Создание станка для гибки листового металла
Использование листового металла в сооружении индивидуальных домов обрело большое распространение, благодаря этому для этого нужны станки для гибки листового металла собственными руками.
Использование данного материала поясняется высокой технологичностью, относительно заниженной ценой и большой надежностью металлических конструкций.
При обустраивании кровли доводится делать козырьки для воды из листа металла.
Изделия данного профиля можно выбрать у посторонних исполнителей, но доступнее и быстрее будет сделать собственными руками. Для этого применяется листогибочный станок.
Конструктивно такой аппарат может быть простым. Все нужные материалы и комплектующие компоненты легко отыскать в хозяйственных магазинах.
Разработка загиба листового металла
Благодаря физическим свойствам металлов и сплавов, гнуть можно исключительно пластические материалы.
Чугунные изделия или закаленной стали для гибки совсем не годятся, так как владеют невысокой пластичностью и высокой хрупкостью.
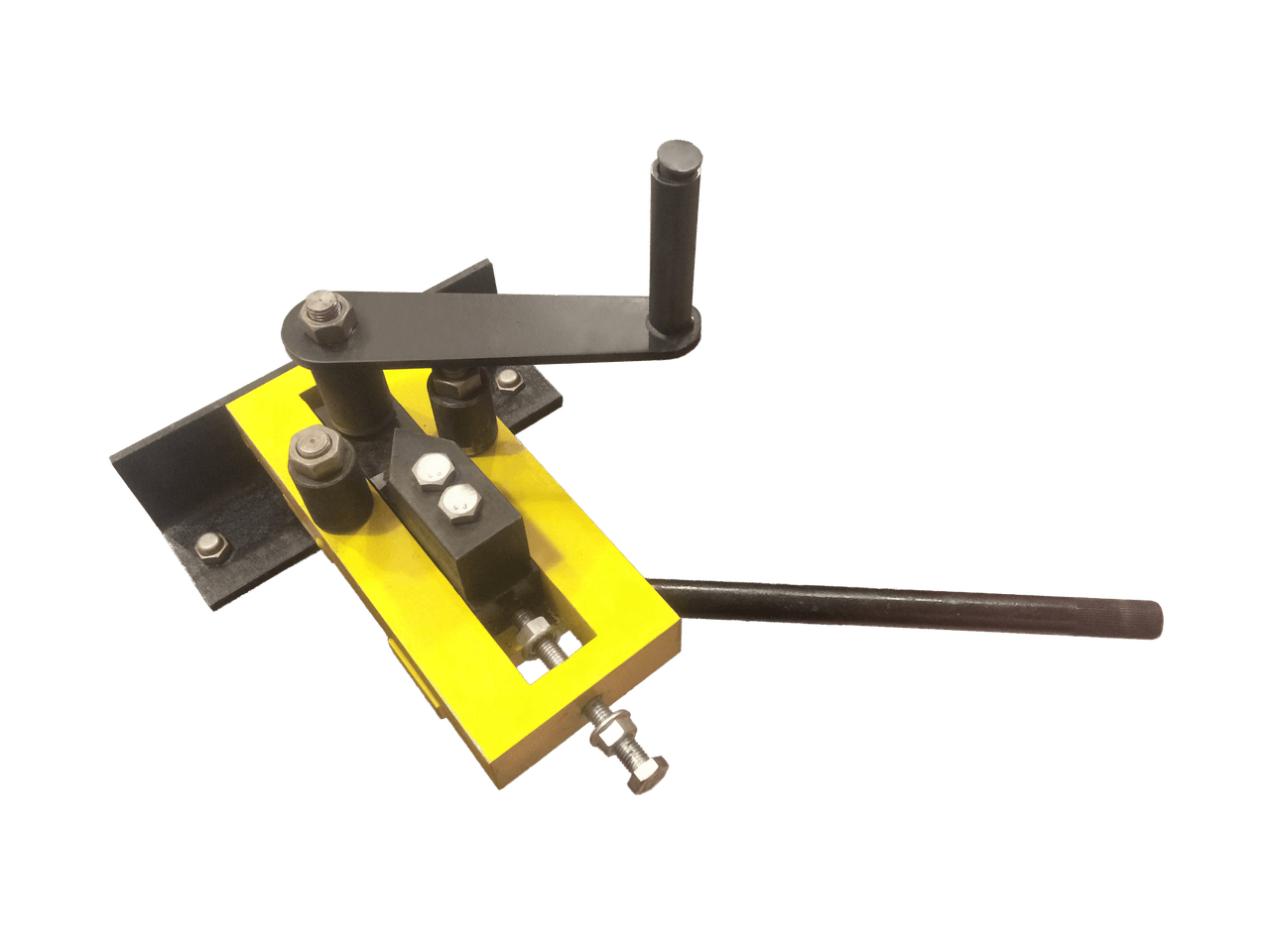
1 — основание; 2 — гайка-маховичок; 3 — прижим; 4 — изгибаемый лист; 5 — струбцина; 6 — обжимной пуансон.
Операция по загибанию установленного участка не просит резки или обработки термическим способом.
Изгибание листового металла – это действие, в результате которого железный лист принимает конкретную форму объема.
Нужно знать, что при сгибании листа слои снаружи металла растягиваются, а внутренние сжимаются. Если заправить в станок через чур толстый лист, то на сгибе снаружи может появиться трещина.
Чтобы подобного не было, исходную деталь необходимо приготовить. Для этого ее подвергают конкретному виду обработки термическим способом – отпуску или отжигу. Подобные операции делаются нечасто.
В основном для гибки подбираются подобные изделия, которые можно сделать с использованием этой технологии.
Сгибание имеет ряд положительных качеств перед сварочным соединением или иным вариантом изготовления детали.
В их числе необходимо выделить:
- высокую продуктивность;
- изделие не имеет шва и считается цельным;
- на месте сгиба не появляется коррозия.


В числе минусов необходимо выделить, что процесс ручной гибки потребует значительных трудозатрат.
Если исполнять ручной изгиб листового металла, то для этого потребуются слесарные тиски, молоток и киянка. Хорошего качества при подобном наборе инструментов достигнуть тяжело.
Для постоянного производства деталей без резки и сварки этот метод не подойдет.
Когда для бытовых потребностей нужны изделия хорошего качества, прекрасным решением будет выполнить листогибочный станок собственными руками.
Сегодня оборудование для индивидуального использования и для малого бизнеса выполняется в масштабах промышленности.
Станок для гибки листов или для их резки можно купить в магазине. При малом бюджете легче сделать рукодельный.
Оборудование для гибки
Операция гибки металла считается конечным шагом в процедуре изготовления детали. Если она окажется выполнена с плохим качеством, то деталь окажется бракованной.
Все предыдущие инновационные переделы от резки до разрезания окажутся напрасными. Благодаря чему производственная компания понесет убытки.
Благодаря чему производственная компания понесет убытки.
Видео:
Для того чтобы выполнить подобную ситуацию недопустимой, нужно издавать хорошие и производительные аппараты.
Такой станок зовется листогибом или листогибным прессом.
На рынке в наше время представлены листогибы следующих видов:
- гидравлические;
- механичные;
- пневматические;
- ручные.
Ручной станок применяется для штучного и мелкосерийного производства.
На производственных линиях больших компаний ставятся универсальные аппараты, которые настраиваются на конкретную операцию.
Для нарезания заготовок применяются гильотинные ножницы. Для того чтобы давать получившейся заготовке нужную форму, применяются листогибные прессы с пневматическими пуансонами.
Заготовку помещают между матрицей и пуансоном, который приводится в действие при помощи пневматического привода. Этим методом создают детали из металлических листов толщиной до 5 мм.
Этим методом создают детали из металлических листов толщиной до 5 мм.
Станок с поворотным прессом предназначается для обработки мелких деталей с непростым рельефом.
Листогибочное оборудование делится на мобильное и стационарное. Неподвижные станки применяются на больших фирмах для изготовления высоких объемов продукции.
Мобильные аппараты предназначаются для производства некоторых деталей на стройке или при проведении ремонта объекта. Мобильный станок для загиба листового металла можно сделать собственными руками.
Многовековая опыт говорит, что рукодельный аппарат, сделанный правильно инженерного подхода, ничем ни в чем не уступает заводским аппаратам.
Чтобы собрать такой станок, требуется установленный комплект инструментов и материалов.
Листогиб собственными руками
В отличии от аппаратов производственного изготовления, которые рассчитаны на отделку металла приличной толщины, рукодельный листогиб применяется во время изготовления штучных и мелкосерийных деталей.
Изделия очень часто гнутся из листового алюминия, меди и тонколистовой стали. Идеальная толщина листов колеблется в границах 0,5-0,8 мм. С листом большей толщины трудится тяжело.
1 — основание, 2 — задняя щечка, 3 — изгибаемый лист, 4 — прижим, 5 — зажимной болт, 6 — обжимной пуансон, 7 — ручка-рычаг, 8 — ось, 9 — швеллер для крепежа в тисках
Это можно объяснить тем, что тут применяется ручной привод, мускульная сила человека.
Чтобы дать изделию очень высокую надёжность, при помощи станка можно создать добавочное ребро жесткости. И при этом избежать резки полос для этого ребра.
Механизм листогибного станка построен на простом принципе. Заготовка крепится на основании прижимной рамой. Заготовка – это лист металла.
Выступающая часть листа, которую требуется загнуть на установленный угол, лежит на поворотной балке. Необходимо лишь развернуть эту балку и металл «загнется».
Поворотная колода подымается и опускается собственными руками. В станках производственного изготовления эта функция делается при помощи электрического двигателя или гидравлического пресса.
В станках производственного изготовления эта функция делается при помощи электрического двигателя или гидравлического пресса.
Предельный угол загиба вполне может составлять 180 градусов. Это изготавливается в 2 приема. За один операционный цикл можно загнуть лист на 120 градусов.
В зависимости от конструкции самодельного станка, прижим заготовки делается разнообразными вариантами. В довольно обычном механизме применяется уголок из стали.
Предлагается применять уголок с толщиной полок не меньше 5 мм.
Во время изготовления прижимной рамы понадобится аппарат для сварки для нарезания деталей по размерам и дрель, для того чтобы высверлить отверстия под установочные болты.
Все сделать операции собственными руками не составляет огромного труда. При условиях, что есть установленный навык работы с металлом.
Нужно только подобающим образом приготовиться к установке листогибного станка.
Основание для станка
Основным компонентом станка для гибки металла считается основание.
Для того чтобы обеспечить обязательные условия для работы, этот швеллер прикрепляют на станине. Или приваривают к нему ножки. Главное, чтобы данная конструкция обладала высокой стойкостью.
Прижимное устройство
Во время изготовления прижимного устройства собственными руками предлагается применять два уголка — №5 и №3.
Их следует объединить между собой при помощи сварки так, чтобы в сечении появилась твёрдая фигура треугольника.
Подобная конфигурация гарантирует жесткость и надежность прижима.
Видео:
Обжимное устройство
Обжимной пуансон очень часто производят из уголка №5. Его длина обязана быть меньше, чем у прижимного устройства на 10 мм.
Увеличивающий рычажок можно выполнить из круглого прутка или арматуры.
Это соединение необходимо сделать с хорошими качествами прочности, так как нагрузка на него предельная.
Роликовый нож
Не во всех ситуациях, во время работы с рулонным металлом, появляется необходимость отрезать изделия которые уже готовы.
Для нарезания металла после обработки на станок для гибки ставится роликовый нож.
Этот узел затрудняет конструкцию в общем и потому его используют нечасто.
Обслуживание и техника безопасности
Станок для гибки, собранный собственными руками, должен владеть такими параметрами:
- стойкость;
- удобство в работе;
- защищенность.
По собственной конструкции станок для гибки металла считается механизмом очень высокой опасности.
Видео:
Во время работы на станке нужно віполнять подобающие эксплуатациионные правили и техники безопасности. Тем более при исполнении резки заготовок.
Тем более при исполнении резки заготовок.
в начале работы нужно выверить исправность главных узлов.
Доступ сторонних лиц к станку нужно строго уменьшить.
Угловые полочки своими руками. Угловая полка своими руками – технология изготовления, идеи и рекомендации как правильно сделать полку
Чаще всего для работы с металлическими заготовками человеку требуется станок для гибки металла. Это довольно простое устройство, однако его пользу трудно переоценить. Кроме того, изготовить его своими руками вполне реально. Это сэкономит значительное количество материальных средств, но и потребует определенных знаний, навыков и, конечно же, времени.
Описание
Станок для как понятно из его названия, используется для производства гнутых металлических деталей. Стоит добавить, что, кроме этой функции, он также может иметь одну дополнительную — порезку материала. Такие станки используются чаще всего для того, чтобы изготавливать полосы металла. Помимо этих двух функций, наличие такого станка позволит производить различного рода профилированный металл.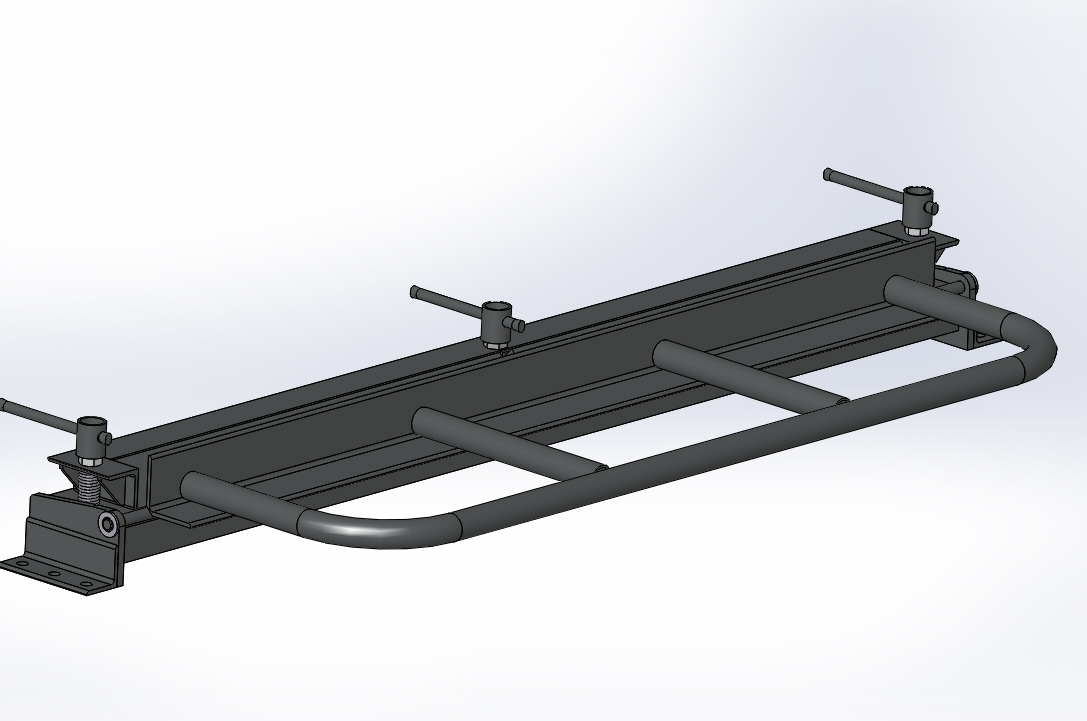 Преимущество применения станка для гибки металла в том, что он позволяет изменять форму материала под любым требуемым углом, но при этом он не вредит поверхностное покрытие или защитный слой товара.
Преимущество применения станка для гибки металла в том, что он позволяет изменять форму материала под любым требуемым углом, но при этом он не вредит поверхностное покрытие или защитный слой товара.
Работа на агрегате
Работать на таком станке можно не только со стальными изделиями, но и с медными, латунными, алюминиевыми и железными. Если заготовка из какого-либо материала характеризуется тем, что ее толщина меньше 0,8 мм, то ее ширина обязательно должна быть не меньше 40 см, но и не больше 2,5 м. При таких габаритах высота полки (для отгибания) должна составлять не более чем 2 см. Если требуется разрезать заготовки с такой же толщиной, то важно, чтобы их ширина была от 80 мм до 40 см и не более.
Еще одно важное условие, которое необходимо соблюдать, чтобы работать на станке для гибки металла, — это отсутствие дефектов на той поверхности листа, которая будет загибаться. Соблюдение этого условия важно для того, чтобы те детали и образцы изделий, которые будут произведены на не уступали по качеству тем заготовкам, что выпускаются в промышленных масштабах на заводах.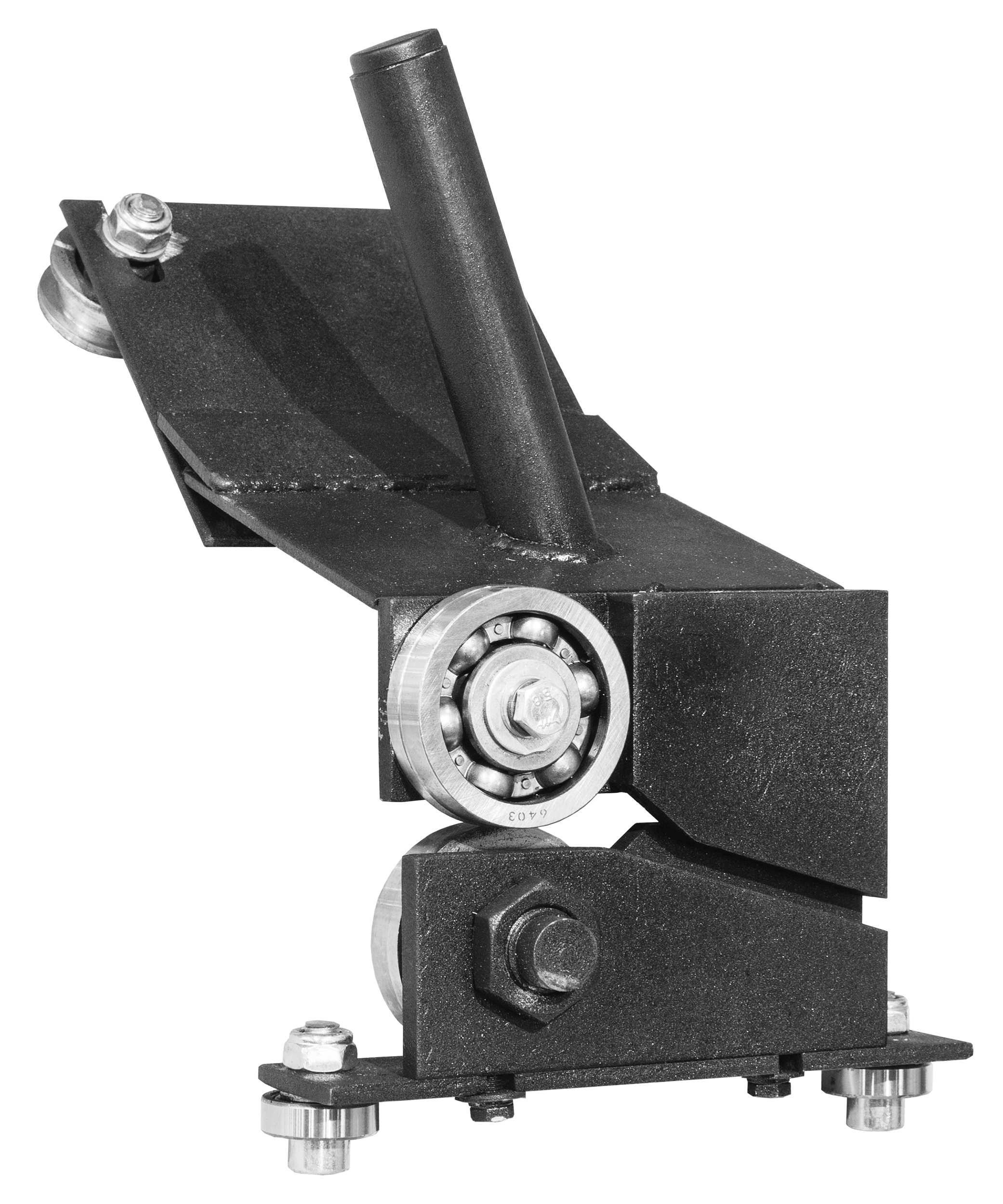 Для того чтобы обеспечить защиту полимерного или лакокрасочного покрытия на самом материале, рекомендуется установить на станке силиконовые или резиновые подложки.
Для того чтобы обеспечить защиту полимерного или лакокрасочного покрытия на самом материале, рекомендуется установить на станке силиконовые или резиновые подложки.
Конструкция станка для гибки листового металла, своими руками изготовленного
У самодельного станка для гибки металлических изделий довольно простая, но очень функциональная конструкция, состоящая из нескольких основных элементов.
Нож. Так как в станке имеется дополнительная функция резки, то эта деталь также является основной. Устанавливаться он должен на подвижные ролики, а предназначается для резки заготовок. Здесь важно отметить, что этот элемент должен быть выполнен из очень прочной стали, по шкале Роквела уровень прочности должен быть около 100. Срок службы такого изделия довольно велик, однако его будет трудно точить. Но этот недостаток полностью нивелируется тем фактом, что нож позволит разрезать огромное количество погонных метров материала, прежде чем затупится. Чтобы было проще перемещать ролики, на них должен быть установлен утяжелитель.
Составные части станка
Станок для гибки металла, своими руками изготовленный, также должен иметь несколько следующих составляющих элементов:
- Необходимая деталь — это рабочая балка (стол). Предназначение этого элемента вполне понятно, оно играет роль рабочей поверхности, на которой лежит заготовка. Ширина балки может быть практически любой. Стоит отметить, что если габариты будут довольно большими, то станок для гибки металла своими руками можно превратить в полноценный верстак. Мастера рекомендуют изготавливать или покрывать поверхность балки резиной или силиконом, чтобы не царапать поверхность заготовок.
- Далее идет сам сгибатель листов. Конструкция довольно простая и должна быть выполнена в форме рамы из древесного материала, а также иметь утяжелитель.
- Необходимо обзавестись различными подставками и упорами, которые будут предотвращать скольжение материала.
- Еще один важный элемент — это упоры для сгиба листа. Эти детали будут регулировать ширину сгиба листа и задавать угол сгиба.
- Для того чтобы разделывать заготовки, рекомендуется добавить упоры для указания ширины разреза.

Начало изготовления самодельного станка для гибки металла
Начинать работу рекомендуется с составления схемы агрегата. Также необходимо приобрести и изготовить все нужные элементы и детали, прежде чем приступить к сборке. Первое, что необходимо купить — это два куска швеллера №5 и №6 с одинаковой длиной. Также эти два элемента должны иметь прямолинейную кромку. Эти элементы используются для заготовки основания. Кусок №5 используется для прижима, а №6 для обустройства основания. Чтобы подобрать длину швеллеров, необходимо отталкиваться от длины заготовок, с которыми планируется работать, этот параметр должен совпадать. Чаще всего специалисты рекомендуют брать длину около полуметра. Этого достаточно, чтобы изготовить практически любую деталь, которая может пригодиться в быту.
Производство и сборка станка
Далее для изготовления станка для ручной гибки металла необходимо сделать отверстия на швеллере, который является прижимным. Количество отверстий должно быть от 2 до 4, а их диаметр должен быть равен 9 мм. Ближайшее к концу заготовки прижимной детали отверстие должно располагаться в 3 см от края. Еще один важный момент в том, что прижимное устройство должно быть короче, чем основание, примерно на 5-10 см. Для того чтобы изготовить пуансон для обжима, необходимо иметь в своем распоряжении уголок, толщина профиля которого будет больше, чем у будущих заготовок. Рычажную ручку лучше всего изготавливать из таких материалов, как арматура или брус. Если используется брус, то его сечение должно быть не меньше чем 15 мм, а если берется брус, то его габариты должны быть не менее чем 50х50. Форму рычага рекомендуется делать П-образной. Крепится этот элемент к уголку при помощи сварки или же болтов.
