Сварочный трансформатор — устройство, принцип работы и виды
Из всевозможных видов промышленного оборудования самым распространенным является сварочный трансформатор. Такой аппарат состоит из нескольких ключевых узлов и способен создавать ток, дуга которого плавит сталь, и соединяет стороны изделия в единый шов. Оборудование делится на несколько видов по сложности исполнения конструкции, а также способности выдавать необходимую величину напряжения. В чем заключается принцип действия сварочного трансформатора и его устройство? Какие физические процессы происходят внутри аппарата? Чем одни изделия могут отличаться от других? Материал статьи и видео сполна осветят эти вопросы.
Содержание страницы
- 1 Устройство сварочного трансформатора
- 2 Принцип работы сварочного трансформатора
- 3 Холостой ход
- 4 Схема сварочного трансформатора и ее модификации
- 5 Расчет сварочного трансформатора
- 6 Отличия и разновидности оборудования
Устройство сварочного трансформатора
Чтобы осуществлять плавление металла электрической дугой, необходимо изменить параметры тока, потребляемого от сети. В аппарате он модернизируется так, что напряжение понижается (V), а сила тока возрастает (А). Сварка металла этим оборудованием возможна благодаря несложным комплектующим, входящим в его конструкцию. Большинство моделей включают в себя:
В аппарате он модернизируется так, что напряжение понижается (V), а сила тока возрастает (А). Сварка металла этим оборудованием возможна благодаря несложным комплектующим, входящим в его конструкцию. Большинство моделей включают в себя:
- магнитопровод;
- стационарную первичную обмотку из изолированного провода;
- движущуюся вторичную обмотку, часто без изоляции, для улучшения теплоотдачи;
- вертикальный винт с лентовидной резьбой;
- ходовую гайку винта и крепление к обмотке;
- рукоятку для вращения винта;
- зажимы для вывода и крепления проводов;
- корпус с жалюзи для охлаждения.
Некоторые сварочные трансформаторы переменного тока содержат дополнительное оборудование, совершенствующее их работу, о котором будет описано ниже в разделе схем.
Устройство сварочного трансформатора предусматривает магнитопровод. Сердечник не влияет на силу тока, а лишь способствует образованию магнитного поля. Для этого используется пакет пластин из специальной стали. Их поверхность покрывается оксидной изоляцией. Некоторые модели лакируются. Если бы сердечник был из сплошного металла, то вихревые токи (токи Фуко), получаемые из-за действия магнитного потока, снижали бы индукцию поля. За счет наборных составляющих сердечник не образует сплошной проводник, что снижает влияние токов Фуко.
Для этого используется пакет пластин из специальной стали. Их поверхность покрывается оксидной изоляцией. Некоторые модели лакируются. Если бы сердечник был из сплошного металла, то вихревые токи (токи Фуко), получаемые из-за действия магнитного потока, снижали бы индукцию поля. За счет наборных составляющих сердечник не образует сплошной проводник, что снижает влияние токов Фуко.
Для более тихой работы пластины сердечника важно стягивать потуже. Слабое соединение ведет к вибрации составляющих благодаря прохождению переменного тока с частотой 50 Гц. Но даже плотное стягивание не устраняет всего шума, поэтому любой расчет сварочного трансформатора подразумевает гул, что слышно на видео по его работе.
Принцип работы сварочного трансформатора
Аппарат, состоящий из вышеописанных элементов, работает по следующему принципу:
- Напряжение из сети подается на первичную обмотку, в которой образуется магнитный поток, замыкающийся на сердечнике устройства.

- После этого напряжение передается на вторичную катушку.
- Магнитопровод, созданный из ферромагнитных материалов, размещая на себе обе обмотки, создает магнитное поле. Индуцирующий магнитный поток образовывает в обмотках переменные электродвижущие силы (ЭДС).
- Разница в количестве витков катушек позволяет изменять ток с необходимыми для сварки значениями V и А. По этим показателя происходит расчет сварочного трансформатора.
Существует прямая взаимосвязь между количеством витков вторичной обмотки и получаемым напряжением. При необходимости повысить исходящий ток, вторичную катушку наматывают в большем количестве. Трансформатор для сварки относится к понижающему типу, поэтому число витков вторичной обмотки у него значительно меньше, чем на первичной.
Устройство и принцип действия сварочного трансформатора призвано и регулировать силу исходящего тока, путем изменения расстояния между первичной и вторичной катушками.
Холостой ход
Сварочный трансформатор имеет два режима работы: под нагрузкой и холостой. Во время выполнения шва, вторичная обмотка замыкается между электродом и изделием. Мощный сварочный ток позволяет плавить металл и образовывать надежное соединение. Но когда сварка окончена, вторичная цепь размыкается. И аппарат переходит в режим холостого хода.
Электродвижущие силы в первичной катушке имеют двойное происхождение. Первые образуются из-за рабочего магнитного потока, а вторые путем рассеяния. Эти ЭДС создаются ответвляясь от основного потока в магнитопроводе, и замыкаясь между витками катушки по воздуху. Именно они и образуют величину холостого тока.
Эти ЭДС создаются ответвляясь от основного потока в магнитопроводе, и замыкаясь между витками катушки по воздуху. Именно они и образуют величину холостого тока.
Холостой ход должен быть безопасным для жизни сварщика и ограничиваться 48 V. некоторые модели имею допустимое значение в 60-70 V. Если ЭДС от потока рассеивания превышают эти значения, то устанавливается автоматический ограничитель этого значения. Он должен срабатывать менее чем через секунду после разрыва цепи и прекращения сварки. Для дополнительной защиты сварщика корпус аппарата всегда заземляется, чтобы возникшее напряжение на кожухе, из-за повреждения изоляции первичной обмотки, миновало человеческое тело и уходило в землю.
Схема сварочного трансформатора и ее модификации
Кроме стандартных устройств для изменения тока, сварочный трансформатор может содержать некоторые совершенствующие узлы. Схемы данного оборудования могут быть дополнены:
- несколькими вторичными обмотками;
- конденсаторами;
- импульсными стабилизаторами;
- тиристорными фазорегуляторами.

Дополнительно, в схему трансформатора добавляется сопротивление, предназначенное для продолжения регулировки силы тока там, где разведение обмоток не дает нужного результата. Это востребовано при работе с тонким металлом или очень мощными моделями оборудования. Сопротивление может быть в виде отдельного корпуса с набором контакторов, задающих определенное значение Ом, через которое будет проходить ток от вторичной обмотки, либо обычной пружиной из высокоуглеродистой стали, прикрепляемой к кабелю массы.
Расчет сварочного трансформатора
Для разных видов сварки необходимы трансформаторы разной мощности. Основной расчет производится на основании разности витков обмотки между первичной и вторичной катушками. Для понижающих устройств действует правило, что если исходящее напряжение необходимо понизить в 10 ил 100 раз, то и количество витков на вторичной катушке должно быть меньше в 10 или 100. Это значение имеет погрешность в 3%. Это же правило действует и в обратную сторону.
Это же правило действует и в обратную сторону.
Каждое устройство подобного типа имеет свой коэффициент трансформации. Это значение (n) показывает масштабирование силы тока при переходе от первичного (i1) во вторичный (i2). Расчет таков: n = i1/i2. Исходя из этого можно создать устройство подходящее под конкретные виды сварки.
Отличия и разновидности оборудования
Виды сварочных трансформаторов разделяются по рабочему предназначению. Они различаются по:
- Весу и размеру. От компактных с ремнем для плеча, до больших, перемещаемых на колесиках или тельфером
- Выдаваемому напряжению холостого хода от 48 V до 70 V.
- Силе тока от 50 до 400 А. На крупных производственных предприятиях встречаются модели с показателем 1000А.
- Потребляемого тока и количеству фаз — 220-380V. Одно и трехфазные версии.
- Импульсной подаче тока или непрерывной.
- Возможности работы с разными диаметрами электродов, от 2 до 6 мм.

Трансформаторная сварка — простой способ получить крепкое соединение. Она хорошо подойдет для монтажа заборов, сварки труб, создании стеллажей и каркасов беседок. Издаваемый гул от аппарата и треск сварочной дуги вносят некоторый дискомфорт от использования устройства.
Сварочные трансформаторы отличаются ценовой доступностью в магазинах и легкостью схемы сборки в домашних условиях. Их принцип действия несложен, а работа аппарата на видео помогает понять основы обращения с агрегатом. Качество шва сохраняется на высоком уровне, поэтому они широко применяются в быту и промышленной сфере.
Сварочные трансформаторы
- Подробности
- Категория: Трансформаторы
- трансформатор
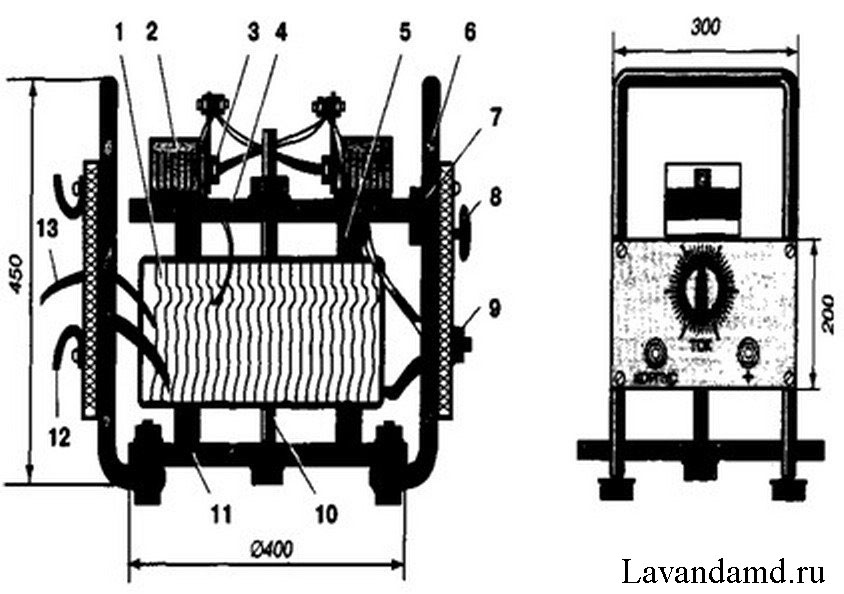
Существуют разные по мощности и конструкции виды сварочных трансформаторов; они предназначены для питания электрической дуги при ручной или машинной сварке, резке или наплавке металлов однофазным переменным током промышленной частоты 50 Гц.
Рис. 1. Принципиальная схема устройства и работы сварочного трансформатора
Рис. 2. Устройство сварочного трансформатора СТН-500-1
Сварочный трансформатор преобразует электрическую энергию напряжением 220 или 380 В в электрическую энергию напряжением холостого хода 60 В, необходимую для дуговой сварки металла.
Основными конструктивными элементами сварочного трансформатора (рис. 1) являются: магнитная система 2, обмотки ВН 1 и НН 3 и реактор (дроссель), предназначенный для регулирования вторичного тока — тока сварки путем изменения воздушного зазора магнитной цепи. Реактор состоит из неподвижной магнитной системы 4 и ее обмоток 5 и подвижной 6, изменяющей воздушный зазор между ними. При подсоединении, как указано на схеме, проводов от трансформатора и реактора к свариваемой детали 7 и электроду 8 посредством токодержателя 9 между ними возникает дуга, плавящая металл.
В настоящее время сварочные трансформаторы изготовляют в однокорпусном исполнении: обмотки трансформатора и реактора размещены на общей магнитной системе и закрыты одним кожухом.
На рис. 2 показан сварочный трансформатор типа СТН-500-1 (для сварки и наплавки металла). Его технические данные: первичное напряжение 380 и 220 В, вторичное напряжение холостого хода 60 В, номинальный сварочный ток 500 А, с регулированием в пределах 1500—700 А, номинальная мощность на зажимах вторичной цепи 15 кВт, потребляемая из сети 33 кВ-А.
Магнитная система сварочного трансформатора СТН-500-1 собрана из покрытых лаком пластин электротехнической стали толщиной 0,5 мм и является общей для обмоток трансформатора и реактора.
Обмотки трансформатора выполнены в виде цилиндрических катушек, каждая из которых состоит из двух слоев первичной обмотки 1 из изолированного алюминиевого провода и двух наружных слоев вторичной обмотки 2 из неизолированного алюминиевого провода.
Катушки насажены на стержни магнитной системы и соединены между собой при напряжении питающей электросети 380 В последовательно, при 220 В — параллельно.
Между слоями обмоток и между обмотками проложены деревянные рейки, образующие воздушные каналы.
Обмотки трансформатора выполнены с изоляцией класса А и для обеспечения влагостойкости пропитаны лаком и запечены.
Обмотки 4 реактора выполнены из неизолированного алюминиевого провода с асбестовыми прокладками, пропитанными теплостойким лаком.
В верхнем ярме магнитной системы (на участке реакторной обмотки) имеется разъем — воздушный зазор, регулирование которого осуществляется перемещением подвижного пакета 5, набранного из пластин электротехнической стали.
В подвижный пакет вмонтирована гайка, в которую входит ходовой винт 6. Рукоятка 7 винта выведена наружу кожуха 10. Подвижный пакет прижат книзу с помощью двух пружин 8, это обеспечивает отсутствие значительной вибрации и гудения.
Ходовой винт перемещается в специальной планке, прикрепленной к рамке, приваренной к остову трансформатора.
Если рукоятки вращать по часовой стрелке, то зазор увеличивается, уменьшается индуктивное сопротивление, и, следовательно, возрастает сварочный ток, если против часовой стрелки, то сварочный ток уменьшается.![]()
Для указания значения сварочного тока в конструкции трансформатора предусмотрен механизм, состоящий из токоуказателя, закрепленного на угольниках активной части, и сектора, вращающегося на оси под воздействием рукоятки ходового винта.
На секторе закреплена шкала механического токоуказателя, которая отградуирована в амперах и указывает значения сварочного тока при номинальном напряжении подводимой сети и при напряжении 30 В на выводных зажимах вторичной обмотки.
С торцовых сторон трансформатора закреплены пластмассовые доски с зажимами: к зажимам 3 подведены концы первичной обмотки (220 или 380 В), а к зажимам 9 — конец вторичной обмотки и один конец реакторной обмотки. Вторые концы вторичной и реакторной обмоток соединены между собой внутри кожуха.
Трансформатор снабжен емкостным фильтром, предназначенным для ослабления помех радиоприему, создаваемых трансформатором при сварке.
Конденсаторы фильтра (два по 0,01 мкФ) смонтированы на задней стороне доски зажимов ВН и подключены к зажимам первичной обмотки трансформатора и к заземленному кожуху. При пробое конденсатора первичная обмотка соединяется с кожухом, что может быть опасным для жизни обслуживающего персонала; поэтому включение трансформатора в сеть без заземления не допускается!
