Порошковая покраска своими руками в домашних условиях
Порошковое покрытие, или порошковая краска — обладает широким спектром возможных областей применения, однако, чаще всего, используется для покраски изделий из металла.
Если вы намереваетесь воспользоваться услугами профессиональных мастерских – стоит обеспокоиться состоянием кошелька.
Дело в том, что цены на покраску довольно высокие, поэтому порошковая покраска своими руками будет очень интересным вариантом.
Имея необходимое оборудование, а так же помещение, условия в котором — максимально приближены к необходимым для проведения работ, можно легко выполнить самостоятельную окраску.
При этом не стоит думать, что качество будет разительно отличаться.
На самом деле, порошковая покраска своими руками практически идентична работам в мастерской, разница лишь в оборудовании и цене.
Если ранее вам уже приходилось сталкиваться с краской в баллончиках, то вся процедура будет очень знакома, отличие лишь в том, что баллончик не нужно встряхивать и он большего объема.
Камера и оборудование
Камера и оборудование влияют не только на качество проведения работ, но и на саму возможность их проведения.
Видео:
Дело в том, что сама порошковая покраска — выполняется легко, а вот подготовка к ней — довольно сложна.
Есть два пути:
- Организовать полнофункциональную камеру;
- Использовать «гаражный» вариант.
И в том и в другом случае — определенных затрат не избежать, но обо всем по порядку.
Для начала, необходимо определиться с размерами изделий покрываемых порошковой краской.
Дело в том, что для окрашивания крупных предметов (например корпуса автомобиля) не только необходимо большое пространство, но еще и очень мощное оборудование и для единичного использования приобретать его не целесообразно.
Конечно, можно воспользоваться, что называется — тем, что есть, но на свой страх и риск.
В общем виде, сделанная своими руками камера порошковой покраски должна выглядеть как замкнутое помещение с хорошей вентиляцией и печкой (или системой нагрева воздуха).
Тут стоит сделать небольшое отступление и сказать об обязательном элементе, который будет присутствовать в камере для окраски, вне зависимости от ее размеров и специфики изделий.
Если вы твердо намерены выполнить все работы самостоятельно, то необходимо знать, что некоторое оборудование для порошковой покраски своими руками ничем не отличается от профессионального.
Если организацию камеры для окраски можно выполнить с использование подручных материалов пренебрегая специальными печами, вентиляцией и прочим, то в случае с системой подачи и распыления краски — дилетантский подход неуместен.
Поэтому, настоятельно рекомендуется приобретение качественного покрасочного пистолета выдерживающего давление минимум в две атмосфера, а также компрессора, способного обеспечивать давление до 5-ти атмосфер.
Экономить на этой части оборудования явно не стоит, ведь при отсутствии достойного инструмента, качество работы будет очень низким.
Вернемся к организации камеры.
Если вы решились на «Гаражный вариант» порошковой покраски своими руками, то первое что необходимо сделать – это максимально очистить помещение, избавив его от пыли и всего лишнего.
Порошковая краска не переносит пыли, поэтому следует быть максимально аккуратным.
Следует заранее позаботится об улучшении качества электропроводки, потому как для работы компрессора потребуется довольно много электроэнергии, ровно, как и для последующей просушки.
Видео:
К слову о просушке – для кустарного варианта можно использовать электрические обогреватели, выставив их на высокую мощность, главное не забывать о безопасности и стараться сделать все возможное, дабы избежать пожара.
Обустраивая покрасочную камеру, что называется «с нуля», помимо вентиляции и качественно сети электропитания, необходима установка важнейшего элемента – печи.
Конечно, можно избавить себя от лишних забот, ведь печь для порошковой покраски — крайне распространенный товар.
На рынке есть множество предложений обладающих различными габаритами, но это не самое дешевое приобретение. При большом желании и некотором умении ее можно изготовить самостоятельно.
Их схемы можно найти в интернете, а если у вас имеется опыт создания подобных приборов, то вам будет достаточно знать, что прогрев должен быть равномерным и на температуре не более 300 градусов.
И еще, позаботьтесь о наличии качественного пылесоса, желательно обладающего насадкой типа «циклон» (обычные быстро забиваются).
Дело в том, что в камере необходимо поддерживать максимально возможный уровень чистоты, и в этом деле — мощный пылесос будет наилучшим вариантом.
Приступаем к покраске
И вот, место подготовлено, оборудование установлено и наступает момент, ради которого все это создавалось – покраска.
Однако и тут есть к чему подготовиться, ведь порошковая покраска в домашних условиях не означает покраску в домашней одежде.
Как бы это стандартно не звучало, но необходима специальная одежда с определенной степенью защиты.
Самое важное при порошковой покраске своими руками это защита дыхательных путей и глаз. Для этого подойдет молярный респиратор и обычные, прозрачные, защитные очки.
Эти меры предосторожности связаны со спецификой порошковой краски и ее способностью очень быстро заполнить все пространство вокруг себя, а ее попадание на слизистые оболочки — может привести к серьезным последствиям.
Также имеет смысл защитить руки, для чего могут подойти даже медицинские перчатки.
Видео:
В остальном все направлено на поддержание чистоты в помещении, поэтому рекомендуется использовать белый малярный комбинезон, а так же бахилы.
После облачения во все вышеуказанное, можно приступать к выполнению работы. В зависимости от материала, формы и размеров изделия — существуют определенные нюансы в работе.
Обычно они связаны с уровнем давления и с используемыми насадками для пистолета.
Например, порошковая покраска дисков своими руками — процесс очень легкий и требует скорее кропотливости и внимания к деталям, нежели особых навыков.
Но если вы хотите не просто покрасить поверхность, а еще и нанести какие-то узоры или рисунки, то тут без набитой руки не обойтись.
В этом плане проще всего работать с корпусом автомобиля – простые линии, большое пространство и в процессе окраски рука успеет привыкнуть и опыта будет достаточно для последующих экспериментов.
Еще один момент, который следует отметить, связан с областью применения порошковых покрытий.
Чаще всего требуется порошковая покраска металла своими руками, а любой металл — достаточно привередлив в плане обработки и покраски.
Перед началом подобных работ необходимо полностью избавить помещение от пыли, а так же использовать лампы дневного света закрытого типа.
Краска должна наноситься минимум в три слоя, притом — первый должен быть грунтовочным и иметь белый или черный цвет (выбор зависит от итогового цвета — будет ли он темный или светлый).
После полного высыхания грунтовочного слоя можно приступать непосредственно к покраске.
Порошковые краски: альфа, тритон, хром
В настоящее время порошковая краска успешно заменяет лакокрасочные материалы, используемые в разных отраслях для решения декоративных задач. Кроме этого, порошковые краски по металлу способны выдержать высокие температуры. Это является их главным преимуществом.