Количество отверстий должно быть от 2 до 4, а их диаметр должен быть равен 9 мм. Ближайшее к концу заготовки прижимной детали отверстие должно располагаться в 3 см от края. Еще один важный момент в том, что прижимное устройство должно быть короче, чем основание, примерно на 5-10 см. Для того чтобы изготовить пуансон для обжима, необходимо иметь в своем распоряжении уголок, толщина профиля которого будет больше, чем у будущих заготовок. Рычажную ручку лучше всего изготавливать из таких материалов, как арматура или брус. Если используется брус, то его сечение должно быть не меньше чем 15 мм, а если берется брус, то его габариты должны быть не менее чем 50х50. Форму рычага рекомендуется делать П-образной. Крепится этот элемент к уголку при помощи сварки или же болтов.
Финальные работы
После того как были выполнены все предыдущие манипуляции, можно приступать к изготовлению такого элемента, как щечки. Изготавливают их из катаной стали, а толщина деталей должна быть около 5 мм. Важно, чтобы эти элементы имели фаски, толщина которых должна быть равна 0,6 см. Длина этого участка должна составлять от 3 до 3,3 см. Важно, что торцы пуансона также снабжаются фасками с такими параметрами, как 0,5 см глубины и 3 см длины. Их необходимо снять с пуансона, чтобы обеспечить установку оси. Производство такого элемента, как ось, осуществляется из металлических прутьев, чей диаметр равен 1 см. Крепление оси осуществляется при помощи сварки. При установке необходимо обеспечить параллельность линии оси по отношению к ребрам уголка. Всю эту готовую конструкцию, вместе с пуансоном, соединяют при помощи тисков. При совмещении важно следить, чтобы свободная полка уголков была расположена в той же горизонтальной плоскости, в которой располагается и свободная швеллерная полка.
Важно, чтобы эти элементы имели фаски, толщина которых должна быть равна 0,6 см. Длина этого участка должна составлять от 3 до 3,3 см. Важно, что торцы пуансона также снабжаются фасками с такими параметрами, как 0,5 см глубины и 3 см длины. Их необходимо снять с пуансона, чтобы обеспечить установку оси. Производство такого элемента, как ось, осуществляется из металлических прутьев, чей диаметр равен 1 см. Крепление оси осуществляется при помощи сварки. При установке необходимо обеспечить параллельность линии оси по отношению к ребрам уголка. Всю эту готовую конструкцию, вместе с пуансоном, соединяют при помощи тисков. При совмещении важно следить, чтобы свободная полка уголков была расположена в той же горизонтальной плоскости, в которой располагается и свободная швеллерная полка.
После этого работу по сборке можно считать завершенной. Чтобы проверить работоспособность станка, рекомендуется взять заготовку из мягкой стали с толщиной до 1,5 мм. Стоит отметить, что цена станка для гибки металла покупного может доходить до 2000$.
Процесс сгибания листов
Конструкция самодельного станка может также состоять из таких частей, как станина, гайка-маховик, лист для сгибания, прижим, струбница, пуансон для обжима. Для того чтобы работать на таком типе станка, необходимы определенные знания и навыки. Преимуществом использования этого агрегата будет то, что он позволит сохранить металл в целостности, в отличие от той же сварки.
В процессе сгиба металла происходит следующее: наружные слои металлической заготовки растягиваются, а вот внутренние, наоборот, сжимаются. Важно, что для изгиба металлической заготовки необходимо приложить такое усилие, которое будет больше, чем предельная упругость материала. При помощи станков для гибки металлов как раз и можно добиться выполнения этого условия. К преимуществам готового продукта, то есть гнутых листов, можно отнести следующие факторы:
- наличие высокой прочности конечного продукта;
- возможность получения цельной конструкции без сварных швов, болтовых соединений и т. д.;
- исключается возможность появления коррозии, так как нет повреждений металла в процессе сгиба;
- возможность получения нужного угла, без создания сварного шва.
 д.;
д.;Вывод
Наличие такого оборудования дома значительно упрощает работу с металлическими заготовками. Однако при эксплуатации этого устройства крайне важно знать и придерживаться техники безопасности. Цена станка для гибки листового металла, выполненного своими руками, будет также значительно ниже, чем покупного. Потратиться придется лишь на те материалы, которых не окажется под рукой и их придется купить.
Листовой металл и жесть пользуются большим спросом, ведь из них производят множество изделий: металлочерепица, разнообразные фасонные детали, водоотливы, детали для авторемонта и пр.
Такие изделия покупают в готовом виде, но если сделать ручной листогиб своими руками, можно здорово сэкономить.
Какие бывают гибочники
Конечно, можно купить готовый гибочник, например, известный Эдельвейс, но и стоят такие станки немало, а вот при самостоятельном изготовлении не потребуются особые финансовые затраты. Есть несколько видов металлогибочных станков:
Есть несколько видов металлогибочных станков:
- Ручные . Гибка металла происходит за счет приложения физической силы. Несмотря на кажущуюся простоту конструкции, с их помощью можно производить практически все необходимые операции с листовым металлом, в том числе фальцегибочные работы.
- Гидравлические листогибы. Очень похожи на ручные станки, но приложение силы происходит за счет гидравлического привода.
- Роликовые кромкогибочные станки. Отличаются от предыдущих не только конструкцией, но и принципом работы. В них лист не гнется по определенной линии, а плавно закругляется. Такие станки необходимы для изготовления труб и иных подобных изделий.
Ручные и гидравлические станки проще в изготовлении, чем роликовые. Чертежи кромкогиба своими руками легко найти, но не везде расписан сам процесс их производства.
Изготовление ручного листогиба
В интернете можно найти множество чертежей для изготовления листогибочного станка своими руками. Одна из наиболее простых и эффективных конструкций — схема станка из двутавра. Чтобы изготовить ручной листогиб своими руками, понадобятся: три отрезка двутавра с полками не менее 45 мм и толщиной от 3 мм, два винта диаметром около 20 мм, пружина, толстый металл для изготовления укосин (чтобы усилить проблемные места), дверные петли.
Одна из наиболее простых и эффективных конструкций — схема станка из двутавра. Чтобы изготовить ручной листогиб своими руками, понадобятся: три отрезка двутавра с полками не менее 45 мм и толщиной от 3 мм, два винта диаметром около 20 мм, пружина, толстый металл для изготовления укосин (чтобы усилить проблемные места), дверные петли.
Из инструмента потребуются дрель, болгарка и сварочный аппарат. Алгоритм изготовления несложный:
Эта работа очень простая и не требует дополнительного описания. Станину можно использовать с ненужного или сломанного инструмента, если таковой имеется. В итоге получился мощный самодельный листогиб, чертежи использовались простые, одни из самых распространенных. С его помощью можно легко гнуть даже длинные и толстые листы металла. Кстати, вместо двутавра можно использовать металлический уголок с подобными характеристиками.
Кромкогиб ручной своими руками из уголка изготавливается по тем же чертежам, только уголки основы необходимо сварить между собой попарно.

Чтобы сделать кромкогиб ручной своими руками, чертежи легко можно найти в интернете. Для прижимной части можно использовать неспаренный уголок, но его желательно усилить укосинами дли придания необходимой жесткости.
Особенности роликового станка
Роликовые листогибы менее распространены, но если требуется придать листу радиальный изгиб или изготовить трубу, альтернативы нет. В интернете можно найти чертежи листогибочного станка своими руками, рассмотрим наиболее простую и эффективную конструкцию. Валки для листогиба проще всего приобрести готовые или заказать у токаря, их потребуется 3 шт.
Для этого типа листогиба особенно важна мощная станина. Опять-таки можно изготовить самостоятельно или взять готовую. Два нижних ролика закрепляют стационарно, а верхний может двигаться, он должен располагаться над ними. При помощи нажима на верхний валок регулируется радиус закругления изготавливаемой детали. Для изготовления труб нужно предусмотреть возможность снятия верхнего валка.
Самое сложное — изготовление привода, чтобы синхронно вращались все три валка. Можно применить звездочки и велосипедную цепь.
Меры предосторожности при работе
При использовании листогибочных станков необходимо неукоснительно соблюдать правила техники безопасности:
- Оглядеть состояние робы и обуви. Не должно быть свисающих частей, незастёгнутых молний или пуговиц.
- Проверить рабочие органы листогиба на наличие неисправностей. В случае обнаружения не приступать к работе до их устранения.
- Рабочее место должно быть достаточно освещено естественным или искусственным светом.
- На расстоянии метра от станка не должно быть лишних инструментов и материалов.
- Нельзя гнуть листы больше толще, чем предусмотрено конструкцией и характеристиками станка.
Таким образом, своими руками можно легко сделать листогиб.
При работе с жестью используются два основных инструмента. Ножницы по металлу и листогибочный станок.
Конечно, при изготовлении желоба для крыши сарая, можно воспользоваться старым дедовским способом – обстучать киянкой лист оцинковки о край верстака, или при помощи металлического уголка.
Примеры таких работ можно увидеть на кровле в частном секторе. Однако качество изделия оставляет желать лучшего, да и металл повреждается в месте ударов.
К тому же, кустарное сгибание металла подойдет лишь для простых конструкций. Если профиль изгиба имеет несколько разнонаправленных граней – без профессионального инструмента не обойтись.
Например, правильный конек для крыши «на коленке» не согнешь, да и внешний вид будет всегда напоминать о нерадивости хозяина.
Покупать промышленный станок – непростительная роскошь. В этом материале расскажем, как сделать листогиб своими руками из простых и доступных материалов.
Немного о конструкции самодельного листогиба
Простейшая конструкция – зажать край листа между стальным уголком и правилом (или двумя уголками) при помощи струбцины, и гнуть заготовку руками. Именно так обычно создаются простейшие элементы кровли.
Именно так обычно создаются простейшие элементы кровли.
ВАЖНО! Все работы с металлом необходимо выполнять в защитных рукавицах.
Однако траверсный листогиб вполне реально изготовить самостоятельно. Требуется точность разметки и терпение.
Конструкция и принцип работы видны на чертежах.
Пошаговая инструкция по изготовлению
Для изготовления траверсного листогиба нам понадобятся:
- 4 метра стального уголка, сторона – 50 мм;
- Шаровая опора для автомобиля, с кронштейном для крепления;
- Тяга стабилизатора от него же, диаметром 10 мм;
- Болгарка, дрель, электросварка.
- Металлопрокат нарезаем болгаркой на куски по 1 метру. Если есть необходимость работать с металлом большей ширины – длина уголков увеличивается. К ширине рабочей поверхности надо прибавить минимум 100 мм.
- Из кронштейна шаровой опоры вырезаем при помощи УШМ две проушины. Это будут рабочие петли подвижной траверсы.
- Из стойки стабилизатора – делаем ось, на которую петли будут опираться.
ВАЖНО! От качества подгонки этих элементов зависит будущий люфт поворотного механизма.
- Тщательно измеряем и размечаем на уголке выборку для крепления оси.
- Строго по размеру стачиваем лыски для установки полуосей. Это нужно сделать максимально точно, чтобы не тратить время и материал на последующую подгонку.
- Наносим разметку точно по центру оси, и совмещаем ее с вершиной уголка – траверсы. Этот момент важен. поскольку при неправильной центровки качество изгиба заготовки на станке ухудшится, или же листогиб будет непригоден для работы.
- Привариваем к выборкам полуоси с соблюдением параллельности вершине уголка. Для повышения точности, при сварке следует воспользоваться кондуктором. Например, тисками и струбциной. Длина выступающей части оси не превышает 1 см.
- В результате должна получиться конструкция, с идеальной соосностью в торцах.
- Приставляем уголки друг к другу.
- Делаем разметку выборки на втором уголке строго напротив осей первого уголка.
- Углы относительно друг друга должны быть расположены следующим образом:
- Складываем обе траверсы, соблюдая плоскость, и фиксируем их для сварки. Привариваем петли на второй уголок с обеих сторон.
- Уголки должны свободно вращаться друг относительно друга на петлях. При повороте на 180 градусов не должно быть зацепов и подклинивания. При этом щель между траверсами должна быть минимальной.
- Металлический прижим будет располагаться следующим образом:
- Предварительно разметив, вырезаем при помощи болгарки выборку вокруг оси на прижимном уголке. Нижняя сторона прижимного уголка стачивается под углом 45 градусов.
ВАЖНО! Кромка должна остаться идеально ровной, именно по ней будет проходить линия сгиба. В случае неровностей возможны заломы и складки на заготовке.
- Напротив осей размечаем и сверлим отверстия под болты 10 мм. Болты привариваем резьбой вверх к нижней неподвижной траверсе.
- В центре траверсы также делаем отверстие, но болт не привариваем. Это будет съемный элемент, поэтому к нему Т-образно привариваем короткую ось.
- Болты нужны для прижима заготовки к траверсе при изгибе. Центральный болт используется в случае, когда заготовка имеет ширину, вдвое меньшую, чем траверса. При работе с широкими заготовками болт убирается.
- Из круга 15-20 мм нарезаем две рукоятки длиной 30 см. Более тонкий прут не подойдет, поскольку усилие на рукоятях может быть значительным, и можно их просто согнуть.
- Рукояти привариваем с нижней части поворотного уголка (траверсы).
 Это будут рабочие петли подвижной траверсы.
Это будут рабочие петли подвижной траверсы.
 Болты привариваем резьбой вверх к нижней неподвижной траверсе.
Болты привариваем резьбой вверх к нижней неподвижной траверсе.В наше время набирает обороты листовой металлопрокат. Всё чаще встречается у того или иного человека новенький забор из металлопрофильных листов.
Возникает вопрос, какая машина создаёт этот замечательный и необходимый строительный продукт для человечества.
Конструкция листогиба.
Листогибочный станок
Это специально созданное устройство, с помощью которого можно сгибать листы оцинкованного металла, определённой толщины. Такой чудо станок, как правило, применяется в производственных целях.
Среди умелых мастеров такое приспособление так и не получило широкого распространения. Однако в наше время существуют люди, которые смогли воспроизвести прототип производственного модуля и сделать собственноручный листогиб.
Такую вещь довольно просто сделать своими руками, он не займёт много места в вашем гараже или мастерской.
Направленность применения
Казалось бы, довольно простое оборудование, а охватывает огромную отрасль промышленности. Это изобретение способно производить изделия в следующих сферах деятельности:
Самая расширенная сфера применения
Это строительство. Именно в этой сфере можно встретить огромный выбор профнастила, металлопрофиля, металлочерепицы и её комплектующих элементов. Также металлический сайдинг — его используют для внутренней отделки домов и зданий. Вентиляционные шахты также производятся посредством листогибов.
Вентиляционные шахты также производятся посредством листогибов.
Машиностроение и авиация
А также кораблестроение. Эта сфера очень расширена, так как создаются различные детали кузовов, авиационной обшивки, а также обшивки судоходной техники.
Электроника
Ни всем известно, что с помощью листогибов создаются корпуса бытовой техники (микроволновые печи, духовые шкафы, корпуса холодильников и стиральных машинок, корпуса компьютеров и многое другое).
Производство мебели
В этой сфере создаются короба, шкафчики для раздевалок, шкафчики для хранения вещей и т.д.
Многие сферы оказались охваченными по эксплуатации листогибочной установки. Каждая из вышеуказанных сфер очень сильно распространена среди населения.
Разновидности листогибочного приспособления
Как и многие другие станки, листогиб различается по одному из самых важных критериев — это разновидность приводного воздействия.
Рассмотрим эти виды:
Ручное приводное воздействие
Такой тип используется в основном в быту. К ним относятся самодельные изобретения. Именно с помощью этого устройства можно мастерить из оцинковки любые приспособления для дома или дачи. А если на ручном листогибе правильно установить опорные балки, скобы на необходимый радиус сгиба, то это позволит создавать сложные элементы.
К ним относятся самодельные изобретения. Именно с помощью этого устройства можно мастерить из оцинковки любые приспособления для дома или дачи. А если на ручном листогибе правильно установить опорные балки, скобы на необходимый радиус сгиба, то это позволит создавать сложные элементы.
Механическое воздействие
Такие агрегаты относятся к стационарным станкам. Действующая сила распределяется от маховика. Такая конструкция имеет ограничения в своём использовании. Дело в том, что аппарат снабжён специальным рычагом, посредством которого и осуществляется сгибание листа. Минус состоит в том, что необходимо прикладывать физическую силу.
Электромеханический вариант
Электромеханические приводы получили широкое одобрение, среди своих обладателей. Всё потому, что этот станок очень удобен и универсален. Процесс начинается с укладывания оцинковки на поверхность матрицы. После нажатия пусковой клавиши в силу вступают пуансон, толкатель и непосредственно редуктор. За счёт этого прогибается или выгибание оцинкованного листа с необходимыми параметрами. Усилие, которое производит такой станочек — минимум 100-200 килограмм, в отдельных случаях эта характеристика может доходить до одной тонны.
Усилие, которое производит такой станочек — минимум 100-200 килограмм, в отдельных случаях эта характеристика может доходить до одной тонны.
Электромагнитное приводное действие
Электромагнитные станки, в наше время, в основном используются в металлопрокатной индустрии. Процент использования такого оборудования в машиностроении составляет 70%. В нём имеются только одни плюсы. Малые габариты, высокая производительность (это устройство способно за одну только минуту производить порядка нескольких сотен деталей), он совершенно бесшумный.
Гидравлический привод
Эта категория относится к разряду листогибочных прессов. Пресса с гидравликой используют в серийном производстве деталей. Они очень производительны, качественны, полностью автоматизированы, имеют контроль угла гиба листов.
Зиг машина
Это приспособление имеет очень важную сторону. Применяются они в изготовлении комплектующих деталей. С помощью зиг машины можно сделать отбортовку листовой оцинковки, рифление краев, производится прокатка соединительных сгибов и многое другое.
Изготовление листогиба своими руками
Если разобраться, деталировка листогиба не такая уж и сложная.
Виды металлопрофиля
Гибочная балка
За счёт неё производится сгибание металлического листа под углом от 0 до 180 градусов.
Прижимная балка
Данная деталь прижимной силой удерживает лист и не допускает его скольжение.
Угломерный диск
Специальный диск, на котором отображены все необходимые размеры углов.
Дисковый нож
Острый, заточенный диск, произведённый из высокопрочной стали, который производят резку стали без проблем.
Задний стол
Состоит из сквозной конструкции с ровной, верхней поверхностью, по которой будет передвигаться оцинкованная заготовка.
Зажимная рукоять
За счёт неё приводится в готовность и действие, прижимная балка.
Натяжное устройство
Позволяет обеспечить выбор положения и форм балок, для производства качественного сгиба продуктов металлопроката.
Разработка технического устройства
Совет: Прежде, чем собираться рисовать чертежи, искать различные детали для будущего детища, очень важно определиться с выбором, выбрать то, что больше подходит именно для вас. Важно учесть ещё и то, в какой области будет применяться ваш самодельный модуль.
В процессе конструирования, важно собрать его так, чтобы вам было удобно. Чтобы вся нагрузка распределялась на самые выносливые мышцы вашего тела и на опорные стойки устройства. При разработке агрегата, который вы хотите создать своими руками, важно учитывать следующие параметры:
- Ширина оцинковки не должна превышать одного метра.
- Наклон сгиба не должен быть меньше 120 градусов.
- Количество циклов беспрерывного производства не должно превышать 1200 единиц.
- Применение в качестве заготовки различных сплавов стали и других металлов категорически запрещено.
- Разрешённая толщина следующих металлов:
- Алюминий — допустимая толщина 0,7 миллиметра.
- Оцинковка — оптимальная толщина 0,66 миллиметра.
- Медь — допускается толщина в один миллиметр.

Когда все необходимые критерии учтены, вы можете смело собирать ваш инструмент.
Именно так будут выглядеть листы стали и металла в процессе сгибания при прохождении через валки. Помимо этого, на рисунке показано, какими способами можно сгибать листы, до получения необходимой формы.
Разнообразие сгиба оцинкованного листа
Чертежи листогибочного станка
Чертеж гибочного станка из простых деталей.
Чертежи любого устройства считаются основой вашего изобретения. Ведь именно в нём будут указаны размеры и местоположение той или иной детали. Когда есть все необходимые
размеры и наброски, то сборка устройства, непременно закончится успехом. В нынешнее время, в интернете существует огромное множество различных чертежей с размерами . Как говорится, выбирать вам! Ниже мы рассмотрим один из самых простых чертежей.
Такая разновидность является довольно производительной и удачной моделью.
Выбор материалов
Все материалы для данного станочка можно легко найти у себя в гараже. Итак, разберём, что же это за материалы:
Деревянная вставка
Обозначающаяся на чертеже цифрой «1» создаётся из простого деревянного бруска.
Металлический швеллер
Размером 100х120 мм хорошо войдёт в конструкцию основания.
Правая щёчка
Создаётся из стального листа, толщиной 6-8мм.
Железные уголочки
60мм и 80 мм сослужат для изготовления прижимной балки.
Ось пуансона
Можно создать из железного штыря диаметром в 10 мм.
Сам пуансон, возможно создать из железного уголка 80х100 мм, либо можно воспользоваться швеллером.
Стальной прут
В диаметре 10 мм подойдёт для создания рычага пуансона.
Совет: Для создания пуансона лучше всего выбрать не металлический уголок, а швеллер. Всё потому, что швеллер выдерживает намного больше сгибаний, нежели уголок.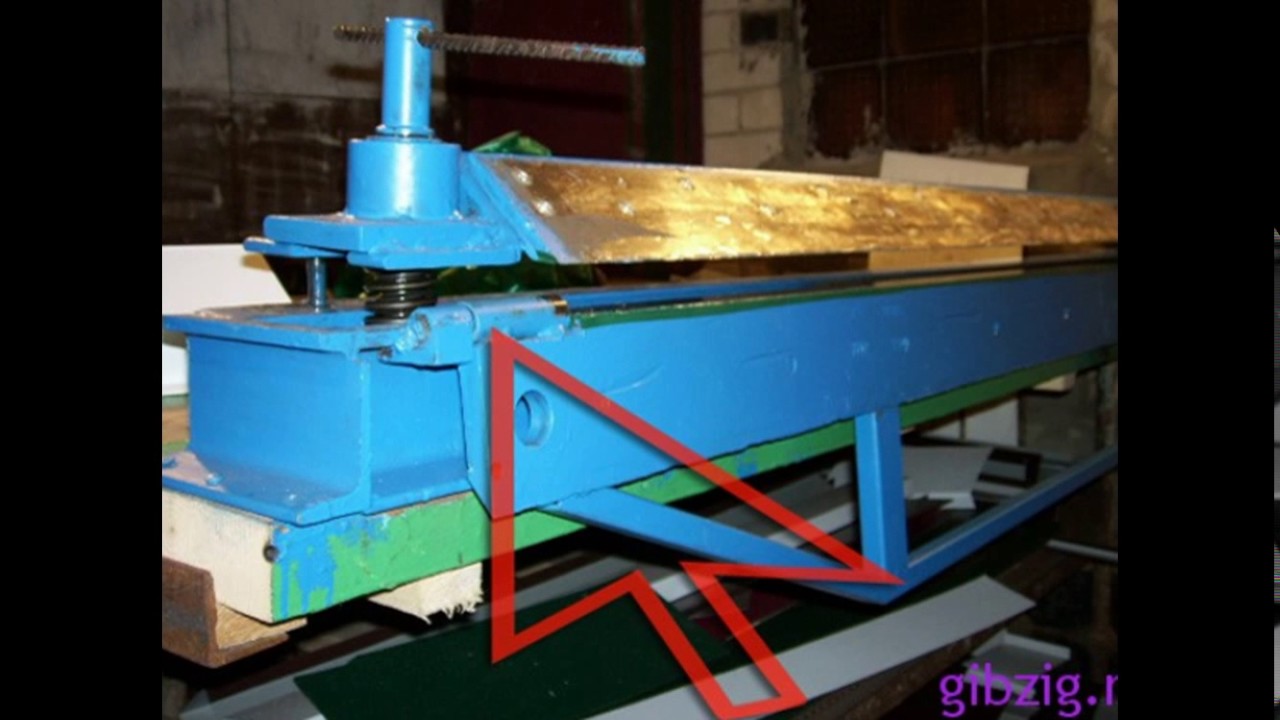
Деталировка и процесс сборки
Вашему вниманию представлен процесс сборки, а также описание и местоположение деталей. При сборке вам непременно поможет сварочный аппарат. Швы после сварки необходимо обработать, чтобы швы были заподлицо с плоскостью детали, на которой этот шов расположен.
