Методы порошковой покраски
Есть четыре основных процесса порошковой покраски покрытий: электростатическое распыление, способ нанесения с помощью потока воздуха (fluidized bed), электростатическое распыление с помощью воздушного потока (electrostatic fluidized bed) и нанесение с помощью пламени (flame spray).
Электростатическое распыление – наиболее популярный на сегодняшний день метод порошковой покраски. Для всех прикладных методов, подготовка поверхности (то есть, очистка и конверсионное покрытие) должна создавать хорошую основу для нанесения покрытия. Поверхность должна быть подготовлена соответствующим образом.
Особенности четырех различных методов порошкового покрытия:
- В процессе электростатического распыления сухие порошковые частицы приобретают электрический заряд, в то время как окрашиваемая поверхность электрически нейтральна. Заряженный порошок и нейтральная рабочая область создают электростатическое поле, которое притягивает сухие частицы краски к поверхности.
 Попадая на окрашиваемую поверхность, порошковое покрытие сохраняет свой заряд, который удерживает порошок на поверхности. Окрашенная таким образом поверхность помещается в специальную печь, где частицы краски тают и впитываются поверхностью, постепенно теряя свой заряд.
Попадая на окрашиваемую поверхность, порошковое покрытие сохраняет свой заряд, который удерживает порошок на поверхности. Окрашенная таким образом поверхность помещается в специальную печь, где частицы краски тают и впитываются поверхностью, постепенно теряя свой заряд. - Второй метод нанесения предусматривает, что порошковые частицы краски удерживаются во взвешенном состоянии с помощью потока воздуха. Вступая в контакт с предварительно разогретой окрашиваемой поверхностью, эти частички тают и прочно удерживаются на ее поверхности. Толщина порошкового покрытия зависит от температуры, степени нагрева поверхности, а также от длительности контакта с порошковыми частицами. При нанесении покрытий из термопластика последующее нагревание в большинстве обычно не требуется. Однако для полного затвердевания порошкового покрытия в некоторых случаях необходимо дополнительное нагревание.
- Электростатический способ нанесения порошковой краски с помощью воздушного потока во многом схож с предыдущим, однако в этом случае поток воздуха, удерживающий частицы краски, электрически заряжен. Ионизированные молекулы воздуха заряжают частицы краски при движении наверх в специальной печи, куда помещают окрашиваемую поверхность, и формируют облако заряженных частиц. Окрашиваемая поверхность, обладающая нейтральным зарядом, покрывается слоем заряженных частиц. В этом случае предварительного нагревания окрашиваемой поверхности не требуется. Эта технология подходит для окрашивания небольших и простых по форме объектов.
- Метод окрашивания с помощью пламени появился сравнительно недавно и применялся, в основном, для порошковых покрытий из термопластика. Термопластический порошок плавится под воздействием сжатого воздуха и попадает в специальный пистолет, где проходит через горящий пропан. Расплавленные частицы краски наносятся на окрашиваемую поверхность, формируя прочный слой. Поскольку этот способ не требует прямого нагревания, он подходит для большинства материалов. С помощью данной технологии можно окрашивать поверхности из металла, древесины, каучука и камня. Нанесение краски с помощью пламени также подходит для больших или закрепленных объектов.
 Ионизированные молекулы воздуха заряжают частицы краски при движении наверх в специальной печи, куда помещают окрашиваемую поверхность, и формируют облако заряженных частиц. Окрашиваемая поверхность, обладающая нейтральным зарядом, покрывается слоем заряженных частиц. В этом случае предварительного нагревания окрашиваемой поверхности не требуется. Эта технология подходит для окрашивания небольших и простых по форме объектов.
Ионизированные молекулы воздуха заряжают частицы краски при движении наверх в специальной печи, куда помещают окрашиваемую поверхность, и формируют облако заряженных частиц. Окрашиваемая поверхность, обладающая нейтральным зарядом, покрывается слоем заряженных частиц. В этом случае предварительного нагревания окрашиваемой поверхности не требуется. Эта технология подходит для окрашивания небольших и простых по форме объектов. Нанесение краски с помощью пламени также подходит для больших или закрепленных объектов.
Нанесение краски с помощью пламени также подходит для больших или закрепленных объектов.Выбор порошковой краски зависит от желаемых характеристик поверхности. Свойства порошков должны отвечать индивидуальным запросам клиента, предъявляемым по отношению к поверхностям. Порошковые покрытия подразделяются на разные категории, в зависимости от особенностей применения. Термопластические покрытия применяются для окрашивания более плотных поверхностей и обеспечивают покрытиям долговечность, в то время как термостатическое порошковое покрытие применяется для окраски более тонких материалов, в основном, в декоративных целях. В порошковых красках используются полиэтилен, поливинил, нейлон, фторполимеры, эпоксидная смола, полиэстер и акриловые смолы.
Совместимость материалов
- Технология электростатического нанесения с помощью воздушного потока лучше всего подходит для окрашивания небольших металлических предметов.
- Как и для всех типов окрашивания, порошковые покрытия применяют на чистую, гладкую и хорошо подготовленную поверхность. Окрашиваемая поверхность не нуждается в предварительной обработке, однако дополнительная подготовка поверхности (например, обработка фосфатом железа для стали, фосфатом цинка для гальванических элементов или стали и фосфатом хрома для алюминиевых поверхностей) заметно улучшает качество порошкового покрытия.
- Только те материалы, которые могут нагреваться до высокой температуры, могут подвергаться порошковому окрашиванию по технологии электростатического распыления, нанесения с помощью потока воздуха или электростатического нанесения с помощью воздуха. Следовательно, эти технологии более всего подходят для небольших металлических объектов.
 Окрашиваемая поверхность не нуждается в предварительной обработке, однако дополнительная подготовка поверхности (например, обработка фосфатом железа для стали, фосфатом цинка для гальванических элементов или стали и фосфатом хрома для алюминиевых поверхностей) заметно улучшает качество порошкового покрытия.
Окрашиваемая поверхность не нуждается в предварительной обработке, однако дополнительная подготовка поверхности (например, обработка фосфатом железа для стали, фосфатом цинка для гальванических элементов или стали и фосфатом хрома для алюминиевых поверхностей) заметно улучшает качество порошкового покрытия.Здоровье и безопасность
- Порошковые краски могут легко воспламеняться вблизи открытых источников огня. Концентрация порошка в воздухе должна надежно контролироваться для обеспечения безопасного рабочего пространства. Несмотря на отсутствие легко воспламеняющихся растворителей, любой органический материал наподобие пыли или порошка может сформировать взрывчатую субстанцию в воздухе.
- При окрашивании следует избегать вдыхания порошковой краски, поскольку это может привести к повреждению легких и защитных мембран организма.

Типовой процесс порошковой окраски представляет собой следующую последовательность операций:
- Подготовка поверхности изделия к окраске.
- Нанесение на окрашиваемую поверхность порошкового покрытия в камере напыления с помощью напылителя, в котором частицам полимерного порошка придается электрический заряд, и который с помощью сжатого воздуха транспортирует порошок к детали. Под действием электростатических сил частицы порошка притягиваются к поверхности окрашиваемой детали и равномерными слоями располагаются на ней.
- Нагрев изделия в печи оплавления и полимеризации при температуре 140-220°C (в зависимости от вида краски). В результате нагревания порошок оплавляется, полимеризуется и покрытие приобретает необходимые защитные и декоративные свойства.
Технология покраски порошковой краской — Полезные рекомендации
Порошковая покраска – это наиболее оптимальный вариант защиты коррозии металлических изделий различного назначения и размера в соотношении цены, долговечности, прочности и эстетичности.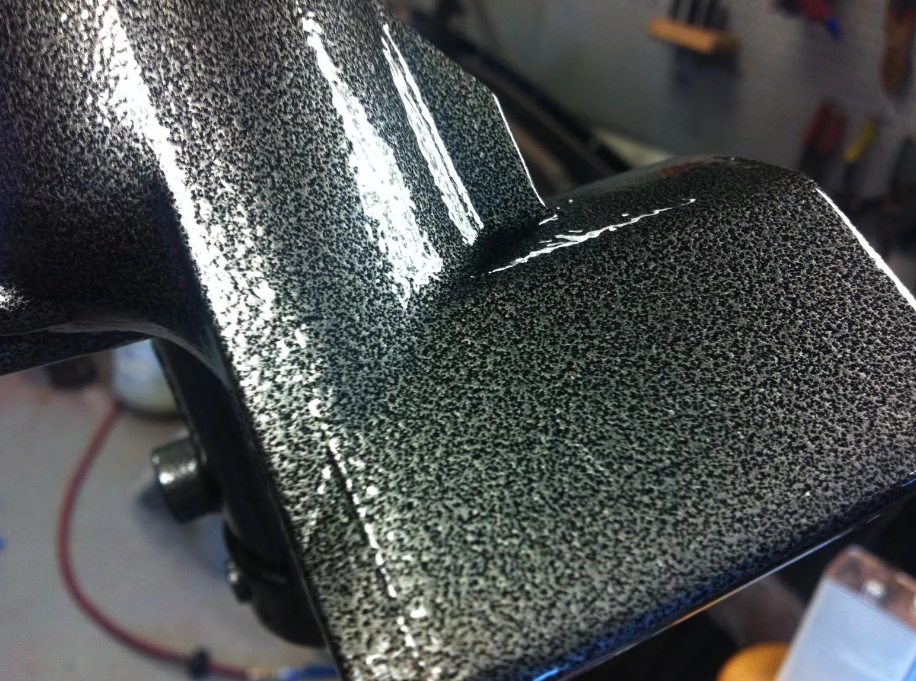 Нанесенный слой такой краски выдерживает многократное механическое воздействие и устойчив к агрессивным средам. Кроме того, он слабо подвержен выгоранию пигмента.
Нанесенный слой такой краски выдерживает многократное механическое воздействие и устойчив к агрессивным средам. Кроме того, он слабо подвержен выгоранию пигмента.
Технология покраски порошковой краской основана на использовании полимерно-эпоксидных смол в сочетании с дополнительными компонентами. Вспомогательные катализаторы помогают микрочастицам образовывать пленку на поверхности металла и полимеризироваться в единый монолитный слой.
В отличие от классических жидких лакокрасочных материалов порошковая краска не содержат растворителей. В качестве дисперсионной среды используется обычный воздух, нагнетаемый компрессором. Именно благодаря этой особенности технологию порошковой покраски металла называют наиболее экологичной и безопасной как для рабочего персонала, выполняющего окрашивание, так и для окружающей среды.
Сферы применения
Процесс полимеризации частиц порошка, нанесенного на поверхность изделия, выполняется в течении 40-60 минут при температуре 150-200°С в специальных печах.
Порошковой красой покрывают:
- кованые изделия для внутреннего и наружного применения;
- алюминиевые и оцинкованные профили;
- домашнюю и производственную мебель из металла;
- корпусные элементы бытовой техники;
- статичные детали машин и механизмов;
- спортивный инвентарь;
- нейтральное промышленное оборудование.
Технология порошковой покраски металла применяется в ситуациях, когда крайне важна высокая коррозионная стойкость металлоизделия. Сухие полимерно-порошковые краски используют также при необходимости обеспечения механической и химической стойкости антикоррозионного покрытия ввиду наличия сложных эксплуатационных условий.
Плюсы и минусы порошкового окрашивания
Среди основных преимуществ технологии покраски порошковой краской большинство инженеров и промышленников называют те, что представлены ниже.
Это:
- минимизация количества проходов окрашивания, в результате чего увеличивается производительность и снижается себестоимость продукции;
- экологичность производства и улучшение условий труда – даже в печи в процессе термической полимеризации концентрация вредных летучих соединений не превышает нормы;
- отсутствие растворителей, в результате чего покрытие получается без микропор и раковин, а его усадка минимальна;
- экономный расход порошковой краски и отсутствие необходимости дорогостоящего содержания производственных помещений для сушки окрашенных изделий;
- крайне низкая степень пожаро- и взрывоопасности;
- высокая твердость покрытия, благодаря чему снижаются затраты на упаковку и обеспечение надежной защиты металлоизделий во время транспортировки;
- стойкость к широкому спектру агрессивных сред и горюче-смазочных материалов;
- устойчивость пигмента и полимерной основы к разрушительному воздействию ультрафиолета;
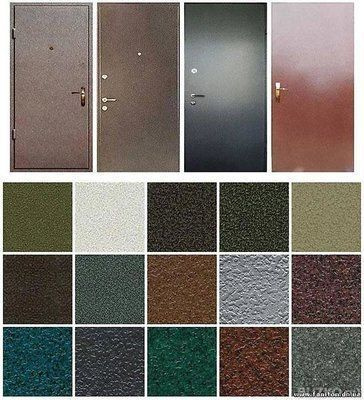
- широкая палитра – более 5000 цветов, оттенков и текстур.