При пробое конденсатора первичная обмотка соединяется с кожухом, что может быть опасным для жизни обслуживающего персонала; поэтому включение трансформатора в сеть без заземления не допускается!
Для перемещения трансформатор имеет четыре колеса 11 и две ручки.
В боковых стенках кожуха 10 трансформатора находятся отверстия, служащие для естественного охлаждения активной части воздухом. Кожух защищает трансформатор от попадания внутрь атмосферных осадков, благодаря чему трансформатор может работать на открытом воздухе, и от случайных механических повреждений активной части.
Измерительные трансформаторы. В современных электротехнических установках напряжение достигает 750 кВ и выше, а токи измеряются десятками килоампер и более. Для непосредственного их измерения потребовались бы очень громоздкие и дорогостоящие электроизмерительные приборы. В отдельных случаях такие измерения были бы совсем невозможны. Кроме того, при обслуживании приборов, непосредственно подключенных к сети высокого напряжения, обслуживающий персонал подвергался бы большой опасности поражения током. Применение измерительных трансформаторов расширяет пределы измерения обычных электроизмерительных приборов и одновременно изолирует их от цепей высокого напряжения.
Применение измерительных трансформаторов расширяет пределы измерения обычных электроизмерительных приборов и одновременно изолирует их от цепей высокого напряжения.
Измерительные трансформаторы применяют для подключения амперметров, вольтметров, ваттметров, приборов релейной защиты и электроавтоматики, счетчиков для учета выработки и расхода электрической энергии. От их работы зависит точность учета электрической энергии и измерения электрических параметров, правильность и надежность действия релейной защиты
при повреждениях электрического оборудования и линий электропередачи.
- Назад
- Вперёд
- Вы здесь:
- Главная
- Оборудование
- Справка
- Изоляция трансформаторов
 org/ListItem»> Трансформаторы
org/ListItem»> ТрансформаторыЕще по теме:
- Схемы и группы соединения трансформаторов
- Особенности конструкции и работы электропечных трансформаторов
- Расчет основных электрических величин и главной изоляции обмоток трансформатора
- Конструкция трансформаторов
- Особенности конструкции масляных трансформаторов класса 110 кВ
Трансформаторы
Инвертор или трансформатор- отличия, преимущества и недостатки
0
На сумму: 0 р.
Можно сказать, что в недалеком прошлом веке, одним из самых заветных желаний любого мастера, вплотную связанного с ремонтом машин или любой другой металлообработкой, было иметь под рукой сварочный аппарат. Пусть это будет самодельная трансформаторная модель, но это оборудование помимо несказанной пользы, всегда вселяло гордость его владельцу. Сейчас же, при высоком темпе развития технологий, полки магазинов электрооборудования забиты различными моделями сварочных аппаратов, отличающихся назначением, функциями, ну и, конечно же, ценой. И тому, кто сталкивается с выбором сварочного аппарата РДС для бытовых нужд или на производство, наперво встает вопрос «Что выбрать сварочник инвертор или трансформатор?».
Пусть это будет самодельная трансформаторная модель, но это оборудование помимо несказанной пользы, всегда вселяло гордость его владельцу. Сейчас же, при высоком темпе развития технологий, полки магазинов электрооборудования забиты различными моделями сварочных аппаратов, отличающихся назначением, функциями, ну и, конечно же, ценой. И тому, кто сталкивается с выбором сварочного аппарата РДС для бытовых нужд или на производство, наперво встает вопрос «Что выбрать сварочник инвертор или трансформатор?».
Поэтому в этой статье мы представим некоторые плюсы и минусы этих устройств, для того, что бы Вы смогли четко определить, какой из типов устройств Вам необходим- инвертор или трансформатор. Предупреждаем, что в этом материале будет идти разговор исключительно об аппаратах для ручной дуговой сварки.
Отличия процесса сварки инвертора от трансформатора
Давай те рассмотрим сам процесс сварки и отличие в этом вопросе инвертора от трансформатора. И здесь, главный недостаток привычных трансформаторов это недостаточная устойчивость дуги вместе с низкой стабильностью режима, которая полностью зависит от колебаний электро-сети. У сварочных инверторов здесь неоспоримое преимущество, так как инверторные источники обеспечивают стабилизированный постоянный сварочный ток, который не зависит от колебаний входного напряжения и обеспечивает, таким образом, более устойчивую дугу и минимальное разбрызгивание металла при сварке. Более технологически подкованный инвертор, отличает от трансформатора, как минимум наличие плавной регулировки сварочного тока, не говоря уже о наличии специальных функций, присутствующих в арсенале даже у бюджетной модели, таких как Hot-Start, Anti-Sticking, Arc-Force и др.
У сварочных инверторов здесь неоспоримое преимущество, так как инверторные источники обеспечивают стабилизированный постоянный сварочный ток, который не зависит от колебаний входного напряжения и обеспечивает, таким образом, более устойчивую дугу и минимальное разбрызгивание металла при сварке. Более технологически подкованный инвертор, отличает от трансформатора, как минимум наличие плавной регулировки сварочного тока, не говоря уже о наличии специальных функций, присутствующих в арсенале даже у бюджетной модели, таких как Hot-Start, Anti-Sticking, Arc-Force и др.
Помимо всего выше перечисленного, сварочный инвертор потребляет гораздо меньше электроэнергии и может работать от автономных источников питания- бензиновых и дизельных электрогенераторов (на нашем сайте Вы можете ознакомиться с актуальными моделями генераторов ). Для примера, электропотребление инвертора при работе электродом диаметром в 3мм равносильно потреблению двух электрочайников, что вполне укладывается в бытовые нормы. Исходя из всего перечисленного, сваривать инвертором гораздо более выгодно, приятней, а главное проще, чем трансформатором.
Исходя из всего перечисленного, сваривать инвертором гораздо более выгодно, приятней, а главное проще, чем трансформатором.
Вес и габариты
Немаловажное преимущество сварочного инвертора перед трансформатором – это его малый вес и достаточно небольшие габариты. Все это становится возможным благодаря повышению частоты напряжения: ведь при повышении частоты в 1000 раз, размер трансформатора уменьшается в десять раз. У некоторых моделей инверторов сам трансформатор имеет размеры меньше сигаретной пачки; основную же массу занимает радиатор. Неудивительно, что такой инвертор можно легко повесить на плечо и варить в труднодоступных местах: при массе меньше 4-х килограмм некоторые модели инверторов позволяют легко работать электродами диаметром даже до 3-4 мм (к примеру, инвертор отечественного бренда Сварог ARC 200 Easy). И опять в соперничестве между 2-мя типами оборудования побеждает инвертор, как говорится, 40 килограммовый трансформатор на плече не поносишь.
Денежный вопрос
Не скроем, зачастую трансформаторы по-прежнему в два и более раза дешевле инверторов. Да и ремонт трансформаторов на пост-советском пространстве обычно обходится дешевле. Тем, не менее, из опыта Европейских коллег, можно вынести интересные данные: каждые 1000 Евро стоимости сварочных работ при ручной дуговой сварке могут быть разделены на следующие категории затрат:
Да и ремонт трансформаторов на пост-советском пространстве обычно обходится дешевле. Тем, не менее, из опыта Европейских коллег, можно вынести интересные данные: каждые 1000 Евро стоимости сварочных работ при ручной дуговой сварке могут быть разделены на следующие категории затрат:
- 35% оплата труда сварщиков
- 35% стоимость электродов
- 28% стоимость электроэнергии
- И всего 2% оборудование и принадлежности (стоимость св. аппарата, кабелей и пр.)
Как видно, стоимость оборудования для сварки лишь незначительно влияет на общую стоимость сварочных работ. В связи с этим становится выгодно покупать оборудование, использующее новейшие разработки: даже при большей стоимости инвертора уменьшение расходов на электроэнергию в перспективе дает суммарную экономию общей стоимости сварочных работ на 5-8% процентов!
Подведем итоги
Судя по всему, современные сварочные инверторы действительно более практичны, экономичней, а главное более выгодны в использовании в отличие от классических трансформаторов. Тем не менее, важно помнить, что залог качественной сварки в большей степени зависит не от «навороченного» оборудования, а от навыков и подготовки мастера, а именно- человека!
Тем не менее, важно помнить, что залог качественной сварки в большей степени зависит не от «навороченного» оборудования, а от навыков и подготовки мастера, а именно- человека!
Спасибо за подписку!
расчет и ток в первичной и вторичной обмотке
Из всевозможных видов промышленного оборудования самым распространенным является сварочный трансформатор. Такой аппарат состоит из нескольких ключевых узлов и способен создавать ток, дуга которого плавит сталь, и соединяет стороны изделия в единый шов. Оборудование делится на несколько видов по сложности исполнения конструкции, а также способности выдавать необходимую величину напряжения. В чем заключается принцип действия сварочного трансформатора и его устройство? Какие физические процессы происходят внутри аппарата? Чем одни изделия могут отличаться от других? Материал статьи и видео сполна осветят эти вопросы.
Устройство сварочного трансформатора и характеристики
Для возникновения дуги, обеспечивающей разогрев и расплавление кромок заготовки, требуется изменить характеристики электричества подаваемого из сети.![]() Сварочный трансформатор преобразует поступающее электричество следующим образом:
Сварочный трансформатор преобразует поступающее электричество следующим образом:
- напряжение снижает;
- силу тока поднимает.
В преобразовании электричества принимают участие следующие узлы:
Устройство сварочного трансформатора
- магнитопровод;
- первая обмотка, собираемая из изолированного кабеля;
- перемещающейся второй обмотки. Ее выполняют из провода без изоляции, это необходимо для повышения тепловой отдачи;
- винтовая пара;
- штурвал для управления винтовой парой;
- клеммники для сварных кабелей.
В состав сварочных агрегатов включают дополнительные компоненты, которые предназначены для совершенствования их работы.
Способы регулирования силы сварного тока
Одна из основных трансформаторных деталей — узел регулировки, состоящий из дросселя насыщения. Он корректирует силу сварного тока, изменяя расстояние между катушками. Но существуют другие пути регулирования этого показателя.
Но существуют другие пути регулирования этого показателя.
Корректировка силы сварного тока проводится не только при помощи дросселя насыщения.
Можно воспользоваться дросселем магнитного зазора, передвижным либо подмагниченным шунтом, реактивной либо рассеивающей обмоткой, подвижным типом катушки конденсатора. А также тиристорными регуляторами либо импульсными стабилизаторами.
Разновидности моделей трансформаторов предоставляют возможность подобрать себе подходящую. Определяя, какую модель взять, стоит исходить из рабочих задач, для решения которых она будет применяться.
Для бытовых работ подойдет однофазный однопостовый сварочный агрегат с силой тока достигающей 300А и корректировкой дросселем насыщения. Эти модели понятны в использовании и хранении.
Устройство пускового механизма
Пусковое устройство включает в свой состав – магнитопровод, две обмотки и клеммы. Переключатели изменяют напряжение и общее число обмоток подключаемых к выпрямителю. В первичную цепь устанавливают регулятор, собранный на основе полупроводников (тиристоров). Вторая обмотка, подключаемая к выпрямительному мосту, обеспечивает подачу двух уровней изменяемого напряжения.
В первичную цепь устанавливают регулятор, собранный на основе полупроводников (тиристоров). Вторая обмотка, подключаемая к выпрямительному мосту, обеспечивает подачу двух уровней изменяемого напряжения.
Устройство пускового механизма трансформатора
Для работы пускового устройства требуется напряжение в 220 В. Ток лежит в диапазоне от 0 до 120 А, а напряжение достигает 70 В случае самостоятельного изготовления устройства, за основу принимают стержневой трансформатор, на его первой обмотке накручено 230 витков, на второй 32. Пульт управления полупроводниками монтируют над дросселем. Для охлаждения всей системы используют принудительную вентиляцию.
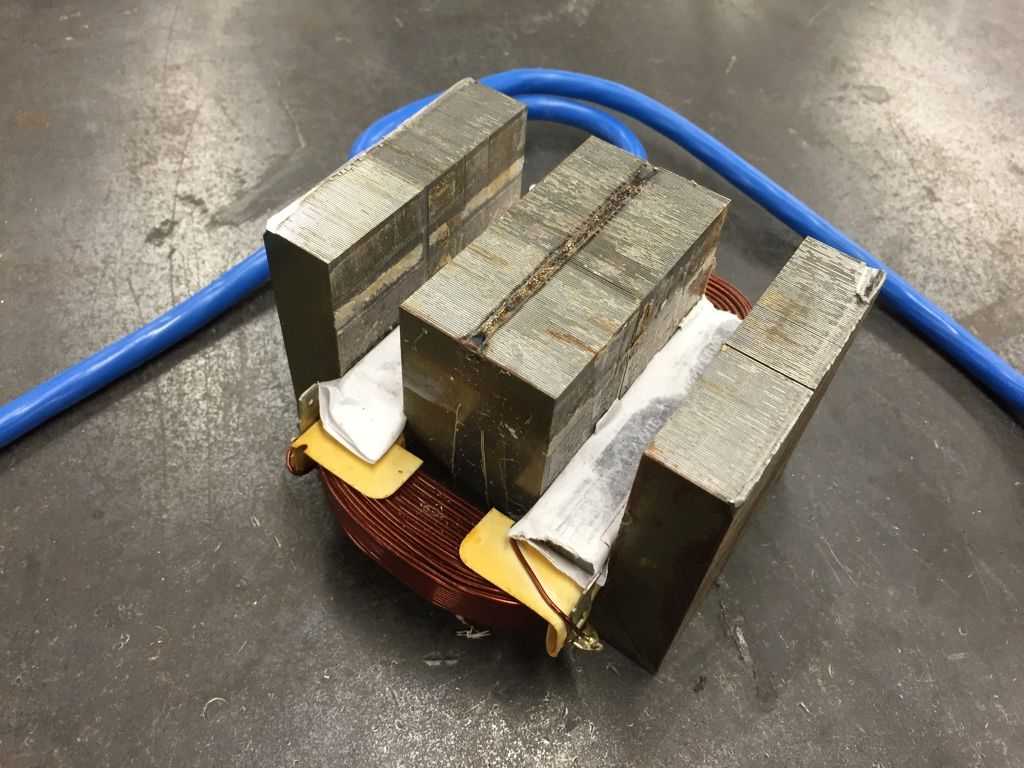
Устройство магнитопровода
Ключевыми деталями магнитопровода, являются пластинки или листы, произведенные из электромагнитной стали. К конструктивным деталям относят крепеж, корпус и пр. Магнитопроводы сварочных трансформаторов разделяют на стержневые и броневые. В устройствах стержневого типа все сегменты магнитной цепи обладают одинаковым сечением. В магнитопроводах броневого типа полным сечением обладает только средний стержень, на который устанавливают обмотки.
В магнитопроводах броневого типа полным сечением обладает только средний стержень, на который устанавливают обмотки.