Как красить порошковой краской в домашних условиях
Как производится покраска порошковой краской своими усилиями? В процессе работы наносится пластмассовое покрытие поверх металла. Порошковый состав после нагревания становится жидким и приобретает связь с металлом. Порошковая краска хром, альфа или тритон отличается от традиционных покрытий своей экологичностью и современностью. Недостаток состоит только в том, что в некоторых аспектах возникают сложности при нанесении. Но это не испугает предприимчивых людей. Если будет правильно очищена поверхность, то даже любитель может сделать отличную работу.

Этапы нанесения порошковой краски
- Вначале необходимо определить, к какому типу относится материал, который необходимо окрасить. После этого делают выбор подходящего порошка. Используется термопластический или термореактивный полимерный порошок. Каждый из них разрабатывали для получения лучшего результата на различном металле. Порошковая краска для дисков не может подходить для украшений и небольших брелоков.
- Производится разборка всех резьбовых и шарнирных соединений. Каждая деталь, которая не должна быть окрашена, должна быть убрана в сторону. Разборка необходима, для того чтобы не происходило склеивание всех деталей в виде подшипников, гаек, зажимов, болтов при покраске. Даже при окраске дверей порошковой краской, их сначала разбирают и демонтируют.
- На следующем этапе делают очистку металла с использованием пескоструйной обработки. Таким образом, можно избавиться от грязи, ржавчины и других инородных материалов. Используя химический растворитель можно избавиться от любого жира, краски и масла, также производится смывка старой порошковой краски. Любой металлический сплав из алюминия, магния, и других элементов очищают с помощью растворителя и щетки. Можно использовать шкурку для шлифовки. Чтобы привести материал в голое состояние, нужно воспользоваться пескоструйной обработкой. Этот метод может быть заменен шлифовальной машинкой, проволочной насадкой для дрели, наждачной бумагой.
- Далее убирают оставшуюся грязь с материала. Для этого может использоваться ацетон. Каждая деталь должна быть замочена в нем или протерта тряпочкой. Только после этого могут быть использованы порошковые краски для окрашивания.
- Теперь может производиться непосредственно покраска металлических деталей. Чтобы сделать качественное покрытие нужно обладать специальными инструментами. Для этого используется пистолет для порошковой краски или распылитель. С помощью этих инструментов производится электростатический заряд порошкового материала, для того чтобы он прилип к заземленному металлическому объекту. Таким образом, создается ровное и качественное покрытие.
- Перед началом окраски, можно взять грунтовку для металла и покрыть плоскую металлическую поверхность. Во время нанесения создается ровный и тонкий слой. Нужно убедиться в подключении электростатического заряда к месту для окрашивания. Иначе не произойдет приклеивание порошка к материалу без заряда.
- Когда работа будет закончена, необходимо подождать пока состав не затвердеет и соблюдать осторожность. Не следует начинать чистку и дуть на поверхность. Из-за таких действий краска может начать отслаиваться.
- В следующем этапе термостойкая порошковая краска должна пройти через нагревание. Нагревать краску можно в обычной печи или воспользоваться инфракрасными лампами. Покрытие нагревают 15 минут до температуры 190 градусов. Также для этих целей может использоваться обычная духовка, только потом в ней нельзя готовить еду.

Порошковые краски по металлу
Чтобы сделать быструю отделку поврежденной поверхности используется порошковая краска в баллончиках. Этот вариант можно применять самостоятельно. К тому же таким способом может проводиться покраску дисков порошковой краской.
С помощью порошковых красок можно красить подвесные потолки, офисную фурнитуру, электрические приборы, промышленные стеллажи и другие предметы из металла.
Порошковая полиэфирная краска имеет высокие механические свойства. Она подходит для стальных и алюминиевых изделий, расположенных на улице. С подобным покрытием можно покрывать сельскохозяйственные машины, автомобильные аксессуары, садовую мебель и другие металлические изделия.
Важнейшим элементом в окрасочном производстве является камера напыления порошковой краски.
Довольно устойчивый блеск образуется с полиуретановыми красками, имеющими водостойкость, устойчивость к минеральному маслу и растворителю. С такими красками обеспечивается защита изделиям, находящимся под трением, абразивным износом, химическим ёмкостям в которых хранятся газообразные и жидкие химические вещества. Кроме этого их используют в качестве грунтовки, когда, например, наносится краска порошковая тритон на поверхность.
После нанесения порошкового слоя, требуется произвести его закрепление. С этой целью используют камеру, которая делает полимеризацию состава. Здесь происходит расплавка и образование готовой пленки, затвердевающей на поверхности деталей. В камере требуется поддержание высокой температуры. Когда порошковая краска для полимерного декорирования нагревается, получается качественное сцепление состава и материала, так как происходит проникновение состава по порам изделия. Этот же способ используется для покрытия автомобильных дисков.

Для любого металлического, пластикового, деревянного изделия применяется краска порошковая ral 9005. С ней производится удобная и выгодная колеровка. К тому же в каталоге производителя она представлена в разных цветах и текстурах. Выбор может быть остановлен на любых оттенках и фактурах, начиная от серебристого или золотистого металлика, заканчивая бронзой и гранитом, поэтому порошковые краски эффективно используют при создании евродекора. Ведь с ними создается как рельефная фактура, так и глянцевая.
Сегодня смеси порошковой краски пригодны для использования без предварительной подготовки, поэтому проведение дорогостоящих процедур типа колеровки может не проводиться. При качественно проведенных работах, образуется антикоррозийное ударопрочное покрытие с очень надежной электроизоляцией. При резких температурных изменениях, пленка не теряет своего качества.
Возможно, прочитав данную информацию, у вас появится мысль об открытии своего бизнеса. Ведь теперь вам известно, как красить порошковой краской металлические изделия и можно будет применить свои знания на практике. Главное, чтобы это занятие нравилось вам и тогда можно будет прийти к своей цели, взвесив все положительные и отрицательные стороны.
Подобным способом окрашивали изделия и в прошлом веке, но не сразу он обладал технологическим совершенством. Используя современные методы, можно устранить действие любой агрессивной среды, наносящей вред изделию, и улучшить эстетическую сторону материала. Человечество стремится к лучшему и создаёт новые уникальные решения, чтобы можно было пользоваться качественными и красивыми изделиями. Теперь, узнав, как пользоваться порошковой краской в домашних условиях, с порошковым распылителем, вы можете, использовать эту технологию для окрашивания своего автомобиля, входных дверей и других предметов, изготовленных из металла.