У технологии покраски порошковой краской есть и ряд минусов, главный из которых – невозможность окрашивать пластиковые и деревянные изделия ввиду высокой температуры запекания в процессе полимеризации.
Среди других недостатков:
- сложность в нанесении тонкого слоя;
- узкая специализация оборудования для порошковой покраски – в больших печах невыгодно окрашивать малые несерийные изделия и наоборот;
- необходимость использования отдельного контейнера для каждого цвета и оттенка;
- трудность в нанесении покрытия на металлоизделия сложной геометрической конфигурации и составные конструкции;
- серьезные капиталовложения при сооружении окрасочной линии;
- отсутствие возможности колеровки – используется только стандартная палитра.
Еще один недостаток технологии порошковой покраски металла – это невозможность локального устранения дефектов и прорех в нанесенном покрытии. При появлении таких пробелов приходится удалять краску и наносить порошковый состав с последующим запеканием заново.
При появлении таких пробелов приходится удалять краску и наносить порошковый состав с последующим запеканием заново.
Разновидности порошковой краски
Используемые в данной технологии антикоррозионной защиты металла сухие полимерные порошки разделяют на две основные группы по типу образования пленки на поверхности изделия:
- термореактивные – полимеризация происходит после ряда химических преобразований;
- термопластичные – образование монолитной пленки происходит при высоких температурах без химических реакций.
В современном промышленном производстве термореактивные порошковые краски более распространены. В их состав входят полиэфирные, эпоксидные или акриловые смолы в виде мелкодисперсного порошка.
Главное преимущество термореактивных порошковых красок в отсутствии последующей после полимеризации термической деформации при нагревании окрашенного изделия. Это крайне важно для металлоизделий, эксплуатируемых в сложных условиях при повышенных температурах.
В состав термопластичных порошковых красок входят такие полимеры, как нейлон, винил или полиэстер. Твердый слой на поверхности изделия образуется в результате остывания массы. Состав покрытия остается таким же, как и до его нанесения и запекания. Это дает возможность повторно плавить порошок.
Способы работы с порошковой краской и требуемое оборудование
Технология порошковой покраски металла предполагает три основных способа нанесения мелкодисперсного порошка на металлическую поверхность окрашиваемого изделия.
- Использование направленного воздушного потока. Металлоизделие нагревается и равномерно покрывается порошковой краской с помощью пульверизатора. При данном способе важно точно определить необходимую температуру, чтобы покрытие равномерно полимеризировалось. Кроме того, потребуется дополнительная термообработка после полимеризации.
- Электростатическое распыление порошковой краски – наиболее распространенный способ. Получив положительный заряд от высоковольтного источника, частицы порошка налипают на поверхности отрицательно заряженного металлоизделия. Это позволяет обеспечить равномерность распределения материала и исключить стекание или осыпание. Не прилипший порошок собирается и используется повторно.
- Пламенное окрашивание. Частицы порошковой краски проходят через пламя пропановой горелки и уже в полужидком расплавленном состоянии попадают на поверхность обрабатываемого металла. При этом само изделие нагреванию не подвергается. Этот способ используется крайне редко и только для окрашивания крупногабаритных предметов.
 Получив положительный заряд от высоковольтного источника, частицы порошка налипают на поверхности отрицательно заряженного металлоизделия. Это позволяет обеспечить равномерность распределения материала и исключить стекание или осыпание. Не прилипший порошок собирается и используется повторно.
Получив положительный заряд от высоковольтного источника, частицы порошка налипают на поверхности отрицательно заряженного металлоизделия. Это позволяет обеспечить равномерность распределения материала и исключить стекание или осыпание. Не прилипший порошок собирается и используется повторно.Технология порошковой покраски металла включает в себя три этапа: подготовка, окрашивание и полимеризация нанесенного покрытия. Каждый из этих процессов требует наличия специального оборудования.
Классическая линия для порошковой покраски состоит из четырех основных элементов:
- камера для нанесения (распыления) порошка;
- электростатический распылитель;
- компрессор для нагнетания сжатого воздуха в пульверизатор;
- печь для полимеризации.

Окрашиваемые металлоизделия, особенно крупные, в процессе покраски должны бережно перемещаться от одного поста к другому, чтобы не повредить нанесенную и не прошедшую полимеризацию порошковую краску. Для этого в линиях предусматриваются транспортировочные устройства для аккуратного перемещения изделий из напылительной камеры в термическую. Чаще всего для этого используются монорельсы с крюками на роликах и т.п.
Подготовительные работы
Не менее важно оборудовать рабочее место для подготовки металлоизделия к нанесению на него порошковой краски. Такой пост должен иметь доступ к монорельсовой подвесной системе, а также оборудован специальным рабочим столом и необходимым инструментом.
Технология порошковой покраски металла включает в себя два основных процесса – нанесение порошка и его полимеризации в печи, подробно о которых описано выше. Но крайне важно перед распылением краски провести тщательную подготовку металлической поверхности, которая включает в себя:
- механическую обработку ручными щетками или электроинструментом для снятия следов коррозии и прочих загрязнений;
- обезжиривание;
- протравливание.

Все эти подготовительные процессы дают возможность качественно подготовить металлическое изделие для равномерного распределения порошковой краски без пробелов и пустот. Благодаря протравливанию и обезжириванию удается добиться максимальной адгезии полимеризированного монолитного слоя с поверхностью металла.
Техника безопасности
Несмотря на свою экологичность, технология покраски порошковой краской имеет ряд потенциальных угроз для рабочего персонала, ввиду чего крайне важно выполнять все правила охраны труда и требования по технике безопасности.
Среди специфических опасностей:
- попадание мелкодисперсного порошка в органы дыхания;
- образование взрывоопасной смеси пыли и воздуха.
Кроме того, технология покраски порошковой краской также включает в себя ряд обычных промышленно-производственных угроз, связанных с использование электрооборудования, компрессорной техники и камер для термической обработки. Четкое соблюдение стандартных правил пожарной и электробезопасности – залог безопасной и высокопроизводительной работы персонала.
Четкое соблюдение стандартных правил пожарной и электробезопасности – залог безопасной и высокопроизводительной работы персонала.
Видео. Процесс покраски от и до
Как выполняется полимерная покраска металла
- СОДЕРЖАНИЕ:
- • Как выполняется операция
- • Способ обработки металлических рулонов
- • Обработка металлоконструкций
- • Виды полимерных красок
- • Преимущества полимерных красок
- • Как выбрать краску
- • Область применения окрашивания
- • Подготовка поверхности
Полимерная покраска металла пришла на смену более традиционным способам.
Технология заключается в нанесении на поверхность спекаемого порошкообразного красителя из полимеров. В обиходе его называют
«сухой покраской», по причине отсутствия растворителя. Порошковый состав краски состоит из эпоксидных и полиэфирных смол.
Термическое воздействие образует плотный слой, сроки службы не менее 20 лет.
Порошковый состав краски состоит из эпоксидных и полиэфирных смол.
Термическое воздействие образует плотный слой, сроки службы не менее 20 лет.
Как выполняется операция
- 1 этап – предварительно металл обезжиривают, удаляют с него всю грязь, обрабатывают специальным составом – фосфатирование, который повышает адгезию и антикоррозийные свойства;
- 2 этап – наносится слой краски;
- 3 этап – спекание покрытия и полимеризация в сушильной печи, для формирования пленочного покрытия. К примеру, оцинкованные листы с полимерным покрытием используются в фасадных и кровельных работах.
Способ обработки металлических рулонов
Окрашенный прокат получают путем нанесения полимерной покраски толщиной до 200 мкм, покрытие может быть
одно- и двуслойным. Изделия из оцинкованной стали, покрытые специальным составом полимерного слоя, эффективнее
справляются с коррозией и обладают широкой сферой применения.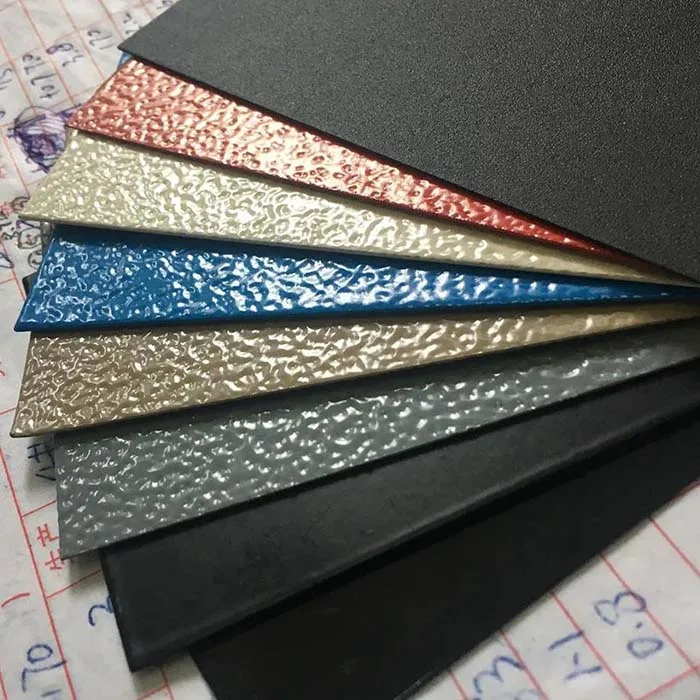 Распространенные полимерные краски – полиэстер матовый, алюцинк, пурал и пластизол.
Распространенные полимерные краски – полиэстер матовый, алюцинк, пурал и пластизол.
Обработка металлоконструкций
Преимущества обработки металлоконструкций с точки зрения нанесения – отсутствует неприятный запах, после нанесения не оставляет потеков, пузырей и трещин. Полезные свойства порошковой краски:
- • антикоррозионная защита;
- • электроизолирующие свойства;
- • невосприимчивость к ультрафиолету;
- • устойчивость к механическим нагрузкам;
- • широкий диапазон температурной эксплуатации;
- • декоративные свойства.
Виды полимерных красок
Полимерные краски бывают всех цветов и оттенков радуги. Но кроме цвета, есть и другие классификации. Например,
в зависимости от материала, который образует полимерную гладкую плёнку при покраске, порошки могут быть: эпоксидными,
полиамидными, полиэфирными, полиэфирно-эпоксидными и сделанными на основе эпоксидных смол.
Фактура полимерной краски может быть матовой, глянцевой или текстурной, а также различают оттенки «муар» и «металлик». Красители бывают для наружных работ и для внутренней отделки металлоизделий.
В зависимости от способа застывания полимеры тоже бывают разные: есть такие, которые «схватываются» на поверхности
изделия методом простого нагревания, а есть краски, застывающие только под воздействием ультрафиолетового излучения.
Если покрытие формируется в следствие химической реакции – это термоактивная краска, а если методом плавления и
нагревания в камере полимеризации, то это – термпластичнае покрытие.
Красители бывают для наружных работ и для внутренней отделки металлоизделий.
В зависимости от способа застывания полимеры тоже бывают разные: есть такие, которые «схватываются» на поверхности
изделия методом простого нагревания, а есть краски, застывающие только под воздействием ультрафиолетового излучения.
Если покрытие формируется в следствие химической реакции – это термоактивная краска, а если методом плавления и
нагревания в камере полимеризации, то это – термпластичнае покрытие.
Преимущества полимерных красок
Порошковые красители имеют ряд преимуществ, за счёт которых ими можно обрабатывать наружные и внутренние изделия из разных видов металла.
К достоинствам полимеров относятся:
— им не страшны механические повреждения: если металлоизделие повредится или деформируется, то окраска просто примет новую форму, оставшись на поверхности;
— водо- и влагозащищённость: полимерное покрытие не утрачивает свои качества, даже если изделие длительное время находится в воде или под водой;
— стойкость к воздействию УФ-лучей: в то время, как другие виды красок от солнечного света могут выцвести, разрушиться и потерять все свои свойства,
полимерное покрытие останется такими же прочным и ярким, с ним ничего не случится даже в самый солнечный день;
— могут выдерживать огонь и высокую температуру: так как полимерное окрашивание производится под сильным тепловым воздействием, то в дальнейшем высокий
температурный режим покрытию не страшен; порошковой краской можно даже покрасить мангал и котёл отопления.
— не разрушается от химических веществ.
Как выбрать краску
Полимерную краску выбирают в зависимости от вида работы, изделия и места его дальнейшего использования. Для отделки элементов в помещении выбирают экологически чистые красители, без резкого запаха. Для окрашивания поверхностей, которые будет использовать снаружи, полимерные краски должны обладать устойчивостью к влаге, солнцу, пыли. Рекомендуют выбирать быстросохнущие типы порошковых красителей. Кроме того, для металлоизделий необходимы краски, обладающие защитой от коррозии. Также необходимо определиться, какая поверхность вам подходит – глянцевая или матовая. Глянцевую легче мыть, она более практична. Но матовой можно замаскировать мелкие дефекты на поверхности металла. Обязательно нужно смотреть на срок годности – чем он ближе к дате изготовления – тем лучше.
Область применения окрашивания
Полимерные красители используют, чтобы обрабатывать металлические изделия для наружного и внутреннего пользования. Красками на основе полимеров покрывают трубопроводы, металлические полы, элементы складских помещений и кораблей. Краску
используют не только как декоративное украшение поверхности, но и в качестве защитного покрытия – например,
красят конструкции из металла в бассейнах, которые постоянно контактируют с водой.
Полимерной краской окрашивают автомобили, бытовую технику (ванные, котлы, бойлеры, холодильники), обрабатывают элементы
мостов и виадуков, зданий и других металлических конструкций.
Красками на основе полимеров покрывают трубопроводы, металлические полы, элементы складских помещений и кораблей. Краску
используют не только как декоративное украшение поверхности, но и в качестве защитного покрытия – например,
красят конструкции из металла в бассейнах, которые постоянно контактируют с водой.
Полимерной краской окрашивают автомобили, бытовую технику (ванные, котлы, бойлеры, холодильники), обрабатывают элементы
мостов и виадуков, зданий и других металлических конструкций.
Подготовка поверхности
Перед тем, как наносить полимерное покрытие на поверхность металлического изделия, его нужно подготовить.
Это нужно, чтобы краска легла ровно, не создавала комок и быстро застыла.
Подготавливая изделие для полимерной окраски, мастер должен очистить поверхность, убрать все дефекты, устранить
жировые загрязнения, масляные пятна. Если изделие старое, то сперва нужно избавиться от остатков прошлого окрашивания и удалить продукты коррозии. Очистку и подготовку металлоизделий осуществляют механическими, термическими и химическими способами.
Цель подготовки: готовая поверхность должна стать максимально совместимой с полимерным покрытием, не терять при
этом свои свойства и качества и не снижать защитное качество окрашивания.
Очистку и подготовку металлоизделий осуществляют механическими, термическими и химическими способами.
Цель подготовки: готовая поверхность должна стать максимально совместимой с полимерным покрытием, не терять при
этом свои свойства и качества и не снижать защитное качество окрашивания.
все о методе, преимущества и недостатки
Порошковая краска, предназначенная в основном для окрашивания металла, начала применяться в широкой практике в 60-е годы прошлого века. Сегодня она уверенно занимает лидирующие позиции среди всех лакокрасочных покрытий.
Материал представляет собой многокомпонентную композицию, в которой дисперсионной средой является воздушная струя, подаваемая под высоким давлением. В процессе напыления частицы краски приобретают электрический заряд, благодаря которому плотно притягиваются к противоположно заряженной поверхности обрабатываемой детали. Первоначально использовались краски термопластичного типа, но сегодня в основном востребованы термореактивные композиции, обеспечивающие стойкость и долговечность ЛКП.
Характеристики порошковой краски
Главные требования к окрашивающему составу: однородность, физическая и химическая стабильность, размер частиц – 50-100 мкм. Порошковые краски содержат:
- твердые частицы;
- пленкообразующие смолы – эпоксидные, полиэфирные, полиэтиленовые, поливинилхлоридные;
- отвердители;
- наполнители;
- специальные добавки.
В зависимости от наличия или отсутствия красящих пигментов, различают пигментированные и непигментированные системы. Материалы первого типа образуют поверхностный слой в выбранной цветовой гамме. Непигментированные композиции, часто называемые порошковым лаком, востребованы для покрытия токопроводящих изделий из металла.
Первые порошковые краски были изготовлены на основе эпоксидных смол. Они используются и сегодня благодаря высокой адгезии к основанию, прочности и устойчивости покрытия к различного рода растворителям. Их минус – появление желтого оттенка при нагревании. Он не ухудшает эксплуатационные свойства ЛКП, но отражается на внешнем виде.
Их минус – появление желтого оттенка при нагревании. Он не ухудшает эксплуатационные свойства ЛКП, но отражается на внешнем виде.
Порошковые составы на основе полиэфиров подходят для окраски металлических изделий и конструкций, используемых на открытом воздухе. Такое покрытие не желтеет, имеет хороший глянец, удовлетворительную адгезию к металлоизделиям, хорошую химическую стойкость. Суперпрочные полиэфиры используются при высоких требованиях к механической прочности ЛКП. Один из существенных плюсов полиэфирных композиций – низкая температура отверждения, позволяющая наносить состав на материалы, плохо переносящие высокие температуры. Свойства, похожие на полиэфирные порошки, имеют уретановые материалы.
Области применения «сухого» окрашивания
Этот метод позволяет создавать долговечное, устойчивое к царапинам и сколам ЛКП на металлических и других поверхностях, способных выдерживать высокие температуры. Он занял прочные позиции в следующих отраслях:
- производство бытовой техники – кухонных плит, стиральных машин, газовых и электрических плит, кондиционеров;
- транспортостроение – покраска кузовов и других элементов транспортных средств;
- строительство – защита и придание декоративного вида металлическим дверям, воротам и другим металлоконструкциям:
- производство промышленного оборудования, инструмента, элементов инженерных коммуникаций.