Виды магнитопроводов трансформатора
Сечения остальных участков магнитной цепи почти в два раза меньше. По ним происходит замыкание магнитного потока. На участках магнитопровода имеющего Т-образную форму, каждый имеет свое сечение. При этом его размер составляет в три раза меньший размер, чем собственно сам стержень. По каждому из участков происходит замыкание третьей части потока. Пластины, входящие в пакеты покрывают специальным составом, который называют оксидной изоляцией. Принцип работы сварочного трансформатора Аппаратура для сварки работает по алгоритму:
- Питание подается на первую обмотку. В ней генерируется магнитный поток, замыкающийся на сердечнике.
- Затем питание направляется на вторую обмотку.
- Магнитопровод, который собран из ферромагнитов, генерирует постоянное магнитное поле. Индуцирующий поток производит ЭДС.
- Разность в числе витков допускает колебание тока с требуемыми для выполнения сварки параметрами. Эти же показатели учитывают при расчетах аппаратуры для сварки.
 Эти же показатели учитывают при расчетах аппаратуры для сварки.
Эти же показатели учитывают при расчетах аппаратуры для сварки.Существует связь числа витков на второй катушке и напряжением на выходе. То есть для повышения тока количество витков необходимо увеличить. Но так как, сварочный трансформатор – это понижающий тип, то число витков на второй обмотке будет ниже, чем на первой. Устройство и принцип действия сварочного трансформатора обеспечивает настройку величины тока. Этого достигают уменьшая или увеличивая пространство между катушками. Для этого в сварочном оборудовании установлены движущиеся компоненты. Расстояние между обмотками изменяет сопротивление и это дает возможность выбирать именно тот ток, который нужен для сварки.
Холостой ход
Аппаратура для сварки работает в двух режимах – рабочем и холостом. Во время сварки вторая обмотка замыкается между рабочим инструментом и деталью. Ток расплавляет кромки заготовок и в результате получается надежное соединение деталей. После того, как сварщик закончит работы, цепь прерывается и трансформатор переключается на холостой ход. ЭДС в первой обмотке появляются из-за наличия:
ЭДС в первой обмотке появляются из-за наличия:
- магнитного потока;
- его рассеивания.
Холостой ход трансформатора
Эти силы отпочковываются от направления потока в магнитопроводе и замыкаются между катушками в воздухе. Именно эти силы и являются основой работы в холостую. Работа на холостом ходу не должна представлять опасность для рабочего — сварщика и окружающих людей. То есть оно не должно быть больше чем 46 В. Но отдельные модели сварочного оборудования, имеют большие значения, например, 60 – 70 В. В этом случае в конструкции сварочного устройства устанавливают ограничитель параметров холостого хода. Скорость его срабатывания не превышает одну секунду с момента разрыва цепи и окончания работы. В целях дополнительной защиты сварщика, корпус трансформатора необходимо заземлять.
Это позволяет напряжению, которое может появиться на корпусе в результате повреждения изоляции, уйти в землю, не нанеся ни какого вреда рабочему – сварщику.

Варианты самодельных устройств
Необязательно покупать сварочник, можно собрать конструкцию сварочного трансформатора своими руками. Для этого применяют один из следующих способов:
- Используют старый ЛАТР (автотрансформатор). Самое важное в ЛАТРе – это его мощный сердечник тороидальной формы. Таких магнитопроводов берут два экземпляра и наматывают на каждом кольце по обмотке. Одна будет выполнять роль первички, другая – вторички. Наиболее подходящая модель автотрансформатора для такой переработки – ЛАТР 1М, оригинальная обмотка которого может выдерживать ток до 10 ампер.
- Применяют магнитопровод от старого электродвижка. То, что можно взять от двигателя для изготовления сварочника, – это его статор. Его нужно только освободить от старой обмотки путем ее удаления из пазов и вынуть из корпуса, разбив или разрезав последний. Пластины сердечника после этого следует скрепить шпильками и намотать поверх него новую обмотку. Лучше для таких операций подходят те магнитопроводы движков, которые имеют большой диаметр и маленькую толщину.
- Переделывают в сварочный трансформаторы от старых цветных телевизоров типа ТС-310 или ТС-270. Эти сетевые преобразователи удобны тем, что имеют крупные размеры, легко разбирающийся сердечник U-образной формы.

Всем, кто знает, какой сварочный трансформатор лучше выбрать среди моделей, представленных на рынке, или имеет опыт изготовления такого устройства, поделитесь навыками в комментариях!
Схема сварочного трансформатора и ее модификации
Аппаратура для сварки состоит из:
- трансформатора;
- приборы для изменения размера тока.
Для розжига и поддержания дуги необходимо обеспечить наличие индуктивного сопротивления второй обмотки. Подъем индуктивного сопротивления ведет к тому, что изменяется наклон статистических параметров источника энергии. В результате приводит к постоянству всей системы «источник тока – дуга».
Электрическая схема сварочного трансформатора типа ТДМ
У сварочных аппаратов, работающих под нагрузкой, количество мощности в разы больше, чем потери, которые они несут при работе в холостую.
Сварочная аппаратура с шунтом
Настройка рассеивания магнитного поля осуществляется переменой геометрических параметров пространства между составными частями магнитопровода. В виду того, что магнитная проницаемость железа выше чем у воздуха то придвижении шунта изменяется сопротивление потока, который проходит по воздуху. Если шунт введен целиком, то индуктивное сопротивление определяется, зазорами между ним и элементами магнитопровода.
Сварочная аппаратура с шунтом
Трансформаторы этого типа изготавливают для решения производственных задач.
Сварочные трансформаторы с секционными обмотками
Такая аппаратура производилось в ХХ века для решения производственных и бытовых задач. В них реализовано несколько степеней настройки количества витков в обеих катушках.
Секционная обмотка трансформатора
Тиристорные сварочные трансформаторы
Для настройки напряжения и тока применяют фазовый сдвиг тиристора. При этом происходит изменение среднего значения напряжения.
При этом происходит изменение среднего значения напряжения.
Для работы однофазной сети нужны два тиристора, включенных навстречу друг другу. Причем их настройка должно быть синхронной и симметричной. Трансформаторы на основании полупроводников (тиристоров) обладают жесткой статической характеристикой. Ее регулировка производится по напряжению при помощи тиристоров.
Тиристоры хороши для настойки напряжения и тока в электрических цепях переменного характера, дело в том, что закрытие происходит при изменении полярности.
В схемах с постоянным током для закрытия тиристоров применяют резонансные схемы. Но это сложно, дорого и накладывает определенные сложности на возможность регулирования.
Тиристорные сварочные трансформаторы
В полупроводниковых трансформаторах тиристоры монтируют в первой обмотке, тому есть две причины:
- Вторичные токи в сварочных источниках значительно больше, чем предельный ток тиристоров, он достигает 800 А.
- Высокий КПД так как потери на падении напряжения в открытых вентилях в первой обмотке в отношении рабочего ниже в несколько раз.

В современных устройствах используют обмотки из алюминия, для повышения надежности конструкции к ним на концах приварены медные накладки.
Отличия и разновидности оборудования
На производстве применяют следующие виды сварочных аппаратов:
Разновидности сварочного оборудования
- трансформаторы;
- выпрямители;
- инверторы.
Ещё выделяют:
- полуавтоматы;
- генераторы — сварочные аппараты с бензиновым или дизельным электрогенератором;
- и прочие промышленные аппараты.
Функциональность
Этот критерий определяет назначение модели аппарата. Есть 3 типа трансформаторов по функционалу: бытовой, профессиональный и промышленный. Они обладают разными характеристиками и функциями.
Бытовой тип имеет ограниченные 200А возможности.
 В то время как профессиональный способен генерировать свыше 300А. Это позволяет им работать с достаточно толстыми металлическими деталями.
В то время как профессиональный способен генерировать свыше 300А. Это позволяет им работать с достаточно толстыми металлическими деталями.Для сложных задач подойдет промышленный вид сварных трансформаторов. Однако сейчас в промышленности большинство из них заменено более технологичными моделями.
Сварочные трансформаторы
Так называют устройство, которое предназначено для преобразования переменного тока получаемого из сети в напряжение необходимо для выполнения электрической сварки.
Сварочный трансформатор
Ключевым узлом этого устройства является трансформатор, который понижает сетевое напряжение до уровня холостого хода.
Достоинства и недостатки сварочных трансформаторов
К несомненным преимуществам этого оборудования относят довольной высокий КПД от 70 до 90%, простоту работы и высокую ремонтопригодность. Кроме этого аппараты этого класса отличает невысокая стоимость. Вместе с тем, аппараты этого типа иногда не в состоянии обеспечить постоянство горения дуги. Это обусловлено характеристиками переменного тока. Для получения качественной сварки целесообразно применять электроды, адаптированные для работы с переменным током. Кроме того, на качестве сварки отрицательно сказываются и колебания напряжения на входе.
Это обусловлено характеристиками переменного тока. Для получения качественной сварки целесообразно применять электроды, адаптированные для работы с переменным током. Кроме того, на качестве сварки отрицательно сказываются и колебания напряжения на входе.
Аппараты этого типа нельзя применять для работы с нержавейкой и цветными металлами. Высокий вес аппарата и его габариты вызывают ряд сложностей при его транспортировке с места на место. Но надо отметить, что сварочный трансформатор – это не плохой выбор для домашних нужд.
Принцип работы трансформаторного агрегата
Принцип работы сварочных устройств работает на преобразовании тока из постоянного типа в переменный. Это производится для того, чтобы разжечь дугу.
Однако трансформаторные агрегаты для сваривания металлов устроены иначе. Они – приборы, выполняющие работу применением постоянного сварочного тока. Для него достаточно адаптации напряжения электросети в подходящий для сваривания уровень.
С этой задачей справляется трансформаторный узел, входящий в его комплектацию. С его помощью полученное из электросети напряжение понижается до рабочего показателя.
С его помощью полученное из электросети напряжение понижается до рабочего показателя.
А узел регулировки настраивает силу сварного тока. Принцип работы прост и понятен. Дополнительным элементом в работе будет заземление.
Сварочные выпрямители
Аппаратура, которое преобразует переменное напряжение, поступающее из сети питания в постоянное, необходимое для выполнения электросварочных работ. На практике применяют несколько схем выпрямителей, в которых реализованы разные методы получения выходных параметров напряжения и тока. Применяют разные способы регулировки параметров тока и вольт-амперной характеристики.
Сварочные выпрямители
В эти способы входят: Изменение настроек трансформатора, применение дросселя, настройка с помощью полупроводников (тиристоров и транзисторов). В самых простых аппаратах для регулирования тока применяют трансформатор, а для его выпрямления диодные схемы. В силовую часть такого оборудования входят трансформатор, выпрямитель, дроссель.
Достоинства и недостатки сварочных выпрямителей
Главное достоинство выпрямителей, если сравнивать их с трансформаторами, заключено в том что, для сварки применяют постоянный ток. Это обеспечивает качество розжига и поддержания параметров дуги и это соответственно приводит к качеству сварного шва. Применение выпрямителя позволяет сваривать не только обыкновенные стали, но обрабатывать нержавейку и цветные металлы. Кроме того, надо учесть и то, что сваривание с применением выпрямителя обеспечивает малое количество брызг.
По сути, описанные достоинства дают однозначный ответ на вопрос – какой аппарат выбрать трансформатор или выпрямитель, но разумеется нельзя забывать и стоимости этого оборудования. Выпрямители имеют и отдельные недочеты – большой вес конструкции, потеря мощности, падение напряжения в сети во время проведения сварочных работ. Кстати, все сказанное в полной мере относится и к трансформаторам.
Дополнительные узлы аппарата
Трансформатор для сварки как однофазный, так и трёхфазный и выпрямляющий, может иметь и определённое количество дополнительных узлов. С их помощью аппарат будет работать более качественно.
С их помощью аппарат будет работать более качественно.
В качестве дополнительных узлов могут выступать:
- дополнительные обмотки;
- стабилизаторы;
- конденсаторы;
- регуляторы фаз.
Некоторые конструкции оборудованы подвижным шунтом. Расстояние между обмотками меняется за счёт образования новой детали, а не за счёт движения второго слоя обмотки. Дополнительной деталью является шунт, который будет менять зазор между обмотками. Ещё одна обмотка даст возможность регулировки напряжения.
И заводские профессиональные модели, и бытовые, как правило, требуют дополнительного сопротивления. Профессиональные мастера могут произвести соответствующую регулировку. Специальные возможности возникают и без разведения обмоток. Опытный мастер может сделать, таким образом, тонкие или толстые швы.
Подобное сопротивление может быть сделано в виде цельного корпуса. В нём расположены различные контакты, с помощью которых можно регулировать сопротивление.
Сварочные инверторы
Аппаратура этого типа предназначено для преобразования постоянного тока в переменный. Инвертор работает следующим образом. Ток, с частотой в 50 Гц, попадает на выпрямитель. На нем он, пройдя, через фильтр сглаживается и преобразуется в переменный. Частота такого тока оставляет несколько килогерц. Современные схемы позволяют получать ток с частотой 100 Гц. Этот этап преобразования, является самым важным в работе инвертора и это позволяет добиться существенных преимуществ в сравнении с другими моделями сварочного оборудования.
После этого, полученное высокочастотное напряжение роняют до значения холостого хода. А ток вырастает до размеров достаточных для выполнения сварочных работ, то есть до величины 100 – 200 А. Схема инвертора и комплектующие используемые в работе позволяют создавать сварочные аппараты с малым весом и высокими техническими характеристиками. Предприятия – производители выпускают аппараты для выполнения сварки:
- в ручном режиме;
- неплавящимся электродом в аргонной среде;
- в полуавтоматическом режиме под защитой газов и многие другие.

К несомненным достоинствам этого класса оборудования можно отнести – малый вес и габариты. Это позволяет передвигать инвертор на строительной или производственной площадке без особых сложностей. В составе инвертора нет трансформатора и это позволило избежать потерь на нагрев обмоток и перемагничивания сердечника и получить высокий КПД. При сварке электродом в диаметр 3 мм, от сети потребляется все 4 кВт мощности, показатель сварочного трансформатора или выпрямителя составляет 6 – 7 кВт.
Схема инверторного сварочного аппарата
Схемы применяемые в инверторах позволяют генерировать практически все параметры вольт-амперных характеристик – это говорит о том, что аппараты этого типа допустимы для применения во всех видах сварочных работ. Кроме того, инверторы обеспечивают работу с легированными, нержавеющими сталями и цветными металлами.
Инверторная схема не нуждается в частых и длительных перерывах в работе.