Порошковая окраска в гараже — Окрасочные работы и материалы
Продолжаем.
Для нанесения порошкового покрытия потребуется еще редуктор:

Я использую тот что слева, но более доступные пропановые (справа), кислородные не годятся т.к. предназначены для понижения с очень высокого давления (на крайний случай можно, но плохо, от окисления клапан со временем начинает пропускать и его надо менять). Редуктор соответственно надо доработать, Выточить переходники на шланги. Шланги я использую на штуцер 6мм, подкачка от КАМАЗа. Ими удобно работать, легкие. Для начала можно применить сварочные, тяжелые, плохо гнутся. Короче по обстоятельствам, жизнь потом подскажет.
Компрессор может быть любым, выдающим на выходе 3-6 атм, ресивер должен быть обязательно т.к. он выполняет 2 функции, первую — вранит запас воздуха, что обеспечивает постоянство давления и вторую — охлаждает и конденсирует влагу. Отдельно влагоотделитель не требуется (если имеется лишним не будет), я крашу без него. Вот мой компрессор сейчас

В цехе был здоровый. Использовать компрессор от холодильника не стоит.
Для строительства печи потребуются материалы:
Кровельное железо, листовое железо толщиной 1мм, уголки 35…45, утеплитель — мин.плита. УРСу использовать не стоит т.к. она дает усадку, на практике лучше минплиты ничего не нашел. Кол-во материалов не пишу т.к. это индивидуально, когда будем делать печку, каждый сам посчитает.
Для печи нужны нагреватели типа ТЭН.

Я использую в домашней и лабораторной печи эти 1,1кВт 220В:

Требования следующие. Общая мощность печи выбирается из рассчета 5-6кВт на 1м3 внутреннего объема печи. Для больших печей надо брать тены 2,2 кВт(мертвая зона будет 0,5м от ТЭНа), для малых надо брать 0,75-1,1кВт мертвая зона будет составлять примерно 20см. Мертвой зоной я называю расстояние от ТЭНа до изделия. В мертвой зоне не должно быть окрашиваемого изделия т.к. оно перегреется и краска будет «выгорать». Такая мощность ТЭНов выбрана по соображениям обеспечения профиля нагрева. Меньшая мощность затянет процесс до бесконечности и не обеспечит прогрев детали, соответственно порошковое покрытие не будет отверждено, мощные тены обеспечат быстрый нагрев, но изделие может не прогреться и порошек отвердится снаружи, а около металла останется недоотвержденным и соответственно краска будет отлетать слоями, никакой адгезии. До нужной мощности ставим нужное кол-во ТЭНов. Пример: По рассчетам мощность должна быть 5кВт тогда берем 4 ТЭНа по 1,1кВт. Небольшая нехватка мощьности это не страшно. Для холодных помещений надо мощьность брать из верхнего предела, для теплых из нижнего.
Для поддержания и контролироля температуры надо следующее оборудование:
Я использую


Гальванометр с термопарой, терморегулятор со своей термопрой и пускатель для управления ТЭНами.
Мое хозяйство создавалось более 10 лет назад, тогда это было все в дефиците, на рынке покупал что смог отыскать, из того и делал. В настоящее время возможностей больше и что выбрать Вам решать. Опишу требования.
Терморегулятор должен регулировать температутру от 150 до 210гр.С и иметь возможность изменения гистерезиса. (Гистерезис это (на пальцах объясню) разница температур с момента выключения до момента включения нагрева. Например: Выкючился при 180гр., а включился при 170гр. гистерезис составил 10град.) Нам нужно добиться гистерезиса 1-2град. максимум 5град.
Подавляющее большинство современных регуляторов температуры отвечают этим требованиям. Тип термопары подбирается из списка термопар с которыми работает конкретный терморегулятор. Термопару надо подбирать как можно менее инерционную, я использую термопару ТХК (Хромель-копель) с которой удалена рубашка в месте спая на расстоянии 5см. Это обеспечивает минимальную инерционность, но снижает срок службы термопары (у меня за 10 лет пока не вышла из строя и характеристики при поверке практически не изменились). Терморегулятор обычно имеет выход маломощный и для умощнения подключены ТЭНы через пускатель. Пускатель может быть любого типа на соответствующую мощность.
Для визуального контроля за температурой лучше использовать старые добрые гальванометры, не требуют эл-ва и батареек, но можно и любой другой. Если терморегулятор оборудован индикатором температуры, можно обойтись и им, но я рекомендую отдельно, т.к. если один из них начинает «врать», можно сразу заметить проблему и устранить.
Сегодня изготовил кожух на камень для своего универсального заточного и пока писал все это покрасилось.


