Роликовый листогиб своими руками » Изобретения и самоделки
Роликовый листогиб — это металлообрабатывающий станок, который позволяет сгибать листовой металл. Этот роликовый гибочный станок с ручным приводом имеет три вала, которые используются для гибки листового металла и других металлических деталей в круглую форму. Он также известен как гибочный станок, роликовый или листогибочный станок.
Ролико-гибочный станок также называют кругло-роликовым станком, который представляет собой универсальное формовочное оборудование для прокатки листового металла в цилиндрическую, конусную, изогнутую и другие формы. Расскажем, как сделать его своими руками.
В соответствии с принципом формирования трехточечной окружности изменение относительного положения и вращательное движение рабочего ролика заставляют металлическую листовую пластину производить непрерывную пластическую деформацию для получения заданной формы заготовки.
Товары для изобретателей Ссылка на магазин.
Этот тип ручных или моторных листогибочных машин широко используется в судостроительной, химической, металлообрабатывающей и машиностроительной промышленности.
Как показано на рисунке, 3-роликовый гибочный станок обычно принимает два нижних ролика в качестве активного ролика и один верхний ролик, который может перемещаться вертикально вверх и вниз.
Используемые части: —
2 номера 1,5 ”L- угол сечения (длина 13,25”)
Электроника для самоделок вкитайском магазине.
Вал с 3 номерами диаметром 38 мм (два нижних ролика имеют длину 16,5 дюймов, а один верхний ролик имеет длину 14 дюймов)
4 номера подшипника 6003 ZZ для нижнего ролика
2 номера подшипника 6002 ZZ для верхнего ролика
2 шт. металлические части 6,25 «* 6,75» для боковой опоры (толщина 10 мм)
2 номера цепных звездочек и цепь
2 болта № 5/8 (длина 5 ”)
2 болта с полукруглой резьбой № 5/16 со стопорными гайками (длина 5 ”)
8 номеров ¼ болты (длина 0,75 ”)
4 болта № 5/16 (длина 0,75 дюйма)
8 номеров 3/16 болтов (длина 0,75 ”)
2 номера металла 4 «* 1,25» (толщина 20 мм)
Некоторые другие металлические предметы
Как сделать:-
Первым шагом является нарезка двух кусочков металла размером 6,25 ”* 6,75” для боковой опоры (толщина 10 мм). После резки металлических частей сделайте прорезь (ширина 32 мм) на обеих металлических частях, как показано на рисунке.
После резки металлических частей сделайте прорезь (ширина 32 мм) на обеих металлических частях, как показано на рисунке.
Просверлите два отверстия 35 мм на обоих металлических деталях для опоры подшипника 6003 ZZ.
Я использовал 3 роликовых вала диаметром 38 мм (два нижних ролика имеют длину 16,5 дюйма, а один верхний ролик имеет длину 14 дюймов). Поворачивая оба конца двух нижних роликов (так же, как отверстие подшипника 6003 ZZ), как показано на рисунке.
Соберите два нижних роликовых вала, металлические части, звездочку и цепь, как показано на рисунке. Положение звездочки цепи фиксируется с помощью болтов.
Тьюринг с обоих концов верхнего ролика для подшипника 6002 ZZ. Сделайте опорные детали подшипника для верхнего ролика, используя металлические детали.
Я использовал 2 болта № 5/8 (длина 5 ”). Поворачивая концы обоих болтов и прикрепляя их к опорным деталям подшипника, используйте болты, как показано на рисунке.
Эти верхние опорные детали роликового подшипника совершают движение вверх и вниз с помощью этих болтов.
Прикрепите 2 узла 1,5 ”L-образного профиля (длина 13,25”) к этой сборке, чтобы сделать базовую часть.
И, наконец, прикрепить ручку с ведущей звездочкой.