Итак, рассмотрим детали, указанные на схеме сборки:
Местоположение деталей при сборке.
- Струбцина средних размеров (на винте М 10 расположен вороток с одной стороны и пятка с другой), расположенная в уголке размером 40х60 мм.
- Щёчка из листовой стали, толщиной 8 мм.
- Основание из швеллера 100х120 мм.
- Кронштейн из уголка 110х110 мм.
- Балка прижимная из уголка 60х60 мм и 80х80 мм.
- Ось пуансона из прута 10 мм.
- Сам пуансон из уголка 80х100 мм.
После того, как все выше перечисленные детали расположены на своих местах и закреплены, следует подготовить ваш станочек к эксплуатации. Для этого просто необходимо убрать весь строительный мусор, который остался после сборки.
Правила и техника безопасности при эксплуатации
Всем давно известно, что безопасность — залог здоровья и долголетия. А также шанс не остаться инвалидом. Данный станок, по своей категории, крайне опасен. Всё дело в том, что сам станок может нанести огромное количество травм. Помимо этого сам материал, который будет использован на нём очень острый.
Поэтому важно учитывать самые простые правила, чтобы не подпустить к себе опасность:
- Если ваш станок покупной, то важно проверить все узлы аппарата на исправность.
- Перед работой необходимо подтянуть всю одежду, чтобы не торчала свисающая кофта, не болтался ремень или шнурок и т.д.
- При работе с покупным или самодельным станком нужно приобрести защитные очки и плотные перчатки, в которых будет удобно работать.
- Проверить состояние крепёжных элементов установки, чтобы всё было закручено и ничего не болталось.
- Все заготовки необходимо расположить около станка, чтобы было удобно их брать руками.
- Обеспечить достаточную освещённость на рабочем месте.
- Рабочее место должно быть расчищено и иметь свободный проход в радиусе одного метра.
- Станина должна быть заземлена, если присутствует электрический привод.
- Если вы работаете с электричеством, строго-настрого, на рабочем месте должен присутствовать резиновый коврик.
- Недопустимо совать в станок различные материалы, не предназначенные для данных работ.
Когда эти правила соблюдены, вы можете не переживать за вашу безопасность.
Совет: В связи с тем, что работы будут производиться с железом, обязательно нужно оградить доступ к станку от детей и не оставлять рабочее место без присмотра! Также, всегда будьте на чеку, так как металл непредсказуемая штука!
Видео
Обзор механического листогибочного станка
Обзор сегментального станка листогиба
Обзор производства трапециевидного профнастила
Обзор изготовления равнополочного профнастила
Обзор производства металлочерепицы
Обзор сборки самодельного станка
Применение листового металла в строительстве индивидуальных домов получило широкое распространение, поэтому для этих целей требуются станки для гибки листового металла своими руками.
Применение этого материала объясняется высокой технологичностью, относительно низкой ценой и высокой надежностью конструкций из металла.
При обустройстве кровли приходится изготавливать отливы для воды из металлического листа.
Изделия такого профиля можно заказать у сторонних исполнителей, но дешевле и быстрее будет изготовить своими руками. Для этих целей используется листогибочный станок.
Конструктивно такой агрегат может быть простым. Все необходимые материалы и комплектующие элементы легко найти в магазинах хозяйственных товаров.
Согласно физическим характеристикам металлов и сплавов, изгибать можно только пластические материалы.
Изделия из чугуна или закаленной стали для гибки совершенно не годятся, поскольку обладают низкой пластичностью и высокой хрупкостью.
1 — основание; 2 — гайка-маховичок; 3 — прижим; 4 — изгибаемый лист; 5 — струбцина; 6 — обжимной пуансон.
Операция по загибанию определенного участка не требует резки или термической обработки.
Изгибание листового металла – это действие, в результате которого металлический лист принимает определенную объемную форму.
Надо знать, что при сгибании листа наружные слои металла растягиваются, а внутренние сжимаются. Если заправить в станок слишком толстый лист, то на сгибе с наружной стороны может образоваться трещина.
Чтобы такого не происходило, исходную деталь нужно подготовить. Для этих целей ее подвергают определенному виду термической обработки – отпуску или отжигу. Такие операции выполняются редко.
В основном для гибки выбираются такие изделия, которые можно изготовить с применением данной технологии.
Сгибание имеет ряд преимуществ перед сварочным соединением или другим способом изготовления детали.
В их числе следует отметить:
- высокую производительность;
- изделие не имеет шва и является цельным;
- на месте сгиба не образуется ржавчина.
В числе недостатков следует отметить, что процесс ручной гибки требует значительных трудозатрат.
Если выполнять ручной загиб листового металла, то для этого понадобятся слесарные тиски, молоток и киянка. Высокого качества при таком наборе инструментов добиться сложно.
Для регулярного производства деталей без резки и сварки такой способ не подходит.
Когда для бытовых нужд требуются изделия высокого качества, лучшим решением будет сделать листогибочный станок своими руками.
Сегодня оборудование для индивидуального применения и для малого бизнеса производится в промышленных масштабах.
Станок для гибки листов или для их резки можно приобрести в магазине. При ограниченном бюджете легче изготовить самодельный.
Оборудование для гибки
Процедура гибки металла является конечным этапом в процессе изготовления детали. Если она будет выполнена с низким качеством, то деталь окажется бракованной.
Все предыдущие технологические переделы от резки до раскроя окажутся напрасными. В результате чего производственная компания понесет убытки.
Для того чтобы сделать такую ситуацию недопустимой, необходимо выпускать надежные и производительные агрегаты.
Такой станок называется листогибом или листогибным прессом.
Сегодня на рынке представлены листогибы следующих типов:
- гидравлические;
- механические;
- пневматические;
- ручные.
Ручной станок используется для штучного и мелкосерийного производства.
На производственных линиях крупных компаний устанавливаются многофункциональные агрегаты, которые настраиваются на определенную операцию.
Для резки заготовок используются гильотинные ножницы. Для того чтобы придавать полученной заготовке требуемую форму, применяются листогибные прессы с пневматическими пуансонами.
Заготовку помещают между матрицей и пуансоном, который приводится в действие с помощью пневматического привода. Таким способом формируют детали из листов металла толщиной до 5 мм.
Станок с поворотным прессом предназначен для обработки мелких деталей со сложным рельефом.
Листогибочное оборудование подразделяется на мобильное и стационарное. Стационарные станки используются на крупных предприятиях для производства больших объемов продукции.
Мобильные агрегаты предназначены для изготовления отдельных деталей на стройке или при ремонте объекта. Мобильный станок для загиба листового металла можно изготовить своими руками.
Многолетняя практика показывает, что самодельный агрегат, изготовленный по всем правилам инженерного подхода, ничем не уступает заводским агрегатам.
Чтобы собрать такой станок, требуется определенный набор материалов и инструментов.
Листогиб своими руками
В отличие от агрегатов заводского изготовления, которые рассчитаны на обработку металла большой толщины, самодельный листогиб используется при изготовлении штучных и мелкосерийных деталей.
Изделия чаще всего гнутся из листового алюминия, меди и тонколистовой стали. Оптимальная толщина листов колеблется в пределах 0,5-0,8 мм. С листом большей толщины работать трудно.
С листом большей толщины работать трудно.
1 — основание, 2 — задняя щечка, 3 — изгибаемый лист, 4 — прижим, 5 — зажимной болт, 6 — обжимной пуансон, 7 — ручка-рычаг, 8 — ось, 9 — швеллер для крепления в тисках
Это объясняется тем, что здесь используется ручной привод, мускульная сила человека.
Чтобы придать изделию повышенную прочность, с помощью станка можно сформировать дополнительное ребро жесткости. И при этом избежать резки полос для этого ребра.
Механизм листогибного станка основан на простом принципе. Заготовка фиксируется на основании прижимной рамой. Заготовка – это лист металла.
Выступающая часть листа, которую требуется загнуть на определенный угол, лежит на поворотной балке. Нужно только повернуть эту балку и металл «загнется».
Поворотная балка поднимается и опускается своими руками. В станках заводского изготовления эта функция выполняется с помощью электродвигателя или гидравлического пресса.
Максимальный угол загиба может составлять 180 градусов.
 Это делается в два приема. За один операционный цикл можно загнуть лист на 120 градусов.
Это делается в два приема. За один операционный цикл можно загнуть лист на 120 градусов.В зависимости от конструкции самодельного станка, прижим заготовки выполняется разными способами. В самом простом механизме применяется стальной уголок.
При изготовлении прижимной рамы потребуется сварочный аппарат для резки деталей по размеру и дрель, для того чтобы просверлить отверстия под установочные болты.
Сделать все операции своими руками не составляет большого труда. При условии, что имеется определенный навык работы с металлом.
Необходимо только должным образом подготовиться к сборке листогибного станка.
Основание для станка
Главным элементом станка для гибки металла является основание. В качестве основы можно взять швеллер, длина которого выбирается по усмотрению мастера.
Для того чтобы обеспечить необходимые условия для работы, этот швеллер крепят на станине. Или приваривают к нему ножки. Важно, чтобы эта конструкция обладала высокой устойчивостью.
Прижимное устройство
При изготовлении прижимного устройства своими руками рекомендуется использовать два уголка — №5 и №3.
Их необходимо соединить между собой с помощью сварки таким образом, чтобы в сечении образовалась жесткая фигура треугольника.
Такая конфигурация обеспечивает жесткость и надежность прижима.
Обжимное устройство
Обжимной пуансон чаще всего изготовляют из уголка №5. Его длина должна быть меньше, чем у прижимного устройства на 10 мм.
Усиливающий рычаг можно сделать из круглого прутка или арматуры. Он имеет форму скобы и приваривается к пуансону.
Это соединение нужно выполнить с высокой прочностью, поскольку нагрузка на него максимальная.
Роликовый нож
В некоторых ситуациях, при работе с рулонным металлом, возникает необходимость отрезать готовые изделия.
Для резки металла после обработки на станок для гибки устанавливается роликовый нож.
Этот узел усложняет конструкцию в целом и потому его применяют редко.
Обслуживание и техника безопасности
Станок для гибки, собранный своими руками, должен обладать следующими характеристиками:
- устойчивость;
- удобство в работе;
- безопасность.
По своей конструкции станок для гибки металла является механизмом повышенной опасности.
При работе на станке необходимо соблюдать соответствующие правила эксплуатации и техники безопасности. Особенно при выполнении резки заготовок.
Перед началом работы необходимо проверить исправность основных узлов.
Доступ посторонних лиц к станку необходимо строго ограничить.
Как гнуть листовой металл в домашних условиях
Изготовление листогибного станка своими руками
Ручные листогибы позволяют хотя бы частично оптимизировать процесс обработки металла. Именно ручными листогибами пользуются кустарные производители металлических деталей для заборов, потолков, фасадов и т.д. качество обработки — выше, чем при ручной гибке, но ниже (в разы) по сравнению с использованием автоматизированного оборудования.
Очень часто мастера, у которых нет ручного листогиба, делают его из подручных деталей. В принципе, такое устройство тоже может работать — но изделия, которые будут изготовлены с его помощью, вряд ли прослужат долго.
Для кустарной сборки листогибного станка понадобятся:
- двутавровая балка 80 мм,
- уголок 80 мм
- крепежные элементы
- петл
- струбцины,
- пара рукояток.
Конструкция закрепляется на устойчивом столе или верстаке — основание должно быть максимально стабильным и неподвижным. Сборка производится с применением сварочного аппарата:
- Основа листогиба — двутавровая балка. К балке двумя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания.
- Под уголок с помощью сварки крепят три дверные петли (они должны быть достаточно массивными). Вторую их петель приваривают непосредственно к уголку.
- Чтобы станок легко поворачивался во время сгибания листового металла, к нему с двух сторон приделывают ручки.
Готовый станок крепят к столу с помощью струбцин. Возможен и несъемный монтаж, но такая фиксация неудобна. Работает приспособление достаточно просто:
- Перед укладкой заготовки уголок откручивают или приподнимают.
- Обрезанный в размер лист металла прижимают и выравнивают по краю.
- Для загиба станок поворачивается за рукояти.
Основной минус такого устройства — гнуть можно только достаточно мягкий металл с минимальной толщиной листа. Даже при гибке листовой оцинкованной стали от 0,5 мм потребуется значительное усилие, а сам гибочный угол может быть недостаточно ровным и чётким.
Технология ручной гибки листового металла. Листогибочный станок – делаем ручной листогиб своими руками
Гибка металла является технологической операцией, без которой практически не может обойтись ни одна работа с металлом. При этом виде обработки получаются надежные и прочные детали, которые отличаются солидным внешним видом и высокой точностью.
Процесс сгибания металла
Волокна металла при сгибании одновременно испытывают растяжение и сжатие. Для того чтобы деформация пластическая не перешла в разрывную, необходимо тщательно находить усилия и радиусы загибов. Например, на металле появятся трещины или он изогнется на внутренней стороне загиба, если радиус загиба выбрать меньше толщины заготовки.
При сгибании металлов плоской формы получается объемное изделие без различных швов и соединений. Наша компания предлагает в Москве изготовление самых непростых изделий, которым необходимо автоматическое сгибание листового железа.
Нынешние листогибочные прессы, которые управляются электроникой, могут обеспечить изготовление сложнейших деталей из листа всяких сплавов, владеющих достаточными пластическими качествами, для осуществления холодной деформации без порчи материла.
Детали, изготовленные методом сгибания металла, обладают:
- высокой степенью надежности;
- долговечностью.
Стоимость гибки металла недорогая. Если стальной пруток имеет диаметр больше 10 миллиметров, заготовки из него гнуть не стоит. Для этой операции лучше брать стальные листы толщиной до 5 миллиметров, полосовую сталь – до 7. Гнуть листовой металл легче при его предварительном подогреве. Если нет такой возможности, то в зоне сгиба на внешнюю поверхность необходимо нанести поперечные риски.
Наша компания предоставляет услуги на выполнение работы по гибки металла. Обработка листового металла на листогибочном прессе давлением дает возможность получать достаточно развитые конструкции, которые отличаются:
- прочностью;
- стабильностью;
- хорошим внешним видом.
Гибка металла в слесарных тисках
Сталь полосовая наиболее удобно гнется в слесарных тисках. Для этого надо заготовку установить так, чтобы та сторона, на которой риска нанесена в месте загиба, была направлена к недвижимой губке тисков. Над губкой риска должна выступать приблизительно на 0,5 миллиметров.
При необходимости загнуть полосу стальную под острым углом, надо использовать оправку, соответствующую нужному углу загиба. Зажимают ее вместе с заготовкой в тисках, полосу располагают к ней высокой стороной, и загибают ударами молотка.
Чтобы произвести скобу из полосовой стали, необходимо воспользоваться бруском-оправкой, толщина которого равна проему скобы. Его вместе с полосой зажимают в тисках, нанося молотком легкие удары, загибают одну сторону скобы. Потом внутрь скобы вложить брусок, зажать в тисках, тоже проделать со второй стороной.
Для крепления металлических стержней и труб всевозможного назначения нередко применяется хомут из полосовой стали. Его изготавливают в тисках. Для этого зажимают в тисках круглую оправку требуемого диаметра, с помощью двух плоскогубцев на ней загибают полоску стали желательной длины и ширины.
Дальше в тисках зажимают отогнутые концы хомута, придавая ему конечную форму. Для того, чтобы не оставлять на хомуте царапин, вмятин, надо молотком бить не по нему, а через медную пластину незначительной толщины.
Полосовая гибка нередко используется при объединении элементов из металла, которые называются гибочными соединениями. Оно может:
- усиливать резьбовое соединение;
- быть стопорной шайбой либо шплинтом в соединении гайка-болт.
Наша компания производит на заказ различные операции по обрабатыванию металла, которые позволяют изготавливать всевозможные объемные детали из листового железа, так нужные в наше время для производства и строительства. Цена на услуги предоставляемые нами вполне доступная.
Для увеличения жесткости металлических конструкций применяют различные конфигурации изогнутого листа а в частности уголок гнутый. Он также используется для строительства вентилированных фасадов и во многих других областях. Угол гнутый получают из холодного листа металла путем гибки на листогибочном оборудовании.
Варианты изготовления гнутого уголка:
Основным условием при получении уголка гнутого является отсутствие изменений свойств металла при обработке. Как первый, так и второй способ оставляют структуру металла на местах сгиба неизменной. При этом лист металла может иметь толщину до 10 мм.
Гибка листового металла на гидравлическом прессе.
Гибка листового металла представляет собой процесс обработки стального листа, в процессе которого им придается необходимая форма.
Стальной лист укладывают на гибочные матрицы нижнего стола. Стальной лист может иметь различную толщину до 10 мм и длину до 6 метров в зависимости от назначения. Под действием поршней цилиндров установленных на верхнем столе пуансоны приближаются к листовому металлу, уложенному на матрицах нижнего стола. После контакта пуансона с листовым металлом сила давления начинает увеличиваться, и пуансон задавливается в металлический лист или в листовой металл, деформируя его вначале в области упругой деформации, а затем в области пластической деформации, что позволяет получить определенный изгиб листового металла. Все те слои металла, что располагаются вдоль оси изгиба, по своим размерам остаются неизменными, поэтому все расчеты проводятся именно с ориентировкой на данные слои металла.
Гибка стального листа в основном применяется для изготовления деталей различных форм методом холодной гибки(пример: гнутый уголок, гнутый швеллер и др.)
Гибка листового металла на вальцах.
Известно много способов гибки заготовок в холодном и горячем состояниях. В основном используется гибка металла в холодном состоянии на гибочных машинах, листогибочных гидравлических прессах и трех- или четырех-валковых листогибочных вальцах.
На листогибочных вальцах выполняют вальцовку листовой стали для образования цилиндрических, конических, сферических и седлообразных поверхностей и кольцевую гибку (вальцовку) .На роликогибочных станках производят вальцовку уголков, швеллеров, труб и двутавровых балок. Во избежание структурных изменений, появления значительного наклепа и полной потери пластических свойств стали, при холодной гибке заготовок, остаточное удлинение не должно выходить за границы предела текучести. При изготовлении гнутых профилей на листогибочных прессах внутренние радиусы закруглений для конструкций из углеродистой стали, воспринимающих статическую нагрузку, должны быть не менее 1,2 толщины листа, а для конструкций, воспринимающих динамическую нагрузку, не менее 2,5 толщины листа. Для листовых деталей из низколегированных сталей минимальные значения внутренних радиусов закругления должны быть на 50 % больше, чем для углеродистой стали.
Листогибочные вальцы имеют три или четыре горизонтальных валка, на которых гнут листовую сталь, максимальная ширина которой 2100-8000 мм при максимальной толщине 20-50 мм. Наибольшее распространение имеют трехвалковые вальцы с пирамидальным расположением вальцов. Два приводных нижних валка вращаются в одном направлении. Верхний валок перемещается по высоте и вращается в результате трения между валками и изгибаемым листом. Один подшипник верхнего валка может откидываться в сторону, для того чтобы можно было извлечь согнутую деталь. Перед гибкой листовых деталей цилиндрической формы подгибают оба торца листа на подкладном листе. Подкладной лист должен иметь ширину, в 2 раза превышающую расстояние между осями нижних валков, а радиус гибки должен быть меньше на 10-17 % радиуса гибки детали с учетом упругой деформации стали. Толщина подкладного листа обычно принимается 25-30 мм, однако она должна быть не менее 2-кратной толщины вальцуемого листа, а мощность вальцов должна быть достаточной для гибки листа в 3 раза больше, чем вальцуемый. После подгибки подкладной лист снимают и приступают к вальцовке, для чего листы пропускают через вальцы несколько раз в обоих направлениях. Степень изгиба листа регулируется подъемом или опусканием верхнего валка.
Оба способа позволяют выполнять гибку листа до 6 метров, металл может быть при этом как черный, так и нержавеющий. Большим преимуществом уголка гнутого можно считать возможность изготовления с самыми различными размерами полок. Уголок может быть симметричным, но возможно производства разнополочного с заданными параметрами.
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.
Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
- радиусная,
- многоугловая,
- одноугловая,
- п-образная.
Отдельный случай — сгибание с растяжением. Данную технологию применяют при изготовлении деталей с большими радиусами гибки, небольшого диаметра. При изготовлении деталей своими руками, процесс сочетают с такими операциями, как резка или пробивка.
Для обработки в домашних условиях хорошо подходят мягкие виды металлов и сплавов, такие как латунь, медь, алюминий. Изготовление изделий методом сгибания выполняется на вальцовочных или роликовых станках, либо вручную.
Последняя процедура довольно трудоемкая. Гибку производят при помощи плоскогубцев и резинового молотка. Если лист небольшой толщины, используют киянку.
Как выполнить гибку под прямым углом
Для сгибания скобы из металлического листа потребуется набор инструментов и приспособлений, состоящий из:
- тисков,
- молотка,
- электропилы,
- бруска,
- оправы.
Длина полоски изготавливается по схеме, с тем расчётом, что на каждый загиб должен приходиться запас по 0,5 мм, плюс еще миллиметр на сгибы с обеих сторон. Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.
После этого будущую скобу разворачивают в тисках, зажимают оправой и бруском, формируют другую сторону. Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Треугольником сверяют правильность угла, подправляя молотком неточности. При выполнении обеих операций, заготовку поджимают бруском и оправой. Готовую скобу подпиливают до нужного размера.
Как изготовить листогибочный станок самому
Для придания металлу нужной конфигурации, жестянщики используют листогиб. Но как поступить мастеру, у которого специального оборудования под рукой нет?
На деле вопрос, как гнуть листовой металл в домашних условиях, решается просто. Достаточно использовать собственную смекалку и элементарные приспособления, чтобы изготовить простенький станок.
Чтобы изготовить сгибатель для металлического профиля, потребуются:
- двутавровая балка 80 мм,
- крепеж (болты),
- петли,
- уголок 80 мм,
- струбцины,
- пара рукояток.
Понадобится также и устойчивый стол, на котором закрепляют готовый станок.
Основу устройства составляет двутавровая балка, к которой двумя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания. Под него методом сварки крепятся три дверные петли. Вторую их часть приваривают непосредственно к уголку.
Чтобы станок легко поворачивался во время сгибания листового металла, к нему с двух сторон приделывают ручки. Струбцинами готовый станок крепят к столу. Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты — плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.
Таким образом изготавливают узкие детали, например кромки из жести.
Совет: резиновый или деревянный молоток используют, чтобы на металле не образовались вмятины. Если сгибание выполняется обычным инструментом, в качестве прокладки нужно взять текстолитовую пластину.
Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
Изготовление трубы без применения станка
Домашние умельцы изобрели массу способов сгибания металлического листа в трубу без применения станка.
Предлагаем рассмотреть простейший вариант с использованием походящей по размерам болванки. Изготавливают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.
Гибка стальных изделий с небольшими габаритными размерами поперечного сечения выполняется, как правило, в холодном состоянии. Процесс заключается в необратимом изменении продольной или поперечной оси деформируемой заготовки.
Виды гибки различаются по следующим параметрам:
Технология гибки профилированным инструментом
Все рассматриваемые далее процессы ведутся с применением специализированного инструмента – штампов . Рабочими деталями любого гибочного штампа являются пуансон и матрица. Пуансон – подвижная часть штампа – закрепляется. Как правило, в верхней его половине, и при перемещении ползуна двигается возвратно-поступательно. Матрица – неподвижная часть штампа – располагается в нижней его половине, которая фиксируется на столе оборудования.
Точность штамповки профилированным инструментом зависит от:
При проектировании рабочего профиля гибочных пуансонов и матриц основным фактором является не технологическое усилие (при всех вариантах гибки оно невелико), а так называемое упругое последействие металла заготовки, называемое пружинением .
В результате пружинения металл всегда стремится вернуться к своей первоначальной форме, а интенсивность этого стремления зависит от предела пластичности. Мягкие металлы (алюминий, медь, сталь с процентом углерода до 0,1% и пр.) распружинивают на 3…8%, а латуни, средне- и высокоуглеродистые стали — на 12…15% .
Учёт пружинения производится по нескольким вариантам:
- Изготовлением пуансонов и матриц с рабочим профилем, который учитывает будущее пружинение (например, если требуется согнуть заготовку на угол 60 0 , при ожидаемом пружинении металла 10 0 , то профиль инструмента выполняют под углом 70 0). Коэффициенты пружинения определяются по таблицам, в зависимости от марки материала и толщины заготовки.
- Изготовления пуансонов с поднутрением , куда затекает деформируемый металл. При этом силы упругого последействия нейтрализуются усилием пластического деформирования заготовки.
- Введением дополнительного калибрующего перехода , когда происходит доштамповка изделия. Способ непроизводителен, поскольку увеличивает трудоёмкость гибки.
- Снижением скорости деформирования и оставления металла под нагрузкой в течение некоторого времени, пока не исчезнут силы инерции в деформируемом сечении. Это возможно только на гидравлических прессах, либо прессах со специальным, кривошипно-коленчатым приводом.
Износ гибочного инструмента неравномерен: интенсивнее изнашиваются пуансоны и матрицы в местах перегиба исходного профиля , в то время, как стойкость периферийных участков намного выше. Тем не менее, инструмент подлежит восстановлению или ремонту (чаще всего изношенные участки наплавляют, а затем шлифуют в размер).
Для гибки пластичных материалов используют пуансоны и матрицы, изготавливаемые из углеродистых инструментальных сталей типа У10 или У12 по ГОСТ 1435 . Заготовки из материалов с повышенным значением временного сопротивления деформируют пуансонами и матрицами из легированных инструментальных сталей типа 9ХС или Х12М по ГОСТ 5950 .
К числу основных видов оборудования для гибки в штампах относят:
- Листогибочные вертикальные прессы с механическим приводом (в отечественном прессостроении эти машины имеют обозначение И13_ _ причём две последние цифры указывают на номинальное усилие).
- Листогибочные прессы горизонтального исполнения (серия И12_ _).
- Универсальные многоползунковые листогибочные автоматы (серия А72_ _).
Технология гибка профилированным инструментом имеет свои ограничения:
- При штамповке на прессах всегда имеется стадия возвратного хода , когда деформирования не происходит, поэтому производительность снижается ;
- На одном комплекте штампов можно изготовить деталь строго определённого типоразмера . Частичным выходом из положения является установка на столе пресса нескольких комплектов разных пуансонов и матриц, для деталей, требующих одинаковое значение рабочего хода ползуна пресса;
- Штампы представляют собой технически сложный инструмент , себестоимость которого довольно высока. Это негативно сказывается на цене конечной продукции;
- При гибке сортовых профилей в местах перепадов поперечного сечения заготовки возможны трещины .
Исходя из этого, гибку непрофилированным инструментом стоит использовать лишь при значительных программах выпуска деталей.
Этот способ гибки основан на использовании ротационного инструмента . При этом деформирование происходит вследствие пропускания заготовки в зазор между непрерывно вращающимися валками . Валки расположены так, что в результате такого прохода изделие приобретает необходимую кривизну.
Качественная гибка сортового проката – швеллера, двутавра, уголка – возможна только таким способом, поскольку при этом на результат никак не повлияют параметры поперечного сечения заготовки.
При обработке тонколистового металлопроката гибка происходит по окружности, а сортового проката – по дуге окружности, которая выставляется изменением расстояния между рабочими валками.
Наибольшее распространение приобрели трёхвалковые листо- и сортогибочные машины . Два валка – нижних – являются опорными, в третий – верхний – нажимным. Классификация валковых гибочных машин может быть выполнена по следующим признакам:
- По расположению валков относительно вертикальной оси оборудования – симметричном и асимметричном. При симметрично расположенных валках нажимной размещается строго посредине, а при асимметричной схеме нажимной валок располагается над одним из опорных валков.
- По ширине валков , что определяет технологические возможности оборудования: чем длиннее валки, тем большей ширины лист можно согнуть на данном установке.
- По наличию дополнительных валков , установленных либо до, либо после основных. Такое оборудование выполняет не только гибку, но и последующую правку изделий.
- По относительному расположению рабочих валков , которое может быть в горизонтальной или вертикальной плоскости. Последнее менее удобно, однако иногда целесообразно, поскольку в результате уменьшаются габаритные размеры оборудования в плане.
Поскольку при ротационной гибке усилие прилагается не в точке контакта, а по дуге, то удельная нагрузка на ролики невелика, что, во-первых, увеличивает их стойкость, а, во-вторых, даёт возможность использовать для их изготовления менее дорогие инструментальные стали.
Валковый инструмент, в отличие от штампового – универсальный, поэтому ротационная гибка эффективна при любых программах выпуска конечной продукции.
Последовательность действия листо- и сортогибочных машин. Гибка обечаек.
Гибка на листогибочном оборудовании с симметричным расположением рабочих валков включает в себя следующие стадии:
- Заправку листа в пространство между валками, при этом передняя кромка заготовки должна лечь на второй опорный валок;
- Опускание верхнего валка до положения, при котором гарантированно обеспечивается нужная кривизна изгибаемого профиля;
- Включение привода , в результате чего лист силами трения захватывается валками проходит сквозь рабочую зону, приобретая необходимую форму;
- Заправку следующей заготовки , с повторением цикла деформирования.
Изделие, прошедшее сквозь рабочую зону, не будет продеформировано на участке переднего и заднего края листа на величину, равную половине расстояния между опорными валками. Подгибку производится выполнять вручную, что неудобно. Поэтому при необходимости гибки профиля по всей длине заготовки следует использовать ротационные машины с асимметричной компоновкой . Задний конец при этом гарантированно подгибается, а для переднего достаточно завести лист с обратной стороны. Таким образом из листового металла получается обечайка (открытый цилиндрический или конический элемент конструкции).
Для возможности гибки листа разной толщины в машинах предусматривается регулировка расстояния между нижними валками . Для этого перемещают подшипники, в которых вращаются оси этих валков. Доступна и замена валка на инструмент с увеличенным диаметром, что потребуется при ротационной гибки более толстых заготовок.
Аналогичным образом действуют и сортогибочные машины. Они также выполняются трёхвалкового исполнения, и состоят из следующих узлов:
- Станины .
- Роликов , рабочий профиль которых соответствует сечению сортового проката.
- Боковых роликов , обеспечивающих прямолинейность движения заготовки.
- Поперечнины, ограничивающей перемещение заготовки в поперечном направлении (для симметричных профилей, например, швеллеров, поперечина переводится в нерабочее положение.
- Механизма заправки профиля в рабочее пространство между валками.
- Электродвигателя .
- Промежуточных зубчатых передач .
- Системы включения привода .
Настройка сортогибочной машины на нужный радиус гиба производится маховичком винтового механизма. Небольшие типоразмеры сортового проката гнут на машинах с горизонтальным расположением рабочих валков. Более универсальными считаются сортогибочные машины с вертикальной компоновкой.
Маркировка ротационных гибочных машин отечественного производства:
- И22_ _ — листогибочные трёхвалковые;
- И42_ _ — листогибочные четырёхвалковые;
- И32_ _ — сортогибочные трёхвалковые;
- И33 — сортогибочные многовалковые.
Гибка металла – это метод изменения формы заготовки. Такое изменение выполняют без какой-либо выборки материала, а именно резания или электросварки.
Требуемый результат получают за счет использования деформирования металла. При гибке сжимают внутренний слой материала и растягивают наружный. Чем-то операция гибки сродни правке, применение которой устраняет дефекты – выпуклости и волнистости.
Разновидности и конструкция гибочных станков
Гибку листового металла производят на специализированном оборудовании – листогибах. По принципу действия, станки для гибки металла, можно условно разделить на несколько видов:
Универсальный. При работе этого станка, лист укладывают в закрепленную матрицу и при содействии пуансона ему придают требуемую форму. Пуансоны выполняют в нескольких исполнения, которые отличаются друг от друга формой и размерами, например, углом. На матрице, как правило, выполняют паз в форме угла.
Универсальные прессы легко перенастраиваются и способны решить множество технологических задач.
Поворотный. Этот станок состоит из траверсы, так называют гибочную балку, гибочной балки и заднего упора. Прижимная балка необходима для фиксации листа металла к станине. Сгибание листа осуществляет гибочная балка. По сути, она и есть главный рабочий элемент этого станка.
Ротационный. В конструкцию такого оборудования может входить несколько валов (валков). Они вращаются вокруг своей оси. Кроме того рабочие валки могут перемещаться в вертикальной плоскости. Лист металла помещают в пространство между валами и перемещая их по вертикали регулируют будущий радиус гибки. После того, как лист пройдет между вращающимися валами он получит требуемую форму.
Станок для гибки металла может работать от мускульной силы человека, гидравлического, пневматического, электрического (электромеханического) или механического привода.
Для работы с металлом небольшой толщины применяют фальцегибочные или фальцепрокатные станки. Их широко применяют при работе с кровельным листом, создании вентиляционных коробов и пр.
Виды гибочных станков
Для получения полной картины работы листогибочного станка необходимо понимать, как оно устроено. В состав этого оборудования входят такие узлы, как стол, на котором размещают заготовки. Заготовка будет перемещаться по его поверхности в заданном направлении. Кроме этого, на столе может быть установлен резак, отсекающий готовые детали от листа исходного материала. В качестве резака может быть использован роликовый нож или сабельная гильотина.
В состав гибочных станков входит угломер. Его применяют при установке угла, под которым должен быть изогнут лист. Кроме этого узла, не последнюю роль играют ограничители, регулирующие предельную высоту получаемого изделия.
Рабочая длина гибки и предельная толщина металла у каждого типа станка строго индивидуальна.
На практике применяют следующие типы гибочных станков.
Ручное оборудование обладает небольшими габаритами, может быть легко перевезено из одного места в другое. Его применяют на единичном производстве. На ручных станках выполняют работы по получению деталей, выполненных из разных материалов, например, алюминия, меди, оцинкованной стали. Работа на таком станке не требует какой-либо специальной подготовки.
Механическое оборудование использует в своей работе энергию маховика, специально для этого раскручиваемый. Станки с электромеханическим приводом работают за счет приводной станции, которые включают в свой состав электрический двигатель, редуктор, ремни или цепи. Гидравлические агрегаты работают от энергии получаемой от гидравлического цилиндра.
Кстати, для бережного гиба листов, особенно тех, на которые нанесено покрытие, применяют листогибы, применяющие сжатый воздух.
Существуют и такие устройства, как электромагнитные. Их довольно часто применяют при изготовлении ящиков и коробов. Рабочим инструментом в таком оборудовании являются мощные электромагниты, под воздействием которых происходит гибка листа.
Отдельный класс гибочного оборудование – носимые (мобильные), как правило, их применяют непосредственно на рабочем месте, например, на стройплощадке.
Преимущества и недостатки гибочных станков
Как и любое оборудование для гибки обладает рядом достоинств. К ним можно отнести – прочность получаемых готовых деталей. Применение станков для гибки позволяет формировать детали без применения сварки и резки. После выполнения операции гибки, в месте ее выполнения снижается вероятность появления коррозионных явлений.
Применение гибочных станков позволяет создавать цельные конструкции, причем в составе такого изделия возможно получение разносторонних гибов и углов.
Но, надо понимать и то, что гибочное оборудование довольно дорого стоит. Операции по изгибу листов обладают высокой трудоемкостью, особенно если эти работы выполняют на оборудовании, предназначенном для ручных работ.
Но перечисленные недостатки с лихвой компенсируются качеством получаемых изделий.
Принцип работы различных листогибочных станков
Технологическое оборудование, применяемое на современном производстве по созданию металлических конструкций, позволяет получать из листового материала готовые детали с разными габаритами и формами.
Ручные листогибы
Эти конструкции имеют ряд особенностей, в частности, у них существуют ограничения на глубину закладки заготовки, максимальной толщины металла, его шириной, точнее длиной гибки. Чем тоньше металл, тем длина гибки больше. Чаще всего, их применяют для гибки тонколистового металла.
Работа ручной установки строится следующим образом:
Верхней балкой лист прижимается к рабочему столу. Необходимый угол гиба получают путем подъема нижней, поворотной балки. Используя это станок необходимо иметь в виду то, что толщина листа, который может быть обработан, не должна превышать 2 мм.
Ручные листогибы обладают небольшой массой, и это позволяет их использовать и в стационарных условиях, и непосредственно на рабочем месте, например, на строительной площадке.
Эти станки используют в качестве источника энергии жидкость. Насос, встроенный в систему, он создает избыточное давление, под действием которого плунжер, передвигает подвижную поперечную балку.
Лист, подлежащий обработке, прижимают к рабочему столу, и движение поперечной балки выполняет, правку и гибку листа.
Листогибы этого класса используют для обработки заготовок по всей длине рабочего стола, кроме того, с их помощью выполняют глубокую вытяжку металла.
Гидравлические цилиндры отличаются точностью позиционирования и высокой эффективностью работы. Их применение позволяет контролировать величину перемещения, скорость и движение частей гидравлической системы.
Станки с гидравлическим приводом применят для производства доборных комплектующих, воздуховодных коробов, деталей кровельного покрытия. С помощью этого оборудования изготавливают рекламные конструкции, выполняют внешнюю и внутреннюю отделку зданий и сооружений.
Использование гидравлического оборудования позволяет обрабатывать листы с большей толщиной, например, до 4 – 8 мм. Разумеется, эта величина зависит от марки обрабатываемого материала.
Конструкция этого оборудования состоит из станины, поворотной балки для загиба листа. Кроме поворотной балки, на станке устанавливают балку собранную из профильных сенментов, которая прижимает лист. Для безопасности оператора на станке этого типа реализовано педальное управление.
Листогибы этого типа позволяют выполнять гибку металла с большой длиной. Их используют для обработки разных материалов, в том числе оцинковку, холоднокатаную сталь толщиной 2,5 мм.
Станки этого типа задействуют на производстве отливов, подоконников, конструкций для вентиляционных систем.
Гибка металла и ее основные способы
Гибка листа
Следует понимать, что операции гиба металла не ограничиваются работой с листовым металлом. При создании металлоконструкций разного назначения возникает потребность в использовании гнутых труб или профиля.
Радиусная гибка листового металла выполняется на вышеописанном оборудовании. При ее исполнении важно подобрать правильный линейный размер заготовки. Проектировщик должен помнить о том, что длина заготовки, должна быть чуть больше, чем длина готовой детали. Это связано со спецификой гибочной операции. Дело в том, что при изменении положения одной части листа относительно другой, внутренние слои металла сжимаются, а наружные вытягиваются. То есть перед тем как выполнять радиусную гибку металла необходимо тщательно просчитать геометрические параметры заготовки.
Для расчета радиуса гиба достаточно использовать табличные данные, которые можно найти практически в любом инженерном справочнике.
Гибка труб
Трубы тоже можно изгибать в соответствии с требованиями рабочей документации. Существует несколько методов – ручной и механизированный. Кстати, в повседневной жизни гнутые трубы можно встретить на ограждениях и перилах, установленных в жилых домах и помещениях другого назначения.
Чаще всего трубы зашибают по радиусу. Этот процесс позволяет формировать частичный или полный изгиб трубы. Причем, он не будет зависеть от формы и размера сечения. Процесс деформирования труб выглядит примерно следующим образом – при изгибании полого профиля на заготовку воздействует несколько сил, одна оказывает влияние на поверхность внутренней стенки, а вторая на внешнюю сторону профиля.
При выполнении изгиба трубы существует опасность того, что при взаимодействии этих сил профиль трубы может деформироваться. В результате этого может произойти потеря соосности. Более того, при несоблюдении ряда технологических правил, труба может быть разорвана. При неравномерном изгибе возможно образование складок в месте сгиба. Причиной тому воздействие тангенциальных сил, возникающих в процессе деформации трубы.
Во избежание подобных явлений применяют холодную и горячую гибку трубы. Первый метод применяют для обработки труб с небольшим диаметром. Но в таком случае необходимо знать минимально допустимый радиус гиба, который проходит по осевой линии. Надо отметить, что применение местного разогрева трубы создает более комфортные условия для выполнения гиба трубы. Металл после нагрева получает пластичность, достаточную для выполнения заданной деформации. Метод горячей гибки применяют на трубах большого диаметра.
Гибка металла на станках с ЧПУ преимущества
Все чаще и чаще использование оборудования, работающего под управлением компьютера, становится нормой, нежели исключение. Такие станки можно увидеть практически на любом производстве, причем, вне зависимости от его масштабов. Использование специализированного ПО, позволяет не только поднять скорость обработки деталей, но и приводит к заметной экономии металла, повышению точности обработки заготовок.
Работа по обработке заготовок на гибочных станках под управлением ЧПУ выглядит следующим образом:
- при помощи носителей информации или через ЛВС в систему управления вводится управляющая программа.
- в ней закодированы необходимые для работы оборудования сигналы, на основании которых будет выполняться обработка заготовки. То есть, исполнительные механизмы, получая соответствующие команды, приводят в движение рабочий орган (пуансон) вдавливающий заготовку в матрицу.
Использование систем управления позволяет добиться определенных преимуществ, перед другими способами обработки металла:
- Качество готового изделия, оно обеспечивается, в том числе и том, что при работе ЧПУ полностью исключается влияние человеческого фактора.
- Размеры и форма получаемого изделия полностью соответствуют требованиям рабочей документации.
Кроме названных параметров нельзя не упомянуть и то, что работа по изготовлению продукцию может выполняться в режиме 7/24 без привлечения дополнительных человеческих ресурсов.
Гибка металла этапы технологического процесса
Процесс гибки металла состоит из нескольких шагов:
- Раскрой листового материала и получение заготовок, которые подлежат обработке на гибочном оборудовании, получают разнообразными способами.. Для раскроя могут быть использованы практически все виды заготовительного оборудования.
- Затем, заготовки передают на производственный участок, где оператор, у которого на руках должна быть вся необходимая рабочая документация выполняет соответствующие операции и в итоге получает готовую деталь.
После ее получения необходимо выполнить контрольно-измерительные операции. Эту работу выполняет или сменный мастер или сотрудник отдела технического контроля. Для выполнения этой операции необходимо использовать поверенный мерительный инструмент – линейку, рулетку, угломер и пр.
При выявлении каких-либо дефектов, необходимо внести изменения или в настройки оборудования или в текст управляющей программы.
Только после прохождения технического контроля деталь может быть допущена к дальнейшему использованию. В противном случае некондиционную продукцию надо отправлять или на переделку, или на утилизацию.
Гибка металла последующая обработка
По сути, гибочные операции носят промежуточных характер при изготовлении определенных узлов, например, элементов металлических лестниц. То есть, после гибки, полученные детали, отправляют на сборочное производство, где их устанавливают на место определенное в рабочей документации на изделие.
Если изделие не будет использоваться в составе других конструкций, то на ее поверхность наносят защитное коррозионно-стойкое покрытие. Это может быть грунтовка типа ГФ 21, или порошковая краска. Все зависит от назначения и условий эксплуатации готового изделия.
Зачем нужен самодельный листогиб
Гибка листового металла своими руками – это вполне осуществимая операции, которая может быть выполнена в домашних условиях. Но, многих домашних мастеров останавливает довольно высокая цена на листогибочные станки. Для нужд мелкосерийного производства или для работ по дому нет необходимости в установке сложных машин с гидравлическим проводом, а вполне хватит ручного станка.
Для того, что бы изготовить станок подобного рода необходимо иметь, как минимум эскизную документацию. Ее всегда можно найти в сети интернет, где ее можно или просто скачать, или купить. Но лучше всего изучить работу действующего ручного станка и полученные знания реализовать в металле.
На самом деле, для сооружения такого станка, потребуется некоторое количество метало проката, листового материала, сварочный аппарат и слесарный инструмент.
Листогиб своими руками
Станок для гибки листового металла состоит из следующих основных компонентов:
- станины;
- прижимной балки;
- поворотной гибочной балки;
- обжимная балка;
- нож (роликовый, сабельный) для отрезки заготовок;
- приемный лоток, который может быть изготовлен из дерева или листового металла.
При изготовлении такого станка мастер должен помнить, что он управляется мускульной силой и поэтом рассчитывать на то, что можно будет обрабатывать металл с толщиной до 2 мм.
Основание для станка
Для изготовления станины потребуется некоторое количество профильного металлопроката. Это может быть швеллер или двутавровая балка.
Станина — основание для станка
При ее сборке необходимо помнить о том, что конструкция должна обладать жесткостью. От этого параметра зависит качество обработки металла.
Прижимное устройство
В качестве прижима, в серийно выпускаемом оборудовании применяют стальные плиты. В самодельном станке можно использовать профильный прокат, например, швеллер No 12.
Роликовый нож
Для отрезания полученной детали, можно использовать несколько видов ножей, например, сабельный, или роликовый. Чаще всего их применяют для работы с тонколистовым материалом. При сборке самодельного листогиба роликовый нож целесообразно приобретать в компании, которая занимается поставками подобного оборудования.
Все дело в том, что для изготовления роликовых ножниц, как впрочем, и других, применяют инструментальные стали. Для получения рабочих органов необходимо использовать термическую обработку, а в домашних условиях это выполнить вряд ли получиться.
Обслуживание и техника безопасности
К работе на листогибах могут быть допущены лица, которые обладают квалификацией слесаря МСР. Перед началом работы персонал должен пройти соответствующее обучение и сдать квалификационные экзамены.
Персонал, который будет работать на листогиба должен пройти первичный инструктаж по безопасности.
Между тем, на станках предназначенных для гибки листового металла, предусмотрены определенные меры безопасности, например, на некоторых моделях, поворотная балка или плита могут быть приведены в движение только после нажатия оператором двух управляющих кнопок. Такое решение позволит избежать травм рук оператора.
На некоторых моделях для запуска механизма необходимо еще и нажимать педаль.
В конструкции механического оборудования, предусмотрено наличие концевых датчиков, ограничивающих ход пуансона или поворотной плиты. Кроме этого, безопасность работ обеспечивают различного вида ограждения, которые ограничивают допуск оператора в рабочую зону.
Они установлены таким образом, что даже отключение одной из них приведет к тому, что станок просто не включится.