Продолжение следует. Что нам потребуется вроде все написал. Далее будем делать распылитель.
Порошковая покраска своими руками | Строительный портал
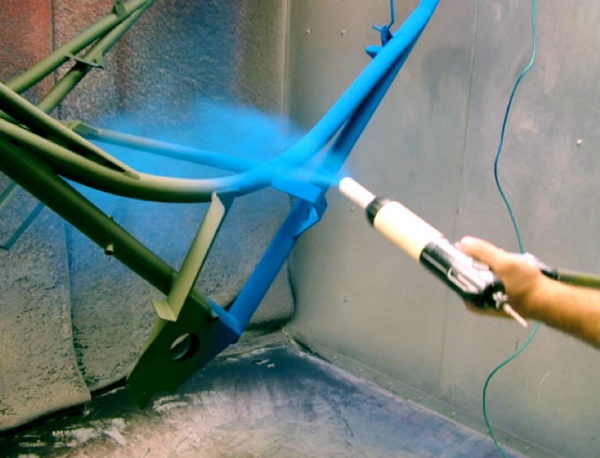
Порошковые покрытия наносятся на изделия в основном автоматическими или ручными распылителями, а после этого подвергаются полимеризации в специальной печке и при точно заданной температуре. Так как цена порошковой покраски в специализированных салонах достаточно велика, мы попробуем сегодня осуществить эту процедуру в домашних условиях. Но перед этим нужно предварительно побеспокоиться о выборе помещения, где вы будете производить работу, купить необходимое оборудование и тщательно подготовить поверхность. Итак, мы начинаем!
Содержание:
- Выбор оборудования
- Предварительная обработка поверхности
- Нанесение порошковой краски
- Формирование покрытия
- Процесс запекания краски
Выбор оборудования
Для полноценного и качественного процесса покраски порошковой краской нужно правильно выбрать помещение, где будет происходить процедура. Для таких целей подходит обычный гараж, в котором достаточно свободно места для работы.
Итак, работу по окраске поверхности порошковой краской стоит начинать с подготовки оборудования для порошковой покраски металла. Главное оборудование – это специальная камера. В ней происходит основная часть процесса. Характеристики подобной печи зависят от того, какие материалы и изделия будут обрабатываться.
Покрасочная камера в себя включает саму камеру, где совершается напыление порошковой краски, и плавильную печь. Если вы не планируете заниматься покраской постоянно, нет надобности покупать профессиональную печь, для этой работы можно приспособить обычный духовочный шкаф.
Кроме камеры для процесса порошковой покраски требуется электростатический пистолет-пульверизатор, позволяющий подключить сжатый воздух. Для этой цели также может применять компрессор. Приобретая компрессор, нужно обязательно обратить внимание на присутствие в комплектации фильтра для высокого давления.
Перед проведением порошковой покраски следует позаботиться, чтобы все технологические процессы совершались в помещении с хорошим освещением. Вы можете использовать для этого лампы дневного света, это нужно, что краска не налипала на горячую поверхность лампы. И конечно же, что при процедуре окраски должна быть в здании отменная вентиляция, без которой весь процесс превращается в вредный для организма.
Для сборки остатков порошковой краски вы можете использовать рекуператор. Но также на начальном этапе подходит и обыкновенный пылесос циклонного типа, так как «традиционный» пылесос будет, скорее всего, забиваться. Чтобы процедура происходила планомерно и без сбоев, рекомендуется заранее побеспокоиться о мощной электросети с заземлением.
При обработке крупногабаритных изделий или больших объёмах принято использовать специальную транспортную систему. Благодаря этому окрашенные детали с лёгкостью передвигаются на протяжении всего процесса покраски порошковой краской между его этапами.
Принцип действия транспортной системы кроется в том, что окрашиваемые детали подаются на тележках или особой подвеске, что передвигаются по рельсам. Подобная транспортная система позволяет непрерывно проводить окраску, что, в свою очередь, значительно увеличивает производительность всего рабочего процесса.
Предварительная обработка поверхности
Подготовка изделия является самым продолжительным и трудоёмким процессом, которому зачастую не уделяют большого внимания, однако от него зависит качество, эластичность и стойкость покрытия. Предварительная обработка поверхности к покраске представляет собой удаление любых загрязнений, обезжиривание детали и фосфатирование для увеличения адгезии, а также защиту металла от коррозии.
Очищают обрабатываемую поверхность химическим или механическим способом. При механической очистке применяют стальные щётки или же шлифовальный диск, возможна процедура притирки чистой тканью, что смочена в растворителе. Что касается обработки химического характера, она проводится с использованием щелочного, кислотного или нейтрального состава и растворителей, которые принято подбирать, зависимо от уровня загрязнения, материала, типа и габаритных размеров обрабатываемой поверхности.
Нанесение конверсионного подслоя, как показано на видео порошковой покраски, предотвращает попадание под образованное покрытие влаги и различных загрязнений, которые провоцируют отслаивание и будущее разрушение покрытия. Процедура фосфатирования поверхности с нанесением неорганической краски позволяет увеличить адгезию – сцепляемость краски с поверхностью раза в 2-3 и защитить её от образования ржавчины.
При удалении окисла (ржавчина, окалины и окисная плёнка) весьма эффективными является абразивная (дробеструйная, дробометная, механическая методики) и химическая очистка (травление). Абразивную очистку проводят при помощи мелких частиц (песка, дроби), стальных и чугунных гранул, скорлупы ореха, что подаются с большой скоростью на поверхность изделия путем центробежной силы или потоков сжатого воздуха. Эти частицы способны откалывать кусочки металла с ржавчиной, окалиной или другим загрязнением, что значительно увеличивает адгезию покрытия.
Травление представляет собой удаление ржавчины, окислов и других загрязнений при помощи растворов на основе азотной, соляной, фосфорной и серной кислоты или едкого натра. В них присутствуют ингибиторы, которые замедляют растворение очищенной поверхности. Преимущества очистки химической перед абразивной – это высокая производительность и простота использования. Но после такой процедуры рекомендуется очищенную поверхность промыть от растворов, что требует дополнительного использования очистного средства и увеличивает стоимость порошковой покраски.
Заключительный этап подготовки поверхности представляет из себя пассивирование — обработку кузова соединениями нитрата хрома и натрия. Пассивирование проводят в целях предотвращения вторичной коррозии на любом этапе подготовки поверхности – после фосфатирования, обезжиривания или хроматирования. Завершив процесс ополаскивания и сушки детали в печи можно считать, что поверхность уже готова для нанесения на неё краски в виде порошка.
Нанесение порошковой краски
После завершения предварительной обработки, можно поместить окрашиваемый предмет в камеру напыления, где будет на него наноситься специальная порошковая краска. Главным назначением подобного бокса выступает улавливание порошковых частиц, что не успели осесть на окрашиваемой детали, утилизации красящего состава, предотвращении попадания его в помещение. Окрасочная камера внутри имеет систему фильтров, средства очистки (вибросит, бункера) и системы отсоса.
Различают проходные и тупиковые типы боксов. В тупиковых окрасочных камерах принято окрашивать изделия, что имеют небольшой размер, а вот крупногабаритные предметы подвергают окраске в длинномерных. Известны и автоматические модели для порошковой покраски металла, где порошковое покрытие за считанные секунды наносится на поверхность с помощью пистолетов-манипуляторов.
Самым распространённым методом нанесения порошковой краски выступает электростатическое напыление — нанесение электростатически заряженного вещества на заземлённую деталь с использованием пневматического распылителя, который называют пистолетом, пульверизатором или аппликатором.
Формирование покрытия
Когда вы уже нанесли краску уже на изделие, его следует направить на следующий этап – формирование покрытия, который в себя включает оплавление слоя краски, образование плёнки на покрытии, отвержение и охлаждение изделия.
Процесс оплавления проводят в специальной камере или печи. Существует множество типов данных камер полимеризации, зависимо от особенностей производства их устройство может меняться. Говоря доступным языком, подобная печь представляет собой своеобразный сушильный шкаф, который имеет электронную «начинку».
При помощи блока управления возможно контролирование температурного режима камеры и периода окрашивания, настройки автоматического отключения по окончании процесса окрашивания. Источником энергии для камеры полимеризации служит электричество, мазут или природный газ. Выделяют вертикальные и горизонтальные, тупиковые и проходные, одно- и многоходовые окрасочные печи.
Процедура оплавления и полимеризации соответственно технологии порошковой покраски совершается при температуре близко 150-220 градусов Цельсия в течение 15-30 минут, в итоге формируется плёнка, то есть происходит полимеризация порошковой краски. Главное требование, предъявляемое к камере полимеризации, состоит в постоянном поддержании определенной температуры, чтобы окрашиваемое изделие прогрелось равномерно.