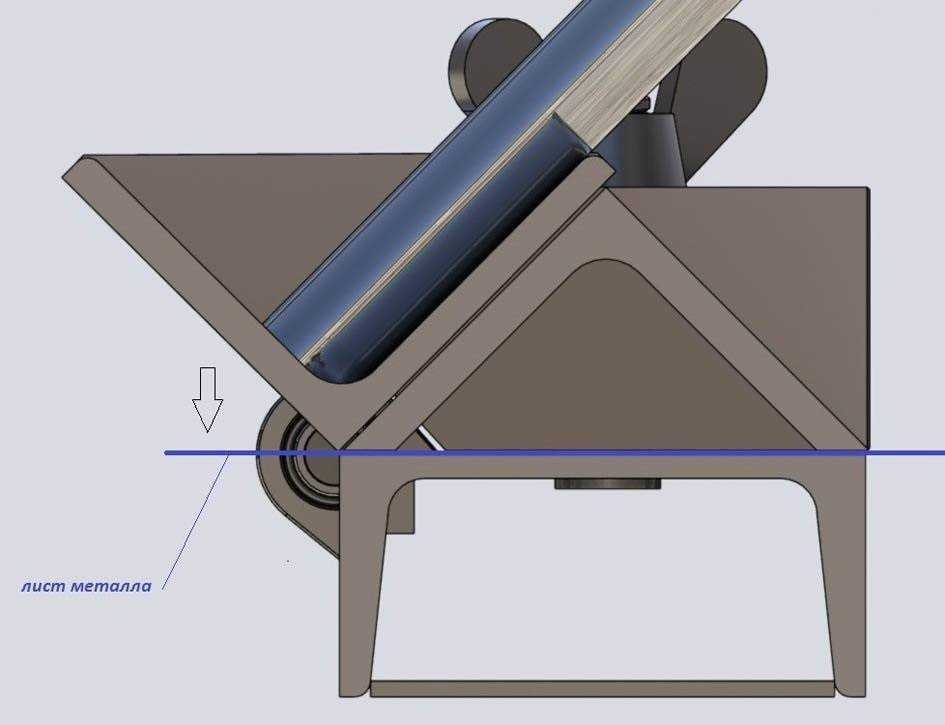
Во время операции один конец металлической пластины подается в три роликовые пластины между верхним и нижним роликами, а затем верхний ролик вызывает смещение вниз на металлической пластине, что заставляет пластину под ней генерировать определенную пластическую деформацию изгиба вследствие сжатия ,
Для лучшего понимания смотрите видео, приведенное ниже.
mistrymaketool.com
своими руками, как сделать, чертежи кромкогиба
Содержание
- 1 Какие бывают гибочники
- 2 Изготовление ручного листогиба
- 3 Особенности роликового станка
- 4 Меры предосторожности при работе
Листовой металл и жесть пользуются большим спросом, ведь из них производят множество изделий: металлочерепица, разнообразные фасонные детали, водоотливы, профнастил, детали для авторемонта и пр.
Такие изделия покупают в готовом виде, но если сделать ручной листогиб своими руками, можно здорово сэкономить.
Какие бывают гибочники
Конечно, можно купить готовый гибочник, например, известный Эдельвейс, но и стоят такие станки немало, а вот при самостоятельном изготовлении не потребуются особые финансовые затраты. Есть несколько видов металлогибочных станков:
- Ручные загибочные станки. Гибка металла происходит за счет приложения физической силы. Несмотря на кажущуюся простоту конструкции, с их помощью можно производить практически все необходимые операции с листовым металлом, в том числе фальцегибочные работы.
- Гидравлические листогибы. Очень похожи на ручные станки, но приложение силы происходит за счет гидравлического привода.
- Роликовые кромкогибочные станки. Отличаются от предыдущих не только конструкцией, но и принципом работы. В них лист не гнется по определенной линии, а плавно закругляется. Такие станки необходимы для изготовления труб и иных подобных изделий.


Ручные и гидравлические станки проще в изготовлении, чем роликовые. Чертежи кромкогиба своими руками легко найти, но не везде расписан сам процесс их производства.
Изготовление ручного листогиба
В интернете можно найти множество чертежей для изготовления листогибочного станка своими руками. Одна из наиболее простых и эффективных конструкций — схема станка из двутавра. Чтобы изготовить ручной листогиб своими руками, понадобятся: три отрезка двутавра с полками не менее 45 мм и толщиной от 3 мм, два винта диаметром около 20 мм, пружина, толстый металл для изготовления укосин (чтобы усилить проблемные места), дверные петли.