Как сделать тормоз для листового металла
Тормоза для металла — это машины, используемые для сгибания листового металла в любую желаемую форму для использования в строительных проектах и других конструкциях. Металлический тормоз довольно доступен, но всегда приятно построить его самостоятельно из нескольких дешевых и доступных материалов и инструментов.
Итак, вот статья «Сделай сам», которая научит вас 20 способам легко сделать металлический тормоз своими руками.
Начнем!
1. Как сделать тормоз для листового металла
Это довольно удивительное видео-руководство.Создатель сделал свой металлический тормоз и в описании был еще несколько дополнительных инструкций, чтобы у вас было много вариантов на выбор, если вам не нравится его метод. Создатель этого руководства сделал свой металлический тормоз с помощью куска дерева, петель и некоторых деревянных инструментов. Этот проект не требует сварки, поэтому выполнять его очень легко и просто.
2. Тормоз для листового металла без сварки
Этот тормоз для листового металла великолепен, не требует сварки и прост в сборке.Его также можно свернуть и хранить в гараже или в любом другом месте, где вы остаетесь работать. Создатель использовал автоматический кернер, вертикальную / горизонтальную ленточную пилу и смазочно-охлаждающую жидкость CRC. Вы можете приобрести это вещество в аксоне по низкой цене. Ссылка есть в описании этого видео.
3. Металлический тормоз своими руками
Это простое видео-руководство, требующее несложного процесса изготовления, но используемые инструменты довольно продвинуты, если они у вас есть, то это плюс для вас, если не стоит наверное попробуй другой гайд.Создатель этого видео-руководства сделал мобильный металлический тормоз. Во-первых, вам понадобятся мобильный верстак, мобильный сварочный стол и выдвижной ящик из литого алюминия.
4. Тормоз для листового металла DIY
Это уникальный тормоз для листового металла, его легко собрать, а процесс изготовления прост с нуля. Чертежи этого проекта доступны по ссылке в описании этого видео. Вы можете использовать их и лучше понять, как работают тормоза и что необходимо установить, чтобы это сделать.
5. Как сделать простой металлический тормоз
Это должен быть один из самых простых способов сделать металлический тормоз. Тормоз уникален, прост в сборке и использовании. Это стоит 55 долларов за всю сборку, но только 25 долларов от начальной суммы идут на материалы, которые вы будете использовать. Вам понадобится древесина, планка из плоского листа, болты с квадратным подголовком, петли, барашковые гайки и многое другое. Выполнить шаги несложно.
Щелкните для получения более подробной информации
6. Как построить небольшой тормоз для листового металла
Здесь, в этом руководстве, создатель использовал холоднокатаные стальные пластины, 2 стальных стержня с желаемыми размерами, стальные трубы, уголки, шайбы, болты и гайки.Этот проект очень легко построить, и это даже не дорого. После 13 подробных шагов вы сможете с легкостью изготовить этот небольшой тормоз для листового металла.
Щелкните для получения более подробной информации
7. Как сделать металлический тормоз
Возможно, вы работаете над проектом, который требует от вас сгибания жести или листового металла вместо того, чтобы платить кому-то, кто сделает это за вас или пойти купить металлический тормоз, кусок дерева, инструмент Dremel, орбитальная шлифовальная машина, торцовочная пила, сварочные комплекты и многое другое.Сделайте дешевый и простой металлический тормоз самостоятельно. Тебе это не понравится?
Щелкните для получения более подробной информации
8. Изготовление тормоза для листового металла без необходимости сварки
Лучше и в то же время сложно построить металлический тормоз с помощью сварки, но если вы не можете сделать это самостоятельно, это Руководство поможет вам со знанием материалов и инструментов, необходимых для замены сварочного аспекта проекта. Это было сделано с помощью простого углового железа и нескольких петель.В этом руководстве также есть видеоурок для большей ясности по этому вопросу, так что не забудьте его проверить.
Щелкните для получения более подробной информации
9. Тормоз для листового металла своими руками
Это простой самодельный тормоз для листового металла, предназначенный для легкого сгибания листового металла. Создатель сделал это из углового железа и довольно длинного и усиленного шарнира того же размера, что и угловой. Это быстрый и простой проект, сварка не требуется, использовались только дрель и несколько других инструментов.
10. Тормоз для листового металла DIY
В этом руководстве нет подробных объяснений для обоих. Раздел видео и описания. Итак, вам нужно будет следить за создателем, поскольку он шаг за шагом делает сборку.
Хотя в описании есть ссылка, которая приведет вас туда, где вы можете получить необходимые вам инструменты и материалы. В описании под видео также есть ссылка, по которой вы узнаете, какие размеры он использовал от начала до конца. Это простой тормоз для листового металла.
11. Гибочный пресс для листового металла «Сделай сам» Менее 30 долларов США
Для тех, кто хочет сделать гибочный пресс для листового металла с ограниченным бюджетом, это видео-руководство должно стать фаворитом. Стоимость всего 30 долларов, и это занимает меньше времени. Создатель использовал дерево и угловое железо.
Деревянная часть обеспечивает устойчивость конструкции, а железная часть предохраняет древесину от раздавливания или разрушения. Оборудование включало в себя несколько кронштейнов, петли, шайбы, гайки и винты.
12.Тормоз для гибки листового металла своими руками Без сварки
Если вы относитесь к тому типу людей, которым нравится делать свои собственные вещи, то вам, вероятно, следует попробовать тормоз для листового металла из этого видео-руководства.
Этот металлический тормоз легко сделать: вам понадобятся стальные пластины, шайбы, барашковые гайки, шурупы для гипсокартона, столярный клей, болты с квадратным подголовком, петли, аэрозольная краска для отделки и еще несколько расходных материалов. Этот металлический тормоз эффективен и очень прочен.
13. Учебное пособие по тормозам из листового металла
Вот еще один замечательный тормоз для листового металла, который легко сделать и недорого.Общая стоимость материалов и инструментов составляет 49 долларов. Это была вторая попытка создателя сделать этот металлический тормоз, поэтому вы можете быть уверены, что он прочный, сверхпрочный и прочный.
Щелкните для получения дополнительной информации
14. Как сделать тормоз для листового металла
Это тормоз для широкого листового металла, для изготовления которого требуется всего 4 материала: угловой элемент, квадратная труба, плоский приклад и шарнир . Это также проект, поддерживаемый сваркой, требуемые инструменты — сварщик, отрезная пила по металлу, ленточная шлифовальная машина и шлифовальный станок.
Щелкните для получения дополнительной информации
15. Самодельный тормоз для листового металла
Это еще один широкий металлический тормоз, для которого требуется угловой утюг, несколько стержней с резьбой, квадратные трубки, гайки и петли. Первый шаг включает вырезание канавки для петель, затем сварку, отрезание уголка и сварку в перевернутом виде, прикрепление стержней с резьбой и завершение остальных шагов до завершения.
Щелкните для получения более подробной информации
16. Сделай сам, модифицированный металлический тормоз
Если вы уже делали или покупали металлический тормоз с C-образными зажимами и тисками, вот руководство, которое научит вас, как модифицировать этот тормоз без используя только вставляемые материалы, такие как ручка, винты ручки, винтовые пружины и многое другое.
Щелкните для получения более подробной информации
17. Как построить металлический тормоз
Изготовление металлического тормоза без соответствующих инструментов может вызвать разочарование, но это видео-руководство поможет вам преодолеть это с помощью нескольких простых инструментов, таких как рулетка, Т-образный угольник, дрель, карандаш, чтобы делать отметки, и все готово. В качестве материалов вам понадобятся петли, дерево и угловое железо.
18. Гибка листового металла своими руками
Вот еще одно видео-руководство с другим уникальным методом изготовления гибочного пресса для листового металла.Создатель использовал уголки, петли и сварочный комплект. Древесина не использовалась, но по-прежнему остается прочным и долговечным листогибочным прессом для металла.
19. Самодельный станок для гибки металла
Это видео-руководство простое для понимания и выполнения. Создатель начал с резки и сварки нескольких квадратных труб, разрезал угловой элемент на более мелкие части и сварил все, чтобы сформировать одну большую конструкцию, прежде чем собрать петли для завершения проекта.
20. Тормоз из листового металла своими руками
Считаете ли вы, что все эти дешевые металлические тормоза в приведенном выше списке не так сильны, как говорят руководства? Вот стандартный металлический тормоз, сделанный создателем, который потратил 217 долларов на его изготовление с нуля.Он использовал угловое железо, квадратные трубы, плоский стержень, пружину, болты, гайки, шайбы и многое другое. Процесс изготовления довольно прост.
Заключение
В конце концов, все зависит от вашего выбора, вашего бюджета и того, что соответствует вашим потребностям. Все металлические тормоза в этом руководстве для самостоятельного изготовления долговечны, и изучите, использовалось ли дерево или нет, это зависит от того, что, по вашему мнению, проще в изготовлении и экономично. Итак, я желаю вам удачи в изготовлении металлических тормозов, до свидания.
DIY Листогибочный станок для гибки листового металла Магнитный гибочный станок для листового металла из Китая Поставщики
Описание продукта
Магнитный тормоз для листового металла JDC 650E, 1000E, 1250E, 2000E, 2500E, 3200E
Этот тормоз для листового металла может сгибать коробки или сковороды практически на любую глубину, поскольку он не зависит от обычной глубины пальца Работает от однофазной сети 220 В мощность и будет работать практически на любом сайте.
Длина 650 мм, 1000 мм, 1250 мм, 2000 мм, 2500 мм, 3200 мм с максимальной нагрузкой на низкоуглеродистую сталь 16 калибра.
Революционная конструкция с открытым концом позволяет создавать закрытые воздуховоды и формы, которые невозможно создать с помощью традиционного коробчатого и лоткового тормоза.
Магнитная сила 6–12 тонн одинакова по всей балке, обеспечивая четкие изгибы даже в середине тормоза.
Управление масштабируемым углом хода позволяет выполнять повторяемые гибки раз за разом.
Вы можете установить зажимную планку из низкоуглеродистой стали с прямыми стержнями (различной ширины, если вам нужно было сделать очень плотные коробки) для прямых изгибов или сегментированных зажимных стержней для коробок и поддонов.
Регулировка зазора между ножами на зажимных планках позволяет работать с листовым металлом разной толщины.
Вы можете удалить удлинитель изгиба нижней створки для получения максимального размера изгиба между изгибами на 0,625 дюйма.
Поставляется с опорами для продуктов и регулируемыми упорами для производственных циклов.
JDC bend распространяется на этот коробчатый тормоз с 1-летней гарантией на детали, а также с технической поддержкой по телефону в течение всего срока службы.
Обычно имеется на складе для быстрой доставки.
Могут существовать ежедневные изменения запасов и сроки выполнения.
Пожалуйста, позвоните / напишите по электронной почте, чтобы подтвердить наличие товара перед размещением заказа.
Простое управление без помощи рук:
Поместите кусок материала между зажимной планкой на необходимую глубину.
Включите мощный магнит в гибочную платформу с помощью кнопки управления.
Ударьте по ножной педали, которая мягко зажимает материал. Эта ножная педаль предохраняет ваши пальцы от доступа к машине и позволяет вам перемещать материал.
Поднимите нижнюю изгибающуюся пластину, чтобы завершить изгиб.
Рекомендуется для:
Цехов ОВК, промышленных художественных цехов и цехов по производству листового металла.
Изготовление закрытых коробок, треугольников, чередующихся изгибов на разных плоскостях и круглых элементов, например приложений для прокрутки.
Гибка различных материалов, включая листы из мягкой стали, нержавеющей стали, алюминия, материалы с покрытием, нагретые пластмассы и многое другое.
ПУНКТ: Магнитная коробка и панельный тормоз
логотип и цвет, который вам нужен.
Это оборудование обычно имеется на складе для быстрой доставки.
Чтобы получить дополнительную информацию об этом уникальном тормозе для листового металла, свяжитесь с Анной из Китая сегодня.
Будем рады услышать от вас.
Большое спасибо и добрые пожелания
Анна Луо — менеджер по продажам
Fuzhou Jin Dong Cheng Electro Mechanical Equipment Co., Ltd
NO 100, Cheng Shan, Cheng Men Town, Cang Shan Dist Fu Zhou China
Электронная почта: [email protected]
Телефон: +86 1595
50Мы в чате: Annaluo888
SKYPE: +86 1595
50WhatsApp: +86 1595
50WhatsApp: +86 1595
50 9000 : // youtu.be / iNfL9YdzniU
Это довольно удивительное видео-руководство.Создатель сделал свой металлический тормоз и в описании был еще несколько дополнительных инструкций, чтобы у вас было много вариантов на выбор, если вам не нравится его метод. Создатель этого руководства сделал свой металлический тормоз с помощью куска дерева, петель и некоторых деревянных инструментов. Этот проект не требует сварки, поэтому выполнять его очень легко и просто.
2. Тормоз для листового металла без сварки
Этот тормоз для листового металла великолепен, не требует сварки и прост в сборке.Его также можно свернуть и хранить в гараже или в любом другом месте, где вы остаетесь работать. Создатель использовал автоматический кернер, вертикальную / горизонтальную ленточную пилу и смазочно-охлаждающую жидкость CRC. Вы можете приобрести это вещество в аксоне по низкой цене. Ссылка есть в описании этого видео.
3. Металлический тормоз своими руками
Это простое видео-руководство, требующее несложного процесса изготовления, но используемые инструменты довольно продвинуты, если они у вас есть, то это плюс для вас, если не стоит наверное попробуй другой гайд.Создатель этого видео-руководства сделал мобильный металлический тормоз. Во-первых, вам понадобятся мобильный верстак, мобильный сварочный стол и выдвижной ящик из литого алюминия.
4. Тормоз для листового металла DIY
Это уникальный тормоз для листового металла, его легко собрать, а процесс изготовления прост с нуля. Чертежи этого проекта доступны по ссылке в описании этого видео. Вы можете использовать их и лучше понять, как работают тормоза и что необходимо установить, чтобы это сделать.
5. Как сделать простой металлический тормоз
Это должен быть один из самых простых способов сделать металлический тормоз. Тормоз уникален, прост в сборке и использовании. Это стоит 55 долларов за всю сборку, но только 25 долларов от начальной суммы идут на материалы, которые вы будете использовать. Вам понадобится древесина, планка из плоского листа, болты с квадратным подголовком, петли, барашковые гайки и многое другое. Выполнить шаги несложно.
Щелкните для получения более подробной информации
6. Как построить небольшой тормоз для листового металла
Здесь, в этом руководстве, создатель использовал холоднокатаные стальные пластины, 2 стальных стержня с желаемыми размерами, стальные трубы, уголки, шайбы, болты и гайки.Этот проект очень легко построить, и это даже не дорого. После 13 подробных шагов вы сможете с легкостью изготовить этот небольшой тормоз для листового металла.
Щелкните для получения более подробной информации
7. Как сделать металлический тормоз
Возможно, вы работаете над проектом, который требует от вас сгибания жести или листового металла вместо того, чтобы платить кому-то, кто сделает это за вас или пойти купить металлический тормоз, кусок дерева, инструмент Dremel, орбитальная шлифовальная машина, торцовочная пила, сварочные комплекты и многое другое.Сделайте дешевый и простой металлический тормоз самостоятельно. Тебе это не понравится?
Щелкните для получения более подробной информации
8. Изготовление тормоза для листового металла без необходимости сварки
Лучше и в то же время сложно построить металлический тормоз с помощью сварки, но если вы не можете сделать это самостоятельно, это Руководство поможет вам со знанием материалов и инструментов, необходимых для замены сварочного аспекта проекта. Это было сделано с помощью простого углового железа и нескольких петель.В этом руководстве также есть видеоурок для большей ясности по этому вопросу, так что не забудьте его проверить.
Щелкните для получения более подробной информации
9. Тормоз для листового металла своими руками
Это простой самодельный тормоз для листового металла, предназначенный для легкого сгибания листового металла. Создатель сделал это из углового железа и довольно длинного и усиленного шарнира того же размера, что и угловой. Это быстрый и простой проект, сварка не требуется, использовались только дрель и несколько других инструментов.
10. Тормоз для листового металла DIY
В этом руководстве нет подробных объяснений для обоих. Раздел видео и описания. Итак, вам нужно будет следить за создателем, поскольку он шаг за шагом делает сборку.
Хотя в описании есть ссылка, которая приведет вас туда, где вы можете получить необходимые вам инструменты и материалы. В описании под видео также есть ссылка, по которой вы узнаете, какие размеры он использовал от начала до конца. Это простой тормоз для листового металла.
11. Гибочный пресс для листового металла «Сделай сам» Менее 30 долларов США
Для тех, кто хочет сделать гибочный пресс для листового металла с ограниченным бюджетом, это видео-руководство должно стать фаворитом. Стоимость всего 30 долларов, и это занимает меньше времени. Создатель использовал дерево и угловое железо.
Деревянная часть обеспечивает устойчивость конструкции, а железная часть предохраняет древесину от раздавливания или разрушения. Оборудование включало в себя несколько кронштейнов, петли, шайбы, гайки и винты.
12.Тормоз для гибки листового металла своими руками Без сварки
Если вы относитесь к тому типу людей, которым нравится делать свои собственные вещи, то вам, вероятно, следует попробовать тормоз для листового металла из этого видео-руководства.
Этот металлический тормоз легко сделать: вам понадобятся стальные пластины, шайбы, барашковые гайки, шурупы для гипсокартона, столярный клей, болты с квадратным подголовком, петли, аэрозольная краска для отделки и еще несколько расходных материалов. Этот металлический тормоз эффективен и очень прочен.
13. Учебное пособие по тормозам из листового металла
Вот еще один замечательный тормоз для листового металла, который легко сделать и недорого.Общая стоимость материалов и инструментов составляет 49 долларов. Это была вторая попытка создателя сделать этот металлический тормоз, поэтому вы можете быть уверены, что он прочный, сверхпрочный и прочный.
Щелкните для получения дополнительной информации
14. Как сделать тормоз для листового металла
Это тормоз для широкого листового металла, для изготовления которого требуется всего 4 материала: угловой элемент, квадратная труба, плоский приклад и шарнир . Это также проект, поддерживаемый сваркой, требуемые инструменты — сварщик, отрезная пила по металлу, ленточная шлифовальная машина и шлифовальный станок.
Щелкните для получения дополнительной информации
15. Самодельный тормоз для листового металла
Это еще один широкий металлический тормоз, для которого требуется угловой утюг, несколько стержней с резьбой, квадратные трубки, гайки и петли. Первый шаг включает вырезание канавки для петель, затем сварку, отрезание уголка и сварку в перевернутом виде, прикрепление стержней с резьбой и завершение остальных шагов до завершения.
Щелкните для получения более подробной информации
16. Сделай сам, модифицированный металлический тормоз
Если вы уже делали или покупали металлический тормоз с C-образными зажимами и тисками, вот руководство, которое научит вас, как модифицировать этот тормоз без используя только вставляемые материалы, такие как ручка, винты ручки, винтовые пружины и многое другое.
Щелкните для получения более подробной информации
17. Как построить металлический тормоз
Изготовление металлического тормоза без соответствующих инструментов может вызвать разочарование, но это видео-руководство поможет вам преодолеть это с помощью нескольких простых инструментов, таких как рулетка, Т-образный угольник, дрель, карандаш, чтобы делать отметки, и все готово. В качестве материалов вам понадобятся петли, дерево и угловое железо.
18. Гибка листового металла своими руками
Вот еще одно видео-руководство с другим уникальным методом изготовления гибочного пресса для листового металла.Создатель использовал уголки, петли и сварочный комплект. Древесина не использовалась, но по-прежнему остается прочным и долговечным листогибочным прессом для металла.
19. Самодельный станок для гибки металла
Это видео-руководство простое для понимания и выполнения. Создатель начал с резки и сварки нескольких квадратных труб, разрезал угловой элемент на более мелкие части и сварил все, чтобы сформировать одну большую конструкцию, прежде чем собрать петли для завершения проекта.
20. Тормоз из листового металла своими руками
Считаете ли вы, что все эти дешевые металлические тормоза в приведенном выше списке не так сильны, как говорят руководства? Вот стандартный металлический тормоз, сделанный создателем, который потратил 217 долларов на его изготовление с нуля.Он использовал угловое железо, квадратные трубы, плоский стержень, пружину, болты, гайки, шайбы и многое другое. Процесс изготовления довольно прост.
Заключение
В конце концов, все зависит от вашего выбора, вашего бюджета и того, что соответствует вашим потребностям. Все металлические тормоза в этом руководстве для самостоятельного изготовления долговечны, и изучите, использовалось ли дерево или нет, это зависит от того, что, по вашему мнению, проще в изготовлении и экономично. Итак, я желаю вам удачи в изготовлении металлических тормозов, до свидания.
DIY Листогибочный станок для гибки листового металла Магнитный гибочный станок для листового металла из Китая Поставщики
Описание продукта
Магнитный тормоз для листового металла JDC 650E, 1000E, 1250E, 2000E, 2500E, 3200E
Этот тормоз для листового металла может сгибать коробки или сковороды практически на любую глубину, поскольку он не зависит от обычной глубины пальца Работает от однофазной сети 220 В мощность и будет работать практически на любом сайте.
Длина 650 мм, 1000 мм, 1250 мм, 2000 мм, 2500 мм, 3200 мм с максимальной нагрузкой на низкоуглеродистую сталь 16 калибра.
Революционная конструкция с открытым концом позволяет создавать закрытые воздуховоды и формы, которые невозможно создать с помощью традиционного коробчатого и лоткового тормоза.
Магнитная сила 6–12 тонн одинакова по всей балке, обеспечивая четкие изгибы даже в середине тормоза.
Управление масштабируемым углом хода позволяет выполнять повторяемые гибки раз за разом.
Вы можете установить зажимную планку из низкоуглеродистой стали с прямыми стержнями (различной ширины, если вам нужно было сделать очень плотные коробки) для прямых изгибов или сегментированных зажимных стержней для коробок и поддонов.
Регулировка зазора между ножами на зажимных планках позволяет работать с листовым металлом разной толщины.
Вы можете удалить удлинитель изгиба нижней створки для получения максимального размера изгиба между изгибами на 0,625 дюйма.
Поставляется с опорами для продуктов и регулируемыми упорами для производственных циклов.
JDC bend распространяется на этот коробчатый тормоз с 1-летней гарантией на детали, а также с технической поддержкой по телефону в течение всего срока службы.
Обычно имеется на складе для быстрой доставки.
Могут существовать ежедневные изменения запасов и сроки выполнения.
Пожалуйста, позвоните / напишите по электронной почте, чтобы подтвердить наличие товара перед размещением заказа.
Простое управление без помощи рук:
Поместите кусок материала между зажимной планкой на необходимую глубину.
Включите мощный магнит в гибочную платформу с помощью кнопки управления.
Ударьте по ножной педали, которая мягко зажимает материал. Эта ножная педаль предохраняет ваши пальцы от доступа к машине и позволяет вам перемещать материал.
Поднимите нижнюю изгибающуюся пластину, чтобы завершить изгиб.
Рекомендуется для:
Цехов ОВК, промышленных художественных цехов и цехов по производству листового металла.
Изготовление закрытых коробок, треугольников, чередующихся изгибов на разных плоскостях и круглых элементов, например приложений для прокрутки.
Гибка различных материалов, включая листы из мягкой стали, нержавеющей стали, алюминия, материалы с покрытием, нагретые пластмассы и многое другое.
ПУНКТ: Магнитная коробка и панельный тормоз
логотип и цвет, который вам нужен.
Это оборудование обычно имеется на складе для быстрой доставки.
Чтобы получить дополнительную информацию об этом уникальном тормозе для листового металла, свяжитесь с Анной из Китая сегодня.
