке цветных металлов, таких как медь, латунь и алюминий, поскольку они обладают незаменимыми преимуществами высокой скорости нагрева, низкой стоимости, защиты окружающей среды, низкого уровня шума, простоты обслуживания. , высокая эффективность, энергосбережение, длительный срок службы, небольшое пространство для установки и т. д. JKZ может предоставить вам проверенные решения и полные комплекты оборудования для индукционного нагрева цветных металлов мощностью от нескольких килограммов до тонн. Как профессиональный производитель оборудования для индукционного нагрева, JKZ фокусируется на малой и средней мощности и фактически производит плавильные печи с индукционным нагревом весом от 15 до 500 кг, которые также могут быть изготовлены по индивидуальному заказу в соответствии с местным стандартом напряжения заказчика. Стремясь помочь нашим клиентам приобрести экономичное и подходящее оборудование для фактического использования, компания JKZ China, производящая оборудование для индукционного нагрева, находится здесь, чтобы помочь вам эффективно сократить ваши годовые эксплуатационные расходы.
Конструкция индукционной печи
Существует множество различных конструкций индукционных печей, но все они имеют некоторые общие черты.
Электрическая катушка размещается вокруг или внутри тигля, и тигель заполняется расплавляемым металлом. Обычно этот тигель состоит из двух разных частей. Нижняя часть хранит расплав в наиболее чистом виде, металл, требуемый производителем, а верхняя часть используется для удаления шлака или загрязнений, поднимающихся на поверхность расплава.
Тигель также может быть оснащен прочной крышкой для уменьшения количества воздуха, поступающего в расплавленный металл до его выливания, что делает расплав более чистым
Принцип работы индукционной печи круг из проводящего материала (например, меди). Электрический ток проходит через катушку и создает магнитное поле.
Магнитное поле может менять направление в зависимости от направления тока. Переменный ток, проходящий через катушку, создает магнитное поле, которое изменяется в том же направлении и с той же скоростью, что и ток.
Принцип работы индукционной плавильной печи полностью отличается от принципа работы вагранки. В индукционной плавильной печи используются змеевиковые нагревательные элементы, встроенные в тигель или встроенные в стенку нагревательной камеры. Они преобразуют электрическую энергию в тепло, которое излучается через материалы с превосходной термической однородностью.
Ограничение использования горючих видов топлива на объектах, особенно для традиционных применений плавки, означает более безопасную повседневную работу персонала и компонентов. Спиральная индукционная катушка из тугоплавкого нагревательного металла и керамики продлевает срок службы и имеет хорошую совместимость с другими устройствами управления. Термический цикл может быть автоматизирован, и могут быть реализованы дополнительные средства контроля для снижения производства и выбросов токсичных паров металлов в плавильной печи.
Связанные машины индукционного нагрева, предлагаемые JKZ
СВС-65А
МФС-400А
CX2030C
Сопутствующее применение индукционного нагрева
Родниковое отопление
Индукционная закалка
Производство труб и труб
ПОСЛЕДНИЕ НОВОСТИ НА JKZ
07 сен Как сделать индукционный нагреватель?
Индукционный нагреватель также называется источником питания для индукционного нагрева, также известным как оборудование для индукционного нагрева. Это собирательный термин для обозначения индукционного нагрева всех нагреваемых деталей, в том числе индукционного…
Просмотреть еще
01 сен Регулируемая частота индукционного нагрева В соответствии с различной выходной частотой индукционного нагрева оборудование для индукционного нагрева можно условно разделить на: оборудование для индукционного нагрева сверхзвуковой частоты, высокочастотное индукционное нагревательное оборудование… Просмотреть еще
08 июнь Отличия и преимущества индукционной закалки и закалки пламенем Поверхностная термическая обработка заключается в изменении структуры поверхности детали для получения мартенсита с высокой твердостью при сохранении ударной вязкости и пластичности сердцевины (т. Просмотреть еще
-
-
-
+86-28-84211110
-
-
Выбор правильной установки для эффективной индукционной плавки
Существует два основных типа индукционных плавильных печей, которые используются с начала 1900-х годов. Сначала появились канальные печи, работающие на частоте сети, а затем многие литейные заводы перешли на более мелкие безтигельные печи, для которых использовался диапазон частот (от средних до высоких). Канальные печи были первоначально разработаны для плавки латуни, но теперь они обычно используются для меди, бронзы, цинка, алюминия и железа. Тигельные печи обычно используются практически для всех металлов.
