Самодельный профилегиб без токарных работ.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию точно выполнит.
1 Важные технические моменты при изготовлении профилегиба.
2 Как сделать ролики для профилегиба.
3 Как закрепить подшипники на каркасе профилегиба.
4 Конструктивные особенности профилегибов.
5 Как сделать ручной профилегиб с обкатным роликом.
5.1 Как сделать ролики для гибки профильной трубы методом обкатки.
5.2 Важные моменты при изготовлении трубогиба с обкатным роликом.
Данный станок еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
- Во время гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из её сторон образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки. Чем меньше радиус гибки, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.

- Если прокатывать профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время прокатывания труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
- Усилие, которое необходимо приложить, чтобы свести ролики и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на станке, у которого большое расстояние между роликами. По этим причинам ролики делают съемными, чтобы их можно было переставить.


- Чем меньше диаметр роликов, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных станках ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и с неё получиться овал.
 Если гнуть круглую трубу на прямых роликах, то ее будет плющить и с неё получиться овал.
Если гнуть круглую трубу на прямых роликах, то ее будет плющить и с неё получиться овал.Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.
Профилегиб с валами из велосипедных ступиц.В качестве роликов можно использовать обычный лом. Его просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники №306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно капнуть сваркой около обоймы подшипника.
Вал трубогиба сделанный из лома.Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.
Ролик трубогиба.Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
Как их сделать смотрите ниже в статье. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
Профилегиб с переставными роликами.Станок для гибки профильной трубы.Профилегиб сделанный с подшипниками в корпусе.Конструктивные особенности профилегибов.Такой станок можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов.
При изготовлении нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать станок с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать станок с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Если же ролики проскальзывают, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из станка.
Ниже представлено несколько фотографий с различными конструктивными особенностями.
. Как сделать ручной профилегиб с обкатным роликом.Данный вид станка позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
Гибка круглой трубы методом обкатки.Гибка профильной трубы методом обкатки.Работа такого станка основана на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание её стенок и заломы исключены. Данный станок позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Трубогиб с отверстиями в кронштейне.Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем
этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в
начальном положении снижает деформации стенки трубы с наружной стороны сгиба.
Другими словами, трубу во время гибки меньше будет вытягивать из зажима и
повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Труба с заломами.Минимальный радиус гибки трубы.требования, варианты и инструкция по изготовления Роман Волков, блог Малоэтажная Страна
В работе на загородном участке часто использую не пластичную профильную металлическую трубу. При этом регулярно возникает необходимость ее изогнуть. Поэтому решил изготовить трубогиб своими руками. После его испытания хочу поделиться с требованиями к нему, а также возможными вариантами станка. Расскажу еще, как я делал распространенную модель.
Вариант самодельного трубогиба
Требования к ручному трубогибу
Из профильной трубы создают садовые арки, козырьки над входами в дом, на территорию и так далее.
Использование механического трубогиба
Когда металлопрокат изгибается, тогда происходит растягивание его наружной стороны. При этом у него сжимается внутренняя поверхность. Чтобы изготовить трубогиб, позволяющий выполнять качественный и нужный изгиб, я определил требования, которыми он должен обладать:
- надежно фиксировать заготовку, что позволит выполнить изгиб в требуемом направлении;
- равномерно распределять приложенное усилие по изгибаемому участку;
- иметь в конструкции деталь-шаблон, с помощью которой станет возможным задавать угол изгиба;
- позволять одному человеку изготавливать гнутые заготовки без приложения запредельной физической силы.
Перечисленные требования позволили выбрать наиболее подходящую конструкцию станка из распространенных вариантов. Однако перед тем как сделать трубогиб своими руками в домашних условиях, мне пришлось изучить особенности популярных приспособлений. Ведь они отличаются сложностью устройства и даже предназначением.
Однако перед тем как сделать трубогиб своими руками в домашних условиях, мне пришлось изучить особенности популярных приспособлений. Ведь они отличаются сложностью устройства и даже предназначением.
Одна из распространенных моделей гибочного станка
Простой обкаточный трубогиб с роликами
Этот вариант популярен как у сантехников, так и у домовладельцев. Станок позволяет гнуть не только круглые, но и профильные трубы, но с небольшим поперечным сечением. Оно может составлять, например, 25*25 мм или 40*20 мм.
Основа приспособления представляет собой прочную станину (1). Ее делают из листового металла. Можно также использовать швеллер, потому что он выдерживает существенные нагрузки механического характера. Для крепления основы к неподвижному верстаку обычно используют болты. Вместо них нередко применяют мощные тиски.