Способы покраски металла порошковой краской
Существует несколько технологий окрашивания металлических изделий: электростатическая, трибостатическая, в псевдоожиженном слое, газопламенным напылением.
Электростатический способ
Впервые краскопульт для электростатического окрашивания был запатентован в 40-е годы прошлого века. В его конструкцию входит пистолет, использующий сжатый воздух, и высоковольтный электрод, заряжающий порошок на выходе из ствола. Заземленная деталь притягивает частицы краски, обычно имеющие отрицательный заряд, в случае нейлонных композиций – положительный.
Электростатическим пистолетом коронного типа лучше всего создавать толстый ЛКП, наносить краски металлик, обрабатывать материалы с высокой проводимостью заряда.
Популярные формы сопла – дефлекторная и плоская. В первом случае обеспечивается хорошее рассеивание красителя, во втором – оказывается четко направленное действие. Существуют и другие формы сопла, но они применяются гораздо реже.
Существуют и другие формы сопла, но они применяются гораздо реже.
Трибостатический
Пистолет для трибостатического порошкового покрытия металлических изделий имеет длинный ствол, на внутренней поверхности которого закреплен абразивный материал. Частицы краски, как и при электростатическом способе, движутся с помощью сжатого воздуха. Заряд они приобретают благодаря трению по абразиву. Плюсы такого решения – качественное окрашивание углублений, создание тонкослойного ЛКП, отсутствие высоковольтного источника электротока. Минусы – невысокая скорость процесса и ограниченное количество порошковых красок, для которых может использоваться эта технология.
В псевдоожиженном слое
Этот способ полимерно-порошкового покрытия металла применяется для создания толстого, надежного и прочного, антикоррозионного ЛКП. Порошок переводится в аэрозольное состояние. При подаче заряда образуется облако заряженных частиц, в которое погружается заземленная вращающаяся деталь.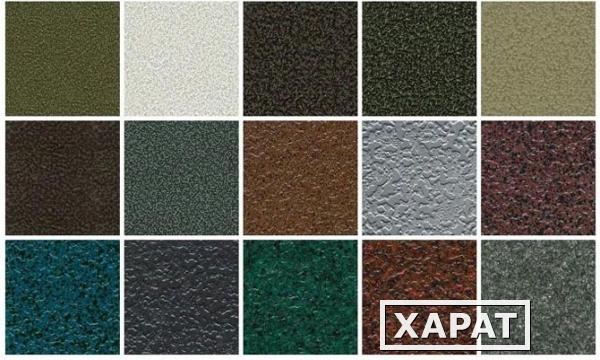 На ее поверхности оседает толстый равномерный слой краски. Этот метод подходит для термопластичных и термореактивных порошков.
На ее поверхности оседает толстый равномерный слой краски. Этот метод подходит для термопластичных и термореактивных порошков.
Газопламенное напыление
Термопластичный порошок пропускают через пламя газовой горелки. Частицы красителя плавятся и покрывают изделие. Плюсы этого способа – мобильность оборудования, окрашивание крупногабаритных объектов. Такой способ покрытия металла порошковой краской может использоваться при любых температуре и влажности.
Виды составов для порошковой окраски металла
Такие краски могут иметь термопластичную, термореактивную и УФ-отверждаемую основу.
- В термопластичных композициях связующими смолами являются винил, нейлон, полиэстер. Большинство таких материалов нуждается в предварительном грунтовании поверхности. Окрашивание осуществляется при высоких температурах, химические реакции при этом отсутствуют. Частицы порошка под высоким давлением наносятся на поверхность детали, сплавляются между собой, а после остывания образуют защитно-декоративный слой – мягкий и эластичный.
- В материалах с УФ-основой имеется фотоиницииатор. Отверждение ЛКП происходит при попадании на поверхность ультрафиолетовых лучей.
- Популярные сегодня термореактивные красители, содержащие специальный отвердитель, образуют прочный и надежный поверхностный слой благодаря протеканию химических реакций между компонентами состава. В горячем состоянии порошок, попавший на деталь, растекается, а при охлаждении полимеризуется с образованием прочной и долговечной пленки, устойчивой к химическим веществам, царапинам, ударам. Доля таких материалов во всем объеме порошковых красителей – примерно 80%.

Оборудование для порошковой окраски стали и других металлов
Для этого процесса необходимы:
- Пистолет, конструкция которого зависит от поставленной технической задачи.
- Компрессор для выработки сжатого воздуха, который необходим для окрашивания, пескоструйной обработки, обдува деталей.
- Устройства для очищения сжатого воздуха от масла и воды, подготовки поверхности к покраске.
- Покрасочная камера. Имеет хорошее освещение рабочей зоны, вентиляционную систему, фильтры для улавливания излишне распыленного материала.
- Полимеризационная печь, габариты которой выбираются в зависимости от размеров предметов, с которыми планируется работать. Она необходима для нагрева детали после нанесения краски. В процессе такого нагрева происходит плотное сшивание химических связей компонентов красителя – полимеризация. Популярные виды печей – конвекционный и терморадиационный.

Этапы процесса окрашивания
Для получения красивого, равномерного ЛКП, устойчивого к механическим и химическим повреждениям, необходимо:
- Подготовить поверхность. Очистку выполняют паром, погружной мойкой, мойкой высокого давления, пескоструем. Для улучшения адгезии очищенный металл фосфатируют, хроматируют, покрывают железофосфатами, цинкофосфатами.
- Грунтовать предмет цинксодержащими или бесцинковыми составами. Этот этап необходим для ограниченного числа окрашивающих композиций.
- Нанести порошок в соответствии с выбранной технологией.
- Отправить окрашенный предмет или металлоконструкцию в полимеризационную печь для отверждения ЛКП. Обычно это происходит при температурах +160…+230°C. Время операции зависит от размеров и формы объекта.

После охлаждения на воздухе металлопродукция готова к отправке заказчику.
Правила безопасности при порошковом окрашивании металлических деталей и конструкций
При электростатической покраске электрозаряд передается частицам состава. Для обеспечения их хорошего притягивания к предмету и безопасности процесса необходимо заземлить остальных участников этой технологической операции.
Если человек не заземлен, то частицы красителя будут огибать его контуры, а не двигаться к обрабатываемому объекту. Пол, на котором стоит оператор, должен быть сухим и чистым, а подошва его обуви – кожаной. Необходимо заземлить: крюки, на которые подвешивается изделие, воздушный рукав, емкость, из которой подается краситель, и прочие токопроводящие предметы.
Негативные последствия отсутствия или неэффективности заземления:
- неоднородный слой;
- перерасход красителя из-за его оседания на стенках камеры, полу, стенах;
- слишком тонкое ЛКП;
- необходимость постоянно настраивать применяемое оборудование.
Преимущества и недостатки порошковой покраски металлических изделий
Популярность этого метода обеспечивают:
- экологичность красящего состава благодаря отсутствию токсичных летучих соединений, оказывающих вредное влияние на окружающую среду и здоровье людей;
- минимальная усадка покрытия, обеспеченная отсутствием растворителя;
- отсутствие дефектов, возникающих при нанесении жидких ЛКМ;
- широкие цветовая гамма и спектр текстур;
- краткое время отвердевания защитно-декоративного слоя;
- минимальные потери окрашивающего материала – примерно 5%, при распылении жидких ЛКМ они могут составлять до 70%;
- возможность выполнять работы оператору с низкой квалификацией или полностью автоматизировать этот процесс;
- устойчивость ЛКП к механическим повреждениям, ультрафиолетовому излучению, низким и высоким температурам;
- долговечность защитно-декоративного слоя – 15-20 лет.

Этот метод порошковой покраски металла имеет небольшие ограничения. С его помощью сложно нанести тонкослойное и очень гладкое покрытие, получить высокий глянец. Жидкие аналоги однозначно побеждают, если речь идет о необходимости получить необычный сложный оттенок.
Преимущества заказа услуги порошкового окрашивания деталей и конструкций в компании «Адамант Сталь»
Мы обеспечиваем высокое качество результата и оперативное выполнение даже крупных заказов благодаря:
- профессиональному проведению подготовительных операций;
- наличию современного, технически передового оборудования;
- ответственному и внимательному отношению наших сотрудников к каждому заказу.
Технология порошковой покраски
Приветствую Вас на блоге kuzov.info!
Порошковая краска — это тип покрытия, наносимый в виде сухого порошка. В отличие от обычной жидкой краски, которая переносится через испаряющийся растворитель, порошковое покрытие наносится электростатически, а затем расплавляется и отверждается под воздействием тепла или ультрафиолетового света. Покрытие получается более твёрдым, прочным, износостойким, чем обычное ЛКП. Чаще всего производится порошковая покраска металлических предметов. Новые технологии позволяют красить таким способом также другие материалы, такие как пластмассы, композиты, углеродное волокно, МДФ.
Покрытие получается более твёрдым, прочным, износостойким, чем обычное ЛКП. Чаще всего производится порошковая покраска металлических предметов. Новые технологии позволяют красить таким способом также другие материалы, такие как пластмассы, композиты, углеродное волокно, МДФ.
В этой статье рассмотрим, что собой представляет порошковое покрытие, какие преимущества и недостатки оно имеет, какие порошковые краски бывают, подробно разберём технологию порошковой покраски.
Содержание статьи:
|
Происхождение порошковой покраски
Происхождение технологии порошковой покраски относится к концу 1940‑х годов. Крупный прорыв в этой области произошёл в середине 1950‑х годов благодаря Эрвину Геммеру. Первые патентные заявки были поданы в Германии (1953 год), а основной патент был выдан в сентябре 1955 года. Электростатическое распыление применялось до появления порошковой покраски. Наносимая жидкая краска заряжалась статическим электричеством, потом притягивалась к заземлённому объекту, наносимая методом распыления. Это более эффективный метод покраски деталей, с более эффективным использованием материалов. Оборудование для электростатического распыления жидкой краски было адаптировано для распыления вновь разработанных порошковых красок.
Крупный прорыв в этой области произошёл в середине 1950‑х годов благодаря Эрвину Геммеру. Первые патентные заявки были поданы в Германии (1953 год), а основной патент был выдан в сентябре 1955 года. Электростатическое распыление применялось до появления порошковой покраски. Наносимая жидкая краска заряжалась статическим электричеством, потом притягивалась к заземлённому объекту, наносимая методом распыления. Это более эффективный метод покраски деталей, с более эффективным использованием материалов. Оборудование для электростатического распыления жидкой краски было адаптировано для распыления вновь разработанных порошковых красок.
Сегодня порошковая покраска широко распространена на заводах, а также в специализированных цехах.
Из чего состоит порошковая краска?
Порошковые составы созданы на основе полимерных смол в сочетании с пигментами, выравнивающими агентами, модификаторами потока, отвердителями (в случае термореактивов), а также другими добавками. Эти ингредиенты смешиваются, расплавляются, охлаждаются, потом измельчаются до однородного порошка. Это может быть термопласт или термореактивный полимер.
Эти ингредиенты смешиваются, расплавляются, охлаждаются, потом измельчаются до однородного порошка. Это может быть термопласт или термореактивный полимер.
Каковы преимущества и недостатки порошковой краски?
Порошковая краска обладает уникальным набором преимуществ и недостатков.
- При её нанесении не будет никаких дефектов, свойственных жидкой краске (к примеру, полос или подтёков). Порошковая покраска способна создавать гораздо более толстые покрытия по сравнению с обычным окрашиванием, без просадки и провисания.
- Отсутствие растворителей — означает отсутствие летучих органических соединений (VOCs), токсичных для маляра, вредных для окружающей среды.
- Широкий спектр специальных эффектов текстуры легко достигается порошковой покраской.
- Время затвердевания порошковых красок значительно быстрее по сравнению с жидкими аналогами.
- За один проход можно наносить 60–80 микрон. Это эквивалентно распылению 3 слоёв жидким способом.
- Порошковая покраска обеспечивает лучшие эксплуатационные свойства, чем обычное окрашивание. Оно более устойчиво к сколам, царапинам, другому износу. Дополнительно к своей физической прочности, порошковое покрытие обеспечивает превосходное сохранение цвета.
- Порошковые составы имеют гораздо более высокий коэффициент переноса при распылении. Обычных лакокрасочных материалов теряется от 30 до 70% при избыточном распылении во время окрашивания, а потери порошковой краски могут удерживаться на уровне менее 5%. Порошок можно собирать, потом использоваться повторно. Однако если несколько цветов распыляются в одной камере, это ограничит такую возможность.
- Порошковая покраска не требует высокой квалификации, может быть выполнена практически любым человеком или даже автоматизирована.