Из инструмента потребуются дрель, болгарка и сварочный аппарат. Алгоритм изготовления несложный:
- Складываются два тавра, размечаются и вырезаются выемки для вваривания петель. Чтобы качественно вварить петли, выборки скашивают под 45 градусов.
- Ввариваются части петель к подготовленным кусками двутавра. Проварить необходимо и с лица, и с изнанки.
- Чтобы разместить болт, фиксирующий прижимные планки, вырезаются четыре треугольные укосины и привариваются по паре с каждой из сторон двутавра. К укосинам также приваривается гайка.
- К третьему отрезку двутавра, которым будет прижиматься лист металла, приваривается толстая стальная пластина. В ней нужно просверлить отверстие под болт. При вваривании необходимо точно отцентрировать отверстие и гайку на ответном отрезке тавра.
- Отрезать пружину такой длины, чтобы она могла приподнимать прижимной двутавр на высоту 8−10 мм. Пружина необязательна, но ее использование значительно упростит работу по гибке металла.
- Также для удобства к шляпке прижимного винта желательно приварить ручки. Их можно сделать из ненужного обрезка арматуры.
- К подвижному отрезку двутавра приваривается рычаг-ручка. Рабочая часть листогиба готова к работе, но в таком виде им крайне неудобно пользоваться, поэтому нужно сделать станину.


Эта работа очень простая и не требует дополнительного описания. Станину можно использовать с ненужного или сломанного инструмента, если таковой имеется. В итоге получился мощный самодельный листогиб, чертежи использовались простые, одни из самых распространенных. С его помощью можно легко гнуть даже длинные и толстые листы металла. Кстати, вместо двутавра можно использовать металлический уголок с подобными характеристиками.
Кромкогиб ручной своими руками из уголка изготавливается по тем же чертежам, только уголки основы необходимо сварить между собой попарно.
Чтобы сделать кромкогиб ручной своими руками, чертежи легко можно найти в интернете. Для прижимной части можно использовать неспаренный уголок, но его желательно усилить укосинами дли придания необходимой жесткости.
Особенности роликового станка
Роликовые листогибы менее распространены, но если требуется придать листу радиальный изгиб или изготовить трубу, альтернативы нет. В интернете можно найти чертежи листогибочного станка своими руками, рассмотрим наиболее простую и эффективную конструкцию. Валки для листогиба проще всего приобрести готовые или заказать у токаря, их потребуется 3 шт.
В интернете можно найти чертежи листогибочного станка своими руками, рассмотрим наиболее простую и эффективную конструкцию. Валки для листогиба проще всего приобрести готовые или заказать у токаря, их потребуется 3 шт.
Для этого типа листогиба особенно важна мощная станина. Опять-таки можно изготовить самостоятельно или взять готовую. Два нижних ролика закрепляют стационарно, а верхний может двигаться, он должен располагаться над ними. При помощи нажима на верхний валок регулируется радиус закругления изготавливаемой детали. Для изготовления труб нужно предусмотреть возможность снятия верхнего валка.
Самое сложное — изготовление привода, чтобы синхронно вращались все три валка. Можно применить звездочки и велосипедную цепь.
Меры предосторожности при работе
При использовании листогибочных станков необходимо неукоснительно соблюдать правила техники безопасности:
- Оглядеть состояние робы и обуви. Не должно быть свисающих частей, незастёгнутых молний или пуговиц.
- Проверить рабочие органы листогиба на наличие неисправностей. В случае обнаружения не приступать к работе до их устранения.
- Рабочее место должно быть достаточно освещено естественным или искусственным светом.
- На расстоянии метра от станка не должно быть лишних инструментов и материалов.
- Нельзя гнуть листы больше толще, чем предусмотрено конструкцией и характеристиками станка.
 Не должно быть свисающих частей, незастёгнутых молний или пуговиц.