В станочной основе делают отверстие для резьбовой шпильки. Она может быть заменена болтом. Любой из крепежей является осью (2). На нее надевают дисковый элемент, у которого с обеих сторон имеются реборды (3).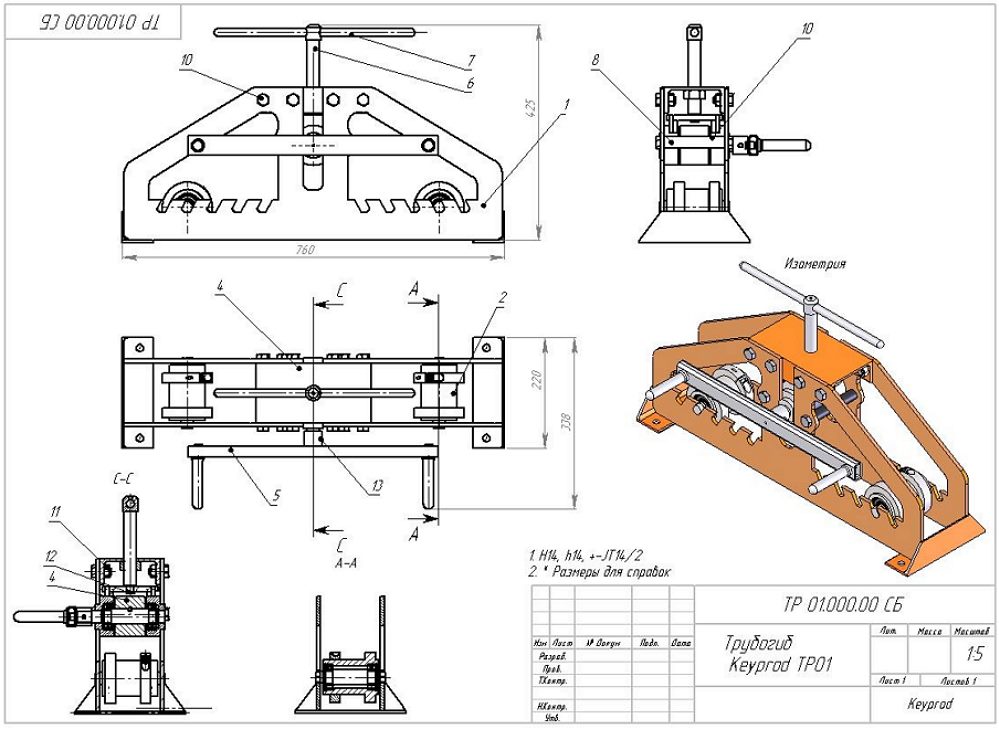 Данная деталь является шаблоном. Он нужен для обкатки металлопроката.
Данная деталь является шаблоном. Он нужен для обкатки металлопроката.
Трубогиб с пластинчатой основой
Вокруг оси (2) также выполняется поворот рычага (5). Его изготавливают большой длины. Это позволяет прикладывать существенное усилие, чтобы изогнуть заготовку. На рабочем рычаге закрепляют прижимной роликовый элемент (4). Он нужен для передачи усилия на металлопрокат. Прижимную роликовую деталь и обкаточный дисковый элемент размещают на расстоянии друг от друга, которое должно немного превышать толщину трубной заготовки.
Если делают трубогибочный станок своими руками, тогда его часто оснащают несколькими комплектами дисков. Это позволяет гнуть трубы с разным профилем.
В конструкции трубогиба также предусматривают фиксирующую систему. Она нужна для закрепления конца трубы (7). Часто такая система представляет собой простой крючок или стопорный узел, который оснащен гайками (6).
Комплектация и принцип работы трубогиба
Чтобы выполнить изгиб металлопроката, сначала нужно отвести рабочий рычаг. Это позволит вставить прямолинейную трубу между прижимным роликом и обкаточным диском. В то же время необходимо конец металлопроката зафиксировать в стопорном элементе. После этого прикладывается усилие и поворачивается рабочий рычаг. В результате труба начинает изгибаться. Чтобы контролировать угол изгиба, станок можно оснастить шкалой с обозначенными градусами. В то же время данное приспособление не позволяет изменять радиус изгиба при выполнении конкретной операции. Ведь он напрямую зависит от закрепленного диска. Для изменения радиуса изгиба приходится каждый раз устанавливать дисковый элемент большего или меньшего диаметра.
Это позволит вставить прямолинейную трубу между прижимным роликом и обкаточным диском. В то же время необходимо конец металлопроката зафиксировать в стопорном элементе. После этого прикладывается усилие и поворачивается рабочий рычаг. В результате труба начинает изгибаться. Чтобы контролировать угол изгиба, станок можно оснастить шкалой с обозначенными градусами. В то же время данное приспособление не позволяет изменять радиус изгиба при выполнении конкретной операции. Ведь он напрямую зависит от закрепленного диска. Для изменения радиуса изгиба приходится каждый раз устанавливать дисковый элемент большего или меньшего диаметра.
Самодельный и простейший ручной трубогиб для профильной трубы своими руками, чертежи с размерами которого позволяют быстро изготовить станок, обычно применяется для изгиба заготовок на 90°. Он не подходит для создания пологих дуг большого радиуса.
Чертеж для сборки и деталировка самодельного станка
Намоточный трубогиб
Это более сложный вариант для трубы с круглым сечением. По данной причине он менее популярен у домовладельцев. Этот трубогиб для круглой трубы своими руками или промышленного производства позволяет создавать детали криволинейной формы, которые могут быть изогнуты в трех направлениях. Изготовленные элементы на нем применяются, например, при прокладке трубопроводных систем сложной конфигурации.
По данной причине он менее популярен у домовладельцев. Этот трубогиб для круглой трубы своими руками или промышленного производства позволяет создавать детали криволинейной формы, которые могут быть изогнуты в трех направлениях. Изготовленные элементы на нем применяются, например, при прокладке трубопроводных систем сложной конфигурации.
При использовании намоточного трубогиба сначала край заготовки фиксируют на рабочем колесе (1) с помощью зажимного механизма (3). В непосредственной близости от него находится упорный ролик (2). Это неподвижный элемент для подачи прямолинейного отрезка трубы. Именно он задает начало изгиба. После включения конструкции начинает медленно вращаться рабочее колесо. Оно крутится за счет наличия в конструкции, например, редуктора. Для этой цели также может использоваться гидравлическая передача. В результате вращения на колесо-шаблон происходит как бы наматывание трубной заготовки.
Детали и работа намоточного приспособления
Собирают также для профильной трубы намоточный трубогиб своими руками, чертежи которого обязательно подготавливают на первом этапе. Некоторые его варианты позволяют изгибать заготовки с небольшим радиусом кривизны. Часть таких приспособлений способна даже полностью разворачивать прямолинейную трубу на 180°. Эти устройства часто используют мастера, изготавливающие кованые изделия.
Некоторые его варианты позволяют изгибать заготовки с небольшим радиусом кривизны. Часть таких приспособлений способна даже полностью разворачивать прямолинейную трубу на 180°. Эти устройства часто используют мастера, изготавливающие кованые изделия.
Чертеж варианта гибочного приспособления
Собственноручное изготовление трубогиба из утиля без токарных работ
Для своих нужд решил делать вальцовочный станок для гибки профильной трубы своими руками, чертежи для которого подготовил заранее. Его еще называют прокаточным устройством. Конечно, оно не представляет собой полностью идеальную конструкцию. Однако возможностей приспособления вполне хватило, чтобы изготовить дуги для теплицы и козырьков над входными группами.
Один из чертежей трубогиба
Для создания моего варианта гибочного станка использовал материал, который подлежал утилизации. Его я подготовил, когда выполнял уборку в гараже и разбирал накопившийся хлам. При этом мне даже не пришлось обращаться за помощью к токарю, чтобы изготовить опорные валики. В результате получилось приспособление, на которое было потрачено минимум денег.
В результате получилось приспособление, на которое было потрачено минимум денег.
Итак, перед тем как сделать трубогиб своими руками, чертежи и описание которого уже были подготовлены, я нашел в гараже:
- много болтов;
- ненужный швеллер, длина которого составляла 1 м;
- обрезки труб;
- резьбовую шпильку М18 длиной 1 м;
- металлический уголок длиной 2 м;
- кучу б/у подшипников;
- металлическую пластину толщиной 5 мм;
- большое количество широких шайб, а также гаек.
Гайки, подшипники, шайбы, резьбовая шпилька для будущего станка
После подготовки необходимых материалов начал изготавливать гибочный станок для профильной трубы своими руками, чертежи которого уже были подготовлены. Процесс осуществлял следующим образом:
- Вырезал станину из швеллера. Ее длина составила 400 мм.
- Нарезал металлический уголок 25*25 мм. Из него получилось четыре стойки-опоры. Длина каждой из них составила 250 мм.
 Длина каждой из них составила 250 мм.
Длина каждой из них составила 250 мм.Обрезанный швеллер и стойки
- Очистил заготовки от ржавчины и грязи, чтобы дальнейшие операции проще выполнялись, включая сварочные работы. Для этого использовал металлическую щетку, которую установил на электродрель.
Щетка с металлической щетиной
- Перевернул швеллер, чтобы его полка оказалась внизу.
- Отметил на боковых частях швеллера месторасположение стоек из металлического уголка.
- Приварил четыре опоры к швеллеру. Эти стойки одинаковой высоты, перпендикулярные горизонту и параллельные друг другу образовали конструкцию в виде короба точно по центру. Именно в ней будет двигаться прижимная головка, укомплектованная соответствующим ведущим роликом.
Закрепленные стойки на швеллере
- Вырезал из металлического листа пластину размером 130*80 мм и сделал в ней отверстие диаметром 19 мм точно по центру. Из этой же листовой стали подготовил еще одну пластину 80*70 мм. В ней тоже сделал точно такое же отверстие по центру. Кроме того, подготовил еще пару одинаковых деталей, в которых сделал вырезы углом.
 В ней тоже сделал точно такое же отверстие по центру. Кроме того, подготовил еще пару одинаковых деталей, в которых сделал вырезы углом.
В ней тоже сделал точно такое же отверстие по центру. Кроме того, подготовил еще пару одинаковых деталей, в которых сделал вырезы углом.Две подготовленные пластины
- Начал изготавливать прижимной ролик. Его конструкция состоит из нескольких частей. Одной из них является ось. Для нее использовал часть шпильки. Длина этого кусочка составила 200 мм.
- Сделал на шпильке временные упор из широкой шайбы и гайки.
- Отрезал от трубы диаметром 1 дюйм кусочек длиной 40 мм.
- Надел часть обрезанной трубы на шпильку.
Кусочек трубы на шпильке
- Вставил в зазор между шпилькой и надетой трубкой кусочки электродов диаметром 3 мм. Их распределил равномерно. При этом следил, чтобы они плотно расположились в зазоре.
Вставленные электроды в собираемый валик
- Сделал еще одну оболочку для прижимного валика. Для ее изготовления использовал трубу с внутренним диаметром 32 мм.
- Надел вторую оболочку. Однако пришлось предварительно ее разрезать только с одной стороны и чуть-чуть расширить. Когда в дальнейшем выполнял сварку, получившийся разрез заполнил расплавленным металлом.

Надетая вторая оболочка с разрезом
- Обварил аккуратно всю конструкцию сначала с открытой стороны.
- Снял временную шайбу с гайкой.
- Обварил прижимной вал с другой стороны.
- Отшлифовал места сварки.
- Подготовил опорную пластинку для подшипников прижимного валика. Для этого приварил к ней строго симметрично друг другу две цапфы. В противном случае валик перекосит. Из-за этого ухудшится качество изгиба трубы.
Приваренные две одинаковые цапфы
- Надел подшипники на шпильку с каждой стороны прижимного валика.
Надетые подшипники на шпильку
- Установил надетые подшипники в вырезы цапф и приварил их. Крепление сделал точечное. Иначе подшипники могли перегреться.

Точечно приваренные подшипники
- Отрезал от шпильки еще один кусочек длиной 400 мм. Он нужен, чтобы сделать силовую передачу для вала.
- Завел обрезанную шпильку в отверстие пластины с цапфами и накрутил гайку. При этом резьбовой стержень вышел из нее на 2 мм.
Накрученная гайка на шпильке
- Приварил гайку к шпильке.
- Навинтил еще одну гайку на шпильку, но уже с другой стороны. При этом ее не затягивал до конца. Оставил зазор около 0,5 мм. Это нужно, чтобы пластина свободно крутилась на шпильке.
- Приварил гайку к стержню.
Вторая гайка на шпильке
- Опустил собранный элемент между направляющими деталями.
- Установил сверху подготовленную пластину. При этом через отверстие в ней пропустил шпильку.
Установка крышки-пластины
- Приварил пластину к направляющим.
- Накрутил на шпильку, которая торчала из отверстия пластины, еще одну гайку.

Вариант изготовления трубогиба для трубы с круглым сечением показан в этом видео:
- Приварил накрученную гайку к крышке-пластине.
- Прикрепил перекладину (маховик-рычаг) к резьбовому стержню с помощью сварки. Для изготовления рычага использовал профильную трубу. Он нужен, чтобы вручную вкручивать или выворачивать шпильку.
Приваренный рычаг к шпильке
- Установил пластиковые пробки на торцевые части маховика для исключения получения травм на ладонях, когда буду использовать изготовленный трубогиб для профильной трубы своими руками без токарных работ.
Еще одно видео по изготовлению трубогиба:
На следующем этапе приступил к созданию 2-х опорных роликов из шпилек и подшипников. Сначала отрезал два резьбовых стержня. Длина каждого из них составила 120 мм. Затем на шпильки накрутил гайки. Далее, надел на каждую из них сначала широкую, а потом узкую шайбу.
Длина каждого из них составила 120 мм. Затем на шпильки накрутил гайки. Далее, надел на каждую из них сначала широкую, а потом узкую шайбу.
Затем на шпильках разместил по три подшипника. Потом на стержни надел по маленькой и большой шайбе. Далее, на шпильки накрутил еще по одной гайки и обрезал торчащие концы с резьбой. В завершение приварил накрученные гайки к большим шайбам и шпикам.
Об ошибках при изготовлении гибочного станка рассказывается в данном видео:
На следующем этапе приступил к изготовлению рычага длиной 250 мм, который нужен для вращения прижимного вала. Его сделал из куска квадратной трубы с вырезом на конце под ось приводного вала. С другой стороны рычага прикрепил ручку из шпильки диаметром 8 мм.
Дополнительно вертикально приварил с каждой стороны швеллера по четыре отрезка шпилек диаметром 6 мм, чтобы можно было меняет положение опорных роликов относительно оси всего приспособления – прижимного вала.
В завершение изготовления станка хорошо отшлифовал прижимной валик. Для этого использовал наждачку с крупным зерном. При этом мелкую абразивную бумагу не применял, так как грубая поверхность вала позволила улучшить процесс прокатки металлопроката.
Видео поможет узнать, как изготовить трубогиб своими руками или как сделать трубогиб в домашних условиях:
Коротко о главном
При самостоятельном изготовлении трубогиба уделяют особое внимание ряду нюансов. Он должен надежно фиксировал заготовку, равномерно распределять прикладываемое усилие, иметь в конструкции при необходимости деталь-шаблон. Станок также обязан позволять работать с ним одному человеку.
Самостоятельно собрать можно приспособление для круглой и профильной трубы. Оно создается с простой и более сложной конструкцией, включая устройство намоточного типа. Я изготавливал вальцовочный станок из утиля без токарных работ. Использовал швеллер и уголки в качестве основы, а также подшипники, гайки, шпильки, шайбы для создания валиков.
Использовал швеллер и уголки в качестве основы, а также подшипники, гайки, шпильки, шайбы для создания валиков.
Напишите в комментариях, как думаете – все ли соединения должны быть сварными при изготовлении гибочного станка с вальцами?
59 фото гениальных идей для создания механизма
Каждому владельцу большого садового участка или небольшого коттеджа, хоть раз в жизни (как минимум) может понадобиться трубогиб — приспособление для гибки профильной трубы.
Например, это может быть заготовка для каркаса теплицы или навеса, беседки или любой другой металлоконструкции.
На базах по продаже металла, да и на других производствах обычно используются устройства заводского изготовления, но удовольствие это далеко не из дешевых. Чтобы сэкономить бюджет на более приятные траты, изготовлением устройства выгоднее заниматься вручную, своими силами.
Для этой конструкции, как говорится, «ума много не надо», да и в деталях недостатка тоже не будет, чертежи чертежей реально создать самому.
Review Content:
- Bender Options
- What is the work of a pipe bender
- Pipe bending pattern
- Pipe bender snail
- Rolling benders
- DIY pipe bender
Bender Options
You can bend the трубу «домашним» способом, засыпать трубу песком, нагреть красной паяльной лампой или газовой горелкой, а затем согнуть трубу. Этот метод не признан среди мастеров приоритетным, он трудоемок и не обеспечивает достаточной точности, также могут появиться заломы и деформации.
Чтобы получить идеально согнутую трубу, с соблюдением норм и заданных параметров, не нанося ущерба исходному материалу, мастера используют в своей работе специализированные трубогибы.
Большую популярность приобрели трубогибы рычажного типа. Это элементарное изобретение работает по принципу «рычага» — усилие концентрируется в определенном месте, а изгиб сливается с формой созданного вами шаблона, который чаще всего можно снять и заменить другим.
Чаще всего в комплекте таких конструкций предусмотрена пара дополнительных шаблонов для труб разного диаметра. Есть похожие по конструкции агрегаты, ручные трубогибы, дрон или арбалет, они позволяют гнуть короткие отрезки круглых стальных труб, подвергая их только холодной обработке.
Арбалетные устройства очень компактны и ценятся в области установки и коммунальных услуг.
Что такое работа трубогиба
Принцип работы достаточно прост, заключается в нагреве трубы, труба нагревается до красна и становится очень пластичной, податливой к изменениям. Каждый тип трубогиба имеет свой спектр возможностей.
Основные функции качество гибки и возможность гибки труб разных размеров и диаметров.
С помощью дополнительных прокатных приспособлений достигается гибка большего диаметра. Устройство работает с валами, их три в комплекте.
Направляющие и толкатели. Труба проходит через подвижные элементы, степень изгиба задается давлением прижимного ролика. Если радиус закругления готового изделия небольшой, процедуру следует повторить.
Если радиус закругления готового изделия небольшой, процедуру следует повторить.
Шаблон для гибки труб
В большинстве случаев самым простым вариантом, подходящим абсолютно всем мастерам, даже начинающим, является шаблон из дерева. Доски подбираются по толщине гнутых труб, обязательно оставляйте запас досок в пару сантиметров.
Для предотвращения схода профиля с шаблона в процессе работы на концах оставляют уклон. Шаблон жестко закрепляют на полу или другой устойчивой поверхности рядом с установкой упора для трубы.
Профиль вставляют в зазор между шаблоном и упором, плавно и аккуратно нажимают на другой его конец, прижимая трубу к шаблону. Лебедка или рычаг облегчат работу.
Огромный плюс этого процесса, экономия средств и простота исполнения.
У любого устройства есть недостатки, и этот способ не исключение. Изгиб не точный, некачественный, а шаблон будет одноразовым (применимо только к одному диаметру трубы).

Трубогиб-улитка
При штамповке однотипных заготовок с большим тиражом, малым радиусом кривизны трубогиб-улитка будет незаменим.
Его достоинство в небольших размерах и простоте управления. Недостатком будет ограничение радиуса кривой, но не больших размеров.
Вальцегибочные станки
Нишу универсальности и практичности заняли самодельные приспособления — вальцовочные станки (гибочные станки), на таких станках можно сделать любой угол гибки.
Комплектация особо не отличается от других моделей, так же имеют основание и валы. Подвижный ролик прижимает трубу, и растягивает ее вращением приводных валов.
Давление можно увеличить с помощью лебедки, рычагов или электропривода. Однако для производства дома такая конструкция довольно сложна в исполнении.
Для воспроизведения такой сборки потребуется много токарной обработки и сварки. Если вы все-таки решили сделать такую модель, она прослужит вам долго и порадует функциональностью.

Как сделать трубогиб своими руками, вопрос в современном мире достаточно актуален. Для облегчения задачи можно найти в интернете фото трубогиба, чтобы примерно понять, как он должен выглядеть.
Также есть много чертежей трубогиба, которые просты в использовании. Ознакомившись со всей информацией и оценив свои силы и наличие необходимых компонентов, спокойно приступайте к работе.
DIY pipe bender
3
Как сделать круг из трубы своими руками. Как согнуть трубы без специального инструмента
Как согнуть трубу под прямым углом
Металл выступает достаточно прочным материалом, но при специальном воздействии его можно согнуть. На сегодняшний день существует несколько способов решения этой проблемы. Первая технология – это использование колышков. Но вы должны помнить, что этот метод может повредить трубу или даже сломать ее. Этого можно избежать, заполнив внутреннюю полость сухим песком. Заглушки должны быть установлены с обоих концов.
На сегодняшний день существует несколько способов решения этой проблемы. Первая технология – это использование колышков. Но вы должны помнить, что этот метод может повредить трубу или даже сломать ее. Этого можно избежать, заполнив внутреннюю полость сухим песком. Заглушки должны быть установлены с обоих концов.
Следующим шагом будет сгибание. Для этого в землю вкапываются колышки. Вы будете использовать их как рычаг. Если вы не уверены в своих силах, то сначала стоит потренироваться на ненужных отрезках трубы. Если перед вами стоит вопрос, как согнуть трубу без трубогиба, то с помощью этой технологии можно изменить форму изделия, диаметр которого варьируется от 16 до 20 мм. Для труб более внушительного диаметра этот прием не подходит, так как процесс будет достаточно сложным. Также важно учитывать материал основы. Например, для цинкования рекомендуются другие методы.
Толщина стенки по ГОСТу: масса, размеры
Этот показатель зависит от способа изготовления полой вещи. Если нужна толстая стенка, то изделие изготавливается горячим способом. Такие образцы незаменимы, когда важна предельная прочность в опасных условиях химических производств, ядерных реакторов, дымовых труб предприятий, газопроводов высокого давления. Труба из нержавейки – достаточно прочный материал.
Если нужна толстая стенка, то изделие изготавливается горячим способом. Такие образцы незаменимы, когда важна предельная прочность в опасных условиях химических производств, ядерных реакторов, дымовых труб предприятий, газопроводов высокого давления. Труба из нержавейки – достаточно прочный материал.
Тонкостенные бесшовные трубы изделия выходят более прочными, но электросварные трубы дешевле. Кроме того, в производстве для решения специальных задач изредка используются полые предметы с тончайшими стенками (0,12-1 миллиметр). Они бывают холодными или горячими.
По ГОСТу допускается наименьший диаметр сварных труб из нержавеющей стали — 8 миллиметров, наибольший — 102 миллиметра. Это же касается и толщины стенки соответственно – от 0,8 до 4 мм.
Горячекатаный прокат изготавливают диаметром от 57 до 325 миллиметров и толщиной стенки от 3,5 до 32 мм. Сечение холоднокатаного проката находится в пределах от 5 до 273 миллиметров, толщина стенки от 0,2 до 22 мм.
Использование технологии нагрева
Прежде чем сгибать трубу без трубогиба, следует подумать, какая технология для этого лучше всего подходит. Отопление может быть отличным решением. Этот метод обычно используется для стальных и алюминиевых труб. Для процедуры изделие закрепляется в тисках, но предварительно его следует наполнить и нагреть газовой горелкой до того места, которое вы планируете сгибать. Температура определяется достаточно просто: когда бумажка приближается к трубе, она должна начать дымиться. Когда используется стальная заготовка, она должна стать красной при нагревании. В целях безопасности техник должен носить перчатки.
Отопление может быть отличным решением. Этот метод обычно используется для стальных и алюминиевых труб. Для процедуры изделие закрепляется в тисках, но предварительно его следует наполнить и нагреть газовой горелкой до того места, которое вы планируете сгибать. Температура определяется достаточно просто: когда бумажка приближается к трубе, она должна начать дымиться. Когда используется стальная заготовка, она должна стать красной при нагревании. В целях безопасности техник должен носить перчатки.
Пластина плоскопараллельная
Если перед вами стоит задача, как согнуть трубу без трубогиба, то можно использовать пластину плоскопараллельную. Эта техника предполагает фиксацию изделия в зажиме. После этого можно сгибать, причем делать это нужно вдоль пластины. Эта техника считается не только экономичной, но и простой. Для достижения положительного результата следует использовать несколько пластин, каждая из которых имеет разную кривизну. Главное условие – использование стальной трубы. Длина изделия должна быть достаточно внушительной.
Длина изделия должна быть достаточно внушительной.
С помощью металлической пружины
Довольно часто домашние мастера задумываются над вопросом, как согнуть трубу без трубогиба в домашних условиях. Для этого можно использовать металлическую пружину. Этот метод отлично подходит для цветных труб, которые обладают хорошей пластичностью.
Для предотвращения деформации используется пружина. Для получения хорошего результата необходимо учитывать размер пружины, который должен соответствовать внутреннему диаметру металлоконструкции. Это требование связано с тем, что труба должна быть вставлена в полость. Затем можно согнуть, связав пружину проволокой, чтобы потом ее было легче вытащить.
Как сделать наждак своими руками
Каждая хозяйка так или иначе сталкивается с ситуацией, когда ей необходимо заточить ножи, ножницы и другие острые предметы, которые со временем затупляются. Можно каждый раз обращаться к мастеру и платить большие деньги за его услуги или покупать готовый наждак, а можно пошалить и порадовать кошелек, изготовив наждак своими руками.
Основные материалы и инструменты
Принцип работы самодельного устройства
Для того чтобы сконструировать самодельный наждак, нужен электродвигатель, оставшийся от эксплуатации старой бытовой техники.
Именно электродвигатель запускает изделие в работу, в результате чего предварительно заточенные на токарном оборудовании насадки, установленные на валу двигателя, достаточно зажимают наждачный круг.
Как выбрать электродвигатель
Чаще всего мастера выбирают в качестве двигателя электроприбор, оставшийся от старой стиральной машины, например Волги, Сибири или Вятки. Как известно, техника советского времени была качественной, поэтому и двигатели были достаточно мощными, с высокими реверсивными показателями. Выключатель с ручным пусковым механизмом тоже пригодится от такой стиральной машины.
Основная проблема, с которой необходимо столкнуться, — точное размещение точильного камня непосредственно на валу двигателя. На валу не всегда есть резьба, размер отверстия в камне тоже может не соответствовать размеру вала. Справиться с этой задачей поможет специально выточенная деталь, которая сгладит несоответствие размеров.
Справиться с этой задачей поможет специально выточенная деталь, которая сгладит несоответствие размеров.
Максимальное ограничение скорости, используемое в наждаке, составляет 3000 об/мин. Этот нюанс необходимо учитывать, ведь высокая частота вращения может привести к разрыву точильного камня. Использовать изделие в домашних условиях предпочтительнее с двигателем от 1000 до 1500 оборотов.
Однако при желании можно сделать и более прочный наждак своими руками, для этого достаточно качественно закрепить фланец. Мощный прибор может понадобиться скорее не для заточки, а для полировки разных поверхностей.
Итак, мощность износостойкого станка должна быть 400 Вт, в домашних условиях достаточно аппарата мощностью 100-200 Вт.
Технологический процесс
Фланцевая выемка
Как известно, фланец соединяет двигатель и камень. Если у вас нет опыта работы на токарном станке, обратитесь за помощью к специалисту, предоставив подробный чертеж будущего устройства, с замерами диаметра камня по внутренней поверхности и размеров вала.
Изготовленный фланец необходимо правильно установить на вал, результат зафиксировать крепежными элементами, например, болтом и гайкой, желательно с помощью дополнительной резьбовой шайбы, расположенной с левой стороны.
В зависимости от вектора вращения вала на крепежных элементах образуется резьба. При вращении по часовой стрелке требуется левосторонняя резьба, против часовой стрелки — правосторонняя. Таков принцип затягивания гайки, если им пренебречь, то деталь раскрутится, и камень скорее всего слетит с установленного места, что травмоопасно для человека работающего наждаком.
Однако не у всех есть возможность изготовить наждак своими руками с точечными втулками определенного размера, как того требует технология. Справиться с этой ситуацией в домашних условиях помогут куски труб, щели и пустоты, образующиеся между втулками и валом, можно скрыть, намотав текстильным скотчем. Другой вариант – последовательно вкладывать меньший рукав в больший.
При намотке ленты следите за равномерностью. Втулка изготовлена из трубы диаметром 32 мм, что совпадает с внутренним диаметром наждачного круга. После этого кружок нужно расположить над рукавом.
Втулка изготовлена из трубы диаметром 32 мм, что совпадает с внутренним диаметром наждачного круга. После этого кружок нужно расположить над рукавом.
Профильная труба и ее модификация
Этот вид металлоконструкций довольно популярен при строительстве теплиц и беседок на приусадебном участке. Главной особенностью строительного материала является то, что его можно повредить при сгибании. Выходом из этой ситуации может стать заполнение внутренней полости мелким песком или водой. Эти действия исключают возможность повреждения трубы и позволяют добиться отличного результата. Этот метод подходит для латунных и дюралюминиевых трубопроводов.
Если вы задумались над вопросом, как согнуть трубу без трубогиба для навеса, то для этого можно использовать резиновый молоток. Используется для изделий квадратной формы. Трубопровод устанавливается на надежные опоры, а затем используется киянка. Действия должны быть точными и плавными, чтобы исключить возможность повреждения. Если необходимо добиться большого угла, то для облегчения процесса необходимо нагреть трубу в том месте, где она должна изгибаться.