Минусы:
- Порошковая краска имеет много сильных сторон, но жидкие лакокрасочные материалы являются несомненными победителями, когда речь идёт о смешивании цветов. Различные цвета жидкой краски могут быть легко смешаны, с высокой степенью точности, практически любым поставщиком. К примеру, синий и красный пигмент могут быть смешаны для получения фиолетовой краски. Цвета порошковой краски требуют специального производства. Так как она не содержит растворителя, попытка смешать синий и красный порошок просто создаст сине-красный пятнистый узор. Порошковая краска обычно производится большими партиями стандартных цветов. Возможны эксклюзивные заказы, но это более трудоемко, дороже, чем создание различных нестандартных цветов с обычной краской.
- Технически возможно получить высокий глянец с помощью порошковой покраски, но с жидкой краской это сделать намного легче.
- Порошковой покраской сложнее достигнуть идеально гладких ЛКП.

Долговечность порошковых покрытий
Порошковое краска очень долговечна, так как при нагреве в печи получается твёрдое полимерное покрытие. Различные составы обладают различной устойчивостью к атмосферным воздействиям, ультрафиолетовым лучам, химическому воздействию, физическому износу. Порошковое покрытие сохраняется до 15–20 лет, в зависимости от качества предварительной обработки, типа продукта. При этом нужно понимать, что порошковая краска не чудо-средство от типичных проблем ЛКП. На неё также действует ультрафиолетовое излучение, а также разрушающие факторы окружающей среды.
Термопластичные и термореактивные порошки
Существует три основные категории порошковых красок: термореактивные, термопластичные и УФ-отверждаемые. Состав порошковых термореактивных красок включает отвердитель. При нагреве происходит реакция между химическими группами, порошок растекается, потом полимеризуется. Порошковые УФ-покрытия — это фотополимеризуемые материалы, содержащие химический фотоинициатор, который мгновенно реагирует на энергию ультрафиолета, инициируя реакцию, приводящую к сшиванию или отверждению. Отличительным фактором этого процесса от других является отделение стадии расплава перед отверждением. УФ-отверждаемый порошок расплавится за 60–120 секунд при достижении 110°C / 130°C. Далее он мгновенно отвердевает при воздействии УФ-излучения.
При нагреве происходит реакция между химическими группами, порошок растекается, потом полимеризуется. Порошковые УФ-покрытия — это фотополимеризуемые материалы, содержащие химический фотоинициатор, который мгновенно реагирует на энергию ультрафиолета, инициируя реакцию, приводящую к сшиванию или отверждению. Отличительным фактором этого процесса от других является отделение стадии расплава перед отверждением. УФ-отверждаемый порошок расплавится за 60–120 секунд при достижении 110°C / 130°C. Далее он мгновенно отвердевает при воздействии УФ-излучения.
В большинстве случаев, почти все порошки, которые вы будете использовать, относятся к типу термореактивных. Они предназначены для нагрева и отверждения всего один раз. Внутри них происходят химические изменения, затвердевание по мере охлаждения. Термореактивные полимеры более прочны при воздействии химикатов, тепла или сотрясения.
Первичные смолы, содержащиеся в рецептуре термореактивных порошков: эпоксидная смола, полиэфир, смеси полиэфира с эпоксидной смесью (известные как гибриды), акрил, полиуретан. Термореактивные порошковые покрытия могут быть получены одним слоем без грунтовки.
Большинство термопластичных порошков требуют наличия грунтовки, чтобы получить хорошую адгезию.
Основные типы термопластичных порошков основываются на пластифицированном поливинилхлориде (ПВХ), полиамидах, пластмассах. Термопластичные смолы применяются для окрашивания проволоки, ограждений и других применений, где процесс предусматривает непрерывную порошковую покраску на высоких скоростях линии. Почти все порошковые ПВХ-покрытия наносятся методом покраски в флюидизированном слое (fluidized-bed). Они более мягкие, эластичные, чем любые другие порошковые краски.
Типы порошковых красок
Существует много различных типов порошков. Каждый имеет свои особенности и области применения.
Каждый имеет свои особенности и области применения.
- Эпоксидные смолы были первыми широко используемыми порошками. Они очень прочны, предлагают отличную твёрдость, а также имеют, пожалуй, лучшую химическую и коррозионную стойкость. Эпоксидные смолы очень хорошо прилипают к металлам, с различными предварительными обработками металла, обеспечивающими отличную адгезию. Недостаток эпоксидных составов в том, что они плохо переносят погодные условия. Их лучше эксплуатировать внутри помещений.
- Полиэфиры можно считать наиболее часто применяемыми порошками. Они предлагают отличное соотношение цена — качества. Обладают хорошей механической прочностью, а также большой гибкостью, ударопрочностью, хорошей химической стойкостью. Одним из их достоинств является низкая температура отверждения, что позволяет их наносить на термочувствительные предметы. Полиэфиры также обеспечивают хорошую стойкость к пожелтению. Они дают огромный выбор цветов, уровней глянца, специальных эффектов. Полиэфиры являются общепринятым выбором для многих применений.
- Суперпрочные полиэфиры (Super Durable Polyesters) быстро стали лучшей альтернативой обычных полиэфиров. Как следует из названия, они обладают превосходной прочностью.
- Эпоксидно-полиэфирные гибриды. Эпоксидные и полиэфирные составы смешивают друг с другом, образуя гибриды. Эти гибриды по-прежнему близки по составу к чистым эпоксидным смолам, но обладают превосходными погодными свойствами. Эти гибриды могут смешиваться в различных соотношениях, чтобы подчеркнуть характеристики либо эпоксидной смолы, либо полиэфира. Гибридами часто окрашиваются бытовые приборы, такие как плиты, стиральные машины, сушилки.
- Уретаны химически похожи на полиэфиры, с различием в отвердителях. Уретаны обеспечивают очень гладкое покрытие, очень хорошую прочность, а также отличную химическую и коррозионную стойкость, что делает их идеальными для таких вещей, как топливные баки. Другие распространённые применения включают сельскохозяйственное оборудование, кондиционеры, автомобильные диски, дверные ручки. Уретаны также обычно дороже других видов порошков из-за стоимости смолы.
 Полиэфиры также обеспечивают хорошую стойкость к пожелтению. Они дают огромный выбор цветов, уровней глянца, специальных эффектов. Полиэфиры являются общепринятым выбором для многих применений.
Полиэфиры также обеспечивают хорошую стойкость к пожелтению. Они дают огромный выбор цветов, уровней глянца, специальных эффектов. Полиэфиры являются общепринятым выбором для многих применений. Уретаны обеспечивают очень гладкое покрытие, очень хорошую прочность, а также отличную химическую и коррозионную стойкость, что делает их идеальными для таких вещей, как топливные баки. Другие распространённые применения включают сельскохозяйственное оборудование, кондиционеры, автомобильные диски, дверные ручки. Уретаны также обычно дороже других видов порошков из-за стоимости смолы.
Уретаны обеспечивают очень гладкое покрытие, очень хорошую прочность, а также отличную химическую и коррозионную стойкость, что делает их идеальными для таких вещей, как топливные баки. Другие распространённые применения включают сельскохозяйственное оборудование, кондиционеры, автомобильные диски, дверные ручки. Уретаны также обычно дороже других видов порошков из-за стоимости смолы.Для порошковой покраски автомобильных частей наиболее часто применяется стандартный и суперпрочный полиэфиры.
Способы нанесения порошка
Можно выделить основные четыре метода порошковой покраски. Рассмотрим их по порядку.
- Наиболее распространенный способ порошковой покраски металлических предметов — это применение электростатического коронного пистолета. Он использует сжатый воздух и высоковольтный электрод для заряда порошка на выходе. Окрашиваемый объект заземляется, частицы порошка притягиваются к нему. Электрод пистолета, как правило, имеет отрицательную полярность по отношению к деталям. Полярности должны быть изменены на противоположные для нейлоновых порошков, требующих положительного заряда. Одним из недостатков процесса электростатического распыления с помощью пистолетов c коронным зарядом является то, что между пистолетом и окрашиваемыми частями устанавливается высокое напряжение. Детали, имеющие углубления трудно покрасить из-за эффекта клетки Фарадея.
- Трибо заряд — второй по распространённости метод порошковой покраски. Как и в коронном пистолете, порошок двигается сжатым воздухом, но в трибо заряд происходит за счёт фрикционного контакта частиц порошка с внутренней частью пистолета. Электроны отделяются от частиц порошка, которые положительно заряжаются, потом притягиваются к подложке. Так как между пистолетом и покрываемым изделием отсутствует электростатическое поле, эффект клетки Фарадея не развивается, а частицы легче проникают в углублённые участки окрашиваемого объекта. Данная технология применяется реже по сравнению с системами распыления коронным пистолетом. Скорость покраски трибоэлектрическим пистолетом ниже, кроме того, таким способом хорошо заряжаются только некоторые порошковые составы. Для работы трибо оборудования не требуется источник высокого напряжения.
- Метод порошковой покраски в псевдоожиженном (флюидизированном) слое (Fluidized-Bed). Данный способ применяется, когда требуется толстое функциональное покрытие (антикоррозионное, прочное). Порошок помещается внутрь бункера с пористой пластиной у основания и “флюидизируется” (взвешивается). Воздух проходит через него так, что он начинает действовать как жидкость. Покрываемая деталь предварительно нагревается, подаётся в псевдоожиженный (взвешенный) порошок, где тепло немедленно расплавляет его, он растекается по поверхности окрашиваемого объекта. Наиболее часто таким способом наносятся термопластичные порошковые составы, но могут также применяться эпоксидные.
- Покраска в электростатическом флюидизированном (псевдоожиженном) слое (Electrostatic fluidized bed). Данный метод обычно задействуется, когда желаемая толщина слоя должна превышать 300 микрон. Псевдоожиженный (флюидизированный) порошок переводится в состояние аэрозоля, заряжается, создавая облако заряженных частиц. Заземлённый объект опускается внутрь облака, а заряженный порошок оседает на его поверхность. Вращение детали позволяет порошку наноситься более равномерно. Таким способом наносятся как термопластичные, так и термореактивные составы.
- Газопламенное напыление. Термопластичный порошок продувается через пламя газовой горелки сжатым воздухом. Он плавится и наносится на изделие. Оборудование состоит из газовой горелки, питателя, инжектора, компрессора, газового баллона. Преимущество данного метода в мобильности всей системы порошковой покраски, поэтому большие объекты можно легко окрашивать. Можно делать порошковую покраску при любых погодных условиях, так как на процесс не влияет температура и влажность.
 Электрод пистолета, как правило, имеет отрицательную полярность по отношению к деталям. Полярности должны быть изменены на противоположные для нейлоновых порошков, требующих положительного заряда. Одним из недостатков процесса электростатического распыления с помощью пистолетов c коронным зарядом является то, что между пистолетом и окрашиваемыми частями устанавливается высокое напряжение. Детали, имеющие углубления трудно покрасить из-за эффекта клетки Фарадея.
Электрод пистолета, как правило, имеет отрицательную полярность по отношению к деталям. Полярности должны быть изменены на противоположные для нейлоновых порошков, требующих положительного заряда. Одним из недостатков процесса электростатического распыления с помощью пистолетов c коронным зарядом является то, что между пистолетом и окрашиваемыми частями устанавливается высокое напряжение. Детали, имеющие углубления трудно покрасить из-за эффекта клетки Фарадея. Данная технология применяется реже по сравнению с системами распыления коронным пистолетом. Скорость покраски трибоэлектрическим пистолетом ниже, кроме того, таким способом хорошо заряжаются только некоторые порошковые составы. Для работы трибо оборудования не требуется источник высокого напряжения.
Данная технология применяется реже по сравнению с системами распыления коронным пистолетом. Скорость покраски трибоэлектрическим пистолетом ниже, кроме того, таким способом хорошо заряжаются только некоторые порошковые составы. Для работы трибо оборудования не требуется источник высокого напряжения. Наиболее часто таким способом наносятся термопластичные порошковые составы, но могут также применяться эпоксидные.
Наиболее часто таким способом наносятся термопластичные порошковые составы, но могут также применяться эпоксидные. Преимущество данного метода в мобильности всей системы порошковой покраски, поэтому большие объекты можно легко окрашивать. Можно делать порошковую покраску при любых погодных условиях, так как на процесс не влияет температура и влажность.
Преимущество данного метода в мобильности всей системы порошковой покраски, поэтому большие объекты можно легко окрашивать. Можно делать порошковую покраску при любых погодных условиях, так как на процесс не влияет температура и влажность.Электростатические пистолеты для порошковой покраски
Как было описано ранее, существует два основных типа систем порошковой покраски, где задействуются электростатические пистолеты коронного и трибо типа. Каждая система имеет свои сильные и слабые стороны.
Как правило, пистолет коронного типа использует отрицательную полярность электрода, так как она производит больше ионов, меньше подвержена образованию дуги, чем положительная полярность. Положительная полярность может задействоваться при распылении нейлона. Пистолеты бывают с внешним или внутренним источником питания для генерирования заряда.
Схема работы электростатического пистолета коронного типа.
Главное отличие заключается в способе транспортировки порошка от пистолета к детали. Основной силой транспортировки материала (кроме сжатого воздуха) при применении оборудования коронного типа является электрическое поле, создаваемое между заряженным порошковым облаком и деталью. При использовании пистолета трибо типа транспортировка материала происходит только потоком воздуха. Воздух под давлением попадает в резервуар для перемешивания порошка, чтобы он мог «течь» во взвешенном состоянии как жидкость. Затем он направляется через пистолет.
Другое фундаментальное различие между системами порошковой покраски с применением коронного заряда и трибо-заряда заключается в методе, при котором частицы порошка становятся электрически заряженными. Оборудование коронного типа использует генератор высокого напряжения для зарядки электрода с высоким потенциалом относительно детали. Заряженный электрод создаёт поток заряженных частиц, эффективно заряжая порошковое облако, образуя заряженное поле с противоположным полюсом.