Необходимый режим для создания покрытия подбирается с учётом данного изделия, разновидности порошковой краски и окрасочной печи. По окончании процедуры полимеризации окрашиваемое изделие охлаждается на открытом воздухе, после остывания вы можете считать, что покрытие готово.
Процесс запекания краски
После проведения порошковой покраски своими руками на поверхность изделие необходимо поместить в духовку, которая нагрейте предварительно примерно до 210 градусов Цельсия. Краску необходимо «запекать» приблизительно на протяжении четверти часа. При этом совсем не запрещено открывать духовку, чтобы проверить состояние краски. После того, как полностью высохнет краска, аккуратно извлеките метал из духовки и подождите, пока он остынет.
При проведении порошковой покраски, помните, что нагретый металл более мягкий (и очень горячий), так что отыщите для него укромное местечко, чтобы не дотронуться до него случайно и не получить ожоги. Когда металл остынет, можно полюбоваться своим трудом! Порошковая покраска на этом завершена.
подготовка, технология, пистолет и видео
Содержание:
- Подготовка
- Пистолет, БП и печь
- Сушильная печь
- Камера покраски
- Покраска порошком других материалов
Подготовительные этапы порошковой покраски своими руками ничем не отличаются от нанесения на деталь обычной краски. Однако сложности «порошковых» технологий требуют заводских условий или большой смекалки и терпеливости. Несмотря на очевидные достоинства такого покрытия (равномерность, долговечность, высокая степень защиты), превратить этот процесс в реальность в домашних условиях — дело непростое.
Технология использования порошка предполагает равномерное нанесение порошкового покрытия на деталь благодаря их разному заряду: деталь получает отрицательный заряд, порошок – положительный. Материал находится во взвешенном состоянии, равномерно смешиваясь с воздухом (другие способы – псевдоожиженная подложка и трибо-заряд). Конструкция пистолета и распыление заряженных частиц при этом имеют огромное значение, как и источник бесперебойного питания. Ток на питании должен быть постоянным, и сложности в домашних условиях могут начаться уже с этого момента. После «налипания» порошка на деталь требуется равномерно нагревать её при 170-200 ˚С, в результате чего поверхность спекается и получает равномерный блеск.
Подготовка
Начнём с самого «приятного». Своими руками такой материал на поверхность не нанесёшь и не нагреешь, поэтому потребуется печь для сушки (полимеризации порошка) желательно с гистерезисом, источник питания с такими параметрами как ток в тысячные доли ампера и примерно 25-30 КВ напряжения, модернизированный или купленный (45-60$) пистолет для напыления и расходные материалы вроде изоляции, скотча и пр. Набор дорогой, учитывая, что нагреватель обойдётся примерено в 60$, но никто не запрещает экспериментировать со старыми печами и сооружать пистолеты из старых бутылок.
Порошковая покраска предполагает другой способ нанесения материала, но подготовка поверхности остаётся точно такой же. Деталь должна быть тщательно вымыта и высушена, в месте предполагаемых работ установлены системы рекуперации материала: на пол стелятся газетки, поскольку часть порошка осыпается, а для повторного использования он остаётся пригодным. Площадь, не нуждающуюся в покраске, мог бы защитить скотч, но удалить его перед отправкой в печь будет проблематично.
Пистолет, БП и печь
Подготовка к окрашиванию в домашних условиях состоит в том, что деталь из токопроводящего металла просто подвешивается на крючке и соединяется с минусом от БП. Вероятнее всего для создания соответствующего напряжения потребуется генератор и умножитель напряжения, поскольку найти в магазинах готовые источники с нестандартными параметрами тяжело. При сборке источника своими руками нужно учесть, что провода должны соответствовать напряжению (лучше их дополнительно изолировать термоусадочными кембриками) в 25 кВ. Само напряжение можно оценить пробоем воздуха (ориентировочно 23-30 мм) или собрав из амперметра и нескольких высоковольтных резисторов (2-5 ГОм) измерителя напряжения.
В идеале пульверизатор должен быть совмещён с устройством, заряжающим порошок, но приспособить для этого стандартный пистолет довольно сложно. Предполагается, что нанести на деталь лишний порошок всё равно не получится, поэтому использовать можно обычную пластиковую бутылку. Воздух должен быть сухим и сжатым. На бутылку надевается крышка из металла с хорошей проводимостью и множеством мелких отверстий (можно сделать обычной иглой), на крышку подаётся напряжение. Принцип прост: нажав на бутылку можно вытолкнуть порошок наружу, зарядив его путём контакта с находящейся под напряжением крышкой.
Это простейшее устройство пистолета для порошковой покраски можно усовершенствовать или применить технологию при модернизации обычного распылителя как на этом видео:
Оценить напряжение можно поднеся пробку или металлическую часть распылителя к детали под напряжением – искра должна проскакивать на расстоянии 2.5-3 см. Схожий принцип применяется при хромировании, однако хром осаждается не на сухой поверхности, а выделяется из электролита. Правда, в случае хрома смысл заключается в диффузии (проникновении в обрабатываемый металл).
Сушильная печь
Полимерно-порошковая покраска требует финальной обработки температурой в 200 ˚C. В гараже можно приспособить старый жарочный шкаф или любую другую печь создающую нужную температуру. Равномерно обработанная деталь потребует «сушки» от 40 минут до часа. При использовании жарочного шкафа крайне желательно дополнительно утеплить шкаф изнутри. В простейшем варианте в качестве утеплителя можно выступить асбест или минеральная вата.
Сделать печь для порошковой покраски автомобиля можно своими руками. Объём прогревается обычными тэнами, а нихромовые спирали использовать не рекомендуется. Хотя умельцы умудряются приспособить к делу и такие. Для равномерного прогрева желательно, чтобы в печи происходила небольшая конвекция воздуха.
Камера покраски
Подготовка помещения к использованию должна предусматривать защиту от всех видов пробоя, поскольку используемое напряжение слишком высокое. Потребуется хороший компрессор, с возможностью подавать воздух под разным давлением. Соответственно позаботиться нужно и о сети.
Технология порошковой покраски предполагает рекуперацию материала. Для предотвращения загрязнения помещения лучше использовать скотч. Стены рекомендуется просто оклеивать скотчем и удалять его вместе с материалом. Для сбора порошка используется пылесос с циклонной насадкой (бытовой для этих целей не подходит).
Покраска порошком других материалов
Порошковая покраска плит МДФ в условиях гаража затруднительна, однако технологии идут вперёд и сегодня применяются низкотемпературные порошки. Подготовка и окрашивание алюминия с помощью порошка ничем не отличаются от вышеприведённых, правда, использовать для этого электричество необязательно. В заводских условиях алюминиевые профили обрабатывают химическими составами и равномерно наносят на них порошок, после чего отправляют в термокамеру.
При выборе красящего вещества для порошковой покраски следует учитывать, что сами порошки бывают термореактивными и термопластичными. Без химических превращений способны образовывать правильную поверхность только первые, а вторые требуют дополнительных операций, но не плавятся под действием температуры и образуют прочную поверхность. Правильное окрашивание возможно, только если порошок обладает хорошей сыпучестью и высокой насыпной плотностью.
Порошковая покраска дисков своими руками: технология
Здравствуйте! Приятно вас видеть снова! Продолжаем радовать вас новыми, интересными и, надеемся, полезными материалами. Наш сегодняшний герой — это порошковая покраска дисков.
Если вам требуется провести реставрацию автомобильных дисков, особенно литых, то самым надежным способом считается именно нанесение порошкового состава. Он наиболее технологически сложный, а цена справедливо, но высокая.
Скажу сразу, что вариант с обработкой своими руками выглядит сомнительно, поскольку у нанесения порошковой краски есть особая технология. Без определенных компонентов вы просто не сможете правильно выполнить работу. Но давайте обо всем буду рассказывать последовательно.
Особенности краски
Начнем с того, что для нанесения порошковой краски на поверхность колесных дисков требуется термическая обработка.