Канальные печи производят тепло для плавки, используя принцип короткозамкнутого трансформатора с железным сердечником. Переменный ток проходит через многовитковую первичную катушку, окружающую железный сердечник. Вторичная обмотка представляет собой петлю из расплавленного металла, окружающую первичную обмотку и ядро. Ток, протекающий через первичную обмотку, индуцирует гораздо больший ток в металлическом контуре, сопротивление которого создает тепло для плавления.
Канальные печи с сердечником — Канальные печи являются наиболее эффективным типом индукционных печей, поскольку их железный сердечник концентрирует магнитный поток в расплавленном контуре, обеспечивая максимальную передачу мощности от первичного контура к вторичному. Эффективность использования энергии может достигать 9от 5 до 98%.
Канальные печи наиболее эффективны для высокопроизводительных операций, требующих: большой пропускной способности металла; непрерывный и многосменный графики литья; несколько изменений сплава; вместимость для сменной плавки, чтобы воспользоваться преимуществами экономии энергии в непиковые периоды; и ограничение потребляемой мощности. Канальные печи представляют собой экономичный способ хранения большого количества расплавленного металла в течение длительного периода времени, чтобы обеспечить непрерывную поставку готового к разливке металла семь дней в неделю. Плавка может происходить в непиковые периоды потребления энергии в тигельной печи, а затем расплавленный металл может храниться в канальной печи и использоваться для производства в часы пик.
Однако в канальной печи необходимо непрерывно поддерживать необходимый контур металла. Если дать замерзнуть, при переплавке необходима крайняя осторожность, потому что петля может разорваться и нарушить цепь. Это может потребовать обширных работ по восстановлению контура или может потребоваться полная разборка печи и повторная футеровка. Следовательно, канальные печи редко допускают к охлаждению, что затрудняет смену сплава, поскольку всегда требуется пятка расплавленного металла.
Другим соображением является необходимость поддержания относительно узких плавильных каналов как можно более чистыми. Шлак может скапливаться на стенках канала, ограничивая свободный поток металла и вызывая перегрев.
Рабочие характеристики печи этого типа постоянны, а срок службы огнеупорной футеровки хороший из-за постоянной температуры. В зависимости от расплавляемого металла срок службы футеровки верхнего кожуха может продлиться на несколько лет и на миллионы фунтов расплавленного металла при надлежащем обслуживании. Канальные печи идеально подходят для плавки одного сплава в качестве резервуара для выдержки или в качестве печи для заливки под давлением.
Тигельная печь — Индукционная печь без тигельного сердечника работает на низких, средних и высоких частотах — от 60 до 10 000 циклов в секунду — и не имеет себе равных по гибкости. Он также работает от действия трансформатора, но в этом случае он подобен трансформатору с воздушным сердечником. Первичная катушка индуцирует ток непосредственно в металлической шихте, которая содержится в беспрепятственном тигле или огнеупорной футеровке. Нет внутреннего плавильного контура или канала. Первичная обмотка представляет собой медный змеевик с водяным охлаждением, окружающий снаружи тигель или огнеупорную футеровку.
Печь без тигельного стержня можно запустить в холодном состоянии, и обычно она выливается пустой. Это значительно упрощает смену сплава и дает возможность отключаться по желанию.