Не должно быть свисающих частей, незастёгнутых молний или пуговиц.Таким образом, своими руками можно легко сделать листогиб.
Ролик для валика из листового металла Руководство Планы Ролик для гибки своими руками
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.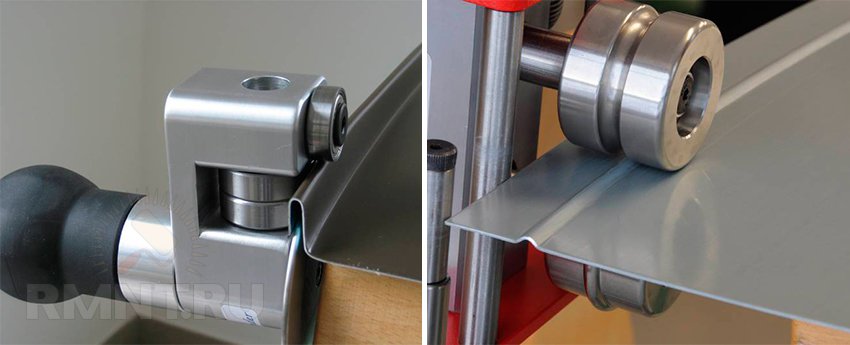
Нажмите, чтобы увеличить
Цена: €11,65
Загрузка
Мало на складе
Включен НДС
851 продаж |
3,5 из 5 звезд Исследуйте другие похожие поисковые запросы
- изгиб
Внесен в список 26 февраля 2023 г.
31 избранное
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении авторских прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
не ручной работы
не винтаж (20+ лет)
не ремесленные принадлежности
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила. Расскажите нам больше о том, как этот элемент нарушает наши правила.
Все категории
Товары для рукоделия и инструменты
Что такое гибка труб — Руководство для начинающих
Последнее обновление: 09 августа 2022 г., Джо Гамбино 15 минут потрачены не зря
Когда дело доходит до гибки труб, у новичков в профессии часто возникает множество вопросов. Например, они часто задают такие вопросы, как «что такое гибка труб?» или спрашивают о различных доступных методах гибки труб.
Цель этого руководства для начинающих по гибке труб — научить вас всему процессу. Вы узнаете об основах гибки труб, а также о различных методах гибки труб.
Как только вы дочитаете эту статью до конца, вы станете настоящим профессионалом в области гибки труб. Поэтому, без лишних слов, давайте сразу углубимся в это:
Что такое гибка труб?
Гибка труб — это процесс металлообработки, при котором трубы и трубы изгибаются в различные формы для различных целей изготовления металла. Трубы, полученные в результате процесса гибки труб, не ограничиваются каким-либо конкретным металлом, этот процесс работает с различными материалами, включая большинство металлов и сплавов.
Трубы, полученные в результате процесса гибки труб, не ограничиваются каким-либо конкретным металлом, этот процесс работает с различными материалами, включая большинство металлов и сплавов.
Не существует фиксированного способа сгибания трубы, для этого существует множество различных способов. Каждый метод имеет свои преимущества, недостатки и цену.
Какова цель гибки труб?
Трубы имеют более высокую структурную целостность по сравнению с другими металлическими профилями. Однако прямые трубы непригодны для многих целей, и их часто необходимо формовать и изгибать под разными углами.
Таким образом, гибка трубы используется для изменения формы трубы целиком, без разрезания самой трубы. Использование таких процессов, как резка и сварка трубы, может ослабить целостность полученной конструкции по сравнению с использованием методов гибки трубы.
Общие материалы, используемые для гибки труб
Трубы могут быть изготовлены почти из любого металла и металлического сплава. Однако некоторые материалы используются больше, чем другие. Вот некоторые из распространенных материалов, используемых для гибки труб:
Однако некоторые материалы используются больше, чем другие. Вот некоторые из распространенных материалов, используемых для гибки труб:
Алюминий:
Алюминий является не только самым распространенным металлом на земле, но и одним из самых распространенных материалов для металлических труб. Поэтому гибка труб часто применяется к алюминиевым трубам.