Способы гибки металлопластика
Довольно часто владельцы загородной недвижимости задаются вопросом, как самостоятельно согнуть трубу без трубогиба. Когда есть в наличии металлопластик, можно использовать собственные силы, не используя подручные средства. Изделие зажимается и плавно сгибается. В этом случае важно исключить вероятность перегиба. Важно руководствоваться правилами, в которых указано, что на каждые 2 см заготовки угол изгиба может составлять 15°.
Если перед вами стоит вопрос, как согнуть трубу без трубогиба для теплицы, то можно использовать отрезки проволоки, заполняющие внутреннюю полость. Это позволяет добиться ровного и плавного изгиба в кратчайшие сроки. В качестве наполнителя можно использовать сухой мелкий песок. Он заливается внутрь, а края закрываются заглушками. Затем один конец изделия необходимо зафиксировать, обеспечив надежность и прочность крепления. Используйте газовую горелку или паяльную лампу, чтобы нагреть складку. Готовность материала проверяют листом бумаги.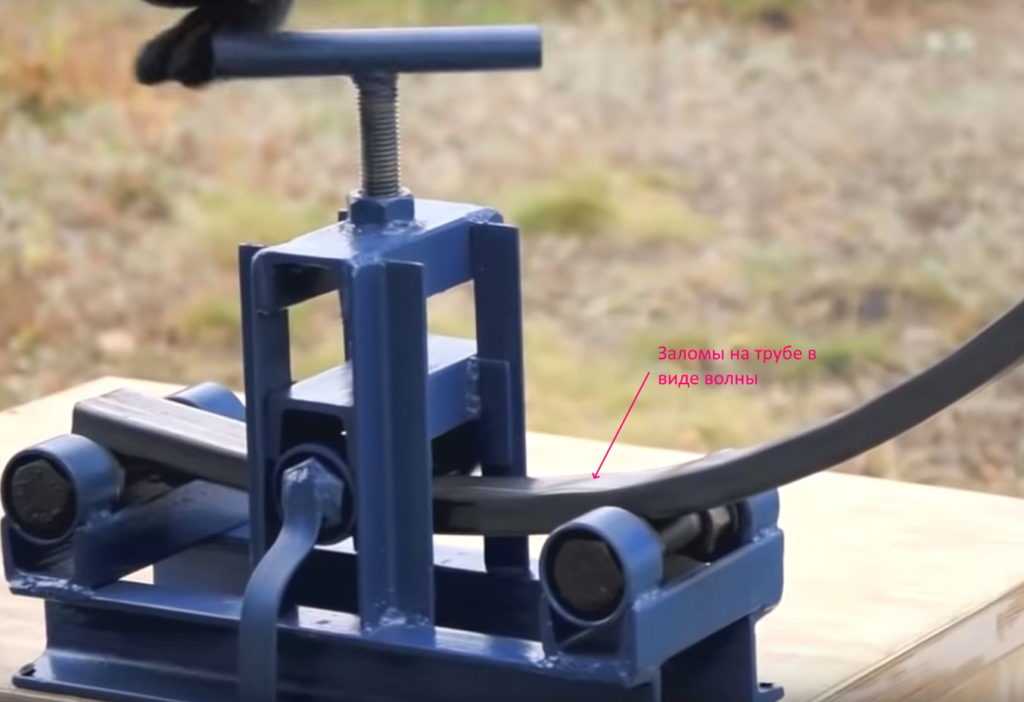
Какие изделия можно сделать из гнутой профильной трубы
Довольно часто для возведения многочисленных сооружений необходимо использовать гнутые профильные трубы в качестве декора или для создания определенной формы здания.
Перед началом любых работ необходимо произвести расчет материала и схематически зарисовать будущую конструкцию.
Из профильных труб можно изготовить любые наружные конструкции и некоторые элементы интерьера помещения.
Что можно создать с помощью гнутого профтрубы:
- Теплицы — арочные, двускатные конструкции для выращивания овощей и рассады;
- Стремянки;
- Входные ворота;
- Беседки;
- Скамейки;
- Кованые заборы;
- Декоративные арки.
Довольно часто гнутая профильная труба используется для создания навеса над входом в дом или перил для ступенек на второй этаж. Изготовление мебели из профтрубы потребует больше времени и сил, но в результате, можно получить эксклюзивный и красивый декор.
Способы гибки полипропиленовой трубы
При необходимости изменить направление гибки полипропиленовой трубы можно использовать один из двух возможных способов. Первый предполагает нагрев сгиба. Для этого обычно используется строительный фен. Оптимальная температура нагрева 150°С. Руки следует защищать перчатками, устойчивыми к высоким температурам.
На завершающем этапе изделие сгибается до необходимой формы. Утолщенная стенка должна располагаться с внешней стороны изгиба. После того, как материал остынет, его необходимо проверить на наличие трещин и вмятин. Еще один способ согнуть такую трубу – холодный. Однако радиус изгиба не должен быть больше 8 диаметров, иначе изделие может сломаться.
Как согнуть пластиковую трубу
Чтобы согнуть трубу из ПВХ, вам нужно купить ДВП. Из них можно соорудить каркас, который нужен для придания конструкции определенной формы. Как только вы придадите пластине нужную форму, ее следует отшлифовать, лучше использовать для этого мелкую наждачную бумагу.
Следующим шагом будет формирование силиконовой оболочки для пластиковой заготовки. Он будет выступать в роли крепления ПВХ-конструкции в раме. Кроме того, он сыграет защитную роль от сколов, механических повреждений и царапин. Предмет помещают в подготовленную защитную оболочку, а затем нагревают место изгиба. Пластик размягчается и садится на раму. Это позволит получить желаемую форму пластиковой заготовки. Продукт оставляют до тех пор, пока он не остынет. Это займет 15 минут. После этого ПВХ-трубу можно снять с каркаса, оставив ее до полного остывания.
Консультация специалиста
Срок службы и качество установленной системы водоснабжения зависит от многих факторов, поэтому необходимо тщательно выбирать подходящие изделия.
На что обратить внимание:
- осмотреть купленный товар: на нем не должно быть трещин, перегибов и других визуальных повреждений;
- изделие должно легко гнуться, сохраняя при этом свою прочность – это позволяет производить монтаж в стесненных условиях;
- не стоит экономить и покупать дешевую продукцию — лучше выбирать известного производителя, качественная нержавеющая труба может иметь цену от 1 до 3 тысяч рублей, что зависит от вида изделия и сорта стали ;
- во время установки следуйте инструкциям;
- установив систему, обязательно проверьте ее целостность, для чего потребуется установить максимально допустимый уровень давления;
- убедитесь, что фитинги укомплектованы;
- если нужно соединить гофрированную нержавеющую сталь с трубой из другого материала, используйте фитинги из латуни;
- если вы хотите, чтобы системы служили дольше, не устанавливайте дешевую некачественную фурнитуру;
- затягивая пластиковые элементы не нужно переусердствовать, иначе они просто лопнут;
- Заранее подготовьте необходимые инструменты: рожковые ключи, ножницы по металлу, арматуру.

Гофрированные трубы – прочная и надежная продукция, спрос на которую постепенно растет. Они популярны в сферах строительства и ремонта: с их помощью монтируют газо- и водопроводы, системы отопления и даже прокладывают дымоходные конструкции. Кроме того, они достаточно просто монтируются. Единственное условие долгой службы собранной системы – материалы должны быть качественными, поэтому делайте покупку с умом.
Рекомендации специалиста
Если перед вами стоит вопрос, как согнуть алюминиевую трубу без трубогиба, то для проведения работ можно использовать болгарку, которой необходимо сделать несколько тонких надрезов в месте предполагаемый изгиб. Изделие предварительно зажимается в тиски. Как только пропилы сделаны, их следует очистить от стружки, только после этого можно начинать гнуть трубу.
Иногда изделие нужно согнуть по кругу. Как только кольцо смыкается, отверстия завариваются, причем некоторые умельцы используют для этого даже паяльник. Для того, чтобы место сгиба было аккуратным, его дополнительно ошкуривают и покрывают защитным средством. Это исключает коррозию и преждевременный выход из строя соединения.
Это исключает коррозию и преждевременный выход из строя соединения.
Как ровно согнуть лист металла
Если заготовка сравнительно небольшая, то можно воспользоваться тисками, в которых с помощью двух обмоточных планок можно прочно закрепить лист металла, и только потом согнуть это молотком. При необходимости отвод можно прогреть газовой горелкой, но для оцинкованных изделий этот способ не применим!
Сгибание листа металла
Когда речь идет о тонком листе металла, процедура складывания может быть значительно упрощена.
Для этого в месте изгиба металл «царапается» (используем правило или металлическую линейку, в качестве резца — заточенный кусок ножовочного полотна по металлу). Нарезанный на половину толщины металл впоследствии легко гнется по намеченной линии. Можно сказать, что мы почти разобрались, как согнуть лист металла.
Гнем оцинкованную
Как гнуть оцинкованную сталь?
Это может быть как оцинкованный металлический лист, так и готовое изделие, например, профиль. Лист сгибается так же, как и при сгибании любого другого металлического листа. Как согнуть профиль? Вам придется с ним повозиться. Для получения большого радиуса кривизны квадратного или прямоугольного профиля можно воспользоваться следующим приемом: плотно заполнить профиль мелким песком, заткнуть оба отверстия деревянными кольями и только потом аккуратно постучать киянкой.
Лист сгибается так же, как и при сгибании любого другого металлического листа. Как согнуть профиль? Вам придется с ним повозиться. Для получения большого радиуса кривизны квадратного или прямоугольного профиля можно воспользоваться следующим приемом: плотно заполнить профиль мелким песком, заткнуть оба отверстия деревянными кольями и только потом аккуратно постучать киянкой.
Для гибки П-образного профиля (это, в принципе, относится и к получению листов криволинейной формы) необходимо дополнительно использовать предмет-форму, кривизна которой соответствует чистовой части. Для облегчения процесса гибки в профиль можно врезать треугольные элементы.
Затем сгибаемое изделие «оборачивает» вокруг изделия равномерным постукиванием молотком.
Важно! Чтобы сгиб получился максимально ровным и правильным, удары молоточка должны быть легкими и падать как можно ближе друг к другу. Как проще гнуть оцинкованную сталь? Болгаркой делаем один-два надреза в районе сгиба (тем самым временно ослабляется конструкция), сгибаем изделие, а затем свариваем сгиб
Данный прием актуален для использования при гибке профильных труб и изделий из металла сложной формы. Помните, что нельзя нагревать оцинкованную сталь для упрощения кривизны!
Помните, что нельзя нагревать оцинкованную сталь для упрощения кривизны!
Пожалуй, одна из самых сложных задач, стоящих перед людьми, которые думают о том, как согнуть угол. Чтобы получить цельное изделие, придется попотеть, равномерно и не спеша постукивая по поверхности уголка, постепенно загибая его.
Рекомендуется использовать газовую горелку, которая может нагревать отвод. Можно поступить проще – использовать болгарку как в вышеописанном случае с оцинкованным изделием. Еще проще купить уже изогнутое изделие, тогда вопрос «как загнуть уголок» отпадет сам собой.
Как согнуть арматуру
В домашних условиях согнуть арматуру вполне возможно, однако многое зависит от ваших физических данных и диаметра металлического стержня.
Как согнуть арматуру? Для этого нам понадобится два отрезка стальных труб, диаметр которых больше диаметра согнутого стержня. Чем больше длина таких труб, тем легче будет гнуть арматуру (выигрыш в прочности за счет рычага). Все, что нужно сделать для того, чтобы согнуть арматуру, это вставить ее в две трубы и, зафиксировав одну из труб (прижав ее ногой или уперев между столбами), орудуя другой как рычагом, дать арматуре желаемая кривизна.