Конструкция инвертора позволяет выполнять плавную регулировку режимов сварки во всем диапазоне токов и напряжений, необходимых для выполнения сварочных работ. Инвертор обладает широким диапазоном токов от нескольких единиц до сотен тысяч. В быту применяют аппараты, которые позволяют варить металл относительно тонкими электродами до 3 мм. Применение аппаратов такого уровня позволяет формировать шов в различных положениях и обеспечить минимальное количество брызг расплавленного металла, возникающих при сварочных работах.
Инвертор обладает широким диапазоном токов от нескольких единиц до сотен тысяч. В быту применяют аппараты, которые позволяют варить металл относительно тонкими электродами до 3 мм. Применение аппаратов такого уровня позволяет формировать шов в различных положениях и обеспечить минимальное количество брызг расплавленного металла, возникающих при сварочных работах.
Инверторные сварочные аппараты
Инверторные сварочные аппараты, производимые в наши дни, по большей части имеют микропроцессорное управление. Оно позволяет:
- обеспечить рост тока при розжиге дуги;
- минимизировать залипание электрода и детали и еще ряд функций облегчающих работу сварщика.
После выполнения сварки с помощью трансформатора или выпрямителя, работа с инвертором может с полным основанием считаться праздником. Между тем инверторы обладают рядом недостатков. В частности, ремонт инвертора может обойтись в копеечку. Кроме того, у аппаратов инверторного типа повышенные требования к условиям хранения. Это обусловлено тем что, в инверторах содержится много элементов микроэлектроники.
Это обусловлено тем что, в инверторах содержится много элементов микроэлектроники.
На что обращать внимание при выборе
Надо понимать, что выбор сварочного оборудования это непростая задача и решают ее в несколько этапов.
- Необходимо знать марку свариваемых материалов и вид требуемого шва. Так, для обработки стали или нержавейки достаточно аппарата обеспечивающего ручную дуговую сварку. Для сварки обыкновенной стали можно использовать аппараты с переменным и постоянным током. Для работы с нержавеющей сталью необходимо использовать аппараты постоянного тока. Рабочие характеристики сварочного трансформатора позволяют работать с разными материалами.
- В зависимости от размера тока, аппараты в 200 А, относят к бытовым, а в 300 к профессиональным.
- В зависимости от типа работы – полуавтоматы, обладающие сложной конструкцией и довольно высокой стоимостью, показывают высокую производительность и простоту в управлении.
- Инверторы обладают малыми габаритами и весом и широкой возможностью настроек.
- Немаловажное значение имеет место выполнения работ, в частности, климатические условия.
- Само собой, принимая решение о выборе аппарата необходимо обращать внимание на компанию – производителя.
Роль трансформатора в сварке
Сварочные трансформаторы переменного тока используются в ручной дуговой сварке с применением штучных электродов, в механизированной сварке с использованием флюса и в аргонодуговой для соединения деталей из алюминиевых сплавов.
Назначение сварочного трансформатора заключается в формировании необходимого для сварки значения напряжения, определенных постоянных внешних характеристик и в регулировке сварочного тока.
Требования, предъявляемые к внешним параметрам, определяются на основе таких показателей:
- тип электрода – это может быть плавящийся или неплавящийся стержень;
- характер рабочей среды – открытая дуга, дуга под флюсом, в защитном газе;
- степень автоматизации сварочного процесса – ручная, автоматическая, полуавтоматическая;
- способ регулирования механизма горения – саморегулирование, автоматическое.

Ручная дуговая сварка стержнями с покрытием, аргонодуговая с неплавящимся вольфрамовым электродом, механизированная под флюсом на автоматах с контролем скорости подачи присадочной проволоки в зависимости от величины напряжения дуги – методы соединения металлических деталей, в которых применяется падающая вольтамперная характеристика.
Виды сварочных трансформаторов.
Падающая вольтамперная характеристика подразумевает работу аппарата в режиме регулятора сварочного тока. Исходя из технологических и экономических соображений используется плавно-ступенчатое регулирование.
Такой тип управления предполагает две и более ступени регулирования, сочетающиеся с плавным изменением величины тока в каждой ступени.
Жесткая вольтамперная характеристика используется в автоматической сварке под флюсом при постоянной скорости подачи присадочной проволоки, независимо от напряжения дуги.
Источник питания в таком случае работает в качестве регулятора напряжения.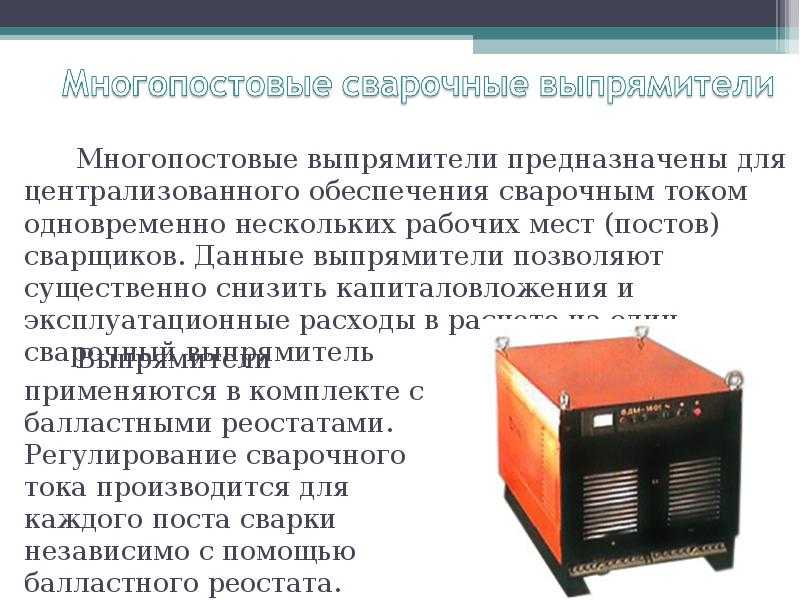
Изменение величины напряжения может быть:
- плавным;
- ступенчатым;
- смешанным.
Величина сварочного тока зависит от скорости, с которой подается электродная проволока. Источник питания, в свою очередь, устанавливает напряжение дуги и обеспечивает саморегулирование ее длины.
В зависимости от количества фаз выделяют:
- Однофазный сварочный трансформатор – модель, работающая только при напряжении 220 В. Предназначен для бытовых нужд.
- Трехфазный трансформатор – работает при напряжении сети 380 В. Такие модели способны обеспечить на выходе большую силу тока, что делает возможным соединение металлических деталей большой толщины.
Возможные неисправности и ремонт
Сварочная аппаратура, как и любое техническое устройство, всегда может выйти из строя. Существуют некоторые признаки, по которым можно определить возникшие неисправности.
Возможные неисправности
Например, при проведении сварки, постоянно происходит залипание электрода. Это может быть вызвано низким напряжением, неправильной настройкой тока, неправильным выбором электрода и рядом других причин. Отсутствие дуги может быть вызвано перебитым кабелем, перегревом сварочного оборудования и множеством других причин.
Это может быть вызвано низким напряжением, неправильной настройкой тока, неправильным выбором электрода и рядом других причин. Отсутствие дуги может быть вызвано перебитым кабелем, перегревом сварочного оборудования и множеством других причин.
Для ремонта сварочного трансформатора необходимо обладать определенными знаниями, то есть необходимо умение читать принципиальные электрические схемы и навык выполнения электромонтажных работ. Именно поэтому имеет смысл при возникновении неисправностей обращаться в мастерскую по их ремонту и обслуживанию.
Число рабочих постов
Трансформаторный тип сварочной аппаратуры применяется для разного числа рабочих постов. Их количество зависит от того, сколько сварочных кабелей возможно подключить к аппарату.
Условно трансформаторы разделены на два типа. Однопостовый и многопостовый. Первый тип обеспечивает одно рабочее место. То есть, к нему возможно подключение только одного кабеля для работы одного мастера.
Второй тип рассчитан на подключение 3-6 сварочных кабелей, позволяя одновременно работать тому же числу рабочих.
Как правильно смонтировать трансформатор
Сварочную аппаратуру необходимо надежно заземлить. Для облегчения жизни, на трансформаторов устанавливают специальные болтовые зажимы с сопроводительной надписью «ЗЕМЛЯ». Классификация по различным признакам Сварочная аппаратура классифицируется по следующим признакам – по фазам, по применяемости. На практике применяют одно и трехфазные сварочные аппараты. Однофазные аппараты, по большей части применяют для выполнения сварочных работ переменным током. Трехфазные применяют на строительных и производственных.
К однофазным относятся аппараты марки ТД. По сути, это трансформаторы с хорошим магнитным рассеиванием и перемещающимися обмотками. Их снабжают механическими регуляторами, выполненными в виде винтовых. Трехфазные аппараты применяют для сварки трехфазной дугой. Такой способ повышает производительность сварки, позволяет экономить электроэнергии, производит выравнивание нагрузки между фазами.
Трехфазный сварочный трансформатор
Трехфазные аппараты применяют для организации многопостовой сварки.![]() В частности, использование такого оборудования позволяет использовать как минимум два электрода одновременно. В конструкцию аппарата вносят некритичные изменения. Такое применение аппаратуры позволяет поднять экономический эффект от сварочных работ.
В частности, использование такого оборудования позволяет использовать как минимум два электрода одновременно. В конструкцию аппарата вносят некритичные изменения. Такое применение аппаратуры позволяет поднять экономический эффект от сварочных работ.
Устройство сварочного трансформатора ТДМ
Трансформатор ТДМ включает в свой состав следующие части:
Устройство сварочного трансформатора ТДМ
- металлический корпус;
- клеммы для сварочных;
- штурвал для настройки аппарата;
- магнитопровод;
- первая обмотка;
- вторая обмотка;
- винтовую пару для перемещения частей обмоток.
Принцип работы трансформатора ТДМ
Как уже отмечалось в конструкцию аппарата ТДМ входит магнитопровод, представленный в виде набор стальных пластин и изолированных обмоток. Ток, подаваемый из сети электропитания, попадает на первичную обмотку. В это время вторая обмотка, которая является перемещаемой, должна быть подключена к сварочному электроду и обрабатываемой деталью.
Между обмотками существует зазор, который и определяет параметры сварочного тока и напряжения. Чем больше размер зазора, тем больше сварочный ток. Это достигается за счет рассеивания магнитного поля.
Работа на холостом ходу
Выше было описано устройство и назначение сварочного трансформатора. Теперь настало время поговорить о таком функционировании агрегата, как холостой ход.
Во время формирования шва, между металлической деталью и электродом, замыкается вторичная обмотка. Под действием электричества металл плавится, в результате чего части заготовки надежно соединяются между собой. После окончания работы вторичная цепь размыкается. Сварка закончена и аппарат переходит в режим холостого хода.
Электродвижущая сила вначале появляется благодаря магнитному полю. Затем ЭДС поддерживается за счет рассеивания.
Электродвижущая сила замыкается между витками катушки в воздушном пространстве и образует показатели холостого напряжения. Холостой ход ограничен величиной в 48 В и считается безопасным для жизни рабочего. Однако в некоторых моделях устройств это значение может быть увеличено и до 70 В.
Если параметры холостого хода превышают установленные величины, тогда используется автоматическое ограничение, которое срабатывает сразу после окончания сварки из трансформатора. Кроме того корпус прибора должен быть заземлен. Такой простой момент увеличит безопасность работы мастера.
Сварочный трансформатор своими руками
Для изготовления сварочного аппарата своими руками надо понимать его базовые принципы работ. Первым делом необходимо определиться с параметром мощности тока. Для сварки массивных заготовок будет востребована высокая мощность генерируемого тока.
Кроме того, нельзя забывать и о том, что этот параметр жестко связан с тем, какие электроды будут использоваться во время работы. Для работы с металлом от 3 до 5 мм, необходимо использовать электроды 3 – 4 мм. Если толщина металла менее 2 мм, то вполне достаточно электродов 1,5 – 3 мм.
Другими словами, если планируется использование электродов толщиной 4 мм, то сила тока должна составлять 150 – 200 А, а электроды в 2 мм, сила тока должна составлять 50 – 70 А. Дуга формируется за счет использования трансформатора, состоящего из обмоток и магнитопровода.
Расчет сварочного трансформатора
У каждого типа сварки свои требования к трансформационным устройствам. Базовый расчет выполняют на основании разности количества витков на первичной и вторичной обмотке. Для понижающего оборудования работает следующее правило – если существует необходимость снижения напряжения в 10 раз, то количество витков на вторичной обмотке должно быть в 10 раз меньше. Надо отметить, что это правило имеет обратную силу.
У каждого трансформатора имеется так называемый коэффициент трансформации. Он показывает размер масштаба силы тока при переходе с первичной обмотки на вторичную. Руководствуясь этим принципом можно выполнить расчет сварочного трансформатора пригодного для любого типа сварки.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Основные технические характеристики
Выбирая трансформаторное оборудование любого российского производителя необходимо будет оценить технические характеристики. У большинства моделей характеристики схожи, но иногда имеют место быть различия, которые определяют эффективность, быстроту и безопасность работы.
Основной характеристикой любого сварочного оборудования являются показатели номинального тока сварки. Этот параметр обозначает, какой по своей толщине металл можно будет обработать определенным инструментарием. Чем больше значение, тем, понятно, что более эффективнее будет работа по большим слоям металла.
что это такое и зачем он нужен?
Екатерина
Время чтения: 7 минут
Сварочный трансформатор — это классическая разновидность сварочного аппарата, применяемая уже более ста лет. Трансформаторы зарекомендовали себя как надежные и неприхотливые аппараты, которые способны сварить даже самый толстый металл за счет большой сили сварочного тока. Сейчас трансформаторы используются нечасто, поскольку производители предлагают недорогие функциональные инверторы. Но для профессионалов и сварщиков старой закалки трансформаторы все еще играют большую роль.
В этой статье мы подробно расскажем, что такое сварочный трансформатор, как он устроен, какие существуют типы сварочных трансформаторов и для чего служит сварочный трансформатор. Этот материал создан специально для тех, кто только изучает азы сварки и выбирает сварочный аппарат для себя.
Содержание статьи
- Общая информация
- Устройство и принцип работы
- Устройство сварочного трансформатора
- Принцип работы сварочного трансформатора
- Виды трансформаторов
- Напряжение сети
- Функционал трансформатора
- Количество рабочих постов
- Способ регулировки силы тока
- Вместо заключения
Общая информация
Сварочный аппарат трансформаторного типа — это один из классических представителей сварочного оборудования. Основная функция сварочного трансформатора — преобразование напряжения сети 220В или 380В в низкое, а также преобразование тока от низких до высоких значений. Любой трансформатор (будь он современный или выпущенный 30 лет назад) предназначен для ручной дуговой сварки с применением покрытых электродов.
С помощью трансформатора возможна как бытовая, так и профессиональная или промышленная сварка. В 20 веке сварочные трансформаторы широко использовались для профессиональных сварочных работ, пока их не вытеснили компактные инверторы нового поколения. Тем не менее, трансформаторы все еще используются многими сварщиками.