Футеровки тигельных печей могут быть такими же прочными, как и футеровки стержневых печей, в тех случаях, когда расплав поддерживается 24 часа в сутки. Однако из-за изменений сплава или контроля анализа периодическая плавка является обычной практикой, а повторяющийся нагрев и охлаждение приводят к сокращению срока службы футеровки. С другой стороны, эти накладки значительно дешевле и их можно быстро заменить.
Поскольку в стержневых печах нет флюсоконцентрирующего сердечника, эффективность стержневых печей обычно ниже, чем у стержневых печей. Нормальный КПД составляет примерно 75%. Печи без тигельного стержня меньшего размера предназначены для работы на более высоких частотах, чтобы поддерживать хорошую эффективность и надлежащее перемешивание.
Частота и размер — Всегда существует идеальное соотношение между размером тигельной печи и ее рабочей частотой. Как правило, небольшая печь дает наилучшие результаты на высоких частотах, а большая печь лучше всего работает на низких частотах. Существуют оптимальные диапазоны частот, которые лучше всего подходят для определенных печей, обеспечивающих хорошее, быстрое плавление с легким перемешиванием. Слишком высокие или слишком низкие частоты сопровождаются нежелательными побочными эффектами.
Когда печь работает на частоте ниже идеальной, результатом может быть сильное перемешивание, которое может привести к включениям шлака и огнеупорных частиц, а также газовыделению. Потери металла могут быть чрезмерными из-за избыточной площади поверхности расплава и окисления летучих веществ, что затрудняет запуск, и поэтому может потребоваться загрузка с большей осторожностью. Кроме того, некоторые типы металлолома нельзя использовать для запуска.
Во многих случаях наиболее важным фактом является то, что срок службы футеровки может быть сокращен при использовании слишком низкой частоты. С другой стороны, если для размера печи выбрана слишком высокая частота, может наблюдаться полное отсутствие перемешивания, неравномерный нагрев по всей шихте, чрезмерные температуры боковых стенок и трудности с получением однородных расплавов.
Опыт перемешивания, накопленный за последние несколько лет, имеет решающее значение для литейной промышленности и тех, кто хочет получить высокую удельную мощность. Большая часть исследований по размерам и частоте печей была обобщена в легко читаемой таблице, которая очень часто используется для определения правильного размера оборудования для индукционной плавки.
Дополнительные преимущества — Многие предприятия черной и цветной металлургии не решаются использовать стружку из-за возможного загрязнения расплава и, как следствие, плохого качества из-за присутствия газа в расплаве. При индукционной плавке из-за постоянной температуры и отличного перемешивания часто можно успешно использовать стружку и добиться значительной экономии.
Один литейный цех цветных металлов выплавляет 300 фунтов. латунной стружки на плавку. Каждая зарядка чипсов представляет собой значительную экономию. Директор завода говорит, что теперь он собирает только маленькое ведро шлака и шлака от семи последовательных плавок, в отличие от полного барабана, который он собирал до того, как установил индукционную плавильную печь. Другой литейный завод сообщил о двухнедельном производстве 75 000 фунтов. образовалось всего полбочки шлака и окалины.
Использование стружки и других форм металлического лома в индукционной плавке быстро растет, что, возможно, вызвано тенденцией к более эффективной обработке и классификации лома. Важным фактором является то, что отдельные куски холодной шихты должны иметь однородный состав.
Сталелитейные заводы — Производители отливок из стали и нержавеющей стали должны вкладывать значительные средства в плавильное оборудование, но тщательный выбор такого оборудования может обеспечить значительную экономию.
Индукционное плавильное оборудование обычно требует относительно высокого качества плавильного скрапа, но эти дополнительные затраты для литейного производства легированной стали обычно менее важны, чем для литейного производства цветных металлов. Это зависит от сплава и продажной цены изделия. Если литейный завод производит в основном отливки из углеродистой стали или низколегированных сплавов, стоимость лома более высокого качества может быть значительной.
Контроль температуры и плавка — Контроль температуры с помощью индукционной плавки осуществляется точно и быстро. Подача непрямого питания всего на минуту или две повысит температуру на 100°F.