Будем рады услышать от вас.
Большое спасибо и добрые пожелания
Анна Луо — менеджер по продажам
Fuzhou Jin Dong Cheng Electro Mechanical Equipment Co., Ltd
NO 100, Cheng Shan, Cheng Men Town, Cang Shan Dist Fu Zhou China
Электронная почта: jdcbend@gmail.com
jdcbend@foxmail.com
Телефон: +86 1595
50Мы в чате: Annaluo888
SKYPE: +86 1595
50WhatsApp: +86 1595
50WhatsApp: +86 1595
50 9000 : // youtu.be / iNfL9YdzniU
лицо книга: /luo.amy.710
/ jdcbend /
Проект сварки: как сделать сиденье бомбардировщика из стали
Изготовлено на заказ
Сиденья Bomber уже много лет используются в гоночных автомобилях. Этот термин восходит к тем временам, когда в автомобили для соревнований устанавливались излишки сидений для военных самолетов для экономии веса. Сейчас во многих автомобилях традиционного стиля есть тенденция использовать сиденья «бомбардировщика», и в наши дни большинство из них изготавливаются по индивидуальному заказу, поскольку запасы сидений для военных в значительной степени иссякли.Настоящие сиденья бомбардировщиков были сделаны из тонкого высокопрочного алюминия и обычно склепывались вместе. Хотя всем нравится внешний вид заклепок, создание сложной конструкции с заклепками требует чрезмерной точности и времени.
Я хотел сделать сиденье бомбардировщика более простым способом, поэтому я спроектировал сиденье, в котором боковые стороны, дно и спинка были сделаны из цельного куска металла. Я добавил простое усиление по краю, что также придает сиденью более законченный вид.Я сделал сиденье из стали, чтобы стыки можно было легко сваривать точечной сваркой или электрозаклепкой с помощью такого оборудования, как Multimatic® 215.
Первым делом я сделал несколько моделей из бумаги, придумав желаемую форму и пропорции. Как только я закончил дизайн, было просто увеличить размеры и создать полноразмерный макет.
Я сделал приспособление для гибки из обрезков трубок и пластины. Прокладка изгибов может быть сложной задачей, но я разработал простую систему.Вместо того, чтобы пытаться расположить и закрепить кусок трубы на листе металла для выполнения изгибов, я поставил на трубу упор, который фиксирует край листового металла. Это позволяет легко выполнять последовательные изгибы, даже если некоторые из них расположены под углом, например, спинка сиденья. Я расположил упор так, чтобы получился 3-дюймовый плоский фланец, а труба изгибалась с радиусом 2 дюйма. Если вы согнете металл под углом 90 градусов, каждая сторона потянется на 2 ¼ дюйма, поэтому, чтобы получить сиденье шириной 16 дюймов, я начинаю с заготовки шириной 20 ½ дюймов.
Сиденья самолетов часто имеют отверстия для уменьшения веса, и мне очень нравится этот вид.Я решил использовать овальные пуансоны для этого сиденья с шахматным рисунком и расположил отверстия настолько близко, насколько позволяла оснастка. Я использовал J-образную полосу металла, чтобы укрепить края и закрыть необработанный край металла. Я сварил все вместе точечной сваркой, но стыки тоже можно было сварить электрозаклепкой.
легко выполнить с помощью сварочного аппарата MIG или многопроцессорного сварочного аппарата, такого как Multimatic 215. После того, как вы решите, где разместить сварные швы, просверливается или пробивается отверстие в металле одной толщины — обычно я использую 5/16 дюйма — диаметр отверстия для этого.Затем перекрывающиеся панели плотно зажимаются друг с другом, и сварной валик пропускается по краю отверстия с добавлением присадочной проволоки до тех пор, пока отверстие не будет полностью закупорено. При правильном выполнении получается низкопрофильный сварной шов с отличной прочностью и очень малой деформацией. При желании можно отшлифовать сварной шов, сделав его полностью незаметным.
Прокрутите фотографии, и я опишу каждый этап процесса.
Я сделал несколько миниатюрных бумажных макетов, чтобы определить пропорции сиденья.
После завершения проектирования размеры были увеличены и перенесены на стальной лист, включая расположение осветительных отверстий.
Я обрезал заготовку по размеру самолетными ножницами. Вы увидите, насколько важны круглые отверстия, когда мы сделаем изгиб между основанием сиденья и спинкой.
Я использую станок для биговки, чтобы раскатать по металлу ступеньку, чтобы соединение было заподлицо изнутри.
Я делаю пробный изгиб в приспособлении. Ключевой особенностью является упор, который фиксирует край металла (на кончике стрелки). Это гарантирует, что все изгибы будут одинаковыми, и избавляет от необходимости перемещать и повторно зажимать приспособление. В этой системе изгибы располагаются по краям заготовки.
Стороны низа сиденья параллельны, но спинка сужается. Этого легко добиться, сгибая фланцы на каждом сегменте по отдельности.
Изгиб между нижней и задней частью выполняется вручную, но ограничивается областью между круглыми отверстиями для снятия кромки в заготовке.
Штифты используются для совмещения охватываемой и охватывающей частей пуансонов с овальными отверстиями. Здесь я использую кольцевую фрезу, чтобы проделать отверстия для этих направляющих штифтов.
Я использую гидравлический пресс с Н-образной рамой для штампов Jamey Jordan «Oval Punch and Flare».Они пробивают отверстие и расширяют края за одну операцию.
Теперь стыки внахлестку заподлицо свариваются точечной сваркой.
Электрозаклепка — еще один хороший вариант для выполнения подобных соединений. Я использую функцию Auto-Set ™ многопроцессорного сварочного аппарата Multimatic 215, чтобы настроить параметры в зависимости от размера проволоки и толщины металла.
Для выполнения электрозаклепки я пробиваю отверстия диаметром 5/16 дюйма, зажимаю панели вместе, а затем пропускаю валик по периметру отверстия, добавляя присадочный металл до тех пор, пока отверстие не будет заполнено.Электрозаклепка быстрая и прочная, и она не уступает по прочности точечной сварке.
Теперь линия разреза нанесена на боковые стороны сиденья, и они грубо обрезаются аккумуляторными ножницами. Эту грубую обрезку можно также выполнить с помощью плазменной резки.
Окончательная обрезка производится авиационными ножницами.
Я использовал тормоз для листового металла, чтобы согнуть кусок листового металла под острым углом, а затем использовал правильные плашки в заточном станке, чтобы повернуть фланец на 180 градусов.Это будет заглушка для краев сиденья.
Кромка заглушки должна быть изогнутой, и я сделал бумажный узор, которому я буду следовать при формировании формы.
Кромка заглушки изогнута путем обработки длинного фланца стяжкой и подрамником.
После того, как колпачок будет правильно отформован, его нужно повернуть в верхних углах. Я прижал колпачок к своему универсальному приспособлению для гибки и бью колпачком по трубке, чтобы получилось крутить.
С установленным колпачком концы привариваются точечной сваркой.
Здесь я использую выравнивающие плашки на заточном станке, чтобы плотно прижать краевой колпачок к седлу.
Вот готовое сиденье, и я доволен тем, как оно получилось! Изготовление сиденья из цельного куска металла и точечная сварка соединений действительно облегчили конструкцию.Такое сиденье может быть изготовлено за долю времени, которое потребовалось бы для изготовления алюминиевого сиденья бомбардировщика с заклепками.
О Роне Ковелле
Рон Ковелл — талантливый сварщик и слесарь автомобильной промышленности. Ковелл является автором журнала Hot Rod Network, где ведет популярную колонку под названием «Советы профессора Хаммера по металлообработке». Он также владеет Covell Creative Metalworking, предлагает DVD-диски с инструкциями по металлообработке и проводит семинары по всей стране.
Ролик для крепления трубопровода
ролик с отбортовкой труб D. Показать. С этим комплектом запатентованный EARL’S BEADER EZ (ROLLER) BEADER — это свежий подход к старой проблеме. K2 Бисерный валик K2. Хотя это не дешевый инструмент, и, если вы не управляете магазином, это скорее роскошь. KAKA Industrial BF 3/8 ”Ручной формирователь борта, легкий и портативный формовщик борта. Ролик с бортиком K2 рассчитан до.Шаг 6: Начинайте наплавку медленно. Шаг 7: Постепенно затягивайте. Весь валик валика покрыт никелированием методом химического восстановления. 065 С помощью этого ручного валика с ручным креплением в тисках можно изготавливать накладки шлангов в тонкостенных трубках для топливных, радиаторных и впускных трубопроводов. Эти сверхмощные ролики для борта труб работают со всем, от нержавеющей стали до алюминия. Этот простой инструмент наденет на конец трубы профессиональную бусину, чтобы шланги не сдвинулись из-за давления. + $ 11. # 8 · 13 марта 2013 г. Сообщений: 299. Отлично подходит для алюминиевых труб с толщиной стенки до 16 (0.Номер детали: MBT-202-36NV-B-K. 25 мм). 11 мар.2013 · 438 сообщений. 63 доллара. Внутренний валик 10 для диаметра 5/8 «. Эти валики высочайшего качества позволяют катать низкоуглеродистую сталь 20-го калибра или алюминий 16-го калибра, как и бумагу. IMPERIAL 470-FH ТРУБОГИБОР С ТРОЙНОЙ ГОЛОВКОЙ 180 °. штампы и шестерни изготовлены из закаленной стали 4140 производства США. MBR-2BK — Наборы роликов для заглушек. Просто вставьте конец трубы и затяните торцевой шестигранник. Ознакомьтесь с MetalMeet — для энтузиастов металлообработки и профессиональных металлистов или All MetalShaping — При поддержке vBulletin.Производитель: Baileigh. (1 3/4 дюйма) Вы знаете, для шланга Rad, который можно надевать и зажимать. 136 долларов. Мы, вероятно, продали их больше, чем кто-либо. Этот современный комплект формирует идеальные бусинки в трубках диаметром от 1/4 до 1 дюйма (OD). . Купите сейчас. Это лучший инструмент для бисероплетения на рынке сегодня. Мы гарантируем это! Изготавливает идеальные бусины в тюбиках от 1/4 до 1 050 дюймов или 1. 4. (4) Ориентировочная дата отгрузки: сегодня. Baileigh Industrial предлагает широкий выбор инструментов и оборудования для металлообработки. С 1980 года. Вот так выглядит сейчас.Лист Woodward Fab Bead Roller Tube Beading BR6 подходит для трубки WFBR6. 065 дюймов). Вы будете первыми, кто узнает о новом наборе ATS PRO TUBE BEADING KIT. Новый набор ATS Pro Beading Tool Kit представляет собой идеальное воссоздание классического инструмента Parker. Валик для бусин, 36 дюймов, напольная подставка, 16 Сталь калибра, алюминий калибра 14, нержавеющая сталь калибра 22, регулируемый верхний и нижний вал, регулируемая скорость, каждая тонкостенная трубка с внешним диаметром 5 мм. Выставка 065. 16 декабря 2018 г. · Ролик рассчитан на. Минимальный внутренний диаметр 1/2 дюйма — Сталь — Натуральный — Ролик с отбортовкой Woodward Fab — Комплект 20 января 2020 г. · Мне понадобилось наложить буртик на стальную трубку диаметром 1 1/2 дюйма для соединения шланга радиатора.Совершенно новый. 00 доставка. Плашки и шестерни изготовлены из закаленной стали производства США 4140. СДЕЛАНО В США! Это промышленный валик с бортиком, предназначенный для формирования валика на конце круглой трубы. Ролики для труб, ролики для кромок 21 января 2016 г. · Я нашла это устройство для снятия трубки на блошином рынке прошлым летом за 35 долларов. БИСЕРЫ EZ-BEADER TUBING BEADERS. Посетите сейчас! KAKA Industrial RM-08,7-дюймовый роликовый ролик для чугуна с горловиной, Вращающаяся формовочная машина для листового металла 22 калибра, Бусино-роликовая машина с высокой регулируемостью HAVC Tools.Furick K2 Ручной роликовый валик для шлангов. продажи @ mittlerbros. 1 x (набор Ø85 x 46 мм) и 1 x (набор Ø85 x 25 мм) подходят для роликов MBR-610 и MBR-1070. Многие из этих ребят используют двигатели беговых дорожек и контроллеры с регулируемой скоростью для работы своих бортовых роликов. Валик с силовым приводом, Вальцегибочная машина, Большой выбор валиков. Включает в себя 3 роликовые рамки, 6 роликов для бусинок, зажим для трубок без повреждений и набор роликов Pro Bead Roller Set 6 — Сделайте своими руками большую овальную бочку в фокусе из помадки из пробковой глины из полимерной глины.Это кусок 3-дюймовой выхлопной трубы, которую я использовал для проверки работы. 030 ». Bead Form 1 HD Electric. Поставляется с круглым профилем борта и работает сразу после покупки. 2 оценки товара. 065 дюймов или 1. Трубчатый валик для самостоятельной сборки. Трубка минимального диаметра, которая может использоваться с этим валиком Furick K2 Bead Roller — это промышленный ручной валик для валиков с круглыми трубками диаметром до 16 (0,95,6 из 5). stars 211 272 $ Шаг 4: Дебур О. Весь валик для бусин покрыт никелем, нанесенным методом химического восстановления. Дата регистрации: февраль 2005 г.Мы с гордостью предлагаем оборудование Baileigh, такое как трубогибы и вырубные станки, инструменты для профилирования металла и валики для борта. 10 Cooperative Way, Wright City, MO 63390-4000. — Лист BR6 для отбортовки кромок на роликовых трубках Woodward Fab Bead подходит для трубки WFBR6. 065 дюймов / 1. Единственный недостаток — сложность движения по прямой по трубе. Информация о продукте «. Он хорошо работает для того, для чего я его купил. Связанные категории: Роликовые двигатели с бортиком | Трубка из бисера. 065 дюймов или 16 калибра / 1. С этим комплектом инструмент для бисероплетения средних труб диаметром 3/8 дюйма, 1/2 дюйма, 5/8 дюйма.Инструмент для зиговки труб с широким диапазоном, от 1-1 / 4 «до 6», подана заявка на патент, БЕСПЛАТНАЯ ДОСТАВКА В США. . Код: S6335. Запатентованный инструмент для гибки труб широкого диапазона. Шланг длиной 5 м, 3 формы распыления, 3 размера сопел для забора, шкафа, домашнего рисования Калькулятор YouTube Помогите вам оценить ценность канала YouTube за секунды YouTube Видеоаналитика Помогите проанализировать производительность видео и оптимизировать YouTube SEO YouTuber Сравнить Сравните YouTubers в 5 измерениях и получить отчет YouTube Live Sub Count Лучший инструмент для подсчета дополнительных ресурсов в реальном времени, который обновляется каждую секунду. Калькулятор маркетинга влиятельных лиц. Получите результат продвижения до сотрудничества. Сделайте это сегодня в Eastwood, чтобы найти все, что вам нужно для вашего следующего проекта ремонта или восстановления автомобилей своими руками.Казалось бы, Mittler Bros. за 1699 долларов. (2763) 12 долларов. Шаг 1: удерживайте трубку. Шаг 2: Отрежьте до нужной длины. Шаг 3: Дебур I. Итак, я купил одну на ebay за 100 долларов и потратил 30 долларов на квадратную трубку размером 1 1/2 «x1 1/2» x 1/4 «, и вот то, что я придумал. И О. Трубка № & nbsp; Глубина горловины 24 дюйма позволяет вам катиться к центру роликового штампа шириной 4 фута — Труба — Минимальный внутренний диаметр 1/2 дюйма — Сталь — Натуральный — Woodward Fab Bead Roller — Kit Tube Bead Tool, Bead Bead Tool, Beads, Form, Former, End Bead, Forming, Parker Type, Aircraft, Plane, Racecar, Automotive, Car, Roller, Aluminium, Stainless Steel, Graham Tool, Bead 20 января 2020 г. · I возникла необходимость наложить бортик на стальную трубу диаметром 1 1/2 дюйма для соединения шланга радиатора.01 Сделайте свой собственный валик для бисера менее чем за 20 долларов. 00. FrankK90989. Заголовок по умолчанию. Казалось бы, «Формирование мира». CreateAlong. Ролики для кромки борта, ручной трубогиб. Ролик с шариком для труб. Он подходит для труб диаметром 2 дюйма и выше. 75.… валик шланга на всех типах труб. Этот ролик способен катать алюминий, сталь, титан и нержавеющую сталь марки 304 до. Промышленные валики с регулируемым валом и переменной скоростью вращения. Ролик с металлическими бортами. Принадлежности для роликов и бусинок Сделано в США Запатентованный EZ (ROLLER) BEADER EARL — это новый подход к старой проблеме.Формовочные ролики с принудительным приводом и зубчатым приводом разработаны для удобного использования с кривошипной рукояткой (входит в комплект) или храповым механизмом. Это заставляет набор шариков-роликов двигаться наружу в стенку трубы. Разработан для труб с внешним диаметром ⅜ дюйма с максимальной толщиной стенки. Сработало отлично! После нескольких проходов через ролики у меня был «почти» идеальный борт. В течение многих лет существуют специальные профессиональные инструменты для установки бусинок в трубки, такие как ролик Bead Form; но они оплачиваются профессионально. Теперь я хотел бы поместить бусину в кусок нержавеющей трубки.Трубки; Оформление; Ручной валик для борта Treadstone. Инструмент для борта трубы, инструмент для завальцовки труб, форма борта трубы, формирователь борта трубки, форма бортика трубки, бусинка на конце трубки, загиб на конец трубки, формирователь конца трубки, формование конца трубки, трубка Набор для завальцовки труб Parker был ценным приобретением для самолетов и гонщиков. механика. 375 долларов. Больше нет проблем с наддувом. Поколения гоночных механиков использовали для этой работы излишки военного оборудования Parker. 035 ”. Быстрый магазин. Я сделал фитинги из латуни, меди и серебра. Ну, так как я слишком дешев, чтобы выложить более 300 долларов за «хороший» валик, я купил дешевый Harbour Frieght, зная, что он будет гнуться, но я просто хотел украсть оси / плашки у них. комплект.875 дюймов / 22 мм. 6 мм и диаметром до. Baileigh BR-18E-36 Power Bead Roller Machine Наш самый популярный валик для бисера, эта модель с педальным управлением оставляет ваши руки свободными. 202-100 — Mittler Brothers Jamey Jordan 36 дюймов 5 из 5 звезд. Термообработанный нижний вал, сменные шарнирные втулки, шестеренчатый привод прямого действия, ролики стальной формы и 1/4…. (Положите в корзину, чтобы получить дополнительную экономию !!) -. 65 мм). Рабочий конец рассчитан на 3/8 дюйма или 9. К сожалению, производство прекратилось после Второй мировой войны, а излишки комплектов были получены 21 января 2016 г. · Я нашел этот трубогиб на блошином рынке прошлым летом за 35 долларов.Чтобы получить дополнительную мощность и больший контроль над своими творениями, попробуйте электрический валик с бусинами, который поставляется с подставкой и ножным управлением. : Валики: Irvan-Smith, Inc. 99. Соответствует стандартам MILSPEC MS33660D и SAE AS5131. 1-800-467-2464. Набор роликов для бусин и бусинок 3 — 4 мм и 10 мм, глиняная змея и маркировка для украшений из полимера и глины своими руками. К сожалению, производство прекратилось после Второй мировой войны, и излишками стали инструмент Bead Form Tool — The Bead Roller! Это отличный инструмент, если вы сами делаете водопровод для системы охлаждения.-. 75 долларов. Ручной валик для бисера присоединяйтесь к нашему списку рассылки. 6 Внутренний ролик для 3/8 дюйма O. Ваша цена: 299 долларов. Используйте ФИЛЬТР справа, чтобы найти то, что вы ищете, или используйте ПОИСК в правом верхнем углу. Шаг 5: Смажьте I. 11 февраля 2008 г. · 28.01.2008, 06:25. Инструмент для развальцовки ROLO-FLAIR 37 °. METALMASTER. $ 47 / мес. 10 12 30 50 100. 99 Вид. Я считаю, что 30 тысяч бусинок достаточно. Гидравлический трубогиб 302 Серия «One-Shot». Инструмент для бисероплетения средних труб для 3/8 «, 1/2», 5/8 «O. Распылитель краски, Tilswall Электрический пистолет-распылитель мощностью 800 Вт для домашнего рисования Power Painter со съемным баком на 1300 мл Макс. 1100 мл / мин, 2 .Трубка 875 дюймов / 22 мм. Приобрел для листового металла. Ширина 5 мм. Трубки из стали и нержавеющей стали должны иметь толщину стенки не более 18 калибра (0. Я сделал несколько модификаций, чтобы сделать их лучше. 068 дюймов, 1894 долл. США. 0 из 5 звезд. Он может скатываться вниз до. Промышленные борта трубы Машина, вальцегибочная машина Eagle ZM402, вальцегибочная машина Eagle Zh502, ручная вальцегибочная машина Swag Off Road Hulk, Pro-Tools. Продано 42. $ 18. трубка.Оригинал был недоступен в течение многих лет, но наш новый комплект для бисероплетения в стиле Parker еще лучше. После некоторой практики это станет прекрасным дополнением к ящику для инструментов. Довер, Делавэр, США. 286 долларов. Трубка №. Это модель с ручным кривошипом, она поставляется с игольчатыми роликоподшипниками и закаленным сплавом. 18 октября 2016 г. • У меня есть бортовой ролик. Существуют также ролики с трубчатыми бортами для создания линий и цилиндров. 84. Некоторые даже приспособили лебедку HF atv для их работы. Я немного поэкспериментировал с разными вещами и выяснил, как нарезать бисероплетение, от 1 февраля 2008 г. · 01-28-2008, 06:25 утра.Ролик для бусин Vibrant способен формировать бусины высотой примерно 2 мм и 6 дюймов. Я сделал фитинги из латуни, меди и серебра. 21 января 2016 г. · Я нашел этот бусник на блошином рынке прошлым летом за 35 долларов. Гидравлические трубогибы и трубогибы серии 105 (Brute) с роликовыми штампами. Съемная ручка позволяет приспособить квадратное гнездо ¼ дюйма. Если немного потренироваться, это будет хорошим дополнением. Этот инструмент может формировать буртик шланга на стальных, латунных, алюминиевых или медных трубках диаметром 5/8 дюйма и большими с толщиной стенки до.Ему все еще удалось сформировать бусину, но я делал это небольшими шагами и, должно быть, провернул ручку 100 или более раз, чтобы сделать это. 065 «и отожженной нержавеющей стали с толщиной стенки до. Купите здесь наш широкий ассортимент инструментов для обработки металлов и откройте для себя 制造 用 金属 胎 胎 压路机 附件 — beplay 体育 最新 下载 入口 Irvan-Smith, Inc. com. $ 409. Шаг 6: Начинайте медленно. Шаг 7: Постепенно затягивайте инструмент для придания формы бусинкам — валик для бусинок! Это отличный инструмент, если вы сами делаете водопровод для своей системы охлаждения.Круглый рулон из бусин формирует мир. Цена: 47 $ / мес. Я немного поэкспериментировал с разными вещами и выяснил, как зашивать трубки, начиная с 10 апреля 2005 г. · Ролики изначально были созданы для получения симметричного борта 50 тыс., Теперь они создают односторонний борт, который, кажется, легче скользить по шлангам. над. Наши ручные валики для борта бывают малых и больших размеров для установки на верстак, тиски или подставку. KAKA Industrial RM-08,7-дюймовый роликовый ролик для чугуна с горловиной, Вращающаяся формовочная машина для листового металла 22 калибра, Бусино-роликовая машина с высокой регулируемостью HAVC Tools.8 Внутренний ролик для нержавеющей стали толщиной 1/2 дюйма O. 6 мм. Бортные ролики произведены в Америке! Мы знаем, что наши клиенты требуют надежности и долговечности всего оборудования, с которым они работают. Добавить в корзину. 040 дюймов из нержавеющей стали и стали, но трубка, которую я использую. 18 окт. 2016 г. · У меня есть валик для бусинок. Работает с трубками от 1-1 / 4 «до 6». Ролик для бортов формирует бусинки из алюминия и нержавеющей стали. Теперь вы можете катать собственные шарики по индукционной трубке и не допускать выдувания труб, в то время как запатентованный EZ (роликовый) бисер Earl — это новый подход к старой проблеме.Ролик разобрал и смазал втулки, так как сток с завода только смазывается. роликовый ролик для труб