Нержавеющая сталь:
Нержавеющая сталь создается с использованием железа и хрома, что придает ей прочность железа и устойчивость к истиранию. Он также гибок и пригоден для процессов гибки.
Мягкая сталь:
Мягкая сталь — это не совсем металл, а сплав. Он создается путем смешивания углерода с железом, что приводит к получению прочного, но поддающегося обработке материала для металлических труб.
Титан:
Титан — один из лучших материалов для труб, поскольку он легкий и обладает высокой прочностью на растяжение. Он также обладает коррозионно-стойкими характеристиками для изготовления труб, которые прослужат долго.
Латунь:
Латунные трубки часто используются в скобяных изделиях из-за их способности полироваться, а также высокой коррозионной стойкости и большой прочности.
Какие существуют методы гибки труб?
Методы гибки труб в основном подразделяются на два типа: гибка труб в горячем состоянии и гибка в холодном состоянии. Вот объяснение этих типов и различных подтипов:
Горячая гибка труб
Как следует из названия, горячая гибка труб включает нагрев трубы до высокой температуры, что упрощает процесс гибки. Металлы при высоких температурах становятся более мягкими и гибкими, поэтому не ломаются и могут гнуться с меньшим усилием.
Основным недостатком этого метода является то, что металлы расширяются при нагревании, поэтому окончательные размеры изгиба и угол изгиба при охлаждении могут отличаться от требуемых.
Холодная гибка труб
Метод холодной гибки труб не требует нагрева металлической трубы до высокой температуры, гибка осуществляется при комнатной температуре трубы.
Помимо этой классификации процессов гибки труб на основе температуры, различные типы гибки труб также могут быть определены на основе используемой технологии. Вот краткий обзор этих различных типов:
- Гибка прессом: Гибка прессом является одним из самых простых процессов гибки. При гибке прессом две матрицы, наклоненные под требуемым углом изгиба, прижимаются к прямой трубе для создания изгиба. Хотя гибка прессом дешева, она не подходит для толстых труб.
- Гибка с вращательной вытяжкой: Гибка с вращательной вытяжкой является одним из лучших и наиболее часто используемых процессов гибки. В этом методе труба зажимается по внешнему диаметру и поворачивается вокруг штампа, называемого гибочным штампом. Существует множество различных вариантов процесса гибки с вращающимся вытягиванием.
- Изгибание сжатием: Изгибание сжатием — это метод гибки старой школы. В этом методе труба зажимается с обоих концов, а давление прикладывается в точке, где требуется изгиб.
- Роликовая гибка: При роликовой гибке ряд роликов проталкивает трубу через рулон, который наматывается под требуемым углом изгиба. Существует множество модификаций этого метода. Гибка валков может быть подразделена на гибку с 3 валками и гибку с 4 валками.
- Изгиб на оправке: Изгиб на оправке включает в себя вставку металлического стержня (называемого оправкой) внутрь трубы во время процесса гибки, чтобы труба не деформировалась.
- Матрицы Wiper: Матрицы Wiper также являются вставками, как и оправка, но они не используются внутри трубы. Они используются по касательной к гибочному штампу, чтобы предотвратить деформацию материала трубы.
- Индукционная гибка: Индукционная гибка головкой включает нагрев трубы через катушку, расположенную рядом с трубой, и последующую гибку с помощью поворотного штампа.
- Набивка песком и формование горячих плит: Набивка песком включает засыпку песка в трубу и нагревание его в печи. Затем происходит формирование плиты, при которой труба зажимается на плите и сгибается с помощью крана или лебедки.
- Гибка кольцевых валков: Гибка кольцевых валков используется для формирования небольших колец из металлических полос. Затем эти кольца можно сваривать вместе для различных целей.
- Гибка поршнями: Гибка поршнями аналогична гибке прессом. Трубы размещаются на двух контрштампах, которые неподвижны и наклонены под углом изгиба. Затем пресс-форма прикладывает изгибающее усилие к трубке.

Какое оборудование вам нужно для гибки труб?