Если говорить коротко, то методом напыления на диск наносится состав, то есть краска, а затем каток подвергается воздействию высоких температур (около 200 градусов по Цельсию) в специальной печи, где выдерживается в течение 10 минут.
Производители выпускают несколько разновидностей порошковых красителей, которые отличаются по составу.
- Эпоксидный порошок. Характеризуется повышенной устойчивостью к воздействию кислот и щелочей;
- Полиэфирный состав отличается тем, что выдерживает негативное влияние атмосферы и коррозии. То есть справляется с теми факторами, из-за которых на диске может образоваться ржавчина;
- Силиконовый краситель. Не боится высоких температур;
- Полиуретановый порошок. Устойчив к контактам с абразивом, маслом и растворителями.
Еще добавлю, что отзывы говорят о таких красителях как самых долговечных и надежных. Если вы не пожалеете денег и закажите профессиональную реставрацию колесных дисков именно порошковой краской, то результатом останетесь довольны на все 100%.

Хотя важно заметить отсутствие богатого выбора цвета. Но диски — это такой компонент, который предпочитают окрашивать в достаточно стандартные колеры. Потому особых проблем со сравнительно ограниченным выбором палитры возникать не должно.
Технология обработки
Практически любой город, такой как Москва, Екатеринбург, Воронеж, Волгоград, Липецк и, конечно же, Спб, располагает большим количество автосервисов и фирм, готовых предложить услуги по порошковой покраске колесных дисков.
Но что это за технология? В действительности она имеет важные особенности, которые выгодно отличают порошковую краску от альтернативных решений и обеспечивают явные преимущества в виде стойкости, долговечности, качества и пр.

Всего технология разделена на 5 этапов.
- Подготовка диска. Нужно обработать поверхность катка, избавив его от следов старой краски, различных загрязнений и дефектов. Как в домашних условиях, так и на специализированных станциях это делают электрической дрелью, пескоструями и прочими подходящими инструментами. Если загрязнения серьезные и требуется глубокое проникновение, тогда в ход идут щелочные и кислотные очистители. Суть вы уловили — грязи быть не должно перед нанесением. Плюс по мере необходимости поверхность грунтуется.
- Покраска. Далее следует само нанесение порошкового красителя. Обязательное условие — это наличие средств индивидуальной защиты. При работе с порошковой краской обязательно надевают перчатки, очки и защитный костюм с маской. Для равномерного распыления потребуется электростатический пульверизатор.
- Обжиг. Вот главная технологическая особенность, которая делает невозможным порошковую обработку в домашних условиях. Нет, если у вас в гараже стоит специальная печь, то проблем нет. Но по факту где вы встречали в частном гараже обычного автовладельца нечто подобное? Суть не в этом. В печи диск нагревают до 200 градусов Цельсия и выдерживают определенное время.
- Выдержка и остывание. Сразу из печи доставать колесный диск нельзя, иначе все испортится. Изделия остывают постепенно по мере снижения температуры внутри печи естественным путем. Камеру для обжига выключают, после чего диск остается там примерно на 6-10 часов.
- Покрытие лаком. Завершает процесс обработка окрашенного порошковым красителем диска лаковым слоем. Он обеспечивает необходимую защиту состава, плюс придает привлекательный блеск.
При желании можете посмотреть видео и понять, как это все происходит наглядно.
Что можно сделать в домашних условиях
Учитывайте, что соблюдать все нюансы технологии обработки дисков порошковой краской в домашних условиях вы не сможете. Главная причина — отсутствие печи.
Но что-то своими руками сделать реально. Приготовьтесь к длительному процессу и трудоемкой работе.

- Подберите необходимые составляющие. Специальное оборудование недоступно в гараже, но обычные расходники найти легко. Вам нужна грунтовка, порошок (порошковый краситель подходящего цвета) и лак. Причем настоятельно советую покупать все компоненты от одного производителя. Так вероятность достичь хорошего результата будет выше.
- Соберите инструмент и расходные материалы. Диски следует обезжирить, обработать пескоструем, наждачками и дрелью. Все зависит от того, в каком состоянии находится изделие. При наличии глубоких царапин и повреждений их обрабатывают шпаклевкой, после чего грунтуют.
- Грунтовку можно наносить только на полностью высушенную поверхность. Начинайте с внутренней стороны диска и заканчивайте внешней. Чтобы получить качественный результат, нанесите минимум 2-3 слоя грунта. Каждый из них наносится только тогда, когда предыдущий полноценно высох. Чтобы сушка не занимала дни, воспользуйтесь обогревателем или тепловым вентилятором. Даже бытовой фен подойдет.
- Для распыления порошковой краски требуется обязательное наличие краскопульта или компрессора. Не забывайте о мерах защиты. Сначала краска наносится на внутренние поверхности, а затем на внешние.
- Распыляется в несколько слоев. Каждый слой высушивается. Обычно используют строительный фен, поскольку он достаточно мощный и выдает горячий воздух. Перед нанесением последующих слоев, предыдущие качественно просушиваются.
- Завершает работу лакировка. 2-3 слоев будет достаточно.
Качество, конечно, не то, но внешне должно получиться очень красиво. Но мой вам совет. Если хотите связаться с порошковой технологией, закажите обработку дисков у специалистов.
А о том, как выбрать диски для своей машины читайте здесь.
Вот и все! Спасибо, что читали! Подписывайтесь, оставляйте комментарии и зовите к нам своих друзей!
Печь для порошковой покраски своими рукамиPowder painting oven with own hands | Все о порошковой окраске и оборудовании

Производство порошковых красок в России пока только развивается, но уже сегодня есть несколько брендов, которые не уступают по качеству иностранным аналогам, хотя если отталкиваться от цены, то разница будет небольшая, как не отличается и способ нанесения самих полимеров на металл.
Главное отличие нанесения порошковых красок от, привычных, жидких, заключается в том, что тут необходим специальный краскопульт. Который помимо распыления, заряжает частицы краски положительным электрическим зарядом. В то время как само изделие заземляется и соответственно имеет отрицательный заряд.
Благодаря этому, порошок при попадании на металл, проникает в молекулярную структуру и как бы становится единым целым с изделием, поэтому у такого способа окраски можно выделить целый ряд преимуществ:
- Устойчивость покрытия к механическим воздействиям. Изделие окрашенное порошковым полимером может сгибаться, а покрытие при этом остаётся цельным.
- Полная нейтральность к воде, и соответственно к образованию ржавчины.
- Внешний вид изделия. Порошковые краски дают гладкость покрытия и блеск, которого практически невозможно добиться с другими материалами.
- Долговечность покрытия, которая достигается за счёт прогревания металла и адгезии на молекулярном уровне.
Конечно, можно выделить и ряд минусов, но все они связаны с технической стороной вопроса:
- Сложный процесс нанесения, предусматривающий несколько этапов, каждый из которых занимает определённое время.
- Инструкция по работе с порошковыми красителями предусматривает наличие дорогостоящего оборудования. И если, камеру можно сделать самостоятельно. То вот краскопульт и комплектующие для печи, придётся приобретать отдельно.
- Так как производство порошковой краски очень дорогой процесс, а сами работы по нанесению занимают много времени, то и изделие, покрытое этим материалом, значительно возрастает в цене.
А наглядно понять весь процесс окрашивания, можно посмотрев видео в этой статье.
Изготовление печи

Печь заводского производства
Начинать изготовление печи полимеризации порошковой краски следует с расчётов и чёткого понимания того, что в этой печи будет окрашиваться. Размеры – очень важное значение, так как чем больше печь, тем больше энергозатрат потребуется на её прогрев, а так же больше времени будет уходить на набор оптимальной температуры.
С другой стороны, камера должна вмещать в себя все окрашиваемые изделия таким образом, чтобы они не соприкасались друг с другом.
Совет! Изготавливать камеру для одноразовой покраски нецелесообразно, гораздо проще будет заказать эту работу у специалистов.
К примеру, сегодня, порошковыми красками часто красят автомобили, а следовательно и камера должна вмещать машину целиком, и при этом чтобы с каждой стороны оставался запас не менее чем 30-50 сантиметров.
Если с этим вопросом вы определились, то следующий этап – это составление списка всего, что понадобится:
- Профильная труба, не менее чем 40 на 20 мм, для создания каркаса.
- Базальтовая вата, толщиной 50 мм.
- Листы оцинкованной стали.
- Вентилятор двойного действия с протоками для циркуляции воздуха внутри камеры распределения температуры по всему объёму.
- Тэны нагревательные из расчёта, чтобы температура в камере поднималась до 200 градусов. За точными расчётами количества тэнов лучше обратиться к специалистам.
- Блок управления с терморегулятором и термостатом.
- Две термопары для замеров температуры внизу и вверху камеры.
Каркас

Каркас из металлических профильных труб
Каркас изготавливается из профильной трубы таким образом, чтобы внутрь возможно было заложить листы базальтовой ваты. В качестве материала можно использовать трубу любого размера, главное, помнить, что чем толще слой утеплителя, тем быстрее и дольше, температура будет удерживаться внутри камеры.
Дверь короба, так же сваривается из профилей и утепляется, помимо этого необходимо предусмотреть задвижку, которая будет не только удерживать дверь в закрытом положении, но и прижимать её плотно к самому коробу.

Камера с утеплителем из базальтовой ваты
Когда каркас собран, его необходимо обшить снаружи металлическими листами, что бы у утеплителя была опора. Базальтовая вата прокладывается во все пустоты, и чем плотнее она будет уложена, тем лучше печь будет держать температуру.
После утепления, обшивается оцинковкой внутренняя сторона короба и двери. Каркас готов, и пришло время установки навесного оборудования.
Тэны и регуляторы

Установка тэнов
На этом этапе, лучше всего обратиться за помощью к специалистам электрикам. Высокая температура внутри печи достигается за счёт большой мощности в сети, соответственно и нагрузка будет колоссальная. Лучше всего, если устанавливаемое оборудование будет подключено к двум фазам, то есть в сети должно быть не бытовые 220 вольт, а промышленные 380.
После крепления тэнов и вывода проводов наружу, устанавливаются термопары, причём одна ставится максимально высоко к потолку, а вторая у задней стенки на полу. Таким образом, две термопары будут давать разные показания, а автоматика вычислять среднюю температуру в камере.
Тэны и термопары подключаются к датчикам и к сети. Нагреватель готов, и осталось закрыть тэны ещё одним листом оцинковки. Это обезопасит окрашиваемое изделие от неравномерного прогрева и соприкосновения с оголёнными электрическими проводами.
Важно! Перед тем ка зашить тэны листом, нужно обязательно проверить работу всех приборов и оборудования. Каждый тэн должен нагреваться равномерно, а автоматика выключать их при наборе нужной температуры.
Вытяжки

Улитка для принудительной вентиляции
Принудительная циркуляция воздуха необходима для равномерного прогрева камеры. Сам вентилятор должен располагаться снаружи, и иметь два входа внутрь камеры: один, более широкий сверху, для забора воздуха, а второй узкий, снизу, для впрыска обратно. Мощность самого вентилятора подбирается индивидуально в зависимости от размеров камеры.
Когда исправность всего оборудования проверена, под потолком устанавливаются вешала, на которые будут подвешиваться окрашенные изделия, и можно переходить к пробной полимеризации.
Проба печи

Готовая печь полимеризации изготовленная самостоятельно
Перед тем, как испытывать печь на окрашенном изделии, её необходимо прогреть несколько раз, чтобы металл каркаса при нагреве принял свою форму, к тому же, это позволит выявить все возможные дефекты и неполадки. Главное свойство печи – это сохранение температуры внутри на заданном уровне, а следовательно автоматике нужно уделить особенно пристальное внимание.
Важно! При открывании двери в нагретую камеру, температура падает в несколько раз, поэтому чтобы избежать лишних затрат на электричество, помещать изделия внутрь нужно очень быстро, но при этом аккуратно, чтобы не повредить покрытие, которое ещё не успело затвердеть.
После того, как испытание печи проведены, и всё оборудование работает в штатном режиме, можно попробовать первое окрашенное изделие.
Тут важно помнить, что в зависимости от вида покрытия, для полимеризации требуется разная температура:
- Первый слой, грунт – 170 градусов.
- Второй слой, краска – 190 градусов.
- Третий слой, лак – 200 градусов.
Лимертон порошковая краска (можно использовать)
Pulver порошковая краска (также неплохой вариант)
Так же не забудьте про крючки для порошковой покраски.
В целом, следуя этим правилам, можно вполне состязаться с такими монстрами, типа Gema выпускающее топовое порошковое оборудование.
Естественно понадобится ручной трибостатический порошковый распылитель, (Аппарат трибостатического напыления предназначен для нанесения полимерного покрытия на поверхности сложной формы (углы, изломы, трубы, сетку, проволочные конструкции и скрытые поверхности), а так же и простой формы (плоскости).
Наиболее удобен при работе с малыми партиями, с мелкими изделиями, с крупногабаритными изделиями, а также при окраске изделий с повышенными требованиями к чистоте и равномерности нанесения покрытия.) перечислим желательные минимальные параметры, для качественной покраски:
- Устойчивость к механическим воздействиям (повреждениям).
- Легкая и полная разборка напылителя (быстрая очистка от засорения и быстрая перемена краски).
- Простота регулирования качества и количества (скорости напыления).
- Наличие одного питающего трубопровода (шланга) с неограниченной длиной определяют высокую мобильность напылителя.
- Отсутствие электрических элементов
Застывание каждого слоя длится от 15 минут до часа, после чего температура в печи должна самостоятельно упасть примерно до 100 градусов, после чего изделие можно вынимать, а окончательное остывание происходит уже при комнатной температуре. Как видно, ничего сложного в самостоятельном изготовлении печи для полимерных порошковых красок нет, главное, правильно всё рассчитать и строго соблюдать технологию окрашивания.
Powder painting oven with own hands
The production of powder paints in Russia is still developing, but today there are several brands that are not inferior in quality to foreign counterparts, although if we start from the price, the difference will be small, and how the polymer is applied to the metal.
The main difference between the application of powder paints from the usual, liquid ones is that a special spray gun is needed. In addition to spraying, it charges the ink particles with a positive electric charge. While the product itself is grounded and therefore has a negative charge.
Due to this, the powder, when it hits the metal, penetrates into the molecular structure and, as it were, becomes a single whole with the product, so a number of advantages can be distinguished in this method of painting:
Stability of coating to mechanical influences. The product painted with a powder polymer can be bent, and the coating remains intact.
Complete neutrality to water, and accordingly to the formation of rust.
Appearance of the product. Powder paints give a smooth coating and shine, which is almost impossible to achieve with other materials.
Durability of the coating, which is achieved by heating the metal and adhesion at the molecular level.
Of course, there are a number of disadvantages, but they are all related to the technical side of the issue:
A complex application process involving several stages, each of which takes a certain amount of time.
Instructions for working with powder dyes provide for the availability of expensive equipment. And if, the camera can be done by yourself. That’s the spray gun and accessories for the oven, you have to buy separately.
Since the production of powder paint is a very expensive process, and the application work itself takes a long time, the product coated with this material is also significantly increased in price.
A clear understanding of the entire process of staining, you can see the video in this article.
Furnace manufacturing
Furnace factory
Furnace factory
Start the manufacture of a powder polymerization oven with the calculations and a clear understanding of what will be stained in this oven. Dimensions are very important, as the larger the kiln, the more energy it takes to heat it up, as well as the more time it takes to set the optimum temperature.
On the other hand, the camera should contain all the painted products in such a way that they do not come into contact with each other.
Advice! It is not advisable to make a camera for disposable painting, it will be much easier to order this work from specialists.
For example, today, cars often paint with powder paints, and therefore the camera should accommodate the whole car, and at the same time, there should be at least 30-50 centimeters on each side.
If you have decided on this issue, then the next step is to compile a list of all that is needed:
Profile pipe, no less than 40 to 20 mm, to create a frame.
Basalt wool, 50 mm thick.
Sheets of galvanized steel.
Double-acting fan with ducts for air circulation inside the temperature distribution chamber throughout the volume.
Heating tones are calculated so that the temperature in the chamber rises to 200 degrees. For accurate calculations of the number of TENs, it is better to consult specialists.
Control unit with thermostat and thermostat.
Two thermocouples for measuring the temperature at the bottom and top of the chamber.
Frame
Frame made of metal shaped tubes
Frame made of metal shaped tubes
The frame is made from a profile pipe in such a way that it is possible to lay basalt wool sheets inside. As a material, you can use a pipe of any size, most importantly, remember that the thicker the layer of insulation, the faster and longer, the temperature will be held inside the chamber.
The door of the box, also welded from the profiles and insulated, in addition, it is necessary to provide a latch that will not only hold the door in the closed position, but also press it tightly to the box itself.
Luggage with a heater of basalt cotton wool
Luggage with a heater of basalt cotton wool
When the frame is assembled, it must be sewn from the outside with metal sheets, so that the heater has a support. Basalt cotton wool is laid in all voids, and the denser it is laid, the better the oven will keep the temperature.
After the insulation, the inner side of the box and door is galvanized. The frame is ready, and it’s time to install the attachments.
Tens and regulators
Installing TENs
Installing TENs
At this stage, it is best to ask electricians for help. High temperature inside the furnace is achieved due to high power in the network, respectively, and the load will be colossal. It is best if the equipment to be installed is connected to two phases, that is, the network should not have household 220 volts, but industrial 380.
After attaching the
Output wires to the outside, thermocouples are installed, one being placed as high as possible to the ceiling, and the other at the rear wall on the floor. Thus, the two thermocouples will give different readings, and the automatic will calculate the average temperature in the chamber. The thermocouples and thermocouples are connected to the sensors and to the network. The heater is ready, and it remains to cover the tans with another galvanized sheet. This will protect the painted product from uneven heating and contact with bare electrical wires. Important! Before you sew the sheets with a sheet, you must necessarily check the operation of all devices and equipment. Each tan should be heated evenly, and automatically turn them off when the desired temperature is set. Bundles Strain for forced ventilation Snail for forced ventilation A forced air circulation is necessary to evenly warm the chamber. The fan itself should be located outside, and have two entrances inside the chamber: one wider from above, for air intake, and the second narrow, from below, for injection back. The power of the fan itself is selected individually depending on the size of the camera. When the serviceability of all equipment is verified, a hanger is mounted under the ceiling to which the painted products will be suspended, and you can proceed to trial polymerization. The furnace furnace The ready-made polymerization oven, manufactured independently, a self-polishing furnace made independently Before testing The oven on the painted product, it needs to be heated several times, so that the metal of the carcass takes on its shape when heated, in addition, it will reveal all possible defects and malfunctions. The main property of the furnace is the preservation of the temperature inside at a given level, and therefore automation should be given particular attention. Important! When the door is opened in a heated chamber, the temperature drops several times, so to avoid unnecessary costs for electricity, it is necessary to place the products inside very quickly, but neatly, so as not to damage the coating that has not yet hardened. After the furnace test It is important to remember that depending on the type of coating, different temperatures are required for polymerization: First layer, soil — 170 degrees. The second layer, the paint — 190 degrees. The third layer, the lacquer — 200 degrees. Limerton powder paint (can be used) Pulver powder paint (also a good option) Also do not forget about the powder painting hooks. In general, following these rules, you can compete with such monsters, such as Gema (Tribostatic spraying machine is designed to apply polymer coating on the surface of a complex shape (corners, bends, pipes, mesh, wire structures and hidden surfaces), as well as a simple shape (plane). The most convenient when working with small batches, with small products, with large-sized products, as well as when painting products with increased requirements for cleanliness and uniformity of coating.) We list the desirable minimum parameters for high-quality painting: Resistance to mechanical influences (damage). Easy and complete disassembly of the spray (quick cleaning from clogging and quick change of paint). Simplicity of quality and quantity regulation (speed of spraying).