Сварка медных и алюминиевых проводов
Самой важной и ответственной составляющей монтажа и сборки систем электроснабжения является соединение проводов в распредкоробках. Качественные и надежные контакты в местах подключения элементов электрической сети, выполненные в соответствии, как этого требуют нормы Правил устройства электроустановок (ПУЭ), являются гарантом работоспособности, долговечности, а самое важное электро и пожаробезопасности. В этой статье мы расскажем, как выполняется сварка проводов в распределительной коробке своими руками.
- Важно знать
- Что нужно подготовить
- Особенности процесса
Важно знать
Наиболее простым и быстрым способом решения вопроса о том, как соединить провода, принято считать скрутку, но в тоже время скрученные жилы представляют очень низкую степень надежности контакта. Из-за невысокой надежности она не допустима и согласно главе 2.1. ПУЭ п. 2.1.21 приведены следующие допустимые способы соединений: винтовые или болтовые сжимы (клеммники разных видов), сверка и пайка.
Клеммники и обжимные устройства, повышают надежность монтажа, однако на несколько порядков уступают такому способу соединения, как сварка. При подготовке к электромонтажу, взвешивая все «за» и «против», однозначно стоит отбросить сомнения и отдать предпочтение этому методу.
У людей, не сведущих в вопросах электромонтажа, бытует мнение, что данный способ соединения является недопустимо продвинутым технологическим процессом, требующим высочайшей квалификации исполнителя и использования сверхсложного оборудования. На самом деле, все очень просто и доступно. Произвести сварку проводов своими руками вполне по силам человеку, обладающему простейшими навыками обращения с электросварочным аппаратом в домашних условиях.
Вопрос очень актуальный для нашего времени, начиная с тех пор, как инверторные сварочные аппараты стали доступны для массового приобретения. Инверторный сварочник очень удобен и практичен, он потребляет немного электроэнергии и может работать от сети, к тому же стоимость маломощных моделей лежит в пределах 50-100 долларов. В качестве аппарата можно использовать самодельное устройство, выполненное на базе понижающего трансформатора. Для человека, обладающего знаниями и владеющего навыками в области электротехники, вопрос, как сделать сварочный аппарат своими руками, не представляет большого труда. Электромонтажные предприятия, специализирующиеся на сварке, используют в своей работе специальные сварочные аппараты.
В качестве аппарата можно использовать самодельное устройство, выполненное на базе понижающего трансформатора. Для человека, обладающего знаниями и владеющего навыками в области электротехники, вопрос, как сделать сварочный аппарат своими руками, не представляет большого труда. Электромонтажные предприятия, специализирующиеся на сварке, используют в своей работе специальные сварочные аппараты.
Что нужно подготовить
Помимо аппарата для производства сварочных работ следует подготовить и иметь в наличии все необходимое оборудование, материалы и инструмент. Свариваются провода при помощи угольных (графитовых) электродов. В качестве таких электродов можно использовать как промышленного исполнения (типа марки ЭГ) так и щетку от электродвигателя, кусок башмака от троллейбуса, графитовые сердечники из батареек типа 3336 (3R12) или современные солевые. Для изготовления проводниковой продукции используется медь и гораздо реже алюминий. Для информации, согласно последним требованиям ПУЭ, использование алюминиевых жил сечением меньше 16 мм2 запрещено.
В зависимости от того, что придется сваривать — алюминий или медь, подбирается состав флюса, предназначенного для химического растворения оксидной пленки, образующейся во время сварки. При сварке алюминиевых проводов нужно использовать флюс, медные можно варить без него, предварительно нужно зачистить проводники в обоих случаях
В процессе подготовки концов проводников и по ходу работы понадобится нож и пассатижи, электроизоляционные материалы.
Кстати, альтернативный вариант — соединение проводов пайкой. О том, как правильно спаять жилы, читайте в нашей статье!
Особенности процесса
Прежде чем приступить к сварке электрических проводов, следует настроить аппарат. Учитывая, что свариваемые проводники могут быть разного сечения, ток на выходе сварочного аппарата нужно подбирать опытным путём, чтобы не вызывать перегрев соединяемых жил или залипание электрода в точке соединения. Концы проводников необходимо зачистить от изоляции (оголенные жилы должны иметь длину 5 см и более) и соединить их между собой, как это делается при скрутке.
Предварительно обработав скрученные оголенные концы флюсом (в случае сварки алюминия), зажимаем их пассатижами и крепим к ним массу, электрод подносится к торцу скрутки, которая должна быть направлена вниз, и удерживается в таком положении в течение от 0,5 до 2 секунд. Убедившись, что в точке контакта образовался медный или алюминиевый шарик, прекратить сварку. После того, как соединение остынет, произвести зачистку наждачной бумагой от флюса. Перед нанесением изоляционного покрытия на сваренные провода рекомендуется обработать это участок растворителем с последующим покрытием электроизоляционным лаком. Однако учтите, что шарик на конце скрутки должен быть гладким с минимальным количеством пор. В противном случае место сварки лопнет.
Категорически запрещается производить соединение проводников, находящихся под напряжением. Перед началом работ, используя пробник, необходимо убедиться в его отсутствии. Для защиты глаз, кожи лица и рук от ожогов при работе обязательно использовать защитную маску и перчатки.
Технология сварки медных проводов инвертором предоставлена на видео:
Для алюминиевых проводов существует альтернативный вариант сваривания — при помощи газовой горелки. В этом случае необходимо произвести подготовку токоведущих жил также, как для электросварки, за исключением обработки флюсом. Для работы понадобится стальной прут сечением порядка 2 мм. Место соединения необходимо разогревать газовой горелкой до появления признаков плавления в точке сварки на торце скрутки.
При плавлении жидкий алюминий обволакивается своеобразным коконом, состоящим из оксидной пленки, препятствующей процессу соединения. Убедившись, что алюминий расплавился, для завершения необходимо одновременно с прогреванием при помощи стального прута разрушить образовавшийся слой оксидной пленки, что обеспечит процесс надежного сваривания.
На видео ниже наглядно демонстрируется соединение алюминиевых проводов сваркой с использованием газовой горелки:
 youtube.com/embed/cBck3GDNjAA» allowfullscreen=»allowfullscreen»>
youtube.com/embed/cBck3GDNjAA» allowfullscreen=»allowfullscreen»> Вот мы и рассмотрели, как соединить проводники, используя сварочной аппарат либо газовую горелку. Как вы видите, сварка проводов в распределительной коробке своими руками — процесс не настолько трудоемкий, как кажется. Надеемся, предоставленная информация была для вас полезной и интересной!
Наверняка вы не знаете:
- Как сделать паяльник своими руками
- Как выбрать паяльную станцию
- Как снять изоляцию с кабеля
Сварка медных проводов: разбираемся в технологии
СОДЕРЖАНИЕ
- Преимущества сварки медных проводов над другими способами соединения
- Выбор аппарата для сварки медных проводов
- Инвертор
- Трансформатор
- Необходимые электроды для сварки медных проводов
- Технология сварки медных проводов
Сварка медных проводов является наиболее надежным и оптимальным способом соединения, хотя и требует определенных навыков. Выполнять эту процедуру необходимо с использованием специального оборудования, в противном случае соединение будет или ненадежным, или не получится вовсе.
Выполнять эту процедуру необходимо с использованием специального оборудования, в противном случае соединение будет или ненадежным, или не получится вовсе.
Несмотря на эти особенности, сварка провода из меди не составит большого труда. В нашей статье мы расскажем о том, что необходимо для ее осуществления, разберем преимущества сварки перед другими методами и подробно опишем сам процесс.
Преимущества сварки медных проводов над другими способами соединения
Если обратиться к Правилам устройства электроустановок (пункт 2. 1.21 ПУЭ), то, согласно инструкции, для соединения, ответвления и оконцевания жил проводов, в том числе и кабелей, подходят такие способы, как пайка, сварка, опрессовка или сжимы (бывают винтовые, болтовые и т. д.)
Есть множество способов скрепить кабели, но для сохранения проводимости контактов и прочного и долговечного соединения используется метод сварки проводов. Только он гарантирует отличное сочленение и длительную эксплуатацию при отсутствии какого-либо дополнительного обслуживания.
Для сравнения приведем примеры других соединений и определим преимущества сварки:
- Пайка не очень долговечна и подвержена разрушению, так как при этом способе присутствует припой (третий металл), как правило, более легкоплавкий и рыхлый по структуре. Вследствие химических реакций на границе между двумя сплавами происходит постепенный износ и повреждение металла.
Если в качестве критерия брать трудоемкость процесса и его длительность, то пайка дает результат не хуже, чем сварка. Работу предваряет зачистка концов, использование флюса, прогревание. Сварка угольным электродом занимает всего пару секунд.
- Клеммники и обжимы. Этот способ не такой идеальный, как сварка. Это объяснимо, поскольку основным материалом для проводников является медь – довольно пластичный металл без необходимой упругости. При сварке проводов металл как бы «вытекает» из-под нагрузки, от этого не защищают даже гровер-шайбы. И при использовании специальных, глубоко подпружиненных самозажимных клеммников площадь контактной поверхности останется небольшой.
 Если будет сильный ток, пружины потеряют свою упругость из-за нагрева.
Если будет сильный ток, пружины потеряют свою упругость из-за нагрева. - Скрутка. Этот способ не предусмотрен в ПУЭ, следовательно, запрещен. Он может применяться только как временное соединение перед самой сваркой медных проводов.
- Опрессовка. Метод дает на выходе неразборное соединение, которое по качеству практически сопоставимо со сваркой, однако процесс выходит более затратным. Это не самый экономичный способ, так как чтобы изделие получилось качественным, нужны хорошие инструменты и материалы.
 Если будет сильный ток, пружины потеряют свою упругость из-за нагрева.
Если будет сильный ток, пружины потеряют свою упругость из-за нагрева.
Так в чем же преимущество соединения проводов сваркой?
Прежде всего, после сварки получается монолитная комбинация кабелей, поэтому говорить о «контакте» мы уже не можем. Границ проводников больше не существует, и электрический ток, соответственно, проходит через однородный металл.
Кроме этого, сопротивление такого соединения минимально, следовательно, почти не выделяется теплоты.
В результате оплавления может образоваться утолщение, что даст температуру при максимальном токе даже ниже, чем в варианте с подводящими проводниками. Этому также способствует и отсутствие очень плотной изоляции.
Читайте также: «Технология сворки меди и ее сплавов»
Следующий фактор – отсутствие большой ослепительной дуги при сварке скруток медных проводов, если она осуществляется на переменном токе или пониженном напряжении. Скрутка не прогревается на большую глубину, а металл не разбрызгивается. Дело в том, что скрутки сваривают угольным электродом по торцам предварительно скрученных проводников. Мощность аппарата для сварки медных проводов может достигать 800 Вт.
Сварка сталей имеет токи большие, чем при сварке скруток, поскольку медь и алюминий плавятся при более низких температурах, а дуга и брызги металла существенно уменьшаются.
Это вовсе не значит, что средства защиты не нужно использовать. Защитные очки и огнеупорные подкладки необходимы, но сами меры безопасности будут проще, чем, например, при сварке сталей.
Ну и, наконец, для предотвращения окисления проводников в процессе сварки, в том числе алюминия, имеется особый флюс «ВАМИ». Для меди обычно используют буру. Скрутка опускается в углубление с флюсом, сделанное в угольном или углеграфитовом электроде.
Выбор аппарата для сварки медных проводов
Как выбрать правильный аппарат для сварки медных проводов? Обычно используется любой генератор тока: инвертор, выпрямитель или трансформатор. К автоаккумуляторам подключаются клещи для контактной сварки, затем два соединяют последовательно и контакты выводятся к электродам. Мощности обычно достаточно для сварки кабеля с жилой толщиной 5 мм. Больший объем возможен только при использовании сварочного аппарата.
Инвертор
Современные инверторы имеют ряд серьезных преимуществ:
- могут сваривать провода любого сечения;
- им не страшны скачки напряжения в сети, существенно снижен риск «залипания» электрода и пережога медных скруток;
- существуют более простые модели с силой тока до 150–200 А;
- созданы для работы от стандартной электрической сети (без трехфазного тока).

Инвертор проще в работе, чем трансформатор. При процессе сварки постоянным током прямой полярности минус подключается к медному проводу, который нужно сварить, а плюс – к держателю электрода.
Трансформатор
Аппараты предыдущих поколений слишком громоздки и неудобны в транспортировке, но их плюс в том, что они могут создавать ток до 400 А. Трансформатор используют для работы с постоянным током прямой или обратной полярности. С его помощью сваривают медные шины в распределительных коробах, а также соединяют скрученные проводники с большим сечением.
Подключается трансформатор, как и инвертор: минус – на скрутку, плюс – на электрод. Хотя у этих аппаратов неплохая производительность, в процессе они нагреваются и сильно гудят, поэтому требуют периодического отключения для остывания. Также при включении они влияют на напряжение в сети, которое потом стабилизируется. Это необходимо учитывать при выборе работ с данным прибором.
Читайте также: «Приспособления для сворки»
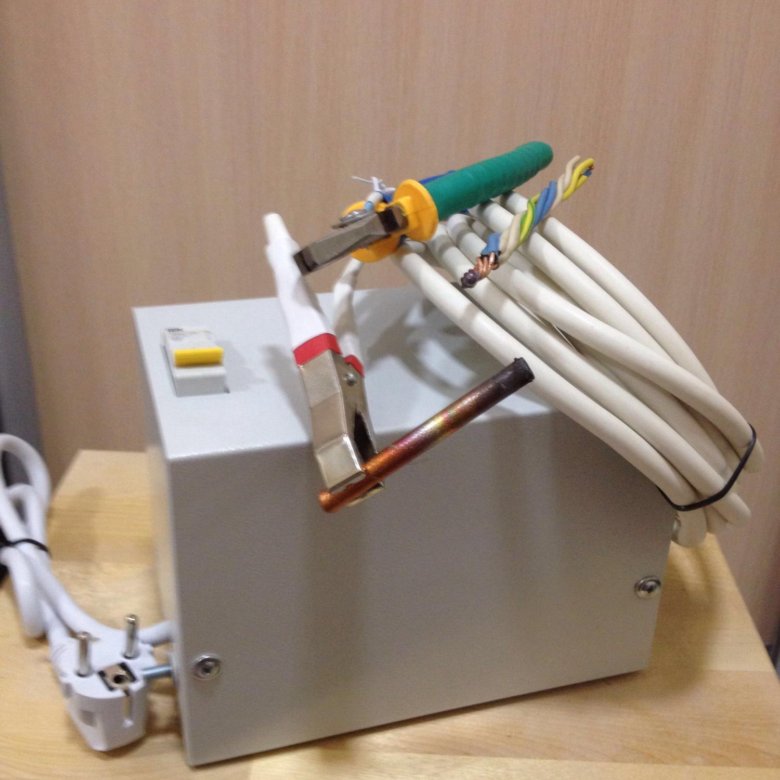
Сварочный аппарат можно сконструировать и на основе понижающего трансформатора, имеющего мощностью до 150 А и напряжение в диапазоне от 12 до 38 В, на него наматывается необходимое количество витков кабеля. Это число рассчитывается при помощи таблиц. Для стабилизации дуги в электрическую схему также включается диодный мост. Держатель можно купить в специализированных магазинах, а еще умельцы используют в этих целях зажим троллейбусного контактора. Токопроводящие зажимные клещи изготавливают из пассатижей, к одной из ручек которых крепится контактная клемма. Такой самодельный аппарат обязательно нужно заземлить.
Это число рассчитывается при помощи таблиц. Для стабилизации дуги в электрическую схему также включается диодный мост. Держатель можно купить в специализированных магазинах, а еще умельцы используют в этих целях зажим троллейбусного контактора. Токопроводящие зажимные клещи изготавливают из пассатижей, к одной из ручек которых крепится контактная клемма. Такой самодельный аппарат обязательно нужно заземлить.
Необходимые электроды для сварки медных проводов
Когда речь идет о сварке медных проводов, то нужно подбирать нужные электроды, для конкретного случая это будут графитовые или угольные.
При сварке в домашних условиях можно использовать стержни батареек либо щитки коллекторных двигателей, а также любые подобные изделия, сделанные из графита.
Графитовые стержни достойно заменят магазинные электроды, но имеется один нюанс: на них нет медного покрытия. Для решения этой проблемы нужно просто доработать держатель. Для этого применяют зажим «крокодил» и для самого электрода, и для соединения массы. Эти предметы не настолько габаритные, как, например, штатные, поэтому можно работать в распределительных щитках. Это будет даже удобнее. Не стоит забывать о том, что ручки нужно дополнительно заизолировать.
Эти предметы не настолько габаритные, как, например, штатные, поэтому можно работать в распределительных щитках. Это будет даже удобнее. Не стоит забывать о том, что ручки нужно дополнительно заизолировать.
Угольные и графитовые электроды имеют один общий параметр: их температура плавления в 4 раза выше порога плавления меди. Именно поэтому расход электродов при сварке минимален. Это большой плюс.
Обязательно нужно учитывать, что электрод нагревается до высокой температуры молниеносно, поэтому можно перегреть материал, который вы свариваете, а из-за этого пострадает изоляция в самом кабеле. Сварщик обязан знать эти моменты, чтобы при монтаже электропроводки не случилось никаких аварий.
При положительной схожести угольных и графитовых стержней в процессе монтажа проводки они обладают разными характеристиками:
- Основное различие – их стоимость. Графит более доступен.
- Отличия по цвету: угольный стержень черный, графитовый – имеет темно-серый металлический оттенок.
- Использование угольного электрода при сварке требует от мастера достаточного опыта и навыка такой работы, поскольку дуга от стержня из угля имеет очень высокую температуру, из-за которой может повредиться свариваемая скрутка. С другой стороны, такие высокие показатели температуры случаются при заниженном токе. Из этого можно сделать вывод, что угольными электродами хорошо работать на слабом сварочном аппарате.
- Для инверторного аппарата, оснащенного регулятором силы тока, лучше всего подойдут графитовые стержни. К тому же квалификация мастера может быть невысокой при работе с ними. Графит также дает большую прочность соединению, сопротивляемость окислению, да и качество сварки гораздо лучше, чем с применением угля.

Технология сварки медных проводов
Техника безопасности при сварочных работах очень важна. Их необходимо проводить в защитной маске либо в очках, специальной одежде и рукавицах. Помните, что можно обжечься металлом и его брызгами, повредить глаза («наловить зайчиков»).
В домашних условиях инверторная сварка медных проводов требует использования угольных либо графитовых электродов. Как говорилось выше, в качестве электрода можно использовать и угольный стержень от отработавшей батарейки.
Для более точного ориентирования представляем рабочий диапазон сварочного тока:
- 2 жилы, сечение каждой 1,5 мм² – 70 А;
- 3 жилы, сечение каждой 1,5 мм² – 80-90 А;
- 2-3 жилы, сечение 2,5 мм² – 80-100 А;
- 3-4 жилы, сечение 2,5 мм² – 100-120 А.
Медь, которая используется при изготовлении электрических проводов, всегда имеет разный состав и качество. Эти параметры и определяют подходящий режим сварки. Как понять, что выбран оптимальный режим? Убедитесь, что электрод не прилипает к месту сварки, а дуга устойчива. Если уже имеется опыт в сварочных работах, то данные параметры вполне можно соблюдать.
Как проходит сварочный процесс:
- С медного кабеля снимается оболочка изоляции (примерно 7–10 см).
- Многожильные провода скручиваются (процесс скрутки).
- Скрутка подрезается, образуя ровный срез. Нужно оставить длину примерно 5 см.
- На скрутке крепится зажимной механизм из меди для отведения избыточного тепла, устанавливается заземление.
- Срез скрутки подносится к электроду.
- Сварка завершена, когда на конце проводов появляется расплавленный медный шарик, на это уходит порядка 1-2 сек.
- Сварку останавливают, чтобы не повредить изоляционный материал.
- Остывшие концы электропроводки изолируются изолентой или термоусадочной трубкой.

Обратите внимание на то, что, кроме прочего, также необходимо вовремя менять сварочный медный наконечник, который фиксирует электрод в процессе сварки. Его основная задача – подавать электрический ток на электрод. Его состояние будет отражаться на качестве сварочного шва: внутри наконечника есть отверстие, которое и должно хорошо удерживать стержень. К сожалению, оно достаточно скоро утрачивает свои свойства при частых сварках. Сварочный наконечник из меди также быстро изнашивается и чаще всего требует замены.
К сожалению, оно достаточно скоро утрачивает свои свойства при частых сварках. Сварочный наконечник из меди также быстро изнашивается и чаще всего требует замены.
Читайте также: «Выбор параметров режима ручной дуговой сварки»
Сварка медных проводов ручным дуговым способом – пожалуй, самый надежный метод и наиболее качественный вид соединения. Если инвертор подбирается по четко заданным параметрам – это 70 % успеха сварки. Выбирая прибор, обратите внимание на его мощность. Важно представлять себе область его применения, а также место и характеристику деталей, с помощью которых планируете пайку. Сварочный процесс требует точного расчета времени – не более 1-2 секунды. Это позволит получить качественные швы. Если не пренебрегать рекомендациями экспертов, то при работе сложностей не возникнет.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Как пользоваться сварочным аппаратом MIG
Фото: istockphoto.com
Сварка MIG чрезвычайно популярна как среди новичков, так и среди профессионалов. Несомненно, это самый простой способ изучения четырех основных типов сварки, и с его помощью можно получать чистые и прочные сварные швы из самых разных металлов. MIG, что означает «металлический инертный газ» и также известна как дуговая сварка металлическим газом (GMAW), часто путают со сваркой TIG, хотя на самом деле они совершенно разные.
Эта статья поможет новичкам сделать первые шаги в сварке MIG, исследуя различные типы сварочных аппаратов MIG, рассматривая вопросы безопасности при сварке и объясняя, как использовать сварочный аппарат MIG для любого количества различных проектов DIY.
Фото: amazon.com
Хотя существует несколько различных типов аппаратов для сварки MIG, все они имеют одни и те же четыре или пять ключевых компонентов.
- Блок питания : Это основной блок, в котором находятся все органы управления сварочным аппаратом MIG. Он преобразует входную мощность (обычно от бытовой розетки или генератора) в напряжение, необходимое для сварки металла разной толщины, и задает скорость подачи сварочной проволоки.
- Сварочный пистолет (горелка ): это портативное устройство, создающее электрическую дугу для запуска процесса сварки. Он подает как газ для защиты сварного шва, так и проволоку, которая плавит металл, а также создает сварной шов.
- Зажим заземления : Для создания сварочной дуги требуется электрическая цепь. Частью этой цепи является земля или заземление. Заземляющий зажим крепится либо к свариваемому металлу, либо к подходящему металлическому верстаку.
- Сварочная проволока (без изображения) : В процессе сварки MIG ток подается по расходуемой металлической проволоке, которая технически является электродом. Это создает сварочную дугу, которая плавит металл, а также действует как наполнитель между двумя соединяемыми частями.
- Подача газа (без изображения) : При сварке MIG используется газ для создания защитного экрана вокруг сварного шва. Это предотвращает попадание примесей, которые в противном случае могли бы вызвать слабость. Сварочный газ MIG обычно подается из баллона, размер которого может варьироваться от 20 до 300 кубических футов (куб. футов). Для безгазовой сварки MIG не нужна бутылка, хотя, как мы увидим чуть позже в этой статье, термин «безгазовая» немного вводит в заблуждение.
Хотя производительность одного сварочного аппарата для сварки MIG может значительно отличаться от другого, ключевое различие заключается в том, является ли аппарат газовым, безгазовым или и тем, и другим.
Фото: amazon.com
Газовая сварка MIG требует отдельной подачи баллонного газа для создания защитного экрана. Он проходит через сварочный пистолет через соединительный шланг. Скорость потока регулируется регулятором на верхней части флакона.
Хотя газовый баллон может быть немного неудобен, газовая сварка MIG более универсальна, чем безгазовая. Его можно использовать для сварки мягкой стали, нержавеющей стали и алюминия. Однако газовую MIG нельзя использовать на открытом воздухе, так как защитный газ будет выдуваться.
Наша рекомендация: YesWelder 250A Aluminium MIG Welder на Amazon за 499,99 долларов США
Этот аппарат YesWelder 3-в-1 совместим практически с любой сварочной задачей, совместим с катушечным пистолетом и предлагает производительность и универсальность при конкурентоспособная цена.
Фото: amazon.com
Безгазовая сварка MIG, также называемая дуговой сваркой с флюсом (FCAW) или просто сварка с флюсовой сердцевиной, использует самозащитную проволоку. Другими словами, подаваемый в сварной шов электрод соединяется с плавящимся в дуге флюсом и образует собственную газовую защиту. Он не совсем безгазовый, но ему не нужен отдельный источник питания. В результате его легче настроить, чем газовую сварку MIG, поэтому его часто рекомендуют новичкам.
Другими словами, подаваемый в сварной шов электрод соединяется с плавящимся в дуге флюсом и образует собственную газовую защиту. Он не совсем безгазовый, но ему не нужен отдельный источник питания. В результате его легче настроить, чем газовую сварку MIG, поэтому его часто рекомендуют новичкам.
Возможность создания собственного экрана позволяет использовать безгазовую сварку MIG на открытом воздухе. Однако, хотя можно найти проволоку с флюсовым сердечником для нержавеющей стали и алюминия, этот процесс, как правило, приводит к неаккуратным, некачественным сварным швам и не рекомендуется. В результате безгазовая сварка MIG обычно используется только для сварки низкоуглеродистой стали.
Наша рекомендация: Сварочный аппарат с флюсовой сердцевиной Forney Easy Weld 140 FC-i в The Home Depot за 248,70 долл. -использование и надежное введение в безгазовую сварку MIG.
3. Газовая и безгазовая сваркаФото: amazon.com
Комбинации газовой и безгазовой сварки MIG призваны предложить лучшее из обоих миров, и большинство из них делают это очень успешно. Они легко переключаются с одного типа сварки MIG на другой, редко идя на компромисс с точки зрения производительности.
Они легко переключаются с одного типа сварки MIG на другой, редко идя на компромисс с точки зрения производительности.
Они могут быть дорогими, но это лучшие сварочные аппараты MIG на рынке для тех, кто ищет адаптируемость.
Наша рекомендация: Hobart Handler 210MVP MIG Welder на Amazon за 1149,99 долларов США
Hobart — один из ведущих мировых брендов сварочного оборудования, и эта модель предлагает профессиональные характеристики и универсальность.
Фото: istockphoto.com
Учитывая температуру и яркость при сварке металлов, всегда существует вероятность получения травмы. Тем не менее, несколько простых мер предосторожности обеспечат максимальную безопасность сварщика.
- Всегда надевайте средства индивидуальной защиты (СИЗ) и одежду, включая комбинезон или фартук, высококачественную сварочную маску и соответствующие перчатки сварщика.
- Убедитесь, что вы разбираетесь в своем оборудовании, особенно в том, как быстро выключить сварочный аппарат в случае аварии.
- Очистите зону от любых легковоспламеняющихся материалов.
- Убедитесь, что рабочая зона имеет достаточную вентиляцию. Сварочный дым может вызывать сонливость.
- При сварке в домашних условиях не допускайте детей и домашних животных к месту, где вы работаете.
- Для дальнейшего справки Управление по охране труда и здоровья (OSHA) выпускает ряд рекомендаций по технике безопасности. Хотя они предназначены для коммерческих организаций, они актуальны для всех сварщиков.

Сварка MIG упрощается тем, что сварочная проволока подается автоматически со скоростью, заданной пользователем. Однако не вся сварочная проволока одинакова.
Проволока для газовой MIG не содержит флюса, необходимого для безгазовой сварки. И наоборот, проволока с флюсовой сердцевиной (безгазовая) не может использоваться в аппаратах для газовой сварки MIG. Для различных типов сварных швов (мягкая сталь, нержавеющая сталь и алюминий) также требуются специальные проволоки, а диаметр проволоки изменяется в соответствии с толщиной материала.
Важно понимать вышеизложенное для получения качественных сварных швов. К счастью, информацию легко получить от поставщиков оборудования и расходных материалов.
Соотношение защитного газаНаиболее распространенным газом, используемым для сварки MIG, является аргон (A). Это инертный газ, поэтому он не содержит примесей, которые могут ослабить сварные швы.
Хотя иногда поставляется 100-процентный аргон, обычно он смешивается с двуокисью углерода (CO2) в соотношении 75 процентов A к 25 процентам CO2. Углекислый газ считается полуинертным, дешевле аргона и улучшает провар. Однако отделка может быть менее ровной. По данным Vern Lewis Welding Supply, это соотношение может составлять около 90 процентов от продаж сварочного газа продавца.
Гелий иногда добавляют к аргону и двуокиси углерода для создания так называемых «тримиксов». Они часто используются при работе с нержавеющей сталью. Конкретные соотношения меняются в зависимости от материала и процесса сварки, поэтому для получения дополнительной информации обратитесь к поставщику газа.
Фото: istockphoto.com
По возможности всегда полезно иметь профессиональную инструкцию при обучении сварке. Если местные занятия недоступны, отличной альтернативой могут стать онлайн-курсы по сварке.
Ниже приводится краткий обзор двух основных методов сварки MIG.
ШАГ 1: Решите, хотите ли вы толкать или тянуть.Существует два основных метода сварки MIG: тянуть сварной шов к себе или отталкивать его. С газовым MIG вы можете сделать и то, и другое. С безгазовым МИГом можно только тянуть, потому что толкание пробивает щит.
Тянуть стало проще и быстрее. Сварной шов не такой аккуратный, но может проникать глубже, поэтому он обычно обеспечивает более прочный сварной шов в толстом металле. Сварной шов с проталкиванием обычно выглядит более аккуратным, более последовательным и требует меньше усилий для последующей шлифовки, если требуется гладкая поверхность.
Для стали можно использовать любой метод. Алюминий следует проталкивать с использованием газа MIG. Сварка алюминия более подвержена загрязнению, и этот метод обеспечивает хорошую газовую защиту.
ШАГ 2: Настройте сварочный аппарат MIG.Необходимо установить правильное напряжение для толщины свариваемого металла и скорости подачи проволоки. Таблицы с соответствующей информацией всегда предоставляются, часто постоянно закрепленные на самой машине. В некоторых случаях это полуавтоматический процесс, когда вам нужно только установить определенные параметры, а сварщик сделает все остальное.
Необходимо включить газ и установить правильный расход. Прикрепите зажим заземления к заготовке или сварочному столу, если он у вас есть.
ШАГ 3: Наденьте СИЗ и p проведите проверку безопасности . Все, что вы сейчас делаете, должно выполняться с установленным защитным снаряжением. Наденьте свой сварочный шлем и убедитесь, что он работает правильно. Наденьте перчатки. Сварочные перчатки поначалу могут показаться неуклюжими, но защита, которую они обеспечивают, очень важна.
Наденьте перчатки. Сварочные перчатки поначалу могут показаться неуклюжими, но защита, которую они обеспечивают, очень важна.
Выполните проверки безопасности, упомянутые выше в разделе «Советы по безопасности при сварке MIG».
ШАГ 4: Нарисуйте дугу и наложите бусину.Потренироваться на куске чистого металлолома, пока вы привыкаете к сварке. Вместо того, чтобы пытаться сварить два куска металла вместе, просто сконцентрируйтесь на поджигании дуги и создании линии металла (называемой валиком) на поверхности.
Зажигание дуги и начало сварки обычно осуществляется путем царапания проволочного электрода по металлической поверхности, вызывая появление искры. Представьте, как бы вы чиркнули спичкой о спичечный коробок. После того, как дуга зажглась, слегка оттяните пистолет. Сварка не происходит при контакте электрода (проволоки) с металлом. Вместо этого он должен находиться на расстоянии около ⅛ дюйма от металлической поверхности.
Некоторые машины создают дугу постукиванием, но это более сложная техника. Иногда это может привести к «замерзанию», когда проволока прилипает к металлу, а не создает сварочную ванну. Начинающим рекомендуется скретчинг.
Иногда это может привести к «замерзанию», когда проволока прилипает к металлу, а не создает сварочную ванну. Начинающим рекомендуется скретчинг.
Если вы уверены, что можете зажечь дугу и контролировать валик, вы готовы к сварке. Будь то вытягивание или толкание, пистолет следует держать под углом от 15 до 20 градусов. Сосредоточьтесь на расплавленном металле (сварочной ванне), работая как можно плавнее.
Если двигаться слишком медленно, в металле могут образоваться дыры. Слишком быстрое движение приводит к тому, что сварной шов не сформирован должным образом, а это означает, что у него будут слабые места. Будьте терпеливы к себе, когда учитесь плести бусину. Чтобы сделать это правильно, требуется немного практики.
ШАГ 5: Очистите готовый сварной шов. Подождите, пока шов остынет. Не поддавайтесь искушению окунуть металл в воду или полить его водой; это может привести к трещинам и искажениям. После того, как он полностью остынет, объем необходимой очистки металла зависит от того, будет ли виден сварной шов.
Несколько минут работы проволочной щеткой может быть достаточно. В тех случаях, когда металл будет окрашиваться, часто будет необходимо отшлифовать лишний валик, чтобы получить гладкую поверхность.
Фото: istockphoto.com
Распространенные ошибки при сварке MIG и как их избежатьСамая распространенная ошибка при сварке MIG — недостаточная подготовка. Понятно, что люди хотят начать сварку как можно скорее, но спешка с выполнением работы часто приводит к тому, что сварные швы не получаются.
- При сварке всегда надевайте все средства защиты глаз и тела.
- По возможности начинайте с небольших проектов, прежде чем браться за крупные.
- Убедитесь, что соединяемые материалы чистые и на них нет краски, ржавчины, жира или других загрязнений.
- Инвестируйте в качественное оборудование и материалы.
- Если есть сомнения, проконсультируйтесь. Пройти курс сварки всегда хорошая идея. Поставщики оборудования и расходных материалов, как правило, также рады помочь.

Всегда следуйте рекомендациям производителя по уходу и техническому обслуживанию сварочного оборудования MIG. Вообще говоря, это покрывает следующее:
- Содержите его в чистоте. Сварочные цеха могут довольно быстро стать грязными. По окончании сварки протрите сварочный аппарат и храните его вдали от пыли и грязи или, по крайней мере, храните под крышкой. Держите сварочный пистолет подальше от пола.
- Выпустите защитный газ, выключив подачу газа и нажав на курок пистолета, пока регулятор не достигнет нуля. Это продлевает срок службы шлангов, клапанов и других деталей. Отрежьте и утилизируйте любой провод, который проходит через него.
- Регулярно проверяйте шланг и фитинги на наличие повреждений. Немедленно замените их при обнаружении утечек.
- Убедитесь, что электрические соединения надежны, а кабели не повреждены и не изношены.
Сварка — это увлекательное хобби, которое предполагает развитие навыков, которые могут быть как полезными, так и творческими. Приведенная выше информация представляет собой полезную основу для любого новичка, который хочет знать, как использовать сварочный аппарат MIG.