Чтобы успешно согнуть трубу, нужен определенный набор оборудования. Вот вещи, которые вы должны подготовить, прежде чем приступить к процессу гибки:
Трубогибочные станки
Первым и главным оборудованием, которое требуется для гибки труб, является сам трубогибочный станок. Когда у вас есть готовые трубогибочные станки, вы можете выполнить процесс гибки на самом этом оборудовании. Целью другого оборудования является оказание помощи и улучшение качества гибки.
Когда у вас есть готовые трубогибочные станки, вы можете выполнить процесс гибки на самом этом оборудовании. Целью другого оборудования является оказание помощи и улучшение качества гибки.
В зависимости от рабочего усилия может быть несколько типов трубогибов, таких как:
Ручной трубогиб:
Ручные трубогибы полагаются на физическую силу оператора, который изгибает трубу. Эти трубогибы дешевле по сравнению с другими альтернативами. Они имеют ограниченное применение, так как не могут сгибать более прочные материалы или толстостенные трубы.
Электрический трубогиб:
Эти трубогибы используют электрический серводвигатель для перемещения штампов и выполнения процесса гибки. Они немного дороже, чем ручные трубогибы, но они могут очень хорошо работать с твердыми трубами.
Гидравлический трубогиб:
В гидравлических трубах используется гидравлическое давление (давление, создаваемое узкими водяными балками), тот же принцип, что и в кранах и других мощных машинах. Эти трубогибы могут сгибать даже самые толстые и твердые трубы. Они могут работать с электричеством (гидравлические/электрические трубогибы) или без него.
Эти трубогибы могут сгибать даже самые толстые и твердые трубы. Они могут работать с электричеством (гидравлические/электрические трубогибы) или без него.
Наборы штампов:
Для большинства технологий гибки труб требуется набор штампов, чтобы удерживать трубу и оказывать на нее давление при гибке. Основными матрицами, используемыми для этой цели, являются зажимная матрица, гибочная матрица и пресс-форма. Зажимная матрица обычно неподвижна, а прижимная матрица прикладывает усилие для создания изгиба.
Оправки:
Трубогибочные станки, независимо от их эффективности, иногда могут привести к смятию трубы или деформации формы. Вот почему в трубу вставляется стержень, называемый оправкой, чтобы сохранить ее целостность.
Пластины для очистки:
Плашки для очистки вставляются по касательной к матрице для гибки в точке, где матрица для гибки касается изгиба трубы. Целью зачистных плашек является предотвращение деформации материала, возникающей в процессе гибки.
Программное обеспечение:
При использовании электрических трубогибочных станков с ЧПУ вам потребуется программное обеспечение, которое может направлять и контролировать процесс гибки. Это программное обеспечение часто поставляется с приобретаемыми вами трубогибочными станками, если они поддерживают автоматическое управление.
Термины по гибке труб
Когда вы выбираете трубогиб или выполняете сам процесс гибки, вам часто будут встречаться определенные термины. Вот эти термины вместе со значением для каждого из них:
Толщина стенки:
Толщина стенки – это толщина материала трубы, обычно измеряемая в миллиметрах. Более толстые трубы более прочные, но их немного сложнее согнуть.
Внутренний диаметр (ID):
Внутренний диаметр — это внутренний диаметр трубы, измеренный до внутреннего края. Если вы используете оправку, толщина оправки определяется исходя из этого диаметра.
Внешний диаметр (OD):
Внешний диаметр — это диаметр трубы, измеренный до внешних краев. Размер инструмента, который вы используете, рассчитывается на основе этого диаметра.
Размер инструмента, который вы используете, рассчитывается на основе этого диаметра.
Степень изгиба (DOB):
Степень изгиба (DOB) — это угол, под которым изгибается труба. Этот угол обычно измеряется в градусах.
Радиус центральной линии (CLR):
Радиус центральной линии немного сложно понять. По определению это радиус центра кривизны изгиба, центр оси трубы. Чтобы понять это, представьте, что изогнутая часть изогнутой трубки представляет собой полный круг. Осевой линией будет радиус окружности.