Достоинства:
- Низкая стоимость самого аппарата, а также его запчастей и технического обслуживания
- Неприхотливость к хранению и эксплуатации
- Высокая ремонтопригодность
- Большая мощность
- Возможность сварки толстых металлов
Недостатки:
- Большой вес и габариты, затрудняющие транспортировку
- Не интуитивная регулировка силы тока (отсутствуют ручки и кнопки, регулировка осуществляется путем изменения величины индуктивного сопротивления или вторичного напряжения холостого хода)
- Часто нестабильное горение дуги, затруднительный поджиг
Устройство и принцип работы
Устройство и принцип действия сварочного трансформатора крайне просты. Именно из-за этой особенности трансформаторы настолько ремонтопригодны и недороги в обслуживании.
Устройство сварочного трансформатора
Трансформатор состоит из трансформаторного и регуляторного узла. Трансформаторный узел необходим для понижения напряжения, поступающего от сети 220В или 380В. Регулярный узел позволяет установить нужную вам силу тока.
Состав трансформаторного узла может разниться в зависимости от напряжения, необходимого для стабильной работы аппарата. Существуют однофазные, двухфазные и трехфазные аппараты. Однофазный трансформатор состоит из сердечника и двух обмоток. Двухфазный — из двух однофазных. Трехфазный — из трех однофазных соответственно.
Читайте также: Выбираем лучший сварочный аппарат для гаража
Что касается регуляторного узла, то зачастую это дроссель насыщения. Чтобы отрегулировать силу тока необходимо изменить зазор магнитопровода этого дросселя. Как вы понимаете, выполнять подобные манипуляции, каждый раз снимая корпус с аппарата, очень неудобно. Поэтому умельцы выводят на поверхность корпуса специальную ручку, с помощью которой можно механическим образом регулировать силу сварочного тока.
Два этих узла — трансформаторный и регуляторный — являются основой сварочного трансформаторного аппарата. Помимо этих узлов предусмотрены дополнительные устройства. Тем не менее, стандартная схема сварочного трансформатора все равно очень простая. По этой причине трансформаторы крайне редко выходят из строя. Если у трансформатора обнаружились неполадки, их можно легко устранить в домашних условиях.
Принцип работы сварочного трансформатора
В большинстве сварочных аппаратов сварочный ток преобразовывается из постоянного в переменный, чтобы была возможность зажечь дугу. В случае с трансформатором это правило не работает. Это единственный сварочный аппарат, позволяющий выполнять сварку с применением постоянного тока. Все, что необходимо — это адаптировать электрический ток под необходимые вам условия.
Это задача трансформаторного узла, о котором мы говорили выше.![]() Он понижает входное напряжение до необходимого значения. Затем дело за регуляторным узлом, который позволяет точно настроить силу тока. Вот и все. Принцип действия максимально прост. Дополнительно может быть заземление.
Он понижает входное напряжение до необходимого значения. Затем дело за регуляторным узлом, который позволяет точно настроить силу тока. Вот и все. Принцип действия максимально прост. Дополнительно может быть заземление.
Виды трансформаторов
Существуют различные виды сварочных трансформаторов. Они могут классифицироваться по разным критериям: по напряжению сети, по функциональности, по способу регулировки тока, по количеству рабочих постов. Давайте рассмотрим эти критерии подробнее
Напряжение сети
Сварочный трансформатор для ручной дуговой сварки может работать как от 220В, так и от 380В. Это зависит от того, сколько фаз у трансформатора. Выше мы уже говорили, что существуют однофазные, двухфазные и трехфазные аппараты. Однофазные работают от розетки 220В. Двухфазный сварочный трансформатор встречается редко, поэтому не будет заострять на нем внимание Трехфазные трансформаторы требуют напряжения 380В.
Также существуют комбинированные трансформаторные аппараты, способные работать при любом напряжении сети.
Функционал трансформатора
От функциональности напрямую зависит назначение сварочного трансформатора. Разделяют бытовые, профессиональные и промышленные аппараты. У них разные характеристики, соответственно разный функционал. Аппарат бытового класса не способен выдать более 200А, поэтому его возможности ограничены. А вот профессиональные модели генерируют от 300А и позволяют варить даже толстый металл.
Промышленный сварочный трансформатор обладает возможностями, позволяющими выполнять самые сложные сварочные работы. Но, справедливости ради, сейчас трансформаторы практически не используются в промышленной сварке. Их заменили более технологичные аппараты.
Количество рабочих постов
Трансформаторы для ручной дуговой сварки могут предназначены для разного количества рабочих постов. Чем больше сварочных кабелей можно подключить к трансформатору, тем больше рабочих постов можно организовать.
Условно аппараты делятся на однопостовые и многопостовые. Однопостовые рассчитаны на одно рабочее место. Проще говоря, к такому аппарату можно подключить всего один сварочный кабель и работу сможет выполнить только один сварщик. Многопостовые аппараты позволяют подключать от 3 до 6 кабелей, тем самым позволяя осуществлять сварку трех-шести сварщикам одновременно.
Однопостовые рассчитаны на одно рабочее место. Проще говоря, к такому аппарату можно подключить всего один сварочный кабель и работу сможет выполнить только один сварщик. Многопостовые аппараты позволяют подключать от 3 до 6 кабелей, тем самым позволяя осуществлять сварку трех-шести сварщикам одновременно.
Способ регулировки силы тока
Выше мы писали, что трансформатор для сварки оснащен регуляторным узлом в котором есть дроссель насыщения. Меняя расстояние между катушками можно изменить и силу тока. Но на самом деле, это не единственный тип регулировки сварочного тока.
Помимо дросселя насыщения может использоваться дроссель магнитного зазора, двигающийся или подмагниченный шунт, реактивная обмотка, подвижная катушка кондекнсатор, рассеивающиеся обмотки, тиристорные регулировки или импульсные стабилизаторы.
Как видите, существует множество разновидностей трансформаторов. Поэтому выбирайте аппарат исходя из своих потребностей и нужд. Для домашнего использования будет достаточно однофазного однопостового трансформатора с максимальной силой тока до 300А, с дросселем насыщения для регулировки. Такие аппараты наиболее надежны и неприхотливы в эксплуатации.
Такие аппараты наиболее надежны и неприхотливы в эксплуатации.
Вместо заключения
Трансформаторы — это надежные и неприхотливые аппараты, зарекомендовавшие себя при выполнении любых задач: от бытовых до промышленных. Сейчас они практически не используются из-за большого разнообразия аппаратов инверторного типа, но это не значит, что трансформаторы исчезнут. У них есть свои неоспоримые преимущества, которыми вряд ли смогут похвастаться даже самые современные инверторы.
Похожие публикации
Сварочный трансформатор — устройство и принцип работы
0
Опубликовано: 01.04.2017
Сварочный трансформатор для выполнения дуговой ручной сварки, а также некоторых типов промышленной сварки считается незаменимым инструментом. Такие аппараты преобразовывают необходимое для них напряжение из общегородской электросети.
Такие аппараты преобразовывают необходимое для них напряжение из общегородской электросети.
Такое оборудование способно понижать напряжение под напряжение холостого хода сварочного трансформатора, обеспечивая тем самым его бесперебойную эксплуатацию.
Оглавление:
- Разновидности трансформаторной сварки
- Трансформатор дуговой сварки
- Трансформатор точечной сварки
- Конструкция
- Схема трансформатора
- Расчет трансформатора
- Сварочный инструмент своими руками
Разновидности трансформаторной сварки
Сегодня существуют разные виды сварочных трансформаторов, которые отличаются конструктивно, принципом работы. Самым востребованным на рынке среди них, который можно сделать самостоятельно считается трансформатор сварочный для дуговой и контактной сварки.
Трансформатор дуговой сварки
Широкое распространение среди домашних умельцев имеют трансформаторы для дуговой сварки. Этому есть несколько причин:
- надежная и довольно простая конструкция инструмента;
- мобильность;
- довольно обширный рабочий диапазон;
- простота управления;
- хорошая производительность.
Конечно же, кроме многочисленных достоинст, в дуговая ручная сварка постоянного тока обладает и рядом недочетов:
- низкий показатель КПД;
- качество сварного шва полностью зависит от уровня профессионализма самого сварщика.
Трансформатор для ручной сварки обычно используется в процессе проведения разноплановых строительных или ремонтных работ, производства конструкций из металла, соединения отдельных металлических образцов, а также соединения трубопроводных коммуникаций. При помощи дуговой ручной сварки можно осуществлять и резку металла, и его сварку, при этом разной толщины.
Подобного типа инструменты имеют довольно простую конструкцию. Сварочный агрегат включает:
- непосредственно сам трансформатор;
- электродный держатель;
- регулятор тока;
- зажим для массы.
Нужно выделить основной элемент аппарата – трансформатор, который может иметь разную конструкцию. Самыми популярными на сегодняшний день являются самодельные инструменты, оснащенные магнитопроводом П-образной, тороидальной конфигурации.
Вокруг магнитопровода размещаются две обмотки проволоки из алюминия или меди. Толщина проволоки на обмотках зависит от рабочих характеристик агрегата, и количества выполненных витков.
Трансформатор точечной сварки
Подобный тип сварки также называется контактной сваркой. Трансформатор ТС имеет характерные отличия от инструмента, предназначенного под дуговую сварку. Ключевое из них – это технология сваривания металлических образцов. К примеру, плавление дуговой сваркой осуществляется электрической дугой, которая формируется между электродом и свариваемым изделием, то в случае с контактной сваркой производится точечный нагрев свариваемого участка электричеством (для чего используются два заточенных электрода из меди), соединение деталей происходит под воздействием высокого давления (таким образом, металл свариваемых образцов плавится в точке соединения, после чего сливается в одно целое).
Точечная сварка широко используется в автомобилестроении, строительной сфере, для соединения тонких алюминиевых листов, медных образцов, нержавеющей стали, для сварки скруток, создания из арматура каркаса ЖБ конструкций, прочих металлов, для соединения которых необходимо создавать специальные условия.
Конструкция
Каждый домашний мастер старается обеспечить себя самым разнообразным инструментом, в особенности сварочным агрегатом, который является просто незаменимым помощником в хозяйственной деятельности. При этом не исключается возможность собрать такой аппарат самостоятельно. Устройство сварочного трансформатора, сделанного в домашних условиях, может быть самым разнообразным. Такой прибор может использоваться для дуговой, точечной сварки разнотипных металлических изделий.
Автолюбители из трансформатора ТД 500 могут соорудить споттер, который позволит осуществлять в любое время ремонт автомобильного кузова.
У всех сварочных устройств, изготовленных на основе стандартного трансформатора принцип работы идентичный, они отличаются только конструктивными характеристиками.
 Сварочный полуавтомат имеет настолько простую конструкцию, что его можно сделать даже из обыкновенной микроволновки. Такой инструмент способен функционировать при использовании переменного, постоянного токов, качественные характеристики шва при этом не пострадают.
Сварочный полуавтомат имеет настолько простую конструкцию, что его можно сделать даже из обыкновенной микроволновки. Такой инструмент способен функционировать при использовании переменного, постоянного токов, качественные характеристики шва при этом не пострадают.Схема сварочного полуавтомата включает несколько обязательных деталей, которые точно есть на хозяйстве любого бытового мастера.
Схема трансформатора
Делая самостоятельно трансформатор (споттер), необходимо обязательно сделать расчет. Какие детали включает схема сварочного трансформатора? Любой подобного типа инструмент включает в конструкцию проволоку из меди, намотанную на сердечнике. Число медных проводов для основного аппарата не имеет значения, его можно сделать даже из микроволновой печки.
Общая схема трансформатора должна включать диодный мост. При предназначении агрегата для точечной сварки схема немного сложнее. Здесь, кроме проволоки из меди, диодного моста обязательно наличие конденсаторов, тиристоров, диодов. Эти дополнительные элементы позволят максимально точно осуществлять регулировку тока, плюс качество шва будет намного лучше.
При предназначении агрегата для точечной сварки схема немного сложнее. Здесь, кроме проволоки из меди, диодного моста обязательно наличие конденсаторов, тиристоров, диодов. Эти дополнительные элементы позволят максимально точно осуществлять регулировку тока, плюс качество шва будет намного лучше.
Трансформатор для сварки точечного варианта имеет сложную схему и конструкцию. Какой больше подойдет сварочный инструмент в домашних условиях, конечно же, каждый решает самостоятельно. Главное — точно знать его функциональные обязанности.
Чтобы верно выполнить требуемые расчеты, нужно первое что сделать – это определиться с показателями: напряжения обмоток, сварного тока.
Расчет трансформатора
Как выполняется расчет сварочного трансформатора?
Как говорилось ранее, сварочные трансформаторы переменного тока включают две обмотки, сердечник, которые несут ответственность за ключевые технические характеристики инструмента. Заранее предполагая напряжение обмоток, силу тока, прочие дополнительные параметры, производятся расчеты сердечника, обмоток, сечения медной проволоки.![]()
При произведении расчетов основанием являются такие параметры:
- U1 – напряжение первичной обмотки, в качестве которого выступает сетевое напряжение, от какого сварка и будет работать (220В/380В).
- U2 – напряжение вторичной обмотки (не более 80В). Напряжение электричества, создаваемое после понижения. Оно необходимо для возбуждения сварочной дуги;
- I – сила тока вторичной обмотки (рассчитывается в зависимости от предполагаемых для выполнения работ электродов, толщины свариваемого металла).
- Sc – площадь сечения сердечника (берется в пределах 45-55 см²). Этот параметр влияет на качество и надежность работы инструмента.
- So – площадь окна сердечника (берется в пределах 80-110 см²). Параметр берется из расчета отвода избыточного тепла, качественного магнитного рассеяния, удобства намотки медной проволоки.
- Рт – плотность тока обмотки (2,5-3A/мм2 – для самодельных трансформаторов). довольно значимый параметр, который отвечает за электрические потери на обмотках инструмента.
Сварочный инструмент своими руками
Чем отличается самодельный трансформатор?
На самодельном бытовом агрегате для сварки обмотка выводится стандартно – на медные клеммы, варианты заводского производства, конечно же, имеют более надежные переключатели. Детальная схема сварки постоянного тока, предназначенного для ручной сварки, зависит от разновидности сердечника (тороидальный, стержневой), наличия у домашнего мастера подручных деталей.
Трансформаторы для инвертора отличаются сложностью сборки. В данном случае используется несколько преобразователей для преобразования тока сначала в переменный ток, далее в постоянный ток, но установленного напряжения. Также устройство инструмента усложнено наличием электроники, которая предоставляет возможность намного точнее контролировать сварочный процесс.
Масса трансформатора для сварки переменного тока будет зависеть от марки. Минимальная масса такого инструмента может составлять 3 кг, но на рынке электротехники чаще всего можно встретить аппараты массой не менее 10 кг.