Продам малые формовщики металла
малые формовщики металла на продажу очень редкие формовщики металла Rhoeds 7 дюймов 26 новых и б / у формовщиков дерева на продажу. Формовка и формовка металла — это искусство, и чтобы все выглядело хорошо, нужны очень умелые руки.107 $ / мес. 00 Новый. # 01 Pro Tram Bridgeport Head Квадратная фреза для фрезерно-фрезерного станка с ЧПУ ENDMILL. 115 долларов. босоножки на шлепанцах из серебра с орнаментом от производителя. Думаю, изначально он был построен из литейного комплекта. Цены на eBay также включают доставку сверх продажной цены. Электричество обычное однофазное 110в. 7 В, 3 фазы. Создан для изготовления лицевых рам с бортиком, дверок шкафов и связанных конструкций. 48. BALESTRINI MINI C 2500 ДВУСТОРОННИЙ ШАБЛОН-ПРОФИЛЬНЫЙ СТАНОК — (2) Офсетные формовочные головки мощностью 10 л.с. (7.Распродано. Ремесленные, технические журналы. 49 доставка. 4 / 8. Щелкните здесь, чтобы просмотреть наш текущий инвентарь SHAPERS. 5 из 5 звезд 605 $ 14. Основные характеристики продукта :. 22 ноября 2021 г. · Металлический формирователь Delta-Rockwell (Ammco) 7 дюймов для дома Sh. Call, текст или металлический формирователь Rockford 20 дюймов, производство США. Вес 99. / 220-440 / 3ph / 60cy 7 500 фунтов. Подержанные. Продажа б / у ручных токарных станков по металлу, Monarch, Cincinnati, Hardinge, Axelson, Giddings & Lewis, LeBlond, King и др. 00 Овощерезка деревянная ПРОСТО 10 долларов.52. ПРИМЕЧАНИЕ. Я продал этот станок после того, как купил свой 12-дюймовый Sheldon Shaper. PhoebeHandCrafted. Этот небольшой настольный станок для формовки металла обеспечивает немалую мощность обработки для своего небольшого размера. Ознакомьтесь с нашим широким выбором принадлежностей и инструментов для токарных станков для любого проекта. 036 мотор 10 ч. Детали: формирователь, ammco, металл, дом, машинист, строгальный станок, фреза, работы, должен, проводка. com. Формовщик металла — 550 долларов. 1. 25 ноября 2021 г. · Metal Shaper — 111 долларов (города-побратимы) I ‘ м в поисках формовщика металла AMMCO строился на заводе для небольших автомобильных и механических мастерских.Фрезерный станок для формирования металла Atlas 7B S7-21 Подвеска встречного вала в сборе. 112 канадских долларов. 00 cnc small mini gear shaper machine центробежный металл на продажу 250 мм — 300 ходов Shaper 25 января, 2019 · 24 комментария к «Metal Shaper» есть товары на продажу »Джим К. Мюллер 25 января 2019 года в 7:52. Меня интересует некоторые из ваших знаков, не могли бы вы связаться со мной, пожалуйста. Продажа листового металла и технологического оборудования. Найдите ближайших к вам поставщиков в ведущем мировом каталоге излишков техники и оборудования.25 долларов AJS-450. 7 059 долларов. 6 из 5 звезд. 5 из 5 звезд. Последний металлический формирователь для продажи. Обзоры 4. (1 с каждой стороны) — Максимальная длина возвратно-поступательного движения 98 дюймов (2500 мм). 25 января 2019 г. · 24 комментария к «У ‘Metal Shaper’ есть товары для продажи» Джим К. Мюллер 25 января 2019 г. в 7:52. Меня интересуют некоторые из ваших знаков. Не могли бы вы связаться со мной, пожалуйста. Отливки изнутри с большим рифлением, что обеспечивает идеальную жесткость при максимальных условиях резания. Чтобы придать плоскому металлу округлую и изогнутую форму, нужны навыки и лет практики до совершенства.Производитель: Ritter. com **. (6016) 21 доллар. Нажмите, чтобы увидеть больше информации Сообщите мне, когда этот товар будет в наличии Сообщите мне. национальная розничная и интернет-компания, предлагающая широкий ассортимент высококачественного деревообрабатывающего и металлообрабатывающего оборудования, электроинструментов, ручных инструментов и аксессуаров. S. Предметом для продажи является (1) большая часть работы, связанной с созданием этого станка, — это сверление, нарезание резьбы, развёртывание, распиловка и опиловка запасов. Горизонтальный формирователь Ritter R9H-60. Промышленные токарные станки для обработки металлов и обработки дерева.24 шт. Металлические кольца Обручи Металлические кольца «Ловец снов» Металлические кольца для макраме Стальные кольца для рукоделия Металлические кольца с цветочным рисунком для венков Проекты макраме (серебро, 3/5/7/10/14/16 см) 4. Северный трикотаж для продажи «Shaper» Shaper Image. Нет места (или необходимости) для большого. com 24 июня 2009 г. · Малый формирователь металла FS, 400. Сверлильный станок ROCKWELL DELTA 15 дюймов, модель пола, переменная скорость 3 / 4HP, 300-4700EPMS, однофазный, суперконденсатор. Этот станок идеального размера для средней мастерской и был щедро разработан с учетом этого.Отлично подходит для подвешивания на стене. К сожалению, мы обнаружили необычный трафик из вашей сети. Я подключил его, чтобы убедиться, что он работает, и он работает. DMC7032 Малый настольный фрезерно-сверлильный станок для легких условий эксплуатации. Закалка станины и других ключевых деталей, старение при вибрации, процесс термообработки с закалкой суперзвука делают машину более стабильной и более длительной. 4. Формовщик металла незаменим для определенных операций обработки, где плоские поверхности должны быть изготовлены в очень узких пределах, таких как обработка плоских поверхностей на отливках, нарезание шпоночных пазов, пазов и канавок и уменьшение толщины заготовки до заданного размера.00. 0625 «Толстый. 3» Металлический формирователь. Как построить ПЛАНЫ * Небольшой магазинчик под рукой * Планы для металлического формирователя. (3) Общий рейтинг 3, 134 доллара США. 7910 долларов. Металлический магазин. Щелкните здесь, чтобы просмотреть наш текущий инвентарь PREMA. Формовщик Lewis Shaper был продан как набор необработанных отливок и обработан человеком, который хотел формовщик. 5 из 5 звезд. + 21 канадский доллар. Ричмонд, штат Вирджиния, продается «Shaper» — Craigslist 11 октября 2021 г. · На продажу выставлены детали для Atlas 7 «Metal Shaper, модель 7b, серийный номер 007013. 93 Новинка. Продавая напрямую конечным пользователям, мы предлагаем продукцию самого высокого качества. лучшая цена для профессионалов и любителей.Вы можете отдохнуть и сдвиньте, чтобы проверить. Ваш за 10 долларов. Таким образом, если вам нужно только прорезать отверстия для шпоночных пазов, возможно, создать шестерни или, может быть, просто выполнить общую обработку, этот станок для вас. 048 дюймов) низкоуглеродистой стали и 13 калибра (. Меньший, около 12-16 дюймов. 12 наборов металлических моделей DIY, включая 7 металлических моделей, инструменты для гибки длинных кромок, вкладка для скручивания, инструмент для изгиба цилиндрической формы, конусной формы, 1 зажим для стрижки, 4 металлических пинцета для 3D Сборка пазлов из металла. 00 Все люди, которым исполнилось 70 лет, любят немного из нашего прошлого.Или лучшее предложение. . grandpas_secrets Магазин для большего количества замечательных предметов. На этой странице вы найдете набор инструментов высочайшего качества, доступных для формовки металлов, таких как английские колеса, строгальные молотки, механические молотки, термоусадочные машины / подрамники, ручные инструменты и формовочные станции. Настольный токарный станок Bolton Tools 9 «x 19» — токарные станки по металлу BT0919. — Максимальная высота 7 дюймов (180 мм). 3 из 5 звезд. 00 Центробежный металлорежущий станок для миниатюрных зубчатых колес с ЧПУ на продажу 250 мм — ход 300 Shaper Harbor Freight предлагает лучшие цены на деревообрабатывающие и металлообрабатывающие инструменты, включая фрезерные станки, инструменты для вырезания, и токарные станки.Он подходит для любого рабочего места с небольшим пространством. Должно быть, один из них где-то в задней части магазина пылится. Bolton Tools 14in x 40in Инструментальный станок с зубчатой головкой, металлический токарный станок с двухдюймовым отверстием, трехфазный BT1440G-3-Lathe-W. Эти станки очень востребованы и становятся редкостью JET 351046 Jmd-45ghpf Мельница / сверло с квадратной колонной с редуктором и подачей электроэнергии. 575 долларов США. . (348) $ 3. Пожалуйста, сдвиньте, чтобы проверить помощь, помогите Auto Body Metal Shaping Mallets, Brakes, Tables, Shears, Rollers & More Цена: 550 долларов США.86 100 детских джингловых конусов, лот из 100, серебряные металлические конусы диаметром 1 3/4 дюйма, товары для рукоделия коренных американцев, регалии, пау-Вау, джинглы небольшого размера. Эта веб-страница размещена в качестве справочной информации для тех, кто интересуется Atlas Shapers. Это работает путем вращения детали с высокой скоростью и использования режущих инструментов для удаления материала с объекта. 35 отгрузка. $ 999. 1 | 2. Формовщик шпинделя с подвижным столом SS-3528-S от Baileigh Industrial основан на SS-3528 и отличное дополнение Найдено несколько местных результатов. Ход около 8 дюймов.Вот некоторые из близлежащих районов. 86 Ой Вы перешли на страницу, которая кажется очень популярной. — Максимальная ширина между шпинделями 8 дюймов, а формовочные головки расположены в шахматном порядке для полного закругления торцов. Токарный станок, который считается «матерью всех станков», является одним из самых распространенных станков практически в любом механическом цехе или производственном предприятии. 24 июня, 2009 · Малый металлический формирователь FS, 400. 7-дюймовый металлический формирователь Altas Это сборник информации, которую я собрал о 7-дюймовом металлическом формирователе Atlas. Некоторая информация принадлежит мною, а часть — нет.Ой Вы перешли на страницу, которая кажется очень популярной. В качестве отслеживания Couponxoo онлайн-покупатели могут недавно получить экономию в среднем 58%, используя наши купоны для покупок в Small Metal Shaper For Sale. На нем должны быть оригинальные тиски и трещотка. 222Сталь. для этого аукциона. 170 ход инструментальной головки 6-1 / 2 размер инструмента 1 x 2 усилитель ускоренного хода подача вниз (6) от 0 до. Эта машина имеет ход 3 дюйма и управляется вручную с помощью рычага для тонких операций. Одно или трехфазное нормально.Размер 25 х 13 дюймов и 0. Добавить в избранное. Сейчас он немного занят. Формы из нержавеющей стали толщиной 1/16 дюйма, выберите форму! Матовая нержавеющая сталь, металлические формы, отделка №4, 1/16 дюйма или 0. Хороший размер для домашнего магазина и имеет красивую чугунную основу. Всего 13 x 30. (239) Цена со скидкой 6 долларов. Вес в 1 унцию, вы с уверенностью можете объявить его лучшим маленьким токарным станком по металлу. Самый последний. com Самая низкая цена. 224 доллара. Регистр. 86 $ 14. Модель: R9H. Инструменты для обработки листового металла, которые могут дать вам конкурентное преимущество и прослужить вам весь срок службы! Компания Baileigh Industrial предлагает широкий выбор инструментов для обработки металлов давлением.60. В июне 2009 года я купил Atlas Shaper. Он был полностью готов, за исключением удлинителя заводской рукоятки. PTurnbullandBishop. ТПИН: U3YL2BHWR. 37. 062 ”) мягкий алюминий), выбор тормозов для листового металла или настольных прессов — все автоматические молотки для обработки металла, тормоза, столы, ножницы, ролики и многое другое. Если вам нужно часто перемещать токарный станок, Grizzly G868 — идеальный выбор для вас. У меня есть металлический формирователь, который я только что приобрел и не уверен, что буду использовать его когда-нибудь.Продажа формовочный автомат BY6090 Металлообрабатывающий станок. ходом, управляется вручную, и особенно это касается инструментов для обработки листового металла, которые могут дать вам конкурентное преимущество и прослужить вам весь срок службы! Компания Baileigh Industrial предлагает широкий выбор инструментов для обработки металлов давлением. Просмотров: 782. Если не продам, то сохраню, поэтому продавать не тороплюсь. п. Позвоните Марку (732) 3
6 или по факсу (732)390-0559 NJ Atlas 7B Metal Shaper Milling Machine Винт с поперечной подачей S7-29A 15 3/4 «OAL.Просмотрите ниже и ознакомьтесь с нашим ассортиментом машин для формовки и формовки листового металла, выставленных на продажу. Место №1 для поиска новых и подержанных горизонтальных формирователей на продажу. Это чрезвычайно прочный маленький формирователь, способный выполнять множество задач, для которых фрезерный станок не подходит. Звоните (603)253-4192 после 17:00. Я рекламирую эти запчасти бесплатно для самовывоза SE PA или за дополнительную плату. 010 к. из США. 5 кВт), трехфазные приводы 230/460 В. Посмотреть увеличенное изображение. Сообщите мне, когда этот товар будет в наличии Сообщите мне.За последние 90 дней было обнаружено 13 новых результатов Small Metal Shaper For Sale, что означает, что каждые 7 вычисляется новый результат Small Metal Shaper For Sale. 5 HP 208-230 / 460V 18. 99 из 5 из 299 отзывов 60 пар 10-ярусная металлическая полка для обуви Штабелируемая полка-органайзер для хранения с 2 рядами 170 см высота 3418 — строгальные и формовочные станки (0) 3419 — разные станки (0) 3422 — Прокатные станы и волочильные машины (0) 3424 — Термическая обработка металлов и нетермическая обработка (0) 3426 — Оборудование для обработки металлов (0) 3431 — Оборудование для электродуговой сварки (0) 3432 — Оборудование для электросварки сопротивлением (0) 3433 — Газ Оборудование для сварки, термической резки и металлизации (0) бывшее в употреблении «cincinnati universal Heavy Duty Shader Model 24 Heavy Duty Serial # 12982 удара в минуту (8) 9-119 длина хода 24-3 / 4 размер стола 16 x 24 стол для плунжера 2- Горизонтальное перемещение от 1/2 до 17-1 / 2 30-1 / 2 вертикальное перемещение 13 поперечная подача (11).У этого есть 3 дюйма. Формирователи Льюиса могут быть повсюду. Не ищу изношенного реставрационного проекта, но ожидаю, что придется его отремонтировать. Коллекция небольших смесителей, более 130, бывших в употреблении и новых смесителей, 150 долларов США. Высоко оцененный продавец. У меня есть небольшой винтажный формирователь для продажи (указан на местном CL) в Глостер-Пойнт, штат Вирджиния. Производитель: Rockford; Профилировщик, металлический, 20-дюймовый, гидравлический, «Rockford» (США) Этот гидравлический формирователь металла хранился на складе и использовался квалифицированными специалистами, которые его хорошо обслуживали.Телефон 847-427-3333 или Joe @ perfectionmachinery. Производитель / поставщик малых формовочных машин, китайский производитель малых формовочных машин и список заводов, быстро найдите квалифицированных китайских производителей малых формовочных машин, поставщиков, фабрики, экспортеров и оптовиков на сайте Made-in-China. Обработка металлов давлением Van Sant Enterprises специализируется на производстве высокопроизводительных инструментов и оборудования для обработки металлов. Сен-Клер. 82 доллара. Metal Shapers Price — Выберите высококачественные металлические формообразующие продукты 2021 года по лучшей цене от сертифицированных китайских производителей станков для резки металла, поставщиков минерального металла, оптовых торговцев и фабрик Made-in-China.VEVOR AS-250 Фрезерный станок с крутящим моментом 150 фунтов с осью X. Если вы отметите «включить близлежащие районы», ваш поиск расширится. 00 Металлическое сито для слива продуктов всего за 10 долларов. 5-17. Доступен только 1, и он в тележке 1 человека. Низшая цена. 7. Объявление id: 2308183212508205. Добавить в список желаний. Описание. (Открывается в новом окне) ** ТОВАР ПРОДАЕТСЯ — если вы ищете похожий товар ИЛИ имеете похожий товар на продажу, пожалуйста, свяжитесь с нами. Купить или продать машины и оборудование быстро и легко — MachineSales.Планы оборудования мастерской Acto 6 Hand Metal Shaper. 4970 долларов. 00, Вирджиния. 12 долларов. Деревянный формирователь носков, так как в старые добрые времена большинство носков были из толстой шерсти, их нужно было красить после стирки, чтобы они не сжимались. малые формовщики металла на продажу
Редактировать Заканчивать
Как сделать металлический тормоз для гибки металла
Учебное пособие о том, как сделать простой металлический тормоз для сгибания кронштейнов для полок в домашних условиях.
Когда я начал ремонтировать свой дом, я никогда не мечтал, что буду создавать красивые деревенские проекты, такие как люстра из деревянных балок для дома, сделанная своими руками или эти полки для фермерского дома с металлическими кронштейнами.
Одним из инструментов, сделавших возможным эти проекты, был металлический тормоз, сделанный своими руками. Это позволяет мне брать полосы металла и сгибать их в любую форму.
Если вы работаете над индивидуальным проектом, но не можете найти доступные кронштейны для полок нужного вам размера, почему бы не сделать кронштейны самостоятельно? Может быть, у вас в гараже уже есть металл, но вы не можете его согнуть.
В этом уроке я покажу вам, как сделать простой металлический тормоз, который может решить вашу проблему. Он недорогой, простой в использовании и не занимает много места.
Есть много способов сделать металлический тормоз. Для создания металлического тормоза я использовал два руководства: «Простой тормоз для листового металла: руководство без сварки» и «Как сделать металлический тормоз» от I Like to Make Stuff.
Но поскольку я новичок и у меня нет модных пил для резки металла, я сделал свой металлический тормоз еще проще.Этот металлический тормоз выполняет только прямые разрезы, не режет под углом, и гнет металл только толщиной до дюйма.
Я бы порекомендовал сделать этот металлический тормоз, если вы только начинаете и не планируете гнуть тонны металла, просто несколько кронштейнов для небольших проектов.
Если вы хотите что-то более универсальное и надежное, сделайте свой тормоз, как в двух руководствах, указанных выше.
КАКАЯ СТОИМОСТЬ?
Давайте посмотрим на стоимость создания этого инструмента для гибки металла.
Во-первых, я предполагаю, что вы новичок, и у вас есть только дрель, пила по дереву, два зажима для дерева и нет специальных инструментов, необходимых для работы с металлом.
Ваша общая стоимость составит около 55 долларов; сюда входят все основные необходимые инструменты ( ручная пила ).
Стоимость материалов около 25 долларов.
Итак, примерно за 55 долларов вы можете легко сгибать металл в домашних условиях и иметь инструменты, необходимые для работы с металлом.
Раскрытие информации: этот пост содержит некоторые партнерские ссылки или реферальные ссылки для вашего удобства. Это способ для этого сайта получать комиссионные за рекламу путем рекламы или ссылки на определенные продукты и / или услуги, Нажмите здесь, чтобы прочитать мою политику полного раскрытия информации .
КАК СДЕЛАТЬ ПРОСТОЙ МЕТАЛЛИЧЕСКИЙ ТОРМОЗ
МАТЕРИАЛЫ:
ИНСТРУМЕНТЫ:
ДОПОЛНИТЕЛЬНЫЙ ИНСТРУМЕНТ:
- сверло
- торцовочная пила
- зажимы
- пылесос (для очистки)
- защитные очки
- маска для лица (от пыли)
- защита слуха
Вы можете распечатать список материалов и инструкции ниже.
Прежде чем вы начнете, я рекомендую посмотреть два видео по ссылкам, которые я предоставил выше ( учебные пособия, которые я использовал, чтобы сделать свой тормоз ). Эти видео помогут вам понять следующие шаги.
Кроме того, изображения, которые вы видите ниже, показывают, как я сделал металлический тормоз, но впоследствии я обнаружил способы улучшить металлический тормоз. Я включил эти рекомендации в свое руководство, но не в изображения.
ШАГ 1: РЕЗКА МЕТАЛЛА И ДЕРЕВА
СОВЕТ: Используйте зажимы, чтобы удерживать металл на месте во время резки.
Отрежьте металлический стержень 1-1 / 2 ″ до следующих размеров: 12,5 ″, 12,5 ″ и 11 ″, используя ножовку.
БОКОВОЕ ПРИМЕЧАНИЕ: Вы сделаете только два разреза, чтобы получить три измерения. Изначально я сделал три разреза, но эти новые размеры значительно упростят вам задачу!
СОВЕТ: Отрезав одну деталь, воспользуйтесь напильником, чтобы сгладить металлические края, чтобы они не были острыми.
Затем, снова используя ножовку, отрежьте стальной круглый стержень 3/8 ″ до следующих размеров: 8 ″ и 8 ″.Также подпилите концы, чтобы убрать острые края.
БОКОВОЕ ПРИМЕЧАНИЕ: Ножовка по металлу — это медленный способ резать металл, но он даст вам чистый срез.
Теперь, используя торцовочную пилу, вырежьте доску 2 ″ x4 ″ до следующих размеров: 23,5 ″ и 19,5 ″. Это разные размеры, поэтому вы можете зажать более длинную доску.
БОКОВОЕ ПРИМЕЧАНИЕ: Вы можете заказать доску в строительном магазине.
ШАГ 2: УСТАНОВКА ПЕТЛИ
Поместите две части доски 2 × 4 на плоскую поверхность и скрепите две доски вместе так, чтобы между обоими концами оставалось расстояние 2 дюйма.См., Например, изображение ниже.
Затем возьмите дверные петли и поместите их на доски. Середина петель будет там, где две доски сходятся вместе, а петли будут на расстоянии 1/4 дюйма от края меньшей доски.
После того, как петли отцентрованы, отметьте карандашом отверстия для винтов. Затем просверлите отмеченные участки сверлом 1/8 ″.
Теперь прикрепите петли прилагаемыми винтами.
ШАГ 3: ПРИКРЕПЛЕНИЕ ПЛОСКИХ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ
СОВЕТ: Поместите лом 2 × 4 под доски, чтобы поднять тормоз, чтобы зажимы могли прикрепить металл к тормозу.
Теперь вы собираетесь прикрепить две плоские металлические детали диаметром 12,5 дюймов к доскам.
Они будут размещены между петлями с зазором 1/4 дюйма от обеих петель. (На фото ниже у меня изначально был больший зазор). Металл будет прикреплен к краю каждой доски. Прижмите металл к доскам.
Закрепив металл на месте, возьмите сверло 11/64 ″ и просверлите отверстия на конце каждой металлической детали.
БОКОВОЕ ПРИМЕЧАНИЕ. Можно обойтись двумя винтами на каждую металлическую деталь (по одному с каждой стороны), но лучше четыре (по два с каждой стороны).
СОВЕТ: Используйте пылесос во время сверления, чтобы помочь с очисткой .
Затем прикрепите металл к доскам с помощью шурупов диаметром 1 дюйм.
СОВЕТ: Просверлите одно отверстие, закрепите винтом и переходите к следующему.
ШАГ 4: РАЗМЕЩЕНИЕ ВЕРХНЕЙ ПЛАСТИНЫ
Верхняя пластина — это ваша последняя плоская металлическая деталь ( 11 ″ ), которая будет располагаться поверх одной из ранее установленных металлических деталей.Он будет помещен на металлическую деталь, которая прикреплена к более длинной доске.
Но прежде чем его можно будет разместить, вам нужно просверлить отверстия 5/16 ″ в концах.
Зажмите металл на обрезной доске, затем проделайте два отверстия рядом с каждым концом ( примерно на 1/2 дюйма от концов ), используя сверло по металлу 5/16 дюйма.
СОВЕТ: Используйте промышленный пылесос, чтобы удерживать металлическую стружку.
Когда отверстия будут сделаны, верните деталь обратно в тормоз.Что касается моего металлического тормоза, я буду гнуть металл на 1/8 дюйма, поэтому мне понадобится зазор 1/8 дюйма между уже закрепленными металлическими частями.
Чтобы получить этот зазор, вы можете использовать кусок металла 1/8 дюйма ( см. Изображение ниже, например, ) или вы можете измерить и отметить 1/8 дюйма от внутреннего края (, где доски сходятся ). Помните, что эта металлическая деталь помещается на более длинную доску.
СОВЕТ: Если вы измеряете и маркируете, отметьте не менее трех точек ( концов и середины).
Зажмите металлическую деталь размером 11 дюймов так, чтобы она находилась между винтами на более длинной плате и на расстоянии 1/8 дюйма от края нижнего металла.
После того, как металлическая деталь зажата и не двигается, просверлите отверстие 5/16 ″, используя сверло по металлу 5/16 ″, через уже просверленное отверстие 5/16 ″ через нижнюю металлическую деталь и деревянную доску. Выполните этот шаг и для предыдущего отверстия 5/16 ″.
Когда оба отверстия просверлены, освободите металлический зажим и переверните тормоз так, чтобы деревянное основание было обращено вверх.
Возьмите лопаточную коронку 3/4 ″ и просверлите только что просверленные отверстия 5/16 ″ глубиной примерно 1/2 ″. Это сделано так, чтобы болт с квадратным подголовком был вставлен, и доски могли стоять заподлицо на поверхности.
После этого вставьте болты с квадратным подголовком в отверстия и переверните тормоз.
Затем вставьте металлическую деталь диаметром 11 дюймов в болты, добавьте шайбу и барашковую гайку и затяните на месте. Эта установка предназначена для больших металлических деталей ( листовой металл ).
Вам нужно просверлить еще два отверстия 5/16 ″, которые расположены ближе к середине.Вам нужно от 3 до 3-1 / 2 дюйма между этими новыми отверстиями. Они будут использоваться с меньшими металлическими частями 2 дюйма и меньше.
Поскольку ваши две металлические детали уже затянуты вместе, вам просто нужно снова просверлить два отверстия 5/6 ″, используя сверло 5/16 ″ ( просверливание через две металлические детали и деревянную доску ). Затем используйте лопаточную коронку 3/4 дюйма для под доской.
Теперь у вас будет несколько вариантов того, какой размер металла сгибать, просто перемещая болты с квадратным подголовком.
ШАГ 5: ДОБАВЛЕНИЕ РУЧЕК
8-дюймовые стальные круглые стержни — это ваши ручки для тормоза. В этом дизайне они будут съемными. Все, что вам нужно сделать, это просверлить отверстия диаметром 3/8 дюйма на 2-дюймовой стороне меньшей деревянной доски.
Вам нужны эти ручки примерно на расстоянии от ваших металлических деталей ( не больше ширины плеч ) и примерно на 1-1 / 2 дюйма глубиной. Используйте сверло по дереву 3/8 дюйма, чтобы просверлить два отверстия глубиной 1-1 / 2 дюйма.
Затем вставьте стержни в отверстия.
Ваш металлический тормоз готов!
БОКОВОЕ ПРИМЕЧАНИЕ: Если хотите, можете покрасить!
ЧТО Я БЫЛ СДЕЛАТЬ ПО-ДРУГОМУ
Есть несколько вещей, которые я бы порекомендовал сделать по-другому, если бы я создал новый металлический тормоз. Эти изменения уже есть в пошаговом руководстве выше , но вот краткое изложение:
- Я бы использовал плоский металл 3/16 ″ (я использовал 1/8 ″ в моем тормозе, и верхняя пластина слегка прогнулась после многократного использования).
- Отрежьте плоский пруток 1-1 / 2 ″ два раза вместо трех. Чтобы разрезать ножовкой, нужно время, поэтому меньше разрезов было бы фантастическим!
- Только два винта на металлическую деталь ( Step 3 ).
Вот и все.
Надеюсь, это руководство поможет вам сделать простой металлический тормоз, который можно использовать для сгибания металла в домашних условиях. Всякий раз, когда вам нужно создать что-то функциональное или красивое (или и то, и другое!), Вытащите новый металлический тормоз, прикрепите зажимы к прочному столу и согните металл, придав ему нужную форму!
И если вы готовы приступить к работе, попробуйте сделать эти металлические кронштейны для фермерского дома.
Станок вращающийся 3 в 1 Craftsman
Инструментальный верстак «Ремесленник» 3 в 1
Мастер 3 в 1 поворотный инструментальный стол. Покупайте ежемесячно с подтверждением для заказов на сумму более 50 долларов США. Набор инструментов для механика с 3 ящиками — 216 шт. 5 дюймов в высоту. Зарядное устройство Craftsman NEXTEC QuickBoost появится на прилавках магазинов в мае 2011 года, а вскоре за ним последуют садовый инструмент NEXTEC 3 в 1 на 12 В, струнный триммер, кусторез, пылесос © 1999-2021 MachineWeb, Inc.149CC 21-дюймовая газонокосилка. Миниатюрный вращающийся инструмент на 7 В, комплект принадлежностей из 32 предметов, 3-скоростная и USB-зарядка. Универсальный инструмент для резки, полировки, шлифования, изготовления и изготовления ногтей. com / ca / листинг / 753464325 / diy-3-in-1-workbench-plan-and? ref = shop_home_active_1 & crt = 1Запустить деревообрабатывающий цех может быть нелегко. CRAFTSMAN >> ПОЖИЗНЕННАЯ ГАРАНТИЯ << НАБОР ИНСТРУМЕНТОВ 3 / 8,1 / 4 DRIVE Great Состояние! Поворотный инструментальный стол Craftsman Rotary Tool Bench $ 90 (NE Albuquerque) рис. Скрыть эту публикацию восстановление восстановления 45 дюймов (1) 47-1 / 2 дюйма (1) 60 дюймов (1) 72 дюйма (8) 96 дюймов (2) Общая высота.(56) Напишите обзор. etsy. Рюкзак-пылесос Milwaukee M18 ™ FUEL ™ 3-в-1 обеспечивает непревзойденную беспроводную производительность, портативность и универсальность на рабочей площадке, будь то на месте, на территории или при окончательной уборке. 3 из 5 звезд. Плазменный резак, ЧПУ (4'x8 ') или ручной - Hypertherm 45XP. 0005 ", точность равна 0. Просверливайте точно перпендикулярные и угловые отверстия. Milwaukee 48-22-8440 PACKOUT Ящик для ударопрочной системы хранения инструментов. Рабочая поверхность D. Опора материала ролика для торцовочной пилы ToughBuilt 3-в-1. 8. Перфоратор Makita 26 мм 800 Вт HR2630.£ 49. CRAFTSMAN 706. Трос дроссельной заслонки газонокосилки 158152 582991501 Трос управления зоной двигателя для Husqvarna Poulan Craftsman Weed Eater , Подходит для большинства тросов управления дроссельной заслонкой газонокосилок с 4-тактным движением. Мастер все в одном Ротационный режущий инструмент 75 $ Ящик для инструментов рабочего стола мастера $ 200 Тиски мастера 3-1 / 2 дюйма с наковальней и трубными губками $ 35 137215150 Ремесленник 1 X 30 дюймов. Инструмент 3-в-1: это сверлильный станок, поворотный держатель для инструмента и подставка для инструмента с гибким валом. Сварочный аппарат Lincoln 350 MP - включает в себя алюминиевый двухтактный пистолет и установку TIG для стали.Руководство по эксплуатации ездового газонного трактора с бензиновым двигателем мощностью 5 л.с. Наши 6 футов. Для проектов, требующих мобильности, выберите 41-дюймовый QR-код Ссылка на этот пост. Надевайте рабочие перчатки для защиты рук при установке этой детали. Самоходная установка с двойным спусковым крючком и регулируемой скоростью. 4 из 5 звезд. 125 дюймов (1) 17 1/4 дюйма (2) Узнайте, как построить ULTIMATE верстак, станцию для торцовочной пилы и комплект разгрузочного стола для вашей гаражной мастерской! Этот верстак представляет собой идеальное устройство «все в одном». Строгальный утюг по всей ширине легко снимается для заточки и легко настраивается с помощью регулировочного винта с накатанной головкой.Лезвие 3-В-1. Нажмите «Магазин запчастей» или выберите слева тип продукта, с которым вы работаете, и мы поможем вам найти нужную деталь. Доставка 3+ дня. D. Низкий запас. Сварочный аппарат для сердечников из флюса Hobart MIG. 1000 Series 26. Передний привод приводится в движение 1: Type. Складной рабочий стол Keter, регулируемый рабочий стол из пластмассы с зажимами, черный, пластик. Wide Workbench with Butcher Block - это просторная рабочая поверхность для любых ваших проектов. Или лучшее предложение. 4 ноября 2019 г. · Самодельная рабочая станция для вращающихся инструментов (2) Это вторая статья о моей новой рабочей станции 3-в-1 для вращающихся инструментов типа dremel.Держите инструмент горизонтально под углом до 90 градусов; полировка металлических предметов, песок 17 июля 2019 г. · Скидка отражена в корзине. Запросы на отправку (0) (Нажмите, чтобы закончить) Фильтры Перекрестные тиски WEN 6–1 / 8 дюймов обеспечивают стабильную поддержку. См. Полную информацию. com: Dremel 220-01 Ротационная рабочая станция для инструментов: Идеально подходит для ремесел, хобби, металлообработки и различных работ по дому, превращает любой вращающийся инструмент Dremel в настольный сверлильный станок. Бриггс и Страттон. $ 149 (lax> 21923 SHERMAN WAY, долина Сан-Фернандо) рис. Скрыть эту публикацию восстановить восстановить эту публикацию.Корпус резцового столба — 1. Сверлильный станок DEWALT, 2-скоростной, магнитный, 2 дюйма (DWE1622K) -. 80 фунтов (1) Нижний ящик — 44, Средний органайзер 22, Верхний ящик для инструментов — 22 фунта (1) Вместимость. Используя прецизионный трактор и стопорный комплект Kreg, вы можете отказаться от рулетки и карандаша и при этом каждый раз делать точные разрезы. 49. Компания Sears, базирующаяся в Иллинойсе, производит линейку инструментов Craftsman, включая ленточную шлифовальную машину 3 на 21, надежный электроинструмент, который быстро удаляет материал. Действительно только в Интернете. Перейти в конец галереи изображений.6 В, многофункциональный набор инструментов с 15 аксессуарами, регулируемая скорость 8000 — 25000 об / мин для резьбы, гравировки, шлифования, заточки, чистки, полировки и шлифования 4. 18 мая 2021 г. • X-Tra Hand 2-in-1 — подходящий переносной верстак с большим рабочим покрытием размером 50-1 / 2 на 18-3 / 4 дюйма и различными привлекательными характеристиками. Запчасти для газонокосилок. 137283280 Ремень / дисковый шлифовальный станок для мастеров. Найдите мой магазин. Craftsman 42 «Briggs & Stratton 17. 99; фиксированная цена 17,00 долларов США. Детали рабочего стола Craftsman 706655110 — одобренные производителем детали для правильной подгонки каждый раз! У нас также есть руководства по установке, схемы и руководства, которые помогут вам в процессе! Коллекция.Трансформируемая дека 3-в-1 позволяет производить боковой выброс, мульчирование или скошенную траву. Старинные инструменты и старинные гаечные ключи 1844-1960-х годов в хорошем рабочем состоянии, 59 гонконгских долларов. 2 дюйма по текущей цене 109 долларов. ПРЕДВАРИТЕЛЬНЫЙ НАБОР ROCKWELL h4 РОТАЦИОННЫЙ МОЛОТОК 3 В 1 НАБОР № 140240. 1: Тип. 3-в-1 боковая / мульчирующая / задняя сумка. Скидка 99 $ 20 на эксклюзивную награду Ace Rewards (ограничение 5) Это лезвие 3-в-1 (номер детали 421825) предназначено для газонокосилок. DeWALT DCS391B 20V 6-1 / 2-дюймовая литий-ионная аккумуляторная циркулярная пила — без инструмента. Кроме того, его также можно использовать для сверл, ножей для серпов и мотыг.Независимо от того, режете ли вы металл, дерево, бетон или все вышеперечисленное, наши пилы обеспечивают непревзойденную мощность и качество, на которые вы можете положиться. 11 августа 2021 г. · Наш лучший выбор. полипропиленовые ролики для мобильности или прикрепите 4 регулируемые ножки для использования в качестве стационарного стола или письменного стола. Действует с 01.10.21 12:01 по центральноевропейскому времени до 31.10.21, 23:59 по центральноевропейскому стандартному времени. От 25 дюймов до 3. Продается заводским магазином Inc. Только одна поверхность на вращающемся столе была просверлена для станка. Привод S Metric и набор инструментов для 6-точечного механика SAE 216 шт. 106 Отзывы $ 119.Кузнечные инструменты, такие как щипцы, молотки, пробойники и многое другое. Спасибо, что посмотрели. Здесь вы найдете первую часть. Плавный старт на 20% легче тянуть, экономит спину и плечи. Центральный гибочный пресс делает изгибы до 90 градусов и содержит 4 регулируемых V-образных вращающихся инструмента типа Dremmel из углеродного волокна. Сварочный аппарат MIG Welder за 10 долларов США 200A 3 в ящике для инструментов Craftsman Metal Toolbox за 1 200 долларов США с различными инструментами 50 долларов США Big Power. Журнал Woodcraft. ЭТО ТОЛЬКО ОБМЕН НАЛИЧНЫМИ НАЛИЧНЫМИ !!! 24 августа 2011 г. · Здравствуйте, друзья! Я приобрел вращающуюся скамью Craftsman 3 в 1, снятую с производства, и мне нужно руководство для нее.28911. Я был в состоянии пойти на sears и вытащить один, который они продают за 3. 00: сверлильный станок мастера: фуговальный станок мастера: 100 долларов OBO: металлический ящик для инструментов мастера: 10 долларов: модель фрезерного станка Craftsman 315: 100 долларов. 5 Пиковый пылесос HP для влажной / сухой уборки, сверхмощный промышленный пылесос с насадками. 17 июля 2019 г. · Фирменное наименование: Craftsman. Для профессиональных ландшафтных дизайнеров и домовладельцев у нас есть запчасти для газонокосилок. Металл (1) Общая длина (дюймы) 12. Компактный дизайн. 0. Вращающийся миниатюрный тепловой пистолет WORX MakerX на 20 В (только ToolOnly), доступный для 3 простых платежей.В конструкции этой пилы используются 72-дюймовые полотна размером от 1/8 до 1/2 дюйма для разнообразных сложных и мощных пропилов. 31 канадский доллар. Просмотреть в схемах деталей. Инструментальный верстак Craftsman Rotary Model 706. $ 45. Подходит для нескольких моделей Craftsman. Старинные и старинные гаечные ключи. 85. Ready Start не требует затопления без заливки. После того, как вы заменили ремень, найдите время, чтобы отрегулировать его отслеживание. com DA: 19 PA: 13 MOZ Ранг: 56. Комбинированные машинные ножницы, изгибы и изгибы металлических, деревянных и пластиковых листов Наш Металлист 3-в-1 объединяет три инструмента для производства металлических и пластиковых листов в единую компактную настольную машину. : ножницы, гибочный пресс и скользящий валок.Amazon. 95, но для отправки на Гавайи было 18. Включает в себя все материалы и чертежи, необходимые для изготовления этой модели. Держатель инструмента с гибким валом на рабочей станции Dremel обеспечивает идеальное место для подвешивания вращающегося инструмента Dremel над верстаком при подсоединенном гибком валу. Milwaukee 2463-21RS M12 12V 3/8 «Аккумуляторный ударный гаечный ключ и комбинированный комплект для накачивания. Диапазон измерений 0-0. Зарядное устройство Craftsman NEXTEC QuickBoost появится на полках магазинов в мае 2011 года, а вскоре за ним последует 12-вольтное 3-дюймовое устройство NEXTEC. -1 садовый инструмент, струнный триммер, кусторез, вакуумная подставка для инструментов Craftsman Bench Top за 7 долларов Craftsman 3-в-1 с высоким колесом 21-дюймовая косилка с сумкой Craftsman 6.Разрешение 0. Пороки. Планы доступны здесь 🙂 https: // www. Элемент #. Подвесное кресло с подушкой на 1 человека, цвет черный. Подошва имеет ширину 1-3 / 32 дюйма, а длина плечевой плоскости во всю длину составляет 6 дюймов. : Переключение с помощью ключа для нескольких продуктов, включая строгальный станок, шлифовальный станок и ленточную пилу. Это один из самых полезных аксессуаров для торцовочной пилы, которые вы когда-либо попадете в руки. Craftsman только что объявил о том, что они значительно расширяют линейку аккумуляторных электроинструментов Craftsman NEXTEC 12 вольт в мае 2011 года, так что сейчас хорошее время для ознакомления со всей линейкой.1-1 / 8 дюйма (1) 3-5 / 8 дюйма (1) Мастер все в одном Ротационный режущий инструмент 75 долларов США Ящик для инструментов рабочего стола мастера 3-1 / 2 дюйма Тиски с наковальней и трубными губками 35 долларов США 24 августа 2011 г. · Здравствуйте, друзья! Я приобрел вращающуюся скамью Craftsman 3 в 1, снятую с производства, и мне нужно руководство для нее. 33757. ПОЖАЛУЙСТА, НЕ ЖУРНАЛ. Комментарии (0) Базовый настольный прибор, обеспечивающий высокую точность. DEWALT® разрабатывает и оптимизирует профессиональные решения для рабочих лошадок — инструменты, аксессуары и услуги — для обеспечения уверенности в самых тяжелых условиях на стройплощадке.187 ″ Штук в наборе: 3; Рекомендуется для колод 54 ″, Ariens, Craftsman, Poulan Pro и Husqvarna. Дополнительные характеристики: производство США, отличные характеристики, очень острые гаечные ключи Antique & Vintage. Вы обрабатываете детали. Показаны типы продуктов 1–50 из 71. 12 286 $. Зарежьте каждую модель как жалюзийный пресс, листогибочный пресс или вырубной станок для радиуса и углов. CHICAGO ELECTRIC. 29. Это мощное газонное оборудование пылесосит, мульчирует и собирает листья и другой мусор в мешок для сбора, или выключатель питания можно перевернуть и использовать в качестве воздуходувки для листьев.Это лезвие имеет длину 21-1 / 4 дюйма и продается отдельно. 6 из 5 звезд 517 13 октября 2021 г. · Подставка для ручной дрели, регулируемый универсальный настольный зажим, сверлильный пресс, напольная стойка, инструмент для ремонта верстака для Drilling Co. # 41983 3-в-1, 1-дюймовый перфоратор SDS: 3 # 54878 Сварочный аппарат с флюсовой проволокой, 90 А: 3 # 93762 Ленточная пила для горизонтальной / вертикальной резки металла 4 «x6»: 3 (обзор ленточной пилы по металлу Harbor Freight — отличный обзор, поможет вам начать работу, если вы выберете ленточную пилу) 29 февраля 2008 г. · Высокоскоростной вращающийся инструмент multipro обеспечивает скорость до 35 000–37 000 об / мин (экспортная модель), чтобы упростить проекты. Удобный корпус для облегчения работы и лучшего контроля. Легкая конструкция. упрощает использование в любом положении. Переключатель включения / выключения «щелкни и установи» позволяет более точно выбирать скорость. Конструкция с шарикоподшипником, обеспечивающая плавность хода, обеспечивает плавность хода. Трехкомпонентный односкоростной универсальный вращающийся инструмент Dremel Engraver с питанием от сети.Роторная косилка / мульчер мощностью 5 л.с. с лезвием 21 «50 долл. Columbian 03-1 / 2 M2 Комбинированные тиски для труб с шарнирным основанием: 3-1 / 2 дюйма. Имеет вращающуюся на 360 градусов головку для зажима материала под любым углом с 30-градусным индексированием. Шаги для быстрой настройки. Craftsman VersaStack 1/4, 3/8 и 1/2 дюйма. Рейтинги и обзоры. Легкий возврат. 1. Имеет ящик для инструментов Craftsman за 50 долларов. Fern Creek, Ky) рис. Скрыть эту публикацию восстановить восстановить эту публикацию. 5 ″. 18 дюймов. Craftsman by Product Types.Сделай что нибудь. С момента своего появления в 1953 году в восстановленный набор вращающегося мультиинструмента Mark V Dremel 3000 120 В с регулируемой скоростью вращения был внесен ряд важных улучшений. Комплект пилы для мокрой плитки (аккумулятор и зарядное устройство) — Общее количество: 1. Ручка Smith Perfect, гаечный ключ Abingdon King Dick, гаечный ключ Shelley, гаечный ключ, гаечный ключ Stillson, гаечный ключ Westcott, международный гаечный ключ для харвестеров, гаечный ключ ford, автоматический гаечный ключ, гаечный ключ Bemis & Call , Гаечный ключ Whitman & Barnes, Westcott Keystone Mfg. Лучшая цена! Фиксированная цена $ 12.T, верхняя часть из массива дерева прочная и красивая, а на 52-дюймовом корпусе за 21 доллар достаточно места. Добавить в корзину. Занимайтесь спортом на профессионально выглядящем дворе, не потея над ним. Подробности. это сделано для 3-х настольных инструментов. Модель # CMST24160RB # 41983 Перфоратор SDS 3 в 1, 1 дюйм: 3 # 54878 Сварщик флюсовой проволоки, 90 А: 3 # 93762 Ленточная пила для горизонтальной / вертикальной резки металла размером 4 x 6 дюймов: 3 (обзор ленточной пилы по металлу Harbor Freight — отличный обзор, поможет вам начать работу, если вы выберете ленточную пилу) Делайте покупки с Costco и получите впечатляющую экономию на высококачественных инструментах и оборудовании, включая столярные изделия, рабочие станции, лестницы, сверла, пилы, фонари и многое другое! 01 марта 2011 г. · Рабочая станция Dremel 220-01 — это инструмент 3-в-1; это сверлильный станок, поворотный держатель инструмента и подставка для инструмента с гибким валом.Правильно выровняйте верстак, чтобы предметы не скатились с него и не нанесли травмы. Вы также можете использовать его как переносное руководство, просто удерживая его или зажимая на доске. 63 18 июля 2006 г. · Поворотный стол Craftsman Привет, у меня есть один из поворотных столов Craftsman, и он мне очень нравится.