Что такое сварочный трансформатор – определение
Справочник сварочных определений и терминов — Shindaiwa
Shindaiwa в Украине, поставки сварочного оборудования из Японии
Что такое сварочный трансформатор, определение, классификация.
Сварочный трансформатор – это устройство, преобразующее переменное напряжение входной сети в переменное напряжение для электросварки. Основным его узлом является собственно трансформатор, понижающий сетевое напряжение до напряжения холостого хода, составляющего обычно 50-60 В.
Сила тока в сварочном трансформаторе может регулироваться изменением индуктивного сопротивления цепи или с помощью тиристоров (фазное регулирование).
- по количеству обслуживаемых рабочих мест,
- по фазности напряжения в сети: однофазные, трехфазные,
- по конструкции.
По конструкции устройства выделяют:
- Модели с номинальным магнитным рассеиванием.

- Изделия с увеличенным магнитным рассеиванием – имеют более сложную конструкцию из нескольких подвижных обмоток, конденсатора или импульсного стабилизатора и других элементов.
- Тиристорные модели – сравнительно новый тип подобных устройств. Они состоят из силового трансформатора и тиристорного фазорегулятора. Тиристорные модели имеют меньший вес по сравнению с другими типами.

К характеристикам сварочных трансформаторов относятся:
— коэффициент мощности,
— напряжение сети (первичное напряжение),
— вторичное напряжение,
— мощность,
— пределы регулирования тока.
Коэффициент мощности – безразмерная физическая величина, характеризующая потребителя переменного электрического тока с точки зрения наличия в нагрузке реактивной составляющей. Коэффициент мощности равен отношению потребляемой электроприемником активной мощности к полной мощности.
Номинальным первичным напряжением трансформатора называется такое напряжение, которое, необходимо подвести к его первичной обмотке, чтобы на зажимах разомкнутой вторичной обмотки получить вторичное номинальное напряжение, указанное в паспорте трансформатора.
Номинальным вторичным напряжением называют напряжение, которое устанавливается на зажимах вторичной обмотки при холостом ходе трансформатора (к зажимам первичной обмотки подведено напряжение, а вторичная обмотка разомкнута) и при подведении к первичной обмотке номинального первичного напряжения.
Мощность трансформатора напряжения предельная – кажущаяся мощность, которую трансформатор напряжения длительно отдает при номинальном первичном напряжении, вне классов точности, и при которой нагрев всех его частей не выходит за пределы, допустимые для класса нагревостойкости данного трансформатора.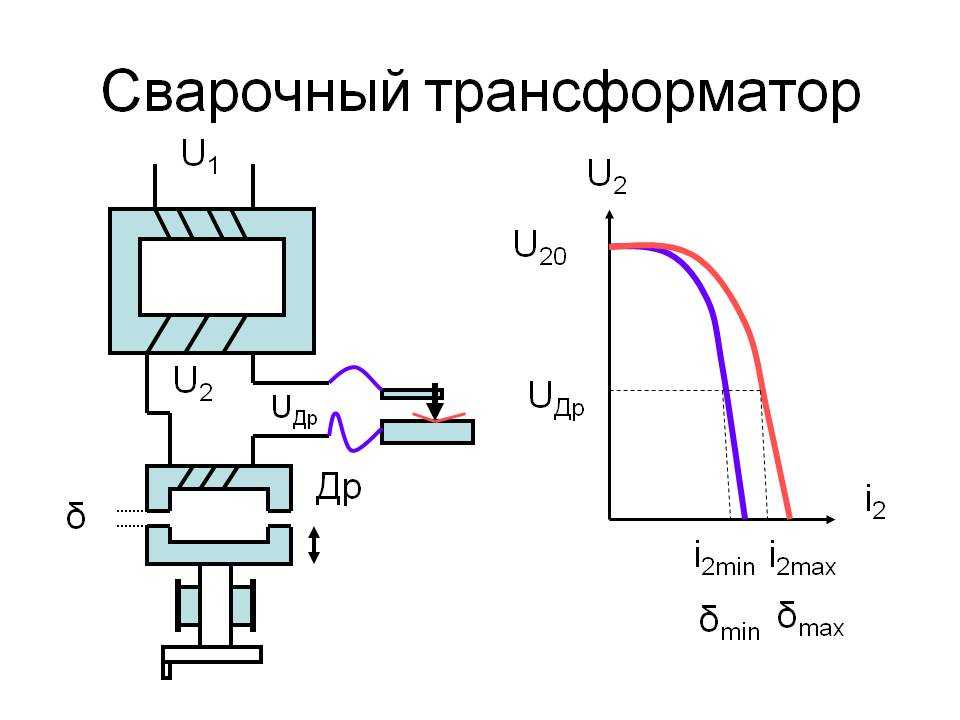
Пределы регулирования сварочного тока указывают минимальные и максимальные значения тока, которые могут быть использованы при сварке.
Сварочные трансформаторы, применяемые в агрегатах и генераторах Shindaiwa, обеспечивают их отличные технические характеристики
Дата публикации: 09 07 2018 ✎
Дата последнего изменения: 29 05 2020
Сварочные трансформаторы
Главная \ Номенклатура \ СВАРОЧНОЕ ОБОРУДОВАНИЕ \ Сварочное оборудование ООО НПП «ПЛАЗЕР» \ Сварочные трансформаторы
Мы предлагаем различное сварочное оборудование со склада в Москве.
Выбрать качественное сварочное оборудование — задача нетривиальная. При выборе в первую очередь необходимо отталкиваться от материала, который необходимо сваривать (переменный/постоянный ток, полуавтомат, аргонно-дуговая).
Сварочные трансформаторы серии ТДМ, предназначен для питания одного сварочного поста переменным током частотой 50Гц при ручной дуговой сварке (резке или наплавке) малоуглеродистых и низколегированных сталей электродами типа МР-3С , АНО-4, АНО-6, АНО-21, МР-3 и др.
Сварочные трансформаторы ТДМ представляет собой переносную установку с естественной вентиляцией в однокорпусном исполнении.
- Скачать паспорт на трансформаторы ТДМ
- Скачать сертификат на трансформаторы ТДМ
Сварочный трансформатор ТДМ-205 А (220 В) AL
Напряжение питания 1х220 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 200 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 12 кВА
Обмотки трансформатора AL
Габаритные размеры 340х300х460 мм Масса 32 кг
Цена 6730,00руб
Сварочный трансформатор ТДМ-205 (220 В) CU
Напряжение питания 1х220 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 200 А
Диапазон регулирования сварочного тока 40-200 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 12 кВА
Обмотки трансформатора CU
Габаритные размеры 340х300х460 мм Масса 35 кг
Цена 10610,00руб
Сварочный трансформатор ТДМ-205 А (220/380 В) AL
Напряжение питания 1х220/2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 200 А
Диапазон регулирования сварочного тока 40-200 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 12 кВА
Обмотки трансформатора AL
Габаритные размеры 340х300х460 мм Масса 34 кг
Цена 7950,00руб
Сварочный трансформатор ТДМ-250 (220/380 В) CU
Напряжение питания 1х220/2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 250 А
Диапазон регулирования сварочного тока 40-250 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 16 кВА
Обмотки трансформатора CU
Цена 15200,00руб
Сварочный трансформатор ТДМ-305 А (220 В) AL
Напряжение питания 1х220 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 300 А
Диапазон регулирования сварочного тока 60-300 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 19 кВА
Обмотки трансформатора AL
Габаритные размеры 435х410х535 мм Масса 61 кг
Цена 10250,00руб
Сварочный трансформатор ТДМ-305 (220 В) CU
Напряжение питания 1х220 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 300 А
Диапазон регулирования сварочного тока 60-300 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Потребляемая мощность 19 кВА
Обмотки трансформатора CU
Габаритные размеры 435х410х535 мм Масса 65 кг
Цена 17400,00руб
Сварочный трансформатор ТДМ-305 А (380 В) AL
Напряжение питания 2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 300 А
Диапазон регулирования сварочного тока 60-300 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 19 кВА
Обмотки трансформатора AL
Габаритные размеры 435х410х535 мм Масса 62 кг
Цена 10250,00руб
Сварочный трансформатор ТДМ-305 (380 В) CU
Напряжение питания 2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 300 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 19 кВА
Обмотки трансформатора CU
Габаритные размеры 435х410х535 мм Масса 66 кг
Цена 17400,00руб
Сварочный трансформатор ТДМ-305 А (220/380 В) AL
Напряжение питания 1х220/2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 300 А
Диапазон регулирования сварочного тока 60-300 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 19 кВА
Обмотки трансформатора AL
Габаритные размеры 435х410х535 мм Масса 63 кг
Цена 12250,00руб
Сварочный трансформатор ТДМ-305 (220/380 В) CU
Напряжение питания 1х220/2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 300 А
Диапазон регулирования сварочного тока 60-300 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 19 кВА
Обмотки трансформатора CU
Габаритные размеры 435х410х535 мм Масса 63 кг
Цена 19450,00руб
Сварочный трансформатор ТДМ-405 А (380 В) AL
Напряжение питания 2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 400 А
Диапазон регулирования сварочного тока 70-400 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 23 кВА
Обмотки трансформатора AL
Габаритные размеры 435х410х535 мм Масса 67 кг
Цена 14400,00руб
Сварочный трансформатор ТДМ-405 (380 В) CU
Напряжение питания 2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 400 А
Диапазон регулирования сварочного тока 70-400 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 23 кВА
Обмотки трансформатора CU
Габаритные размеры 435х410х535 мм Масса 73 кг
Цена 22100,00руб
Сварочный трансформатор ТДМ-505 А (380 В) AL
Напряжение питания 2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 500 А
Диапазон регулирования сварочного тока 80-500 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 33 кВА
Обмотки трансформатора AL
Габаритные размеры 435х410х535 мм Масса 70 кг
Цена 16650,00руб
Сварочный трансформатор ТДМ-505 (380 В) CU
Напряжение питания 2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 500 А
Диапазон регулирования сварочного тока 80-500 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 33 кВА
Обмотки трансформатора CU
Габаритные размеры 435х410х535 мм Масса 79 кг
Цена 23300,00руб
Время последней модификации 1438761953
Что такое отводы на сварочном трансформаторе? — Полное руководство
Последнее обновление
Сварочный трансформатор является важным элементом оборудования, снижающим напряжение, поступающее от источника питания. Он работает, изменяя переменный ток от розетки до высокой силы тока и тока низкого напряжения, подходящего для сварки.
Напряжение и сила тока, используемые при сварке, регулируются отводами первичной и вторичной обмотки сварочного трансформатора. Чтобы знать, как функционируют отводы в сварочном трансформаторе, необходимо более глубоко понимать принцип работы сварочного трансформатора.
Поэтому будем копать глубже, чтобы узнать, что такое отводы на сварочном трансформаторе. Продолжай читать!
Что такое сварочный трансформатор?
Двухобмоточный трансформатор. Первичная обмотка имеет ответвляющую головку, предназначенную для изменения напряжения зажигания дуги. Кроме того, кнопка крана используется для изменения напряжения холостого хода вторичной стороны. Первичная и вторичная обмотки соединены отдельно с двумя ножками железного сердечника.
Таким образом, трансформатор будет иметь реактор утечки большего размера. Тогда напряжение на клеммах вторичной обмотки сильно упадет при увеличении тока.
Реактор со стальным сердечником включен последовательно в цепь дополнительной обмотки для задания сварочного тока. Если изменить длину воздушного зазора реактора, ток возрастет.
Изображение предоставлено: evgeniy11, Shutterstock
Как работает сварочный трансформатор?
Сварочные трансформаторы работают, изменяя напряжение до напряжения, необходимого для создания сварочной дуги. Время восстановления дуги — это время, необходимое для увеличения напряжения от нуля до напряжения, необходимого для сварки.
Крайне важно поддерживать минимальное время восстановления дуги, чтобы гарантировать стабильность дуги. Если он не остается низким, катод может стать холодным. Это остановит производство достаточного количества ионов и электронов для формирования и удержания дуги.
Одним из способов сокращения времени является увеличение напряжения цепи источника электроэнергии. При более низком максимальном значении напряжения время восстановления дуги значительно меньше. Сварочная цепь должна иметь индуктивность, которая приводит к разнице фаз между переходным током и напряжением.
При более низком максимальном значении напряжения время восстановления дуги значительно меньше. Сварочная цепь должна иметь индуктивность, которая приводит к разнице фаз между переходным током и напряжением.
Отводы помогают изменять напряжение для получения желаемой дуги. Если напряжение низкое, то отводы будут увеличивать ток. Низкое напряжение препятствует формированию предпочтительной дуги, потому что тепло теряется через катод.
Если сила тока достигает 250 ампер, вы можете легко создать дугу. Ему нужно напряжение до 60 вольт. Можно увеличить напряжение до 80 вольт, если ток ниже 70 ампер.
Тем не менее, повышение напряжения представляет угрозу безопасности, а также ослабляет дугу. Это приводит к коэффициенту напряжения холостого хода сварочного трансформатора. В этой ситуации отводы имеют большое значение, поскольку они поддерживают напряжение в пределах ограничений и, следовательно, останавливают любые повреждения. Теперь, когда мы знаем назначение отводов на сварочном трансформаторе, давайте.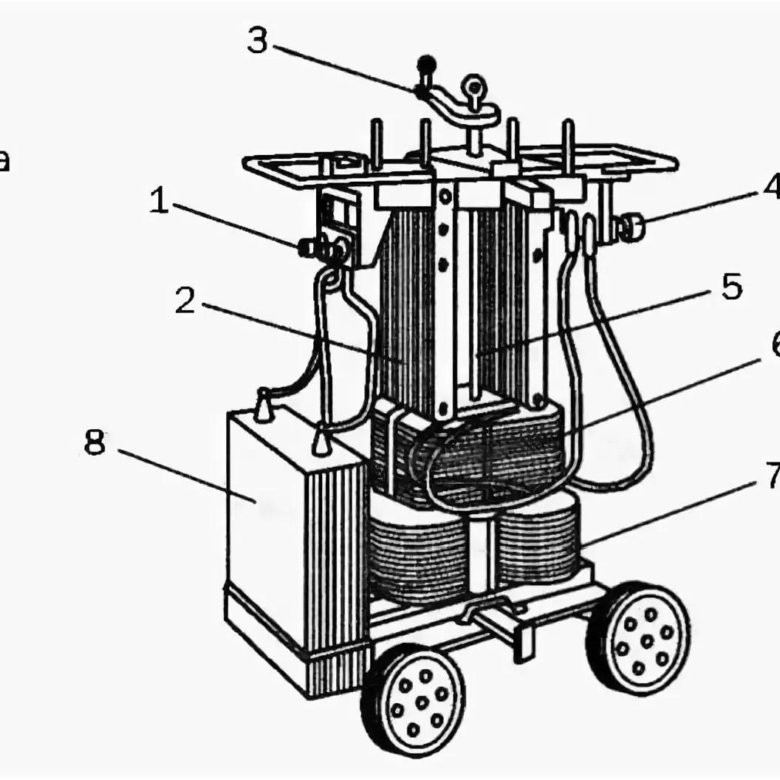 посмотрите, как устроены эти краны.
посмотрите, как устроены эти краны.
Как устроены отводы в сварочном трансформаторе?
Во вторичных обмотках имеются отводы на сварочном трансформаторе, соединенные с вилкодержателем или сильноточной кнопкой. Обычно они используются для снижения напряжения от 15 до 45 вольт. Один конец вторичной обмотки соединен со свариваемыми деталями, а другой — с электродом.
Отводы на сварочном трансформаторе предотвращают проблемы с нагревом за счет минимизации необходимого напряжения. Для изменения тока, используемого при сварке, можно закрепить точки на вторичной катушке. Некоторые сварочные трансформаторы имеют отводы, прикрепленные к вторичной обмотке катушки, чтобы обеспечить нужное напряжение.
Эти ответвители подают полную мощность на клеммы. Многие большие сварочные трансформаторы обычно имеют несколько фазных входов, а меньшие обычно имеют однофазные входы. Когда электрический ток большой, столько тепла вырабатывается во вторичных обмотках. Это связано с сопротивлением между анодом и свариваемыми деталями.
Полное сопротивление сварочных трансформаторов обычно выше, чем у обычных трансформаторов. Дуга образуется из-за высокого импеданса. Электрический ток остается в форме волны, а напряжение искривляется в сварочном токе.
Где расположены отводы в сварочном трансформаторе?
Отводы находятся в разных местах на вторичной обмотке. Соединение на последнем слое катушки является основным методом обеспечения отводов. Слой катушки расположен вдали от линии финиша.
Между метчиками с номерами четыре и пять на части метчика в большинстве случаев имеются разрывы. Кроме того, для катушки предлагается перемычка, которая позволяет вам выбрать желаемое напряжение на конкретной заводской табличке.
Подключение шлейфа, расположенного на конце вторичной обмотки, без пауз между отводами – еще одна конфигурация отвода. Крайний кран (обычно кран под номером семь) находится недалеко от финиша.
Соединение «звезда» или «треугольник» в этой конфигурации ответвления (на стороне входа) закрыто на ответвлении в соответствии с паспортной табличкой. Эта конфигурация отводов известна как «отводы на конце катушки» или «отводы от линии».
Эта конфигурация отводов известна как «отводы на конце катушки» или «отводы от линии».
Перемычки ответвлений соединяют два конца катушки. В другой конфигурации перемычки ответвлений соединяют только один конец с клеммой основной фазы. А на фазовой клемме положение отвода совпадает с предпочитаемым вами напряжением.
Конструкции отводов сварочного трансформатора
Конструкции сварочных трансформаторов отличаются различными конфигурациями отводов. Тем не менее, самый нижний отвод всегда присоединяется к максимальному циклу вращения трансформатора. Это приводит к выработке наименьшего напряжения для передачи.
Наименьшее напряжение приводит к меньшему электрическому току и мощности, вырабатываемой сварочным аппаратом. Другие конфигурации ответвителя генерируют более высокое напряжение и ток для контактной сварки.
Вы можете либо сделать петлю, либо припаять клеммы ответвления. Проводник катушки с петлевыми ловушками обычно снимается с изоляции, чтобы создать петлю, соответствующую размеру оборудования.![]() Концы отводов припаяны к катушке в нужном месте.
Концы отводов припаяны к катушке в нужном месте.
Надеемся, что теперь вы поняли, что такое отводы в сварочном трансформаторе, и узнали все, что нужно знать о них, и как они работают.
Ознакомьтесь с некоторыми из наших самых популярных постов
- Что такое кузнечная сварка? Тщательное понимание
- Как склеить алюминий без сварки (быстро и просто) Электродная сварка
- : что это такое и как выбрать? (с диаграммой)
Авторы избранных изображений: pinger, Pixabay
- Что такое сварочный трансформатор?
- Как работает сварочный трансформатор?
- Как устроены отводы сварочного трансформатора?
- Где расположены отводы в сварочном трансформаторе?
- Конструкции отводов сварочного трансформатора
Что такое отводы на сварочном трансформаторе?
Пьер Янг
Сварочные трансформаторы — жизненно важное оборудование, используемое для снижения напряжения от источника электроэнергии. Устройство преобразует переменный ток (AC) из сети в ток большой силы и низкого напряжения, пригодный для сварки.
В сварочном трансформаторе отводы первичной и вторичной обмотки используются для макрорегулировки сварочного тока и напряжения. Глубокое понимание принципа работы обмоточных трансформаторов важно для понимания функции отводов.
Итак, давайте копнем глубже, чтобы узнать, что такое ответвления на обмотке трансформатора.
Каков принцип работы сварочного трансформатора?
Сварочные трансформаторы используются для регулировки напряжения источника питания до напряжения, необходимого для формирования сварочной дуги. Время, необходимое для повышения напряжения от нуля до желаемого напряжения, необходимого для сварки дугой, называется временем восстановления дуги.
Время восстановления дуги должно быть небольшим, чтобы дуга была стабильной.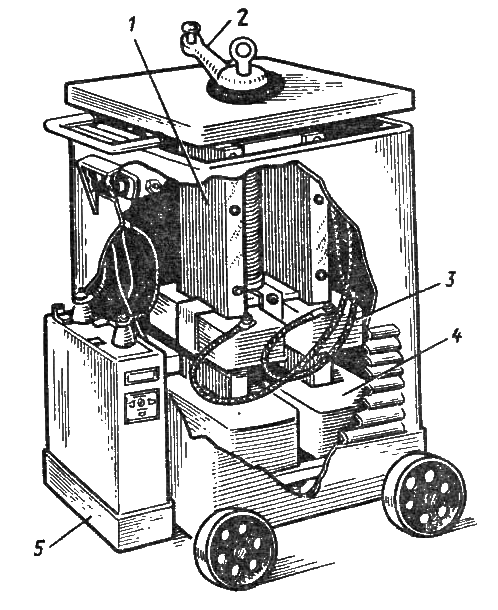 Это важно, иначе катод может стать холодным, что помешает генерации достаточного количества ионов и электронов для создания и поддержания дуги.
Это важно, иначе катод может стать холодным, что помешает генерации достаточного количества ионов и электронов для создания и поддержания дуги.
Одним из способов сокращения времени является увеличение напряжения цепи источника питания. Время восстановления дуги значительно меньше при более низком пиковом значении напряжения. Сварочная цепь должна иметь индуктивность, обеспечивающую разность фаз между переходными токами и напряжением в диапазоне от 0 до 35 и от 0 до 45.
Ответвители помогают регулировать напряжение для получения желаемой дуги. Отводы помогают увеличить ток при низком напряжении. Низкое напряжение предотвращает создание нужной дуги из-за потери тепла катодом.
Дуга может легко образоваться при силе тока до 250 ампер. Для этого требуется напряжение около 60 вольт. В случае, если ток ниже 70 ампер, напряжение можно увеличить до 80 вольт. Но увеличение напряжения создает угрозу безопасности, а также ухудшает соотношение дуги и напряжения холостого хода сварочного трансформатора. Отводы оказываются незаменимыми в этой ситуации, поскольку они помогают удерживать напряжение в пределах ограничений, тем самым предотвращая любые повреждения.
Отводы оказываются незаменимыми в этой ситуации, поскольку они помогают удерживать напряжение в пределах ограничений, тем самым предотвращая любые повреждения.
Конструкция ответвителей на обмотках трансформаторов
Отводы имеются во вторичных обмотках и подключены к сильноточному выключателю или штепсельным розеткам. Они используются для снижения напряжения обычно между 15 и 45 вольт. Одна сторона вторичной обмотки соединена с электродом, а другой конец соединен со свариваемыми деталями.
Отводы на обмотках трансформаторов помогают снизить напряжение, тем самым предотвращая проблемы с нагревом. Точки на вторичной обмотке могут быть прикреплены для изменения сварочного тока. В некоторых сварочных трансформаторах отводы подсоединяются к обмоткам вторичной обмотки, чтобы обеспечить правильное напряжение. Эти ответвители обеспечивают полный выход на клеммы.
Большинство крупных сварочных трансформаторов имеют многофазные входы, а меньшие — однофазные. При сильном токе выделяется много тепла из-за сопротивления между свариваемыми деталями и электродом во вторичных обмотках.
Импеданс сварочных трансформаторов обычно выше, чем у обычных трансформаторов. Высокий импеданс приводит к возникновению дуги. Ток остается синусоидальным, а напряжение искажается в сварочном токе.
Расположение ответвителей
Ответвители могут быть расположены в другом месте на вторичной обмотке. Основной способ изготовления отводов – соединение последнего слоя змеевика. Слой катушки расположен вдали от линии финиша. В большинстве случаев между отводами номер четыре и пять на отводной секции имеются разрывы. Кроме того, для катушки предусмотрена перемычка, помогающая выбрать нужное напряжение на конкретной табличке.
Другая конфигурация ответвления заключается в соединении контура на конце вторичной обмотки без разрыва между ответвлениями. Последний кран, обычно седьмой, находится недалеко от финиша. В этой конфигурации соединение «звезда» или «треугольник» на стороне входа закрыто на кране в зависимости от паспортной таблички. Эта конфигурация отводов называется «отводами от линии или отводами на конце катушки».
Перемычки ответвлений соединяют две клеммы ответвлений катушки в сварочном трансформаторе. В другой конфигурации перемычки ответвлений соединяют только одну клемму с клеммой соответствующей фазы. Расположение отвода на фазном зажиме соответствует нужному напряжению.
Конструкция отводов сварочного трансформатора
Конструкции сварочных трансформаторов различаются в зависимости от конфигурации отводов. Но самый нижний отвод всегда соединяется с максимальным циклом оборотов в трансформаторе. Это приводит к генерации самого низкого напряжения для передачи. Низкое напряжение приводит к меньшему току и мощности, генерируемой сварочным аппаратом. Другие конфигурации отводов обеспечивают более высокое напряжение и ток для контактной сварки.
Наконечники отводов могут быть сварными паяными или петлевыми. Проводник катушки для петлевых ловушек обычно лишен изоляции, чтобы сформировать петлю, соответствующую размеру оборудования. Отводы клемм припаяны к катушке в соответствующем месте.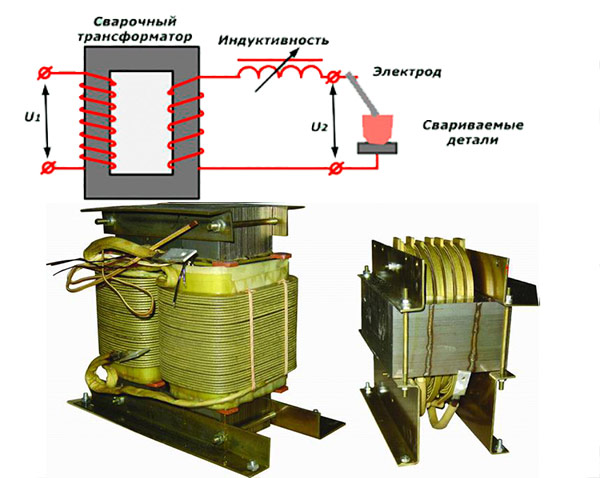
Вопросы по теме
Как отводы помогают регулировать напряжение?
Отводы используются в сварочном трансформаторе для регулировки напряжения и тока. Они подключены к вторичной обмотке в различных конфигурациях. Эти отводы позволяют сварщику отрегулировать нормальное напряжение до требуемого устройством. Вывод отводов подключается к клемме или нескольким клеммам.
Отводы незаменимы, когда напряжение в сети выше или ниже напряжения, необходимого для создания дуги. Они обеспечивают более высокое или более низкое вторичное напряжение в зависимости от напряжения сети. Коэффициент трансформации трансформатора изменяется при использовании ответвлений.
На больших силовых трансформаторах отводы помогают компенсировать колебания напряжения. Соединения отводов обычно устанавливаются по умолчанию для сетевого напряжения. Сварщик может менять отводы, чтобы получить желаемое напряжение.
Например, трансформатор с одной обмоткой, рассчитанный на 480–120 В, с входным линейным напряжением 456 В будет иметь вторичное напряжение, номинальное 114 В. Значение вторичного напряжения получается путем деления более высокого значения напряжения на более низкое. Здесь коэффициент вторичного напряжения равен 4, что получается путем деления 480 на 420. В результате вторичное напряжение для входного перехода 456 В составляет 114 В или 456, деленное на 4. Такой же переход, имеющий 400 В, будет иметь вторичное напряжение 100 В.
Значение вторичного напряжения получается путем деления более высокого значения напряжения на более низкое. Здесь коэффициент вторичного напряжения равен 4, что получается путем деления 480 на 420. В результате вторичное напряжение для входного перехода 456 В составляет 114 В или 456, деленное на 4. Такой же переход, имеющий 400 В, будет иметь вторичное напряжение 100 В.
Большие трансформаторы допускают только несколько витков. В этой ситуации отводы не могут быть размещены на точно точном напряжении. Большой трансформатор обычно имеет 5 В на виток, из-за чего отвод 2 ½ на обмотке с напряжением 480 В позволяет 2,4 витка. Поскольку ответвления возможны только для целых витков, обычно ответвления расположены на 2 витках для 10 В.
Что такое переключатели ответвлений и повороты?
Большинство сварочных трансформаторов имеют переключатель отводов. Переключатель позволяет сварщику изменять соотношение витков в трансформаторе. Сварщик может увеличивать или уменьшать выходное напряжение, поворачивая кран.
При изменении выходного напряжения также меняется возможность увеличения доступного тока для различных частей. Более высокое напряжение приводит к более высокому току, подаваемому на разные части.
Между ответвлениями важно количество оборотов. Это необходимо, иначе кран не будет поворачиваться для установки нужного напряжения. Например, отвод обмотки невозможен при 7 ¼ и 12 ¾ витках. Оборотов должно быть 7 или 12 для правильной работы.
Предположим, у нас есть трансформатор на 480 В с 960 оборотов. Отвод будет 24 витка в случае 2 витка на вольт. Напротив, при 2 ½ процента отвод низкого уровня приведет к снижению напряжения примерно на 12 В или в 0,025 раза по сравнению с обычным отводом 480 В.
Количество витков на вольт можно изменить. Большинство ответвлений имеют маркировку для обеспечения точной регулировки напряжения. Напряжения отводов обычно указаны на паспортных табличках трансформатора.
Как определить оптимальную настройку крана?
При сварке на переменном токе обычно выделяется много тепла. Вот почему время выключения должно быть сведено к минимуму во время каждого цикла для достижения оптимальных результатов. График сварки должен быть оптимизирован для конкретного применения. В случае очень высокой или низкой настройки отвода ток будет недостаточным, из-за чего не будет производиться требуемое тепло.
Вот почему время выключения должно быть сведено к минимуму во время каждого цикла для достижения оптимальных результатов. График сварки должен быть оптимизирован для конкретного применения. В случае очень высокой или низкой настройки отвода ток будет недостаточным, из-за чего не будет производиться требуемое тепло.
Общее эмпирическое правило для оптимальной настройки ответвления состоит в том, чтобы использовать самый низкий отвод трансформатора при максимальном процентном токе в течение минимальной продолжительности. Это приведет к генерации желаемого тока, необходимого для постоянного и качественного сварного шва. Установка метчика обеспечивает наилучшую термическую и механическую сварку.
Оптимальные настройки метчика обеспечивают идеальное для сварки тепло. Слишком большой или малый сварочный ток может повредить сварочный аппарат. Время низкого тока может привести к недостаточному нагреву, в то время как большой ток может привести к слишком большому нагреву. Следование общему эмпирическому правилу приведет к желаемому току и нагреву для создания оптимального сварного шва.