Чтобы рассчитать CLR, просто обведите изогнутую часть трубки на бумаге. Используя компас, переместите изгиб вдоль трассы, чтобы продлить кривую, пока она не станет полной окружностью. Измерьте радиус этой окружности до центра трубы, это будет радиус центральной линии.
Радиус центральной линии указан на используемом инструменте, чтобы убедиться, что он подходит для необходимого изгиба.
Достигнутый радиус центральной линии (достигнутый CLR):
Когда труба изгибается, окончательные размеры изгиба могут немного отличаться от запланированных из-за небольших изменений и деформаций металлических стенок трубы. Окончательный радиус центральной линии называется достигнутым радиусом центральной линии.
Окончательный радиус центральной линии называется достигнутым радиусом центральной линии.
Пружина:
Когда изогнутая трубка высвобождается из зажимов трубогиба, трубка немного выпрямляется, как пружина, освобождающаяся от напряжения. Это изменение формы называется пружинением. Для точного изгиба пружинение должно быть как можно меньше.
Пошаговый процесс гибки труб
Хотя точные этапы гибки трубы могут различаться в зависимости от типа используемой технологии гибки труб, основная идея более или менее одинакова. Вот общие шаги по изгибу трубы, применимые к большинству процессов:
Шаг 1: Получение оборудования
Прежде всего, приобретите все необходимое оборудование для гибки труб. Выберите трубогиб, соответствующий вашим требованиям, и другие материалы, такие как оправка и гребенки. Выполните необходимые расчеты, такие как внешний диаметр, внутренний диаметр и толщина стенки инструмента и оправки.
Шаг 2: Настройка трубогиба
Трубогибы поставляются с различными регулировками и установочными дисками, чтобы подготовить их к работе с используемыми трубами. Правильно настройте трубогиб. Если вы используете трубогиб с программным управлением, вы можете использовать программное обеспечение для выполнения этих настроек.
Правильно настройте трубогиб. Если вы используете трубогиб с программным управлением, вы можете использовать программное обеспечение для выполнения этих настроек.
Шаг 3. Выровняйте трубу
Правильно выровняйте трубу на трубогибе. Используйте оправку и гребенки в нужных местах по мере необходимости. Как правило, трубогибы поставляются с транспортиром для измерения угла изгиба. Если ваш трубогиб не поставляется с транспортиром, отметьте контрольные точки на бумаге, чтобы отслеживать.
Шаг 4: Изогните трубу
Следуйте инструкциям, прилагаемым к трубогибу, чтобы продолжить процесс гибки. Эти направления могут значительно различаться в зависимости от различных гибочных станков, поэтому убедитесь, что вы обращаетесь к рекомендациям для вашей конкретной модели.
Шаг 5: Отсоедините детали
Отсоедините трубу от гибочного станка вместе с другим оборудованием, таким как матрицы и матрицы для очистки. Убедитесь, что вы удалили трубку безопасно, так как пружинение и другие факторы могут привести к травме.
Конструкция для гибки труб
При гибке трубы следует помнить о некоторых указаниях относительно конструкции гибки труб:
Формы изгиба
- Точный угол изгиба может варьироваться в зависимости от проекта. Однако в некоторых распространенных приложениях используется простая форма изгиба, а не угол. Некоторые распространенные формы изгиба: «L-образный изгиб», «U-образный изгиб», «S-образный изгиб» и «Спиральный изгиб».
- Когда к трубкам прикладывается механическое усилие в процессе гибки, это часто может привести к изменению формы трубы с круглой на овальную. Это изменение формы называется овальностью. Он измеряется как разница между максимальным наружным диаметром и минимальным наружным диаметром.
- Для учета пружинения необходимо учитывать компенсацию пружинения. Эта компенсация различна для разных материалов. Вот компенсация пружинения для некоторых распространенных материалов:
Материал
Компенсация Springback
304 Недоветная сталь
2-3 градуса
Мяглый алюминий
1,5-2 градуля
Стальная сталь
0,75-1 градуля 1 Градус
Медь
0,00-0,5 Градус
Латунь
0,00-0,5 Градус
Отрасли, использующие гибку труб
крупные отрасли. Некоторые из наиболее распространенных отраслей промышленности, в которых используются эти процессы обработки металлов давлением:
Некоторые из наиболее распространенных отраслей промышленности, в которых используются эти процессы обработки металлов давлением:Автомобильная промышленность
- Гибка труб используется в выхлопных системах в каждой автомобильной промышленности. Трубогибочные станки
- также используются для изготовления каркасов безопасности гоночных автомобилей, квадроциклов и внедорожников.
Аэрокосмическая промышленность
- Трубогибы используются для придания структурной целостности космическим аппаратам и компонентам.
Производство:
- Процессы гибки труб используются для изготовления машин и инструментов практически во всех отраслях обрабатывающей промышленности.
Мебель и места для отдыха:
- Каркасы такой мебели, как кровати и столы, изготавливаются путем гибки труб.
- Предметы для отдыха на открытом воздухе, такие как складные кровати, стулья и каркасы палаток, изготавливаются с помощью трубогибов.
- Каркасы аттракционов и американских горок в парках развлечений широко изготавливаются путем гибки труб.

Строительство:
- Тяжеловесные подъемные краны в строительной отрасли проектируются с использованием гибки труб.
- Каркасы небоскребов и другие конструктивные элементы также изготавливаются с использованием процесса гибки труб.
- Ротационная гибка также широко используется для лестничных перил в зданиях.
Сельское хозяйство:
- Гибка труб используется в различных тяжелых частях сельскохозяйственной техники, такой как комбайны, тракторы и их различные навесные приспособления.
- В сельскохозяйственных транспортных средствах также используются каркасы безопасности, созданные в процессе гибки труб.
Какие основные ошибки допускают большинство новичков при гибке труб?
Когда новички приступают к процессу гибки труб, они обычно допускают несколько типичных ошибок. Вот некоторые вещи, которые вы должны помнить для создания качественных изгибов, не нанося ущерба материалам или себе.
Вот некоторые вещи, которые вы должны помнить для создания качественных изгибов, не нанося ущерба материалам или себе.
Сварной шов
В большинстве проектов используются трубы со сварным швом, поскольку они экономичны и так же прочны, как бесшовные трубы. Как новичок, вы должны иметь в виду, что этот сварной шов нужно повернуть внутрь изгиба, чтобы сохранить хороший внешний вид трубы.
Удлинение трубки
Удлинение трубки — это максимальная длина, на которую можно растянуть трубку, прежде чем она сломается. Чем больше изгиб, тем больше удлинение. Поэтому убедитесь, что труба, которую вы сгибаете, может выдержать требуемый угол изгиба.
Многократные изгибы
При выполнении нескольких изгибов в трубе не забудьте сохранить достаточное расстояние между двумя последовательными изгибами для зажима трубки. Кроме того, имейте в виду, что несколько изгибов могут увеличить стоимость и время самого проекта.
Стандартные трубы в сравнении с нестандартными трубами
Для некоторых проектов могут потребоваться трубы нестандартной формы и размеров. Однако, когда это возможно и применимо, предпочтительно использовать стандартные формы и размеры труб. Они обеспечивают экономию средств за счет большей доступности инструментов по правильной цене.
Однако, когда это возможно и применимо, предпочтительно использовать стандартные формы и размеры труб. Они обеспечивают экономию средств за счет большей доступности инструментов по правильной цене.
Избегайте больших углов изгиба
По возможности избегайте угла изгиба более 90 градусов. Более высокие углы изгиба могут привести к большей вероятности разрушения трубы или деформации материала.
Примечания
После прочтения информации, представленной в этой статье, вы теперь знакомы со всеми основными понятиями гибки труб, а также с тем, как это сделать самостоятельно.
Чтобы избежать неприятностей и лишней траты ресурсов, внимательно следуйте приведенным здесь советам и рекомендациям по безопасности. Самое главное, будьте осторожны при выборе правильного трубогиба, так как это может быть разницей между высококачественным изгибом и трубой, которая в конечном итоге сломается.
RogueFab предлагает ряд первоклассных трубогибов, которые идеально подходят для любого применения, которое вы считаете нужным.