Сергей Одинцов
tweet
Что такое отводы на сварочном трансформаторе? — Полное руководство
Последнее обновление
Сварочный трансформатор является важным элементом оборудования, снижающим напряжение, поступающее от источника питания. Он работает, изменяя переменный ток от розетки до высокой силы тока и тока низкого напряжения, подходящего для сварки.
Напряжение и сила тока, используемые при сварке, регулируются отводами первичной и вторичной обмотки сварочного трансформатора. Чтобы знать, как функционируют отводы в сварочном трансформаторе, необходимо более глубоко понимать принцип работы сварочного трансформатора.
Поэтому будем копать глубже, чтобы узнать, что такое отводы на сварочном трансформаторе. Продолжай читать!
Что такое сварочный трансформатор?
Двухобмоточный трансформатор. Первичная обмотка имеет ответвляющую головку, предназначенную для изменения напряжения зажигания дуги. Кроме того, кнопка крана используется для изменения напряжения холостого хода вторичной стороны. Первичная и вторичная обмотки соединены отдельно с двумя ножками железного сердечника.
Таким образом, трансформатор будет иметь реактор утечки большего размера. Тогда напряжение на клеммах вторичной обмотки сильно упадет при увеличении тока.
Реактор со стальным сердечником включен последовательно в цепь дополнительной обмотки для задания сварочного тока. Если изменить длину воздушного зазора реактора, ток возрастет.
Изображение предоставлено: evgeniy11, Shutterstock
Как работает сварочный трансформатор?
Сварочные трансформаторы работают, изменяя напряжение до напряжения, необходимого для создания сварочной дуги. Время восстановления дуги — это время, необходимое для увеличения напряжения от нуля до напряжения, необходимого для сварки.
Время восстановления дуги — это время, необходимое для увеличения напряжения от нуля до напряжения, необходимого для сварки.
Крайне важно поддерживать минимальное время восстановления дуги, чтобы гарантировать стабильность дуги. Если он не остается низким, катод может стать холодным. Это остановит производство достаточного количества ионов и электронов для формирования и удержания дуги.
Одним из способов сокращения времени является увеличение напряжения цепи источника электроэнергии. При более низком максимальном значении напряжения время восстановления дуги значительно меньше. Сварочная цепь должна иметь индуктивность, которая приводит к разнице фаз между переходным током и напряжением.
Отводы помогают изменять напряжение для получения желаемой дуги. Если напряжение низкое, то отводы будут увеличивать ток. Низкое напряжение препятствует формированию предпочтительной дуги, потому что тепло теряется через катод.
Если сила тока достигает 250 ампер, вы можете легко создать дугу. Ему нужно напряжение до 60 вольт. Можно увеличить напряжение до 80 вольт, если ток ниже 70 ампер.
Ему нужно напряжение до 60 вольт. Можно увеличить напряжение до 80 вольт, если ток ниже 70 ампер.
Тем не менее, повышение напряжения представляет угрозу безопасности, а также ослабляет дугу. Это приводит к коэффициенту напряжения холостого хода сварочного трансформатора. В этой ситуации отводы имеют большое значение, поскольку они поддерживают напряжение в пределах ограничений и, следовательно, останавливают любые повреждения. Теперь, когда мы знаем назначение отводов на сварочном трансформаторе, давайте. посмотрите, как устроены эти краны.
Как устроены отводы в сварочном трансформаторе?
Во вторичных обмотках имеются отводы на сварочном трансформаторе, соединенные с вилкодержателем или сильноточной кнопкой. Обычно они используются для снижения напряжения от 15 до 45 вольт. Один конец вторичной обмотки соединен со свариваемыми деталями, а другой — с электродом.
Отводы на сварочном трансформаторе предотвращают проблемы с нагревом за счет минимизации необходимого напряжения. Для изменения тока, используемого при сварке, можно закрепить точки на вторичной катушке. Некоторые сварочные трансформаторы имеют отводы, прикрепленные к вторичной обмотке катушки, чтобы обеспечить нужное напряжение.
Для изменения тока, используемого при сварке, можно закрепить точки на вторичной катушке. Некоторые сварочные трансформаторы имеют отводы, прикрепленные к вторичной обмотке катушки, чтобы обеспечить нужное напряжение.
Эти ответвители подают полную мощность на клеммы. Многие большие сварочные трансформаторы обычно имеют несколько фазных входов, а меньшие обычно имеют однофазные входы. Когда электрический ток большой, столько тепла вырабатывается во вторичных обмотках. Это связано с сопротивлением между анодом и свариваемыми деталями.
Полное сопротивление сварочных трансформаторов обычно выше, чем у обычных трансформаторов. Дуга образуется из-за высокого импеданса. Электрический ток остается в форме волны, а напряжение искривляется в сварочном токе.
Где расположены отводы в сварочном трансформаторе?
Отводы находятся в разных местах на вторичной обмотке. Соединение на последнем слое катушки является основным методом обеспечения отводов. Слой катушки расположен вдали от линии финиша.
Между метчиками с номерами четыре и пять на части метчика в большинстве случаев имеются разрывы. Кроме того, для катушки предлагается перемычка, которая позволяет вам выбрать желаемое напряжение на конкретной заводской табличке.
Подключение шлейфа, расположенного на конце вторичной обмотки, без пауз между отводами – еще одна конфигурация отвода. Крайний кран (обычно кран под номером семь) находится недалеко от финиша.
Соединение «звезда» или «треугольник» в этой конфигурации ответвления (на стороне входа) закрыто на ответвлении в соответствии с паспортной табличкой. Эта конфигурация отводов известна как «отводы на конце катушки» или «отводы от линии».
Перемычки ответвлений соединяют два конца катушки. В другой конфигурации перемычки ответвлений соединяют только один конец с клеммой основной фазы. А на фазовой клемме положение отвода совпадает с предпочитаемым вами напряжением.
Конструкции отводов сварочного трансформатора
Конструкции сварочных трансформаторов отличаются различными конфигурациями отводов. Тем не менее, самый нижний отвод всегда присоединяется к максимальному циклу вращения трансформатора. Это приводит к выработке наименьшего напряжения для передачи.
Тем не менее, самый нижний отвод всегда присоединяется к максимальному циклу вращения трансформатора. Это приводит к выработке наименьшего напряжения для передачи.
Наименьшее напряжение приводит к меньшему электрическому току и мощности, вырабатываемой сварочным аппаратом. Другие конфигурации ответвителя генерируют более высокое напряжение и ток для контактной сварки.
Вы можете либо сделать петлю, либо припаять клеммы ответвления. Проводник катушки с петлевыми ловушками обычно снимается с изоляции, чтобы создать петлю, соответствующую размеру оборудования. Концы отводов припаяны к катушке в нужном месте.
Надеемся, что теперь вы поняли, что такое отводы в сварочном трансформаторе, и узнали все, что нужно знать о них, и как они работают.
Ознакомьтесь с некоторыми из наших самых популярных постов
- Что такое кузнечная сварка? Тщательное понимание
- Как склеить алюминий без сварки (быстро и просто) Электродная сварка
- : что это такое и как выбрать? (с диаграммой)
Авторы избранных изображений: pinger, Pixabay
- Что такое сварочный трансформатор?
- Как работает сварочный трансформатор?
- Как устроены отводы сварочного трансформатора?
- Где расположены отводы в сварочном трансформаторе?
- Конструкции отводов сварочного трансформатора
Что такое отводы на сварочном трансформаторе?
Пьер Янг
Сварочные трансформаторы — жизненно важное оборудование, используемое для снижения напряжения от источника электроэнергии. Устройство преобразует переменный ток (AC) из сети в ток большой силы и низкого напряжения, пригодный для сварки.
В сварочном трансформаторе отводы первичной и вторичной обмотки используются для макрорегулировки сварочного тока и напряжения. Глубокое понимание принципа работы обмоточных трансформаторов важно для понимания функции отводов.
Итак, давайте копнем глубже, чтобы узнать, что такое ответвления на обмотке трансформатора.
Каков принцип работы сварочного трансформатора?
Сварочные трансформаторы используются для регулировки напряжения источника питания до напряжения, необходимого для формирования сварочной дуги. Время, необходимое для повышения напряжения от нуля до желаемого напряжения, необходимого для сварки дугой, называется временем восстановления дуги.
Время восстановления дуги должно быть небольшим, чтобы дуга была стабильной. Это важно, иначе катод может стать холодным, что помешает генерации достаточного количества ионов и электронов для создания и поддержания дуги.
Одним из способов сокращения времени является увеличение напряжения цепи источника питания. Время восстановления дуги значительно меньше при более низком пиковом значении напряжения. Сварочная цепь должна иметь индуктивность, обеспечивающую разность фаз между переходными токами и напряжением в диапазоне от 0 до 35 и от 0 до 45.
Ответвители помогают регулировать напряжение для получения желаемой дуги. Отводы помогают увеличить ток при низком напряжении. Низкое напряжение предотвращает создание нужной дуги из-за потери тепла катодом.
Дуга может легко образоваться при силе тока до 250 ампер. Для этого требуется напряжение около 60 вольт. В случае, если ток ниже 70 ампер, напряжение можно увеличить до 80 вольт. Но увеличение напряжения создает угрозу безопасности, а также ухудшает соотношение дуги и напряжения холостого хода сварочного трансформатора.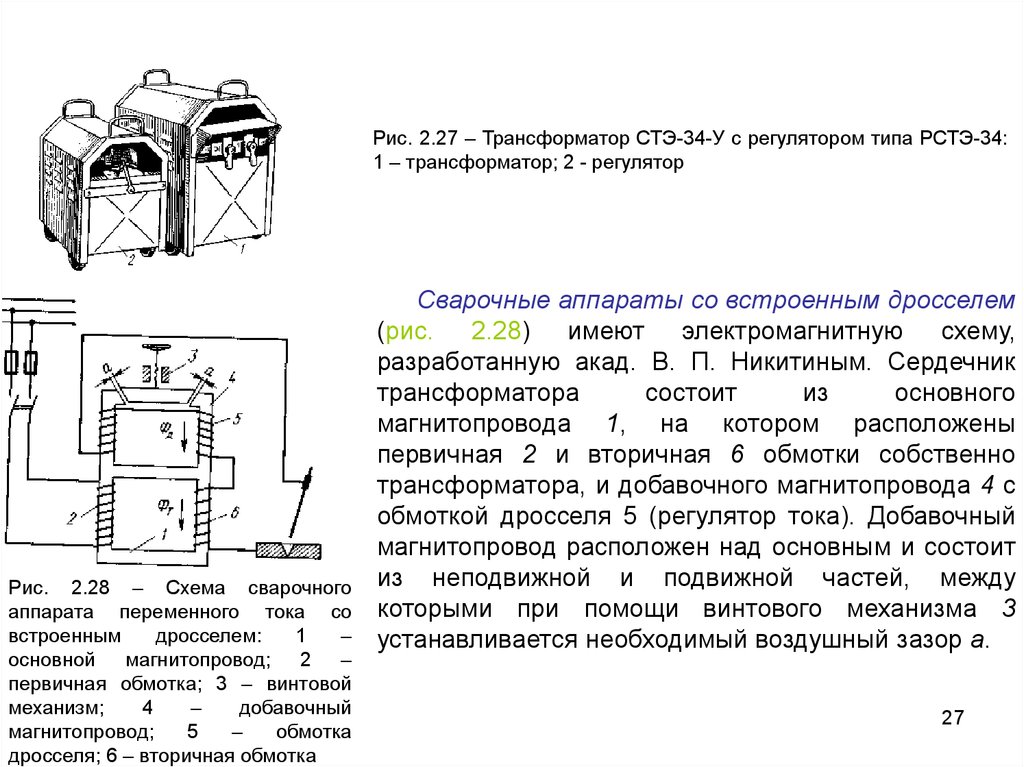 Отводы оказываются незаменимыми в этой ситуации, поскольку они помогают удерживать напряжение в пределах ограничений, тем самым предотвращая любые повреждения.
Отводы оказываются незаменимыми в этой ситуации, поскольку они помогают удерживать напряжение в пределах ограничений, тем самым предотвращая любые повреждения.
Конструкция ответвителей на обмотках трансформаторов
Отводы имеются во вторичных обмотках и подключены к сильноточному выключателю или штепсельным розеткам. Они используются для снижения напряжения обычно между 15 и 45 вольт. Одна сторона вторичной обмотки соединена с электродом, а другой конец соединен со свариваемыми деталями.
Отводы на обмотках трансформаторов помогают снизить напряжение, тем самым предотвращая проблемы с нагревом. Точки на вторичной обмотке могут быть прикреплены для изменения сварочного тока. В некоторых сварочных трансформаторах отводы подсоединяются к обмоткам вторичной обмотки, чтобы обеспечить правильное напряжение. Эти ответвители обеспечивают полный выход на клеммах.
Большинство крупных сварочных трансформаторов имеют многофазные входы, а меньшие — однофазные. При сильном токе выделяется много тепла из-за сопротивления между свариваемыми деталями и электродом во вторичных обмотках.
Импеданс сварочных трансформаторов обычно выше, чем у обычных трансформаторов. Высокий импеданс приводит к возникновению дуги. Ток остается синусоидальным, а напряжение искажается в сварочном токе.
Расположение ответвителей
Ответвители могут быть расположены в другом месте на вторичной обмотке. Основной способ изготовления отводов – соединение последнего слоя змеевика. Слой катушки расположен вдали от линии финиша. В большинстве случаев между отводами номер четыре и пять на отводной секции имеются разрывы. Кроме того, для катушки предусмотрена перемычка, помогающая выбрать нужное напряжение на конкретной табличке.
Другая конфигурация ответвления заключается в соединении контура на конце вторичной обмотки без разрыва между ответвлениями. Последний кран, обычно седьмой, находится недалеко от финиша. В этой конфигурации соединение «звезда» или «треугольник» на стороне входа закрыто на кране в зависимости от паспортной таблички. Эта конфигурация отводов называется «отводами от линии или отводами на конце катушки».![]()
Перемычки ответвлений соединяют две клеммы ответвлений катушки в сварочном трансформаторе. В другой конфигурации перемычки ответвлений соединяют только одну клемму с клеммой соответствующей фазы. Расположение отвода на фазном зажиме соответствует нужному напряжению.
Конструкция отводов сварочного трансформатора
Конструкции сварочных трансформаторов различаются в зависимости от конфигурации отводов. Но самый нижний отвод всегда соединяется с максимальным циклом оборотов в трансформаторе. Это приводит к генерации самого низкого напряжения для передачи. Низкое напряжение приводит к меньшему току и мощности, генерируемой сварочным аппаратом. Другие конфигурации отводов обеспечивают более высокое напряжение и ток для контактной сварки.
Наконечники отводов могут быть сварными паяными или петлевыми. Проводник катушки для петлевых ловушек обычно лишен изоляции, чтобы сформировать петлю, соответствующую размеру оборудования. Отводы клемм припаяны к катушке в соответствующем месте.![]()
Вопросы по теме
Как отводы помогают регулировать напряжение?
Отводы используются в сварочном трансформаторе для регулировки напряжения и тока. Они подключены к вторичной обмотке в различных конфигурациях. Эти отводы позволяют сварщику отрегулировать нормальное напряжение до требуемого устройством. Вывод отводов подключается к клемме или нескольким клеммам.
Отводы незаменимы, когда напряжение в сети выше или ниже напряжения, необходимого для создания дуги. Они обеспечивают более высокое или более низкое вторичное напряжение в зависимости от напряжения сети. Коэффициент трансформации трансформатора изменяется при использовании ответвлений.
На больших силовых трансформаторах отводы помогают компенсировать колебания напряжения. Соединения отводов обычно устанавливаются по умолчанию для сетевого напряжения. Сварщик может менять отводы, чтобы получить желаемое напряжение.
Например, трансформатор с одной обмоткой, рассчитанный на 480–120 В, с входным линейным напряжением 456 В будет иметь вторичное напряжение, номинальное 114 В. Значение вторичного напряжения получается путем деления более высокого значения напряжения на более низкое. Здесь коэффициент вторичного напряжения равен 4, что получается путем деления 480 на 420. В результате вторичное напряжение для входного перехода 456 В составляет 114 В или 456, деленное на 4. Такой же переход, имеющий 400 В, будет иметь вторичное напряжение 100 В.
Значение вторичного напряжения получается путем деления более высокого значения напряжения на более низкое. Здесь коэффициент вторичного напряжения равен 4, что получается путем деления 480 на 420. В результате вторичное напряжение для входного перехода 456 В составляет 114 В или 456, деленное на 4. Такой же переход, имеющий 400 В, будет иметь вторичное напряжение 100 В.
Большие трансформаторы допускают только несколько витков. В этой ситуации отводы не могут быть размещены на точно точном напряжении. Большой трансформатор обычно имеет 5 В на виток, из-за чего отвод 2 ½ на обмотке с напряжением 480 В позволяет 2,4 витка. Поскольку ответвления возможны только для целых витков, обычно ответвления расположены на 2 витках для 10 В.
Что такое переключатели ответвлений и повороты?
Большинство сварочных трансформаторов имеют переключатель отводов. Переключатель позволяет сварщику изменять соотношение витков в трансформаторе. Сварщик может увеличивать или уменьшать выходное напряжение, поворачивая кран.
При изменении выходного напряжения также меняется возможность увеличения доступного тока для различных частей. Более высокое напряжение приводит к более высокому току, подаваемому на разные части.
Между ответвлениями важно количество оборотов. Это необходимо, иначе кран не будет поворачиваться для установки нужного напряжения. Например, отвод обмотки невозможен при 7 ¼ и 12 ¾ витках. Оборотов должно быть 7 или 12 для правильной работы.
Предположим, у нас есть трансформатор на 480 В с 960 оборотов. Отвод будет 24 витка в случае 2 витка на вольт. Напротив, при 2 ½ процента отвод низкого уровня приведет к снижению напряжения примерно на 12 В или в 0,025 раза по сравнению с обычным отводом 480 В.
Количество витков на вольт можно изменить. Большинство ответвлений имеют маркировку для обеспечения точной регулировки напряжения. Напряжения отводов обычно указаны на паспортных табличках трансформатора.
Как определить оптимальную настройку крана?
При сварке на переменном токе обычно выделяется много тепла.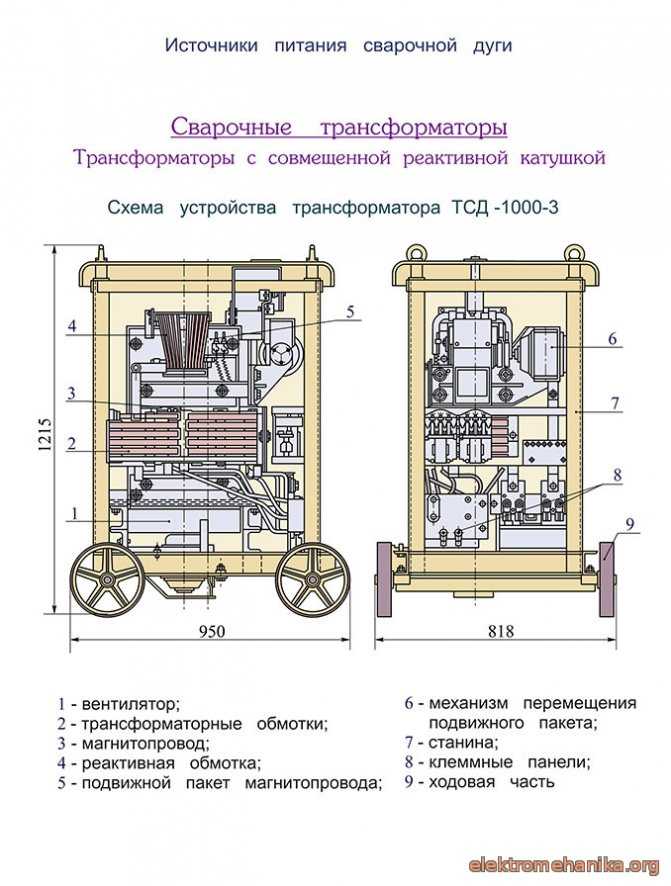 Вот почему время выключения должно быть сведено к минимуму во время каждого цикла для достижения оптимальных результатов. График сварки должен быть оптимизирован для конкретного применения. В случае очень высокой или низкой настройки отвода ток будет недостаточным, из-за чего не будет производиться требуемое тепло.
Вот почему время выключения должно быть сведено к минимуму во время каждого цикла для достижения оптимальных результатов. График сварки должен быть оптимизирован для конкретного применения. В случае очень высокой или низкой настройки отвода ток будет недостаточным, из-за чего не будет производиться требуемое тепло.
Общее эмпирическое правило для оптимальной настройки ответвления состоит в том, чтобы использовать самый низкий отвод трансформатора при максимальном процентном токе в течение минимальной продолжительности. Это приведет к генерации желаемого тока, необходимого для постоянного и качественного сварного шва. Установка метчика обеспечивает наилучшую термическую и механическую сварку.
Оптимальные настройки метчика обеспечивают идеальное для сварки тепло. Слишком большой или малый сварочный ток может повредить сварочный аппарат. Время низкого тока может привести к недостаточному нагреву, в то время как большой ток может привести к слишком большому нагреву. Следование общему эмпирическому правилу приведет к желаемому току и нагреву для создания оптимального сварного шва.
О Пьере Янге
Привет, я Пьер Янг, квалифицированный сертифицированный сварщик AWS. Сваркой я занялся в 2009 году как подработку. С тех пор я занимаюсь всевозможными сварными швами — и для работы, и для удовольствия. Погружаясь в это замечательное хобби, я на собственном опыте узнал, какие сварочные приспособления работают, а какие нет. Welding Headquarters — это сайт, на котором я делюсь всем, что узнал.
инверторных и трансформаторных сварочных аппаратов: объяснение различий
Каждый сварщик хоть раз задумывался над тем, инверторные или трансформаторные сварочные аппараты?
Основное отличие заключается в том, что инверторный сварочный аппарат значительно эффективнее и легче. Но трансформаторные сварочные аппараты более надежны в долгосрочной перспективе и лучше подходят для более суровых условий.
Итак, ответ не так прост, как вы думаете. Некоторые сварщики доверяют трансформаторному сварочному аппарату, а другие никогда не откажутся от удобства инверторного сварочного аппарата, несмотря ни на что.
Помимо этого краткого введения существует еще много различий, и в этой статье подробно рассматривается каждая технология, чтобы помочь вам решить, какая из них лучше всего соответствует вашим потребностям.
Inverter vs Transformer Welder: A Quick Overview
| Inverters | Transformers | ||||
|---|---|---|---|---|---|
| Weight | Low | High | |||
| Size | Compact | Huge | |||
| Efficiency | High | Low | |||
| Duty Cycle | Longer | Shorter | |||
| Generator Support | Worse | Better | |||
| Current Output | AC и DC | AC и DC (только с выпрямителем) | |||
| Advanced Digital Arc Control | Да | Нет | |||
| Multiple Processes In One Welder | Yes | No | |||
| Arc Stability | Better | Worse | |||
| Cost | $$ | $$$$ | |||
| Технология Возраст | Относительно новый | Старый | |||
| Срок службы | Шортер | Долго7 |
 0013 Сварочные аппараты с трансформаторами
0013 Сварочные аппараты с трансформаторами
 Добавленные выпрямители блокируют одну из двух полярностей переменного тока, оставляя чистый постоянный ток (DC), предпочтительный для большинства типов сварки.
Добавленные выпрямители блокируют одну из двух полярностей переменного тока, оставляя чистый постоянный ток (DC), предпочтительный для большинства типов сварки.
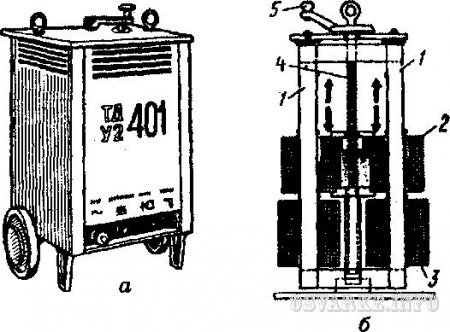

 количество цифровых функций для управления дугой
количество цифровых функций для управления дугой Поскольку трансформаторные машины не могут изменять дугу в режиме реального времени, они подвержены колебаниям напряжения дуги, возникновению дуги и другим проблемам, связанным с дугой.
Поскольку трансформаторные машины не могут изменять дугу в режиме реального времени, они подвержены колебаниям напряжения дуги, возникновению дуги и другим проблемам, связанным с дугой. Тем не менее, по всей территории США используются тысячи 50-летних трансформаторных блоков, и они до сих пор находятся в хорошем состоянии.
Тем не менее, по всей территории США используются тысячи 50-летних трансформаторных блоков, и они до сих пор находятся в хорошем состоянии. Таким образом, производители постепенно отказываются от сварочных аппаратов на основе трансформаторов, и многие бренды больше не поставляют их на коммерческий рынок.
Таким образом, производители постепенно отказываются от сварочных аппаратов на основе трансформаторов, и многие бренды больше не поставляют их на коммерческий рынок.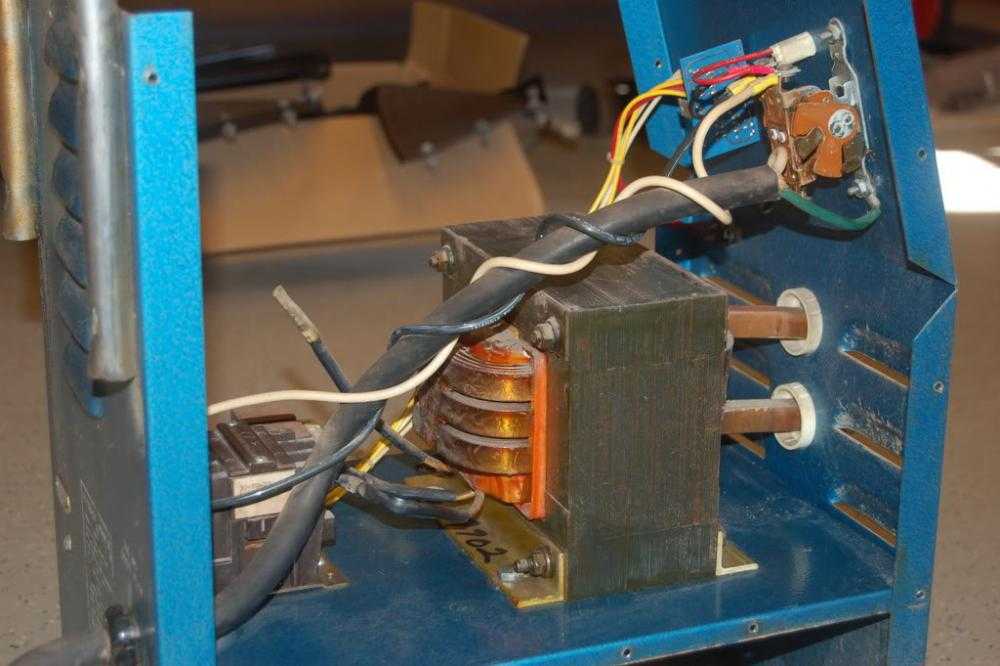 К сожалению, многие сварщики были ранены или погибли при использовании оборудования, отличного от VRD, а старые трансформаторные системы обычно не поддерживают эту меру безопасности.
К сожалению, многие сварщики были ранены или погибли при использовании оборудования, отличного от VRD, а старые трансформаторные системы обычно не поддерживают эту меру безопасности. Нецелесообразно использовать тяжелые, громоздкие машины для работы, требующей мобильности.
Нецелесообразно использовать тяжелые, громоздкие машины для работы, требующей мобильности.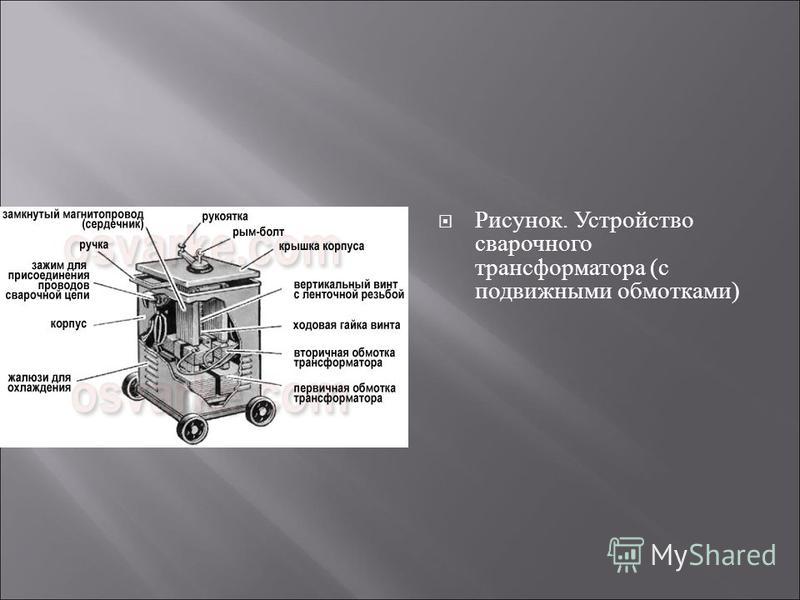 Их механические части легко охлаждаются благодаря малой массе. Итак, если вам нужен длительный рабочий цикл, инверторная технология — хороший выбор. Тем не менее, это сильно различается между конкретными моделями. Существуют трансформаторные сварочные аппараты с лучшими рабочими циклами, чем у некоторых инверторов.