Заряженный электрод создаёт поток заряженных частиц, эффективно заряжая порошковое облако, образуя заряженное поле с противоположным полюсом.
В отличие от этого, трибостатическое устройство заряжает порошок строго физическим контактом (быстрым трением между ним и поверхностью, способной передавать или получать электроны).
Трибо-технология — это лучший выбор, когда:
- изделия изготовлены из материалов с низкой проводимостью заряда
- геометрия изделия имеет области с эффектом клетки Фарадея (углубления)
- требуется тонкое порошковое покрытие
- изделия, требующие высочайшей степени однородности покрытия
- требуется подкрашивание
Технология коронного заряда – это лучший выбор, когда:
- изделия, изготовленные из материалов с более высокой проводимостью заряда
- применяются порошки с эффектом «металлик»
- требуется относительно толстое порошковое покрытие
- требуется покрасить кастомными красками
Дизайн сопла
Конструкция пистолета и сопла оказывает большое влияние на эффективность покраски. Двумя наиболее широко применяемыми насадками являются насадки с дефлекторной формой и с плоским распылением. Оба вида насадок бывают различных форм. Плоская насадка более направленная, имеет чётко определённую форму распыления. Форсунка дефлекторного типа имеет мягкую, хорошо рассеянную форму. Существует много других типов насадок, но они реже используются.
Двумя наиболее широко применяемыми насадками являются насадки с дефлекторной формой и с плоским распылением. Оба вида насадок бывают различных форм. Плоская насадка более направленная, имеет чётко определённую форму распыления. Форсунка дефлекторного типа имеет мягкую, хорошо рассеянную форму. Существует много других типов насадок, но они реже используются.
Заземление
Электростатическая покраска — это процесс нанесения электростатического заряда на саму краску. Цель этого процесса — повышение эффективности переноса за счёт притягивания электрозаряженной краски к окрашиваемому объекту. Однако, поскольку краска заряжена, важно убедиться, что всё внутри окрасочной системы заземлено, чтобы избежать поражения электрическим током, а также низкой эффективности переноса.
Заземление гарантирует, что существует прямой электрический путь от изделия на настоящую землю.
Ниже приведены ключевые области, которые должны быть заземлены при электростатической покраске:
- Оператор. Одной из точек соприкосновения с землёй являются ноги оператора. Если оператор не заземлён должным образом, краска может огибать оператора, а не притягивается к цели. Чтобы избежать всех возможных изоляторов не носите изолированную или резиновую обувь. Рекомендуется кожаная подошва. Убедитесь, что пол чистый и сухой.
- Изделие. Обычно оно подвешивается на крюках. Всегда держите крюки чистыми и заземлёнными.
- Используется специальный заземлённый воздушный шланг.
- Источник краски.
- Все другие электропроводящие объекты или устройства внутри зоны распыления должны быть надлежащим образом заземлены. Помните, что правильное заземление обеспечивает безопасность, хорошую эффективность переноса.
Большая часть проблем, возникающих при порошковом окрашивании, происходят из-за недостаточного заземления окрашиваемых изделий или его полного отсутствия. Это вызывает:
Это вызывает:
- Неоднородность покрытия
- Чрезмерное потребление краски
- Чрезмерное скопление порошка на оборудовании. Он будет искать ближайший заземленный объект, будет притягиваться к нему (стенки камеры, оборудование, пол).
- Необходимость постоянной настройки технологических параметров.
- Деталь не способна эффективно притягивать заряженные частицы, при этом слой получается слишком тонкий.
С точки зрения безопасности сопротивление заземления должно быть менее 1 МОм.
Заземление стержнем
Заземление можно реализовать заземляющим стержнем (штырём). Это длинный стержень с медным напылением, который забивается в землю. Размеры варьируются, но для порошковой покраски рекомендуется длина не менее 240 см, диаметр около 2 см.
Заземляющий стержень забивается в землю почти полностью. Нужно оставить около 15 см, выступающих над землей, чтобы можно было закрепить на нём проволоку. Другой конец провода заземления будет подключаться к вашим предметам либо напрямую, либо с помощью стеллажей и крючков.
Другой конец провода заземления будет подключаться к вашим предметам либо напрямую, либо с помощью стеллажей и крючков.
Можно установить стержень заземления прямо через пол, как можно ближе к зоне покраски. Просто просверлите отверстие в полу, далее установите стержень заземления через пол мастерской.
Подготовка деталей к порошковой покраске
Перед покраской разберите деталь, если это требуется. Поверхность необходимо тщательно очистить. Любое масло, грязь, влага будут мешать адгезии. Предварительная обработка окрашиваемого изделия очень важна, чтобы получить максимальный срок службы порошкового покрытия.
Очистка и подготовка могут быть сделаны различными химическими и механическими методами. Выбор метода зависит от размера и материала окрашиваемого изделия, типа удаляемых загрязнений, старых ЛКП.
Очистка детали от загрязнений включает удаление масел, восков и других поверхностных частиц.
Это может быть выполнено следующими способами;
- Очистка паром на основе раствора хлорированных углеводородов. Это хороший способ обезжирить металлические предметы. Поскольку раствор не водный, нет остатков влаги, вызывающих коррозию.
- Водная мойка. Осуществляется специальными моечными машинами, похожими на большую посудомоечную машину, либо мойкой высокого давления. С мойкой высокого давления можно применять насадку 0°, обеспечивающую наибольшую эффективность очистки, так как она фокусирует всю воду в узком потоке. Если изделие деликатное, например, листовой металл или плоские панели, применяется насадка 15°.
- Погружная мойка. Данный метод включает серию резервуаров, содержащих горячий чистящий раствор, а также горячее и холодное ополаскивание.
- Машинная мойка, мойка высокого давления, а также окунание не являются абсолютной необходимостью. Вполне возможно хорошо очистить деталь с помощью чистящих средств, различных щёток. Можно даже вымыть окрашиваемые изделия в посудомоечной машине, если они подходящего размера.
 Вполне возможно хорошо очистить деталь с помощью чистящих средств, различных щёток. Можно даже вымыть окрашиваемые изделия в посудомоечной машине, если они подходящего размера.
Вполне возможно хорошо очистить деталь с помощью чистящих средств, различных щёток. Можно даже вымыть окрашиваемые изделия в посудомоечной машине, если они подходящего размера.Как определить, что деталь чистая?
Есть много тестов, чтобы определить чистоту. Наиболее широко применяется тест водой. Он представляет собой визуальное наблюдение за тем, полностью ли покрывает чистую деталь вода или отталкивает её от какой-то области поверхности. Вода должна стекать равномерно. Везде, где есть сухой участок, означает, что в этом месте ещё остались масла. Очистите эту область ещё раз. Другие тесты могут включать протирку белой тканью или другие более сложные лабораторные тесты.
Дегазация
Некоторые изделия из литого металла (чугуна, железа, алюминия, латуни..) могут содержать воздух, попавший во время производственного процесса или масла, оставшиеся в порах при эксплуатации. Качество металла напрямую влияет на количество улавливаемого газа. Например, отливки с использованием металлов более высокого качества имеют меньшее количество улавливаемого газа. Как правило, алюминий не содержит много газа.
Качество металла напрямую влияет на количество улавливаемого газа. Например, отливки с использованием металлов более высокого качества имеют меньшее количество улавливаемого газа. Как правило, алюминий не содержит много газа.
Если не выпустить воздух или масляные загрязнения, то во время отверждения порошкового покрытия они выйдут наружу, что оставит маленькие пузырьки, неровности, точечные отверстия, кратеры. Эти дефекты порошковой покраски могут обеспечить путь для проникновения влаги к металлу.
Проблема выделения газов при полимеризации решается несколькими способами:
- Предварительный подогрев изделий. Этот процесс наиболее популярен для устранения проблемы выделения газов. Окрашиваемый объект предварительно нагревают выше температуры затвердевания (на 10 градусов, чтобы дать возможность воздуху освободиться перед порошковой покраской. Предварительный нагрев осуществляется перед фосфатированием/покраской. Есть некоторые изделия, которые будут выпускать газ, независимо от того, как долго их нагревать перед окрашиванием.
- Порошковые краски и грунты, прощающие выход газа. Они разработаны таким образом, чтобы обеспечить более длительный срок растекания, чтобы газ мог улетучиваться до полимеризации.
- Герметизация изделия. Данный метод требует применения специальных герметизирующих грунтов, удерживающих газы внутри металла.
- Изменение технологии полимеризации. Использование ИК или ИК/УФ (инфракрасное/ультрафиолетовое отверждение) может устранить проблему газовыделения, так как для отверждения нагревается только поверхность изделия.
 Предварительный нагрев осуществляется перед фосфатированием/покраской. Есть некоторые изделия, которые будут выпускать газ, независимо от того, как долго их нагревать перед окрашиванием.
Предварительный нагрев осуществляется перед фосфатированием/покраской. Есть некоторые изделия, которые будут выпускать газ, независимо от того, как долго их нагревать перед окрашиванием.Пескоструйная обработка
Если предмет, который вы хотите окрасить, имеет ржавчину, окалину, старое ЛКП, то Вам, скорее всего, понадобится пескоструйная обработка. Пескоструйные камеры особенно полезны для цехов, работающих с нетронутым сырьем, например, стальными листами или трубными заготовками с участками окисления или остатками сварки. Так как материал от абразивной обработки попадает во все места, необходимо удалить все резьбовые или смазанные части, такие как подшипники, болты/гайки, зажимы.
Пескоструйные камеры особенно полезны для цехов, работающих с нетронутым сырьем, например, стальными листами или трубными заготовками с участками окисления или остатками сварки. Так как материал от абразивной обработки попадает во все места, необходимо удалить все резьбовые или смазанные части, такие как подшипники, болты/гайки, зажимы.
Пескоструйная обработка хорошо подходит предметам со сложными формами, погружение лучше для панелей из листового металла, потому что пескоструйная обработка генерирует тепло, способное деформировать листовой металл.
Когда деталь обрабатывается, поверхность приобретает шероховатость, повышающая адгезию при окрашивании.
Ополаскивание
После очистки наступает стадия ополаскивания. Важно удалить остатки любого химического вещества. После ополаскивания, как можно быстрее высушите поверхность, чтобы избежать появления ржавчины.
Фосфатирование и хроматирование
Фосфатирование улучшает адгезию при покраске, улучшает антикоррозионные свойства. Процесс осуществляется на хорошо очищенной поверхности стали, иногда цветных металлов.
Существует два типа фосфатирования: железное фосфатирование и цинковое фосфатирование. Оба они технически называются преобразовательными покрытиями, т.е. действие растворов “преобразует” несколько микрон поверхности металла либо в фосфат железа, либо в фосфат цинка. Фосфатирование, как правило, осуществляется несколькими этапами, включает обезжиривание, промывки до и после процесса, само фосфатирование.
Железофосфатное покрытие
При обработке стали кислыми солями ортофосфорной кислоты и одновалентных металлов на поверхности образуется слой аморфного фосфатного железа. Это наиболее удобный и недорогой способ подготовки под порошковую покраску.
Цинкфосфатные покрытия
Фосфатирование солями цинка приводит к образованию покрытий кристаллической структуры. Такое фосфатирование является более дорогостоящим по сравнению с нанесением аморфного фосфата железа, но оно позволяет получать более качественные покрытия, считается лучшей подготовкой поверхности перед порошковой покраской.
После фосфатирования изделия, его высушивают в сушильной камере.
Хроматирование поверхности
Хроматной обработке (хроматированию) наиболее часто подвергают алюминий и его сплавы. Обработка соединениями, содержащими хром, повышает защитные свойства металла. Наибольшее распространение получили конверсионные покрытия на основе фосфата хрома и хроматное.
В связи с возможной пористостью конверсионных покрытий, в завершение их промывают пассивирующими растворами, содержащими соединения шести или трёхвалентного хрома, их комбинации с другими компонентами, оказывающими пассивирующий эффект.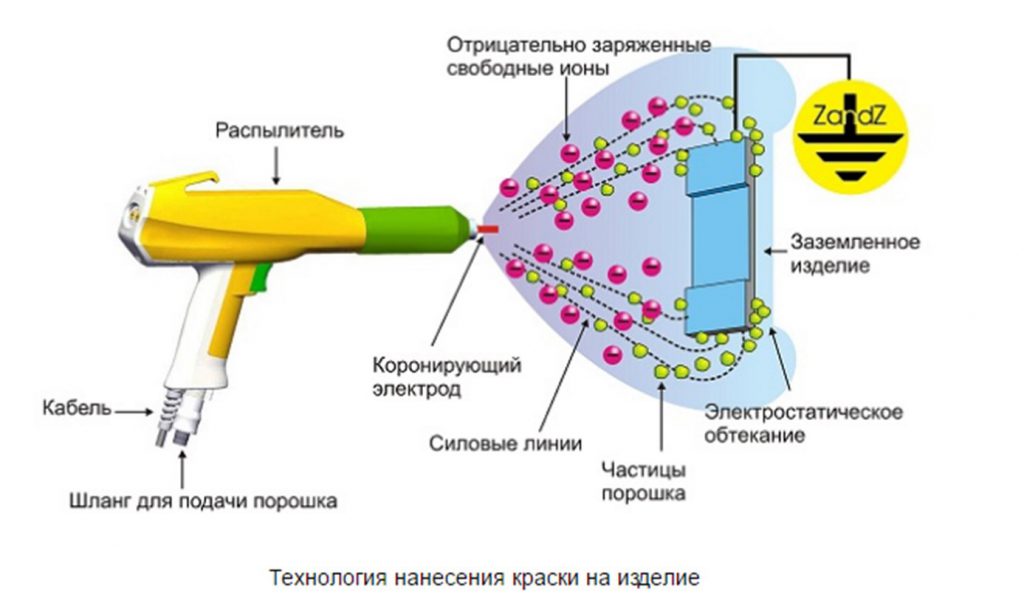
При подготовке поверхности используется большое количество воды. Чистота воды и степень её загрязнённости должны постоянно контролироваться. Очень важными факторами являются жёсткость воды, наличие в ней растворимых и взвешенных веществ.
В последнее время были разработаны альтернативные процессы, позволяющие избежать применения хроматов, так как они токсичны. Титановый цирконий и силаны обладают аналогичными антикоррозионными и адгезионными характеристиками.
Сушка
После последнего ополаскивания сушка внутри печи быстро удаляет влагу, оставшуюся на изделии.
Последовательность этапов подготовки к порошковой покраске
- Разборка и очистка. Если вы планируете покрасить деталь, которая содержит резинки, пластик, прокладки, проводку, то эти элементы нужно будет снять, так как они расплавятся при нагреве.
- Удаление газов (дегазация).
- Дальнейшая подготовка варьируется, зависит от типа металла, состояния текущего ЛКП. Если есть старое ЛКП, то его можно удалить специальной смывкой, следуя инструкции.
- Шлифовка / пескоструйная обработка. Даже если химическая смывка хорошо удаляет старое ЛКП, она не удаляет мелкие дефекты и ржавчину. Поэтому может потребоваться пескоструйная обработка.
- Очистка после пескоструйной обработки. Нужно обдуть пыль сжатым воздухом, потом поскрести поверхность чистой жёсткой щёткой, сдуть остатки пыли снова. Затем аккуратно очистить чистым полотенцем с денатурированным спиртом. Далее можно быстро пройтись факелом с пропановой горелкой, сжигая любые оставшиеся ворсинки. Другой вариант очистки изделия от пескоструйной пыли – его погружение в ацетоновую ванну.
- После этого его помещают в печь нагретую до 200 градусов по Цельсию на 20 минут. Порошок лучше прилипает, когда он попадает на тёплую поверхность.
- В качестве дополнительного шага, для абсолютной адгезии и долговечности можно использовать фосфатирование или хроматирование. После чего следует ополаскивание и сушка.
- Маскировка. Некоторые детали требуют маскировки перед порошковой покраской. Всю маскировку необходимо производить в чистых перчатках, так как это самый последний шаг перед тем, как перейти к порошковой покраске.
- Подвешивание. Последний шаг — это подвесить окрашиваемый предмет на крючок или проволоку.