Приведенная выше информация представляет собой полезную основу для любого новичка, который хочет знать, как использовать сварочный аппарат MIG.
Если вы еще не купили сварочный аппарат, очень внимательно изучите разницу между газовой и безгазовой сваркой. Для тех, у кого есть бюджет, комбинированная машина имеет явные преимущества.
Обратите особое внимание на меры предосторожности. Ожоги от сварки могут быть особенно неприятными, а отсутствие качественной каски может привести к серьезным травмам глаз.
Указанные здесь цены действительны на момент публикации 31 октября 2022 г. вы не будете использовать стержневой электрод или присадочный стержень.
Вместо этого все, что вам нужно для наплавки сварного шва, изготавливается из катушки с металлической проволокой.
В этом процессе сварки, более известном как MIG, газовый баллон (обычно CO2 или аргон) обеспечивает защиту, пока проволока вплавляется в основной металл.
В настоящее время это наиболее распространенный процесс сварки конструкций и изготовления изделий.
Когда сварщик нажимает на курок горелки MIG (показан ниже), механизм подачи проволоки продвигает проволоку через латунное сопло. Это обеспечивает высокую точность и беспрепятственный обзор того, что происходит внутри сустава.
Сварка в нерабочем положении намного проще, чем с помощью SMAW. А поскольку катушка вмещает около мили проволоки, вам не нужно часто останавливаться и перезаряжать. (Кстати, термин MIG означает «металлический инертный газ».
Однако, поскольку CO2 и O2 являются химически активными газами, при использовании этих газов правильнее говорить MAG – металлический активный газ.)
Классификация проволоки
В процессе GMAW необходимо учитывать два расходных материала: газ и проволоку.
Как и в случае со стержневыми электродами, существует система классификации различных вариантов проволоки для сварки MIG, которая находится в ведении Американского общества сварщиков.
Американское общество инженеров-механиков также имеет код, но он почти идентичен.
Код AWS для сплошной стальной проволоки известен как AWS A5.18.
Вот что означает классификационный номер обычной проволоки для мягкой стали ER70S-6:
- ER – Электрический стержень
- 70 – это двух- или трехзначное число представляет минимальную прочность на растяжение металла сварного шва, измеренную в фунтах на квадратный дюйм (PSI), умноженную на 1000.
- S – сплошная проволока.
- 6 – этот номер (иногда с добавлением буквы) указывает на химические добавки, используемые в проводе, которые могут повлиять на настройку полярности на машине.
Цифра 6 в данном случае означает, что в проволоку добавлено больше раскислителей, что полезно при сварке грязной или ржавой стали.
Другим типом проволоки из углеродистой стали общего назначения является ER70S-3. В нем нет добавленных химикатов, поэтому он используется в основном для новой или чистой стали.
Наиболее часто используемыми алюминиевыми проволоками для сварки MIG являются ER5056, мягкая проволока с хорошей пластичностью, и ER5356, более твердая и обладающая высокой прочностью на растяжение.
Проволока MIG из нержавеющей стали имеет такие обозначения, как ER308, ER316 и ER308–L. Буква L обозначает низкий уровень углерода, что обеспечивает дополнительную коррозионную стойкость.
Диаметр провода
После определения типа проволоки для вашего сварочного оборудования для приобретения этого расходного материала необходимы две дополнительные информации.
Первый — это диаметр провода, который обычно указывается в тысячах дюймов. Наиболее распространенные размеры для сварки листового металла – 0,35 и 0,45.
Таблица выбора проволоки для сварки в среде инертного газа — см. полноразмерную версию здесьНапример, Lincoln Electric предлагает ER70S-6 в виде 44-фунтовой катушки или 1000-фунтового барабана.
Очевидно, механизм подачи проволоки на сварочном аппарате будет определять выбор опции. (Небольшой непромышленный аппарат для сварки MIG использует гораздо меньшую катушку, чем вы видите на фотографии ниже.)
(Небольшой непромышленный аппарат для сварки MIG использует гораздо меньшую катушку, чем вы видите на фотографии ниже.)
Проволоку для сварки MIG также можно заказать с «отрезками длины для сварки TIG». Это относится к трехфутовым тросам, используемым при сварке TIG. Размеры диаметра в этом случае указаны не в десятичных дробях, а как обычные размеры стержня TIG, такие как 1/16 или 3/32.
Связанные : Best MIG Wire
Настройки проволоки
Приведенная ниже таблица часто встречается в спецификациях расходных материалов, и ее стоит скопировать для справки. В нем рассказывается, как настроить элементы управления на вашем оборудовании и какой газ вам нужен, в зависимости от процесса сварки.
Получите высококачественную версию для печати здесьЧитайте также : Настройки сварки MIG – Как установить правильные параметры
Порошковая проволока
Использование «порошковой» проволоки позволяет сварщику MIG не использовать баллон с CO2 или аргоном и выполнять сварку без газа. Это связано с тем, что сердечник проволоки содержит ингредиенты, которые защищают сварочную ванну.
Это связано с тем, что сердечник проволоки содержит ингредиенты, которые защищают сварочную ванну.
Подобно покрытиям стержневых стержней, сердечник проволоки содержит флюс, который заменяет баллон с защитным газом. Это особенно полезно при сварке на открытом воздухе, поскольку достаточно сильного ветра, чтобы рассеять сжатый газ. Этот процесс официально известен как Дуговая сварка порошковой проволокой 9.0285 (FCAW) .
Подробнее : Флюс в сварке – что он делает?
Порошковая проволока также позволяет сварщику использовать проволоку с большей силой тока и большего диаметра, чем сплошную проволоку. Этот процесс широко используется при сварке конструкций на открытом воздухе. Хотя порошковая проволока стоит значительно дороже, чем сплошная проволока MIG, вам не нужно иметь дело с баллонами с газом или ждать, пока стихнет ветер, прежде чем приступить к сварке.
Несмотря на экранирующие добавки, порошковая проволока достаточно тонкая, чтобы стрелять из горелки МИГ. И шлак, получаемый с этими ингредиентами, составляет лишь часть того, что образуется в процессе SMAW.
И шлак, получаемый с этими ингредиентами, составляет лишь часть того, что образуется в процессе SMAW.
Обычная порошковая проволока часто упоминается как Self-Shielded или Innershield под торговой маркой, которую продает Lincoln Electric. (Поэтому, когда газовый баллон не используется, процесс официально известен как FCAW-S.)
Классификация порошковой проволоки
К счастью, стандарт AWS для порошковой проволоки из углеродистой стали (AWS A5.20) отличается незначительно из кода сплошной проволоки MIG.
Вместо ER в номере начинается E (для электрода) для всех порошковых проволок.
И вместо S для одножильного провода вы увидите либо T для трубчатого, либо C, указывающего на «композитный» провод.
E70C-6 является примером порошковой проволоки общего назначения.
Цифра 7 в классификации относится к пределу прочности при растяжении, умноженному на 10 000 (вместо 1 000 в случае проволоки MIG без сердечника).
0 указывает положение сварки. (Ноль означает, что проволока пригодна только для горизонтальной или плоской сварки.)
(Ноль означает, что проволока пригодна только для горизонтальной или плоской сварки.)
Одной из наиболее часто используемых порошковых проволок в строительстве является Innershield 232 от Lincoln Electric (также известная как NR-232), которая соответствует требованиям AWS E71T- 8.
Цифра 1 указывает, что провод можно использовать во всех положениях. 8 означает низкое содержание водорода, что напоминает обычный стержневой электрод E7018.
NR-232 популярен, потому что его химический состав соответствует сейсмическим требованиям для зон землетрясений, таких как Калифорния. С другой стороны, с проволокой труднее работать, чем с проволокой, не имеющей такого же уровня сейсмостойкости.
В приведенной ниже таблице перечислены рекомендуемые параметры для NR-232 («NR», произносимое вслух, звучит как «внутренний», что упрощает его запоминание.)
Число .068 в таблице — это диаметр проволоки. Обратите внимание на полярность DCEN. Обозначение CTWD означает «расстояние от контактного наконечника до рабочего места», которое влияет на величину тока, проходящего через соединение. «Депозитная ставка» помогает покупателю рассчитать, сколько провода потребуется для проекта.
«Депозитная ставка» помогает покупателю рассчитать, сколько провода потребуется для проекта.
Использование защитного газа и флюса вместе с порошковой проволокой
Когда в FCAW используется сжатый газ, процесс сварки известен как сварка в среде защитного газа или сварка порошковой проволокой с двойным экраном , так как и ингредиенты флюса, и сжатый газ создают экран. Официальное обозначение: FCAW-G .
Вот более сложный пример порошковой проволоки E71T-1C JH8 , которая ломается следующим образом:
- E – Электрод
- 7 – Прочность на растяжение, измеренная в фунтах на квадратный дюйм (PSI), умноженная на 10 000; в данном случае 70 000 фунтов на квадратный дюйм. Обратите внимание на разницу с MIG, в которой используются два числа, умноженные на 1000.
- 1 – Возможность сварки во всех положениях
- T – Трубчатая проволока
- 1 — это спецификация удобства использования проводов. Варианты варьируются от 1 до 14). 1 здесь указывает на то, что проволока имеет систему рутилового шлака (что означает, что химические добавки являются кислотными). Рутиловые покрытия обеспечивают хорошую свариваемость (низкое разбрызгивание, хорошее качество дуги и контроль сварочной ванны), но их механические свойства не считаются такими прочными, как базовая шлаковая система.
- C — эта буква означает, что для провода требуется защитный газ CO2. (M указывает на смесь защитного газа аргон/CO2.)
- JH8 — последние 3 кода являются дополнительными.
- J – указывает на то, что электрод соответствует требованиям повышенной ударной вязкости.
- H8 – обозначает максимальное количество диффузионного водорода, которое может содержать провод. В этом примере допустимо менее 8 мл водорода на каждые 100 г металла шва. Чем ниже число, тем меньше водорода допускается в проволоке и, следовательно, меньше вероятность образования водородных трещин в окончательном сварном шве.
 Варианты варьируются от 1 до 14). 1 здесь указывает на то, что проволока имеет систему рутилового шлака (что означает, что химические добавки являются кислотными). Рутиловые покрытия обеспечивают хорошую свариваемость (низкое разбрызгивание, хорошее качество дуги и контроль сварочной ванны), но их механические свойства не считаются такими прочными, как базовая шлаковая система.
Варианты варьируются от 1 до 14). 1 здесь указывает на то, что проволока имеет систему рутилового шлака (что означает, что химические добавки являются кислотными). Рутиловые покрытия обеспечивают хорошую свариваемость (низкое разбрызгивание, хорошее качество дуги и контроль сварочной ванны), но их механические свойства не считаются такими прочными, как базовая шлаковая система.
Этот код взят из стандарта AWS A5.29/A5.29M:2020 (Спецификация электродов из низколегированной стали для дуговой сварки порошковой проволокой)
Как видите, для изучения многих переменных, связанных с выбором правильного провода, потребуется некоторое время.
Рекомендуется сначала сосредоточиться на наиболее распространенных классификациях удилищ и со временем освоить остальной арсенал.
Тем не менее, будучи сварщиком начального уровня, вы можете столкнуться с необходимостью запасать расходные материалы или заменять пустые катушки на сварочных аппаратах MIG для опытных ветеранов.
Таким образом, соблюдение должной осмотрительности при правильном выборе и хранении изделий из проволоки имеет важное значение для предотвращения дорогостоящих ошибок в начале сварочных работ.
Американское общество сварщиков может приобрести справочники, но их стоимость может быть непомерно высокой.
Обратитесь в школу или на работу, чтобы узнать, можете ли вы получить доступ к справочнику и сделать фотокопии любой информации, которую вам нужно поместить в папку с литературой.