Их механические части легко охлаждаются благодаря малой массе. Итак, если вам нужен длительный рабочий цикл, инверторная технология — хороший выбор. Тем не менее, это сильно различается между конкретными моделями. Существуют трансформаторные сварочные аппараты с лучшими рабочими циклами, чем у некоторых инверторов.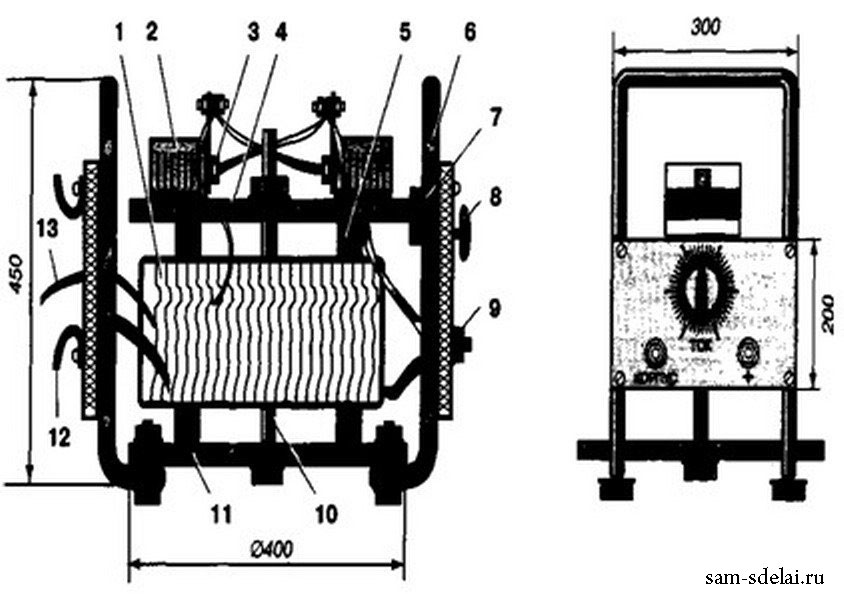 Но многие инверторные сварочные аппараты имеют системы защиты, обеспечивающие их безопасность.
Но многие инверторные сварочные аппараты имеют системы защиты, обеспечивающие их безопасность. Одно только это изменение может значительно улучшить вашу работу. Кроме того, инверторы представили возможность выполнять импульсную TIG, что значительно улучшило результаты при сварке тонкого металла.
Одно только это изменение может значительно улучшить вашу работу. Кроме того, инверторы представили возможность выполнять импульсную TIG, что значительно улучшило результаты при сварке тонкого металла. Эта информация обычно включается в рекламную брошюру или лист спецификаций.
Эта информация обычно включается в рекламную брошюру или лист спецификаций. P вам не придется платить кому-то еще за диагностику проблем с вашим сварочным аппаратом.
P вам не придется платить кому-то еще за диагностику проблем с вашим сварочным аппаратом.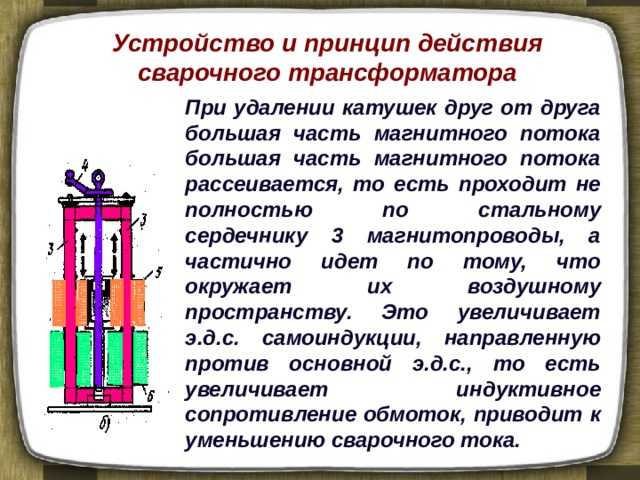 Информация в этом документе может быть весьма подробной, в чем вы можете убедиться, если посмотрите руководство пользователя для одной конкретной модели сварочного аппарата MIG производства Hobart.
Информация в этом документе может быть весьма подробной, в чем вы можете убедиться, если посмотрите руководство пользователя для одной конкретной модели сварочного аппарата MIG производства Hobart.

 Термин «прокачка конденсаторов» просто относится к действию, позволяющему разрядить конденсаторы.
Термин «прокачка конденсаторов» просто относится к действию, позволяющему разрядить конденсаторы. Это можно сделать, перемещая ручку, расположенную в центре мультиметра.
Это можно сделать, перемещая ручку, расположенную в центре мультиметра.

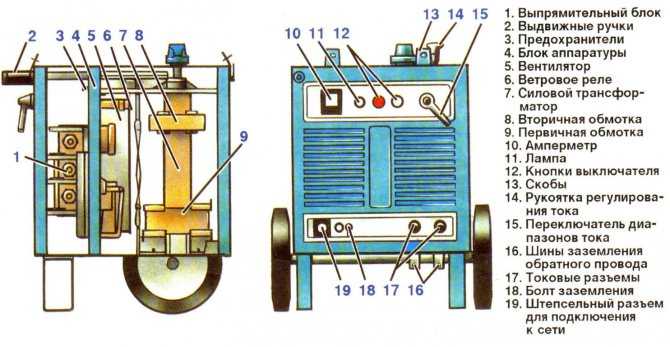 Разместите по одному проводу на каждом конце выходной клеммы. Проверьте напряжение несколько раз, чтобы убедиться, что показания точны и непротиворечивы.
Разместите по одному проводу на каждом конце выходной клеммы. Проверьте напряжение несколько раз, чтобы убедиться, что показания точны и непротиворечивы.
 Затем прикоснитесь положительным и отрицательным выводами мультиметра к противоположным входным клеммам.
Затем прикоснитесь положительным и отрицательным выводами мультиметра к противоположным входным клеммам.  youtube.com/embed/k5684mQJQRU?start=26&feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/k5684mQJQRU?start=26&feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  В этом случае потребуется полная замена трансформатора.
В этом случае потребуется полная замена трансформатора.

 Инверторы — это дорогостоящее оборудование, которое нужно ремонтировать, особенно если вы сталкиваетесь с постоянными проблемами с компьютерной системой.
Инверторы — это дорогостоящее оборудование, которое нужно ремонтировать, особенно если вы сталкиваетесь с постоянными проблемами с компьютерной системой.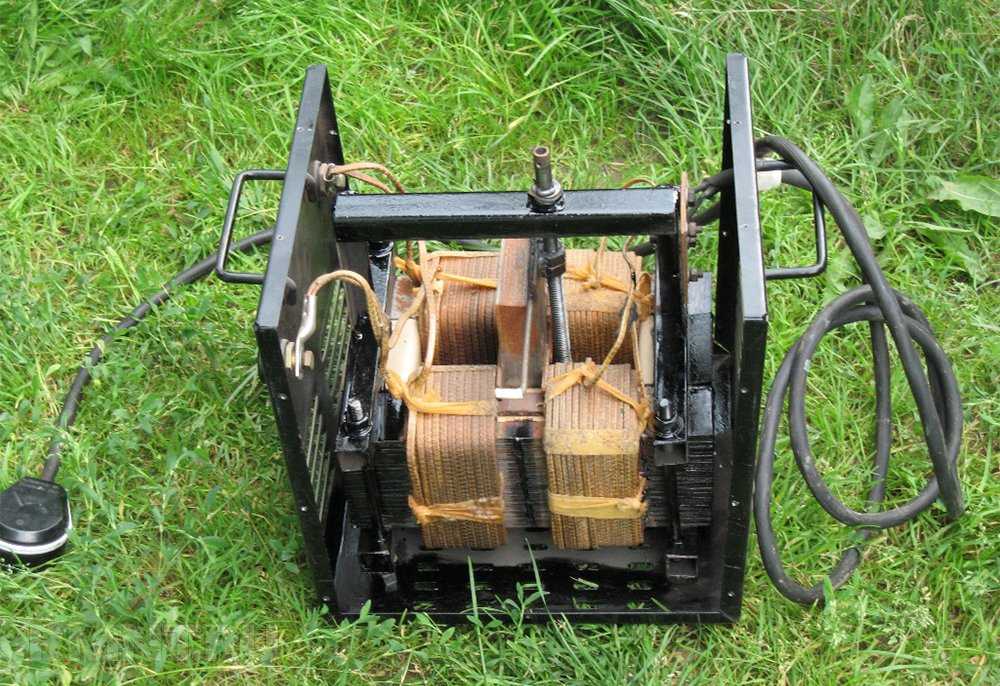 Выходная (или вторичная) сторона — это место, где электрический ток отправляется на нагрузку.
Выходная (или вторичная) сторона — это место, где электрический ток отправляется на нагрузку. 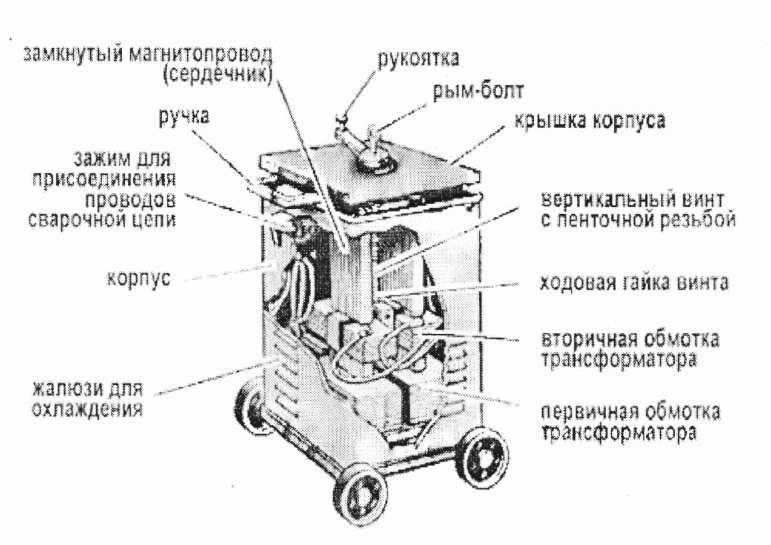







 .
.


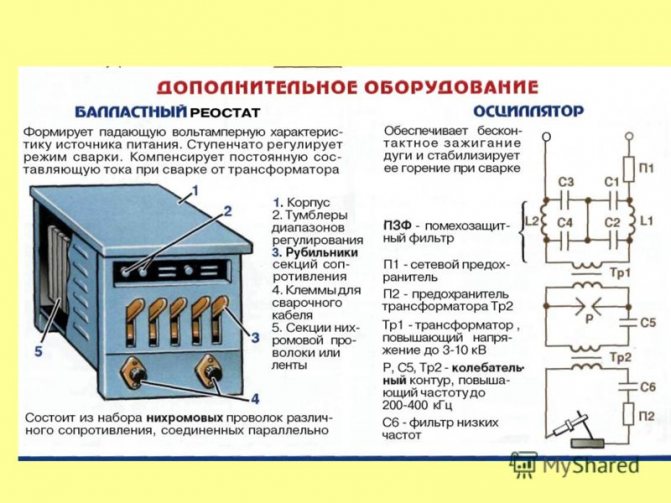 Свяжитесь с отделом производства для получения подробной информации о моделях/напряжениях, не указанных в списке.
Свяжитесь с отделом производства для получения подробной информации о моделях/напряжениях, не указанных в списке.| Модель # | KVA | Вольт/ Герц | Вторичные вольты (MIN — MAX) | Вес (LBS) |
|---|---|---|---|---|
| 1414666666666666666666666666666666666666666666666666666669н 6666666666666666666666666666666 | 60 | 480/60 | 3,58 – 5 | 140 |
| F48685B1SELX | 85 | 480/60 | 5,39 – 7,06 | 185 |
| F486120J1SELX | 120 | 480/60 | 7,16 – 9,06 | 225 |
| F486150D1SELX | 150 | 480/60 | 9.41 – 11.43 | 270 |
| F486200DL1SELX | 200 | 480/60 | 12,63 – 15,5 | 385 |
Тип машины
Машинные трансформаторы с водяным охлаждением идеально подходят для прессовой, шовной, коромысловой, поперечной сварки и других видов сварки. Доступны с различными частотами и вторичными напряжениями. Размер и мощность наших машинных трансформаторов могут быть разработаны в соответствии с требованиями вашего приложения. Наши стандартные трансформаторы Machine Type имеют:
Доступны с различными частотами и вторичными напряжениями. Размер и мощность наших машинных трансформаторов могут быть разработаны в соответствии с требованиями вашего приложения. Наши стандартные трансформаторы Machine Type имеют:
- кВА Диапазон: 20 кВА – 500 кВА (при рабочем цикле 50 %)
- Стандартные размеры машинных площадок RWMA и расстояние между отверстиями
- Первичные напряжения:
- 480 В, 60 Гц (только 7 – 1/4″ x 9 – 1/4″ и 7 – 3/4″ x 10 – 1/4″)
- 575 В, 60 Гц
- Полностью герметизирован для обеспечения длительного срока службы
- Дополнительные аксессуары:
- Доступно дистанционное распределительное устройство/переключатель ответвлений
- Термовыключатели перегрева
Стандартные модели, обычно имеющиеся на складе, перечислены ниже. Свяжитесь с отделом производства для получения подробной информации о моделях/напряжениях, не указанных в списке.
| Модель # | KVA | Вольт/ Герц | Вторичные вольт (MIN — MAX) | Вес (LBS) | |
|---|---|---|---|---|---|
| 141414141414141414141414141414141414141414141414141414141414 255071414141414141414141414141414141414141414141414 251514 | 7. | 50 | 440 / 60 | 4 – 7,9 | 339 |
| М44675НЛ1БНЛС | 75 | 440 / 60 | 5,7 – 10 | 372 | |
| М446100НЛ1БНЛ | 100 | 440 / 60 | 6,8 – 10 | 389 | |
| М446150ПЛ1БНЛС | 150 | 440 / 60 | 6,4 – 11 | 546 | |
| M446200PL1BNLX | 200 | 440 / 60 | 7,45 – 11,28 | 567 | |
| М446200ПА1БНЛ | 200 | 440 / 60 | 7,8 – 12,9 | 650 | |
| М446300ВА1БОЛ | 300 | 440 / 60 | 8,6 – 15,7 | 1085 | |
| М446400У1БПЛ | 400 | 440 / 60 | 8,8 – 16,9 | 1465 |
MFDC / инверторные блоки питания
Легкие инверторные блоки питания с водяным охлаждением идеально подходят для роботизированной сварки.