 Порошок лучше прилипает, когда он попадает на тёплую поверхность.
Порошок лучше прилипает, когда он попадает на тёплую поверхность.Грунтование перед порошковой покраской
Термореактивные порошковые краски обычно наносятся на голый металл одним слоем, без грунта. Каждый последующий слой “тормозит” статический заряд сухого порошка, способствует образованию шагрени. Грунт обычно представляет собой эпоксидный химический состав. Он усиливает адгезию последующего слоя, а также может служить как наполнитель (чтобы сгладить шероховатость подложки) или герметизирует пористый литой металл от газовыделения.
Он усиливает адгезию последующего слоя, а также может служить как наполнитель (чтобы сгладить шероховатость подложки) или герметизирует пористый литой металл от газовыделения.
Существуют определённые типы порошков, которые не стоит совмещать с грунтованием. Состав, дающий эффект морщин (wrinkles) должен быть нанесён непосредственно на подложку без грунта. Иначе грунт будет препятствовать образованию морщин, вызывая тем самым неравномерность финишного покрытия.
Грунт помогает продлить срок службы изделия и порошкового покрытия. Применение грунтовки рекомендуется, если изделие эксплуатируется при суровых погодных условиях.
Для увеличения защиты от коррозии и повышения адгезии существует два основных типа грунтовок. Один – без содержания цинка (ZINC FREE), другой – с содержанием цинка (ZINC RICH). Для чёрного металла (сталь, железо) наносите грунт с цинком, так как он даёт лучшую защиту. Алюминий лучше грунтовать грунтовкой без содержания цинка, иначе могут быть проблемы с адгезией, отслоением.
Алюминий лучше грунтовать грунтовкой без содержания цинка, иначе могут быть проблемы с адгезией, отслоением.
Маскировка перед нанесением порошкового покрытия
Маскировка представляет собой заклеивание специальной липкой лентой и другими маскировочными материалами областей деталей, не подлежащих окрашиванию. Можно использовать приёмы маскировки, чтобы создать дизайн на окрашиваемых изделиях. К примеру, популярно покрывать порошковой краской кромку колеса одним цветом, а спицы колеса — другим.
Также маскировочными материалами заклеиваются следующие области, не подлежащие окрашиванию.
- Электрические соединения (заземления).
- Посадочные места, куда устанавливаются прокладки.
Носите чистые перчатки во время маскировки!
Для маскировки применяются следующие материалы:
- Высокотемпературная полиэфирная лента наиболее распространена для маскировки при порошковой покраске. Она выдерживает продолжительный нагрев выше 200 градусов. С высокотемпературной лентой немного трудно работать, так как она не гибкая. Она легко разрезается. Тем не менее, полезно иметь разные размеры для разных ситуаций.
- 3M синяя / зелёная малярные ленты. С лентой 3M гораздо проще работать, чем с высокотемпературной защитной лентой, так как она способна прилегать к изгибам. Синяя лента способна выдержать около 90 градусов нагрева. Лента зелёного цвета легко снимается даже после достижения 120 градусов. При использовании любой из малярных лент очень важно не допустить слишком сильного нагрева. Если вы забудете об этом, оставите ленту до полного отверждения порошкового покрытия, её будет сложно снять.
- Алюминиевая фольга — отличный способ маскировки больших площадей, экономящий много рядов ленты. Она отлично держится в печи при любой температуре. Очевидно, что алюминиевая фольга не обладает липкими свойствами, поэтому её нужно будет дополнить высокотемпературной клейкой лентой.
- Силиконовые пробки — это силикон конусной формы, которым закрывают отверстия различного размера. Они идеально подходят для маскировки отверстий под болты. Так как они конические, каждый из них подходит под различные размеры отверстий.
 Она выдерживает продолжительный нагрев выше 200 градусов. С высокотемпературной лентой немного трудно работать, так как она не гибкая. Она легко разрезается. Тем не менее, полезно иметь разные размеры для разных ситуаций.
Она выдерживает продолжительный нагрев выше 200 градусов. С высокотемпературной лентой немного трудно работать, так как она не гибкая. Она легко разрезается. Тем не менее, полезно иметь разные размеры для разных ситуаций.
После того, как покрытие затвердело, вы попытаетесь удалить ленту, краска вокруг края ленты может отслаиваться, оставляя зазубренные края. Чтобы избежать этого и получить чистые линии, нагревайте деталь в печи примерно до 80–90 градусов по Цельсию, осторожно извлеките её, удалите ленту с помощью пинцета. Затем поместите изделие обратно в печь.
Если будет распыляться 2 слоя, лучше маскировать изделие 2 раза. Попытка повторного использования одной маскировки для нескольких распылений даст неровности при отклеивании ленты.
Протирание влажным пальцем
Есть некоторые ситуации, когда вы получите лучшие результаты, покрывая всю деталь, даже область, которую вы хотели замаскировать, а затем удалить порошок из этой области, прежде чем начать нагрев. Лучше всего это делать на приподнятых участках, таких как приподнятые буквы на впускном коллекторе, клапанной крышке или тормозном суппорте.
Лучше всего это делать на приподнятых участках, таких как приподнятые буквы на впускном коллекторе, клапанной крышке или тормозном суппорте.
Вы можете протереть порошок с возвышенной поверхности влажным пальцем. Необходимо вытереть только очень маленький участок за один раз. Также можно делать влажным полотенцем, губкой или чем-то другим.
Процесс порошковой покраски
Вы должны иметь достаточно освещения, чтобы легко видеть каждую область окрашиваемого объекта. Также очень полезно иметь под рукой яркий светодиодный фонарик.
Перед тем, как начать распыление, осмотрите изделие, спланируйте курс, которым вы будете следовать. Лучше всего сначала покрасить углубления (области, вызывающие эффект клетки Фарадея, суть которого мы рассмотрим ниже), а затем покрыть более ровные участки.
Начните распылять в стороне, до формирования равномерного облака. Затем переместите пистолет на объект. Лучше всего держать триггер нажатым до тех пор, пока не достигнете полного укрытия всей поверхности. Расстояние от поверхности должно быть примерно 15 до 20 см. Лучше всего работать медленно, контролируя движение по всей детали, вместо хаотичного распыления. Постарайтесь достичь полного охвата за 1 проход по всей поверхности.
Лучше всего держать триггер нажатым до тех пор, пока не достигнете полного укрытия всей поверхности. Расстояние от поверхности должно быть примерно 15 до 20 см. Лучше всего работать медленно, контролируя движение по всей детали, вместо хаотичного распыления. Постарайтесь достичь полного охвата за 1 проход по всей поверхности.
После того, как закончите распыление, можете проверить, что покрыта вся поверхность, посветив по ней ярким светодиодным фонариком. Можно также светить фонариком во время всего распыления.
Не распыляйте слишком близко. Если пистолет и окрашиваемый объект слишком близко друг к другу, они становятся электрически связанными, обеспечивая прямое заземление непосредственно на пистолет. Это не приводит к улучшению эффективности электростатической передачи порошка.
Не распыляйте слишком далеко, так как заряженные частицы будут искать другие более близкие объекты.
Эффект клетки Фарадея
Зона с эффектом клетки Фарадея — это область детали (углубление), куда не проникает внешнее электрическое поле.
Положительные эффекты сильных электрических полей, создаваемых обычными системами зарядки короной, наиболее выражены при окрашивании объектов с большими плоскими формами. К сожалению, электрические поля могут иметь негативные эффекты. Например, при покраске изделий с глубокими углублениями возникает эффект клетки Фарадея. Электрическое поле будет следовать по пути наименьшего сопротивления заземлению (т.е. по краям углубления). Этот процесс будет сопровождаться двумя негативными последствиями. Во-первых, меньше частиц имеют шанс попасть внутрь выемки, так как частицы порошка сильно “толкаются” электрическим полем к краям. Во-вторых, свободные ионы, генерируемые коронным разрядом, будут следовать по линиям поля к краям, быстро насыщают существующий слой дополнительным зарядом, что приводит к очень быстрому развитию обратной ионизации.
Традиционный метод, улучшающий проникновение в области клетки Фарадея, заключается в снижении напряжения на пистолете. Трудности, связанные с ручной регулировкой напряжения пистолета, привели к разработке более современных методов борьбы с обратной ионизацией. Это: 1) автоматический контроль тока пистолета; 2) устройства сбора свободных ионов. Оба метода позволяют улучшить качество покраски путём устранения или уменьшения тока паразитных ионов от пистолета к окрашиваемому объекту.
Советы по окрашиванию зон с эффектом клетки Фарадея (углубления):
- Красьте углубления в первую очередь.
- Попробуйте снизить давление для распыления проблемных участков.
- Уменьшите напряжение, если это возможно.
- Если всё остальное не помогает, воспользуйтесь феном, чтобы нагреть эту область, а затем распыляйте.
Что такое обратная ионизация?
Обратная ионизация возникает из-за излишнего тока свободных ионов от зарядных электродов распылительного оборудования. Свободные ионы, попадая на деталь с порошком, прибавляют свой заряд к заряду, накопившемуся на нанесённом слое. На некоторых местах заряд повышается настолько, что проскакивают микроискры, образуя кратеры. Обратная ионизация также снижает эффективность переноса. Положительные ионы выходят за пределы порошковой краски, они притягиваются к отрицательно заряженным частицам порошка, непрерывно поступающим на поверхность заземлённой части. Соударение положительных ионов и отрицательно заряженных частиц приводит к тому, что частицы порошка теряют свой заряд и, следовательно, способность к осаждению.
Свободные ионы, попадая на деталь с порошком, прибавляют свой заряд к заряду, накопившемуся на нанесённом слое. На некоторых местах заряд повышается настолько, что проскакивают микроискры, образуя кратеры. Обратная ионизация также снижает эффективность переноса. Положительные ионы выходят за пределы порошковой краски, они притягиваются к отрицательно заряженным частицам порошка, непрерывно поступающим на поверхность заземлённой части. Соударение положительных ионов и отрицательно заряженных частиц приводит к тому, что частицы порошка теряют свой заряд и, следовательно, способность к осаждению.
Эффект обратной ионизации более типичен при нанесении второго слоя, но может произойти также при нанесении первого.
Вот несколько советов, как избежать обратной ионизации:
- Понизьте напряжение. Это самый простой шаг предотвратить обратную ионизацию, однако Вы всегда должны быть осторожны при снижении напряжения, так как это может привести к дополнительным проблемам, таким как неприемлемое проникновение и/или укрытие. Вы можете снизить напряжение, что уменьшает ток, но также может снизить эффективность заряда. Лучшим подходом является уменьшение микроампер. Новейшее оборудование имеет регулировку ограничения тока, так что Вы можете снизить его до максимального уровня. Экспериментируйте с различными уровнями тока, чтобы найти наилучший вариант.
- Наносите с правильного расстояния. Это самая распространённая причина обратной ионизации, когда пистолет находится слишком близко к поверхности. Увеличение расстояния уменьшает ток пистолета, замедляет обратную ионизацию. Для лучшей эффективности порошковой покраски, нужно удерживать расстояние между распылителем и окрашиваемым предметом примерно 20–30 см. Во многих случаях это напрямую связано с тем, как предмет подвешивается. Убедитесь, что он устойчив, не раскачивается, так как это делает практически невозможным поддержание необходимого расстояния. Когда необходимо распылять близко к поверхности, необходимо регулировать ток, чтобы компенсировать это.
- Используйте ионный коллектор. Заземляющее кольцо или какая-либо другая форма ионного коллектора может быть применена как заземляющий источник, чтобы уменьшить эффект шероховатости поверхности. Они устанавливаются непосредственно за кончиком электрода, их цель — улавливать любые неиспользованные ионы от процесса зарядки.
 Вы можете снизить напряжение, что уменьшает ток, но также может снизить эффективность заряда. Лучшим подходом является уменьшение микроампер. Новейшее оборудование имеет регулировку ограничения тока, так что Вы можете снизить его до максимального уровня. Экспериментируйте с различными уровнями тока, чтобы найти наилучший вариант.
Вы можете снизить напряжение, что уменьшает ток, но также может снизить эффективность заряда. Лучшим подходом является уменьшение микроампер. Новейшее оборудование имеет регулировку ограничения тока, так что Вы можете снизить его до максимального уровня. Экспериментируйте с различными уровнями тока, чтобы найти наилучший вариант. Когда необходимо распылять близко к поверхности, необходимо регулировать ток, чтобы компенсировать это.
Когда необходимо распылять близко к поверхности, необходимо регулировать ток, чтобы компенсировать это.Полимеризация в печи
Для отверждения порошковая краска и подложка должны достичь определённого нагрева, оставаться нагретыми отведённый период времени без каких-либо температурных колебаний.
Обычно это от 160° до 230° по Цельсию. Как только печь достигнет температуры, она стабилизируется. После завершения процесса отверждения изделия извлекаются и охлаждаются.
Время, необходимое для полимеризации порошка, сильно варьируется, зависит от размера, формы, толщины деталей. К примеру, небольшой кронштейн может нагреваться всего десять минут, а 20-дюймовый участок толстостенной трубы будет нагреваться более часа.
К примеру, небольшой кронштейн может нагреваться всего десять минут, а 20-дюймовый участок толстостенной трубы будет нагреваться более часа.
В технической карте производителя порошкового продукта будет написано что-то вроде “нагревайте 12 минут при 180 градусах по Цельсию”. Это не означает, что изделия должны быть помещены в печь на 12 минут при 180 градусах Цельсия. Это означает, что сначала они должны достичь нужной температуры, а затем нагреваться необходимое количество времени.
Когда термореактивный порошок подвергается воздействию повышенной температуры, он начинает плавиться, растекаться, а затем образует перекрёстные связи внутри полимера, развивает все свойства плёнки.
Шагрень на порошковом покрытии
Для большинства порошковых составов требуется достичь толщины при распылении не менее 50 микрон, чтобы получить приемлемо гладкую плёнку. Если вы нанесёте слишком мало порошка, то получите зернистую текстуру. Это происходит, потому что на поверхности его не хватает, чтобы он растекался, создавая однородную плёнку. Если порошка будет слишком много, то, скорее всего, получите большую волнистую шагрень.
Если вы нанесёте слишком мало порошка, то получите зернистую текстуру. Это происходит, потому что на поверхности его не хватает, чтобы он растекался, создавая однородную плёнку. Если порошка будет слишком много, то, скорее всего, получите большую волнистую шагрень.
Многие производители предпочитают иметь определённую шагрень, так как она помогает скрыть дефекты металла, возникшие при производстве, а полученное ЛКП менее подвержено появлению видимых отпечатков пальцев.
Можно держать светодиодный фонарик, направленный на поверхность во время распыления. Как только скроется голый металл, распыление можно прекратить.
Очень важно хорошее заземление. Иначе будут проблемы с обратной ионизацией, влияющей на образование крупной шагрени.
Для получения покрытия, полностью без шагрени, можно применять следующий метод.
- Распыляйте порошок, как обычно.
- Положите деталь в печь, установите температуру 118 градусов по Цельсию.
- Как только нанесённый слой будет выглядеть мокрым, извлеките деталь.
- Немедленно распылите очень тонкий слой, достаточный, чтобы не было видно отражения от расплавившегося порошка.
- Далее нужно поместить деталь обратно в печь, выполнить полную полимеризацию.

Порошковые металлики
Существует несколько технологий производства порошковых красок с эффектом металлик: экструдирование, сухое смешение и бондирование. Есть также новая технология инкапсулированных алюминиевых пигментов. Порошковые краски с эффектом «металлик», произведённых по этой технологии не требуют последующего порошкового лакирования.
Экструдирование представляет собой смешивание всех компонентов, включая металлические частицы, дальнейшую экструзию получившейся смеси. При такой обработке частицы «металлика» разрушаются, теряя свою форму, что ухудшает эффект. Метод экструзии расплава не нашёл широкого применения при производстве порошковых «металликов».
При такой обработке частицы «металлика» разрушаются, теряя свою форму, что ухудшает эффект. Метод экструзии расплава не нашёл широкого применения при производстве порошковых «металликов».
При методе сухого смешения металлические частицы добавляются к готовому порошку краски, потом смешиваются в миксере. Структура частиц не изменяется, что даёт хороший металлический эффект.
Кроме того, электростатическое распыление заставляет металлические чешуйки “комковаться” друг с другом под действием электростатической силы и, таким образом, вызывает неравномерный блеск. Бондированный (склеенный) «металлик» преодолевает все эти проблемы. При производстве порошковых металликов способом бондирования (сплавления), частицы краски прилипают к частицам пигмента «металлик». Существует также способ холодного бондирования пигмента, придающего эффект «металлик», с частицами краски с помощью высокоскоростного перемешивания. Это устраняет некоторые недостатки термического бондирования, а также снижает стоимость производства.
Это устраняет некоторые недостатки термического бондирования, а также снижает стоимость производства.
Преимущества бондированных порошковых «металликов»:
- — Можно использовать регенерированный порошок.
- — Более лёгкое равномерное нанесение.
- — Более выраженный, равномерный металлический эффект.
Технология инкапсулированных алюминиевых пигментов основана на золь-гелевой химии. Для защиты алюминия от окисления и химического воздействия применяется несколько схем инкапсуляции. Алюминиевые пигменты, инкапсулированные с прозрачным силикатным слоем, показывают максимально возможную механическую и химическую стойкость. Они не влияют на электростатический заряд при порошковой покраске. Благодаря толстой полимерной оболочке пигмент ведёт себя как частица порошковой краски. Это приводит к эффективности покраски, сниженной склонности к “облачности”. Оптические характеристики получаются ближе к характеристикам жидких ЛКП. Инкапсулированные алюминиевые пигменты можно наносить без лака.
Оптические характеристики получаются ближе к характеристикам жидких ЛКП. Инкапсулированные алюминиевые пигменты можно наносить без лака.
Советы по применению порошковых «металликов»
- Уменьшите напряжение коронного разряда: чем меньше напряжение, тем лучше проявляется эффект металлик.
- Расстояние от пистолета до поверхности должно быть больше, чем при применении стандартной порошковой краски. Обычно это 20–30 см.
- При окраске «металликом» изделий со сложными формами, может потребоваться ещё больше снизить напряжение коронного разряда, а также использовать специальные насадки, чтобы изменить аэродинамику.
Порошковые покрытия со специальным эффектом
Необходимость применить специальный порошковый эффект может исходить от желания скрыть поверхность подложки, которая выглядит не очень хорошо. Текстуры и специальные эффекты могут быть получены путём изменения механизма отверждения или введения добавок.
Морщины (wrinkles)
Морщины — специальный эффект, который добавляет глубину цвета, а также довольно хорошо скрывает несовершенства поверхности. Вы должны увеличить температуру в начале цикла отверждения, чтобы обеспечить равномерное образование морщин.
Translucent (полупрозрачный)
Как следует из названия, полупрозрачные составы покрывают подложку, обеспечивают цвет, но при этом подложка просвечивает через нанесённый слой. Применяя этот эффект, очень легко получить неравномерную пигментацию, особенно если подложка имеет неравномерную форму. Различия толщины плёнки всего лишь в полмиллиметра могут быть заметны. Любые дефекты на подложке будут проявляться через полупрозрачный слой. Если предварительная обработка не удалит их, то вам лучше будет распылить непрозрачную базу.
Dormant (дремлющий, пассивный)
Спецэффект Dormants — это двухслойная система..jpg) Базовый и верхний слой наносятся и нагреваются раздельно. Сначала цветная база, обычно содержащая металлический пигмент, потом второй слой. Именно последний верхний слой «вытягивает» неактивный цвет, оживляет его. Например, красный цвет будет выглядеть как розовый до добавления верхнего слоя.
Базовый и верхний слой наносятся и нагреваются раздельно. Сначала цветная база, обычно содержащая металлический пигмент, потом второй слой. Именно последний верхний слой «вытягивает» неактивный цвет, оживляет его. Например, красный цвет будет выглядеть как розовый до добавления верхнего слоя.
River Vein
Этот эффект придаёт особую текстуру, может скрыть дефекты поверхности. Толщина является ключевым моментом при окрашивании продуктом «River vein». Следует придерживаться рекомендаций производителя.
Двухслойные покрытия
Порошковая покраска, как правило, осуществляется в один слой. Некоторые краски, например металлики, могут потребовать прозрачного лака для защиты металлического эффекта. Существуют также металлики, не требующие лака.
Двухслойные системы могут дать большие преимущества. Это один из способов достичь усиленной защиты от коррозии.
Двухслойные системы могут также способствовать улучшению цветных покрытий с помощью ярких пигментов. Например, чтобы получить неоновые цвета, рекомендуется сначала нанести белый, а затем неоновый цвет. Вообще, белая основа усиливает яркость любого цвета.
Существуют две процедуры для многослойных покрытий. Они зависят от того, какой тип порошкового покрытия распыляется.
- Нанесение первого слоя, его частичная полимеризация, потом нанесение второго, окончательное отверждение.
- Нанесение и отверждение каждого слоя.
Нанесение первого слоя, его частичная полимеризация, потом нанесение второго и окончательное отверждение
Преимущество данного метода — улучшенная межслойная адгезия. Два слоя «сшиваются» между собой, а также приклеиваются к поверхности.
После того, как Вы нанесёте 1‑й слой, Вы помещаете деталь в печь, но нагреваете её только на 60–75 %. Это означает, что если инструкция предусматривает нагрев 10 минут при 200 градусах, вы греете только 6–7 минут. Затем вынимаете деталь из печи, даёте ей полностью остыть. Далее делаете второе распыление, снова помещаете в печь, чтобы полимеризовать по полному циклу.
Это означает, что если инструкция предусматривает нагрев 10 минут при 200 градусах, вы греете только 6–7 минут. Затем вынимаете деталь из печи, даёте ей полностью остыть. Далее делаете второе распыление, снова помещаете в печь, чтобы полимеризовать по полному циклу.
Не все составы будут работать вместе. Важно использовать продукты, разработанные для совместной работы. Пользуясь одной маркой продукта для обоих слоёв, Вы обеспечите некоторую последовательность, можете обратиться к производителю за рекомендациями, если возникнут проблемы.
Следите за толщиной первого слоя. Слишком толстый первый слой вызовет проблемы со следующим нанесением. При порошковой покраске электрический заряд не пройдёт через толстый слой так же легко, как если бы он был более тонким.
Отверждение каждого слоя
Иногда требуется полностью отвердить каждый слой. К примеру, если Вы наносите хромированное порошковое покрытие, то сначала распыляете состав, дающий эффект хромирования и завершаете цикл полимеризации на 100%. Затем позволяете детали полностью остыть до комнатной температуры, наносите 2‑ой слой. Затем кладёте её обратно в печь, нагреваете снова. Покрытие с данным эффектом нельзя получить по-другому, отверждая первый слой не полностью.
К примеру, если Вы наносите хромированное порошковое покрытие, то сначала распыляете состав, дающий эффект хромирования и завершаете цикл полимеризации на 100%. Затем позволяете детали полностью остыть до комнатной температуры, наносите 2‑ой слой. Затем кладёте её обратно в печь, нагреваете снова. Покрытие с данным эффектом нельзя получить по-другому, отверждая первый слой не полностью.
Настройка напряжения
Регулировка настройки напряжения на пистолете помогает при нанесении нескольких слоёв. Второе распыление всегда следует делать с уменьшенным напряжением, как правило, на 50%, чем первое. Лучше всего экспериментировать с напряжением, находить наиболее подходящую настройку, учитывая конкретную ситуацию. Регулируемые настройки напряжения можно найти только на оборудовании среднего и профессионального уровня.
Оборудование для порошковой покраски
Тип оборудование для порошковой покраски зависит от того, какой объём работы будет выполняться. Какой уровень автоматизации требуется? Какой площадью Вы располагаете?
Какой уровень автоматизации требуется? Какой площадью Вы располагаете?
Оборудование для порошкового окрашивания
- Специальный пистолет. На рынке представлено множество типов пистолетов для порошковых составов. Как правило, устройства профессионального класса более надежные, обеспечивают лучшие результаты.
- Для систем порошковой покраски необходим сжатый воздух. При проектировании пневматической установки для порошковой покраски, необходимо определить количество необходимого сжатого воздуха. Должен быть добавлен дополнительный запас от 15% до 25%, чтобы учесть утечки. Пистолеты для порошковых красок не требуют очень большого компрессора. Однако нужно учитывать другие потребности в сжатом воздухе, для пескоструйной обработки, обдува деталей. Требуется подача чистого, сухого, не содержащего масел сжатого воздуха. Существует много способов фильтрации воздуха от воды и масла. Один из лучших вариантов представляет собой осушитель охлаждённого воздуха. Это устройство охлаждает воздух ниже точки росы, вода выпадает из воздуха, затем устройство отделяет воду, нагревает воздух обратно до комнатной температуры, посылает дальше. Внутри это устройство очень похоже на кондиционер.
- Оборудование для пескоструйной обработки.
- Мойка высокого давления.
- Печь для полимеризации. Печи бывают разных размеров и конфигураций. Большая печь позволяет нагревать более крупные изделия, а также позволяет одновременно нагревать большие партии изделий обычного размера.
 Один из лучших вариантов представляет собой осушитель охлаждённого воздуха. Это устройство охлаждает воздух ниже точки росы, вода выпадает из воздуха, затем устройство отделяет воду, нагревает воздух обратно до комнатной температуры, посылает дальше. Внутри это устройство очень похоже на кондиционер.
Один из лучших вариантов представляет собой осушитель охлаждённого воздуха. Это устройство охлаждает воздух ниже точки росы, вода выпадает из воздуха, затем устройство отделяет воду, нагревает воздух обратно до комнатной температуры, посылает дальше. Внутри это устройство очень похоже на кондиционер.Покрасочная камера
Покрасочная камера предназначена для поддержания чистоты остальной части вашего цеха, обеспечивая при этом хорошо освещённую зону окрашивания. Все кабины порошкового напыления имеют один или несколько вытяжных вентиляторов. Вытяжка содержит фильтры, чтобы улавливать избыточный распылённый порошок.
Вытяжка содержит фильтры, чтобы улавливать избыточный распылённый порошок.
В продаже есть множество конфигураций камер. Приобретение нужного Вам оборудования зависит от наличия свободных площадей, от ваших требований к рабочему процессу. К примеру, если у вас ограниченное пространство, то специально оборудованная стена для распыления поможет вам получить необходимый поток воздуха с фильтрацией. По сути, это покрасочная камера без стен или крыши.
Вы можете сделать самодельную камеру, используя картонные коробки, дерево, или что-то другое. Заднюю стену можно оборудовать коробчатым вентилятором с фильтром для улавливания избыточно распылённого порошка.
Печь для полимеризации
Порошковые печи нагревают детали, после порошковой покраски, для полимеризации порошка. Нагрев вызывает химическую реакцию нанесённого слоя, что приводит к высокой плотности сшивания химических связей плёнки. Внутри печи установлены термостаты и регуляторы, чтобы можно было выбрать желаемую температуру полимеризации и время нагрева. Сколько времени занимает процесс, зависит от толщины металла, от технических характеристик порошка. Более длительный период при более низкой температуре может работать так же, как и более короткий период при более высокой температуре.
Внутри печи установлены термостаты и регуляторы, чтобы можно было выбрать желаемую температуру полимеризации и время нагрева. Сколько времени занимает процесс, зависит от толщины металла, от технических характеристик порошка. Более длительный период при более низкой температуре может работать так же, как и более короткий период при более высокой температуре.
Распространены два типа печей:
- Конвекционная печь используется чаще всего. Обогреватели нагревают воздух, который затем циркулирует внутри печного пространства.
- Терморадиационные печи. Для нагрева используют энергию ИК-излучения. Такие печи очень эффективны, внутри них порошковые покрытия полимеризуются очень быстро. Они иногда непригодны для изделий c разной толщиной и сложной формой.
Чаще всего печи имеют электрические нагревательные элементы или систему отопления, работающую на природном газе или сжиженном нефтяном топливе.
Порошковая покраска своими руками
Можно осуществить порошковую покраску своими руками с помощью специального набора. Один из примеров – «Craftsman powder coating system», пистолет для порошковых покрытий, не требующий воздушного компрессора. Его просто использовать, он не имеет каких-либо регулировок.
Вам понадобится электрическая духовка, способная поддерживать нагрев 200 градусов по Цельсию. Если это печь для приготовления пищи, знайте, что вы никогда больше не должны будете готовить в ней еду, так как это опасно для здоровья.
Используя недорогой набор для порошковой покраски, можно достичь хороших результатов, однако, Вы не получите качество и долговечность как в профессиональной мастерской. Недорогой пистолет сможет заряжать частицы до 10 кВ. Потребуется намного больше электростатического заряда для того чтобы правильно получить порошковое покрытие со всеми надлежащими свойствами. Устройства промышленного типа заряжают частицы от 30 кВ до 100 кВ.
Устройства промышленного типа заряжают частицы от 30 кВ до 100 кВ.
Здоровье и безопасность
Порошковое покрытие не только более долговечное, чем обычное ЛКП, но также безопаснее при нанесении.
Поскольку порошковые составы не содержат жидкостей для испарения, они не выделяют летучих органических соединений, полностью исключают сопутствующие риски для здоровья и безопасности.
Следует соблюдать практические методы уменьшения воздействия порошка на человека. Вообще, сырьё, используемое при производстве порошковых красок, относительно малоопасное. Ни одна из эпоксидных, полиэфирных или акриловых смол, обычно используемых при изготовлении термореактивных порошковых составов, не определена как опасный материал стандартом OSHA.
Средства индивидуальной защиты
Прежде чем приступать к любым работам по порошковой покраске, важно защитить себя. Порошковые составы не так токсичны, как жидкие лакокрасочные материалы, но всё же важно держать их подальше от кожи, от глаз, от лёгких. Существуют различные уровни защиты. Профессиональный оператор, который занимается порошковой покраской 50 часов в неделю, должен быть хорошо защищён. Можно порекомендовать 3M Full Face Respirator и защитный костюм. Малярный костюм не только не допустит попадания на оператора химических частиц, но также поможет предотвратить перенос пыли и волос на вашу деталь во время распыления.
Существуют различные уровни защиты. Профессиональный оператор, который занимается порошковой покраской 50 часов в неделю, должен быть хорошо защищён. Можно порекомендовать 3M Full Face Respirator и защитный костюм. Малярный костюм не только не допустит попадания на оператора химических частиц, но также поможет предотвратить перенос пыли и волос на вашу деталь во время распыления.
Порошковая покраска автомобильных литых дисков
Автомобильные литые диски можно покрыть порошковой краской. Однако есть мнение, что процесс её полимеризации нагревом в печи влияет на структуру литых алюминиевых дисков. Нагрев может влиять на алюминий, делая его более хрупким, снижая усталостную долговечность. Так «TUV» (Technischer Überwachungsverein), организация в Германии, которая сертифицирует все изделия и процессы для автомобилей, категорически запрещает нагрев литых дисков свыше 90 градусов по Цельсию в течение любого периода времени. По их правилам разрешается нагрев не более 40 минут до температур ниже 90 градусов.
По их правилам разрешается нагрев не более 40 минут до температур ниже 90 градусов.
Температура полимеризации краски в печи может влиять на свойства металла, полученное во время температурной обработки при производстве. Отжиг на заводе проводится до, а также вовремя формовки и механической обработки для уменьшения или устранения нарастания напряжений внутри изделия при изготовлении. Отжиг осуществляется в диапазоне 300–410°С, в зависимости от сплава. Время нагрева варьируется от 0,5 до 3 часов.
В качестве аргумента безопасности порошкового окрашивания дисков можно привести непродолжительность температурного воздействия в печи полимеризации и достаточно небольшой нагрев, по сравнению с температурой отжига на заводе. Большинство порошковых составов требуют нагрев от 150 до 200 градусов по Цельсию при времени затвердевания около 1 часа. Множество владельцев автомобилей, сделавших порошковую покраску литых дисков, не испытывали с ними никаких проблем. Какая-либо опасность может быть только при повышенных нагрузках на гоночных автомобилях.
Какая-либо опасность может быть только при повышенных нагрузках на гоночных автомобилях.
Последние достижения в области составов для порошковой покраски привели к снижению температуры отверждения до 105/120 °C. Эти новые продукты более желательны, поскольку их полимеризация точно не влияет на предыдущие этапы термической обработки для сплавов, таких как алюминий.
Последовательность порошковой покраски литых дисков
- Снимите колёса с автомобиля.
- Вручную очистите и обезжирьте колеса с помощью специального средства.
- Старое ЛКП можно удалить пескоструйной обработкой или специальной смывкой. После чего все остатки нужно тщательно отмыть и высушить диски.
- Нагрейте диски в печи, чтобы высвободить газы, которые могут привести к дефектам порошкового ЛКП. Нагревайте диски при температуре около 220–230 градусов по Цельсию в течение как минимум 30 минут. Запускайте 30-минутный таймер только после того, как алюминий достигнет 220–230 градусов. Если диски все еще заметно коптят по истечении 30 минут, оставьте их в печи на более длительное время, пока не останется больше никакого дыма.
- Снова тщательно очистите диски.
- Нанесите порошковое покрытие на диски.
- Поместите диски в печь до полной полимеризации порошковой краски.
 Запускайте 30-минутный таймер только после того, как алюминий достигнет 220–230 градусов. Если диски все еще заметно коптят по истечении 30 минут, оставьте их в печи на более длительное время, пока не останется больше никакого дыма.
Запускайте 30-минутный таймер только после того, как алюминий достигнет 220–230 градусов. Если диски все еще заметно коптят по истечении 30 минут, оставьте их в печи на более длительное время, пока не останется больше никакого дыма.Печатать статью
Технология порошковой покраски металла | Эксперты отделки
Гусевский Андрей Анатольевич
Технология порошковой покраски металла
Порошковая покраска металла технология не такая и сложная. Здесь надо просто соблюдать технологию и вы получите качественную и привлекательную поверхность.
Сегодня мы расскажем, что из себя представляет технология порошковой окраски и как ее сделать правильно причем своими руками. Тогда конечная цена будет не большой. Так же на видео в этой статье и фото вы сможете найти много дополнительной и нужной информации.
Содержание статьи
- Что такое порошковая покраска
- Какое оборудование нужно для порошковой краски
- В чем заключается принцип окрашивания порошковой краской
- Правила порошковой покраски
- Завершение работы
Что такое порошковая покраска
Технология порошковой покраски несколько отличается от обычной. Судя по названию можно понять, что краска является мелкодисперсным порошком. В его структуре заключаются неорганические и органические вещества, а именно полимеры. Технология окраски порошковой экологически безопасна и дает идеальное и долговечное покрытие.
Благодаря ей можно добиться декоративного покрытия детали и придать наилучшего эстетического вида. Краска оплавляться при двухсот градусах температуры. Для покраски данным методом отлично подходит метал и стекло.
Свою популярность порошковая краска завоевала по следующим преимуществам:
- Ее использование куда экономнее от классических видов.
- Порошковая краска невероятно быстро высыхает после нанесения.
- Это продукт очень просто в использовании.
- Здесь присутствует различная декоративность.
- Прочность и долговечность — особенное важные характеристики для любой краски.
- Экологичность.
- В ее состав входят полимерные смолы, отвердители и прочие пигментирующие. На них воздействует высокая температура печи (приблизительно до 200 градусов). Она формирует в них прочность и идеальность покрытия.
- Данный метод окрашивания применяется только к той поверхности, которая способна выдержать процесс полимеризации. Ведь для нее понадобится высокий уровень нагрева температуры.

Чтобы создать однородное покрытие, нужно использовать камеру полимеризации (см. Делаем печь для порошковой покраски своими руками). Своего рода это печь, в которой поддерживается температура до 200 градусов.
Внимание: Перед покраской стоит задуматься над тем, или способна окрашиваемая деталь выдержать столь высокий уровень температуры.
 Хотя сам процесс не занимает много времени, но последствия конкретно зависят от самого предмета окрашивания.
Хотя сам процесс не занимает много времени, но последствия конкретно зависят от самого предмета окрашивания.Конечно, есть и некоторые минусы. Например, для окрашивания своими руками понадобится большое умение, так как сам технологический процесс требует особые условия. Разве вы сможете заменить камеру полимеризации?
Есть затруднения с цветом. Нельзя смешать два вида порошка, чтобы добиться какого-то определенного цвета и оттенка. Попросту вы не добьетесь однотонности. В целом, рынок предоставляет самые различные варианты по выбору цвета.
Какое оборудование нужно для порошковой краски
Технология нанесения порошковых красок предполагает наличие покрасочной камеры. Просто на воздухе ничего сделать не получится.
- Чтобы процесс покраски был выполнен быстро и качественно, для этого понадобится правильно подобрать помещение. По правде говоря, для такого вида работы подойдет и гараж. Главное, чтобы там было достаточно места для размещения необходимого оборудования и для самого удобства в работе.
- Перед начало процесса окраски следует подготовить само оборудование. В роли оборудовании выступает специальная камера. Большая часть работы как раз в ней и происходит. Характеристики данной печи зависят от обрабатываемого материала.

Аспекты, которые следует знать при покраске:
- В специальной камере размещается еще одна камера, которая отвечает за напыление порошковой краски в саму печь. Если вы не планируете заниматься порошковой окраской постоянно, можно обойтись и без плавильной печи. Духовочный шкаф также подойдет для данного вида работы.
- Кроме основного оборудования, понадобится и дополнительное. Речь идет про электростатический пистолет-пульверизатор (см. Пульверизатор для краски: особенности использования). Важно, чтобы в его функционале присутствовала возможность подключить сжатый воздух. В принципе, можно использовать и компрессор. Для него понадобится фильтр высокого давления.
- Технологические процессы порошковой покраски по металлу требуют помещение с хорошим освящением. Для этого дела подойдут дневные лампы. Главное, чтобы на поверхность лампы не налипала краска. Еще понадобится хорошая вентиляция. Она послужит защитой для вашего здоровья. Ибо без вентиляции процесс работы может оказывать вред для человеческого организма.
- Что делать с остатками краски? В этом вам поможет рекуператор. Конечно, вы можете обойтись и без профессионального оборудования. Достаточно будет использовать пылесос циклонного типа. Но не в коем случае не стоит воспользоваться обычным, так как он будет забиваться. В целом, для эксплуатации такого ассортимента оборудования важно потребуется мощная электросеть.
- Если окрашиваться будут изделия больших объемов или габаритов, эффективно будет использовать транспортную систему. Важно, чтобы каждую деталь можно было свободно передвигать для более тщательного этапа окраски.
- Специальная транспортная система способствует ускоренному процессу окрашиванию порошковой краской. Передвигаемые тележки на рельсах значительно повышают скорость производства и уровень удобства самого процесса нанесения краски.
 Для этого дела подойдут дневные лампы. Главное, чтобы на поверхность лампы не налипала краска. Еще понадобится хорошая вентиляция. Она послужит защитой для вашего здоровья. Ибо без вентиляции процесс работы может оказывать вред для человеческого организма.
Для этого дела подойдут дневные лампы. Главное, чтобы на поверхность лампы не налипала краска. Еще понадобится хорошая вентиляция. Она послужит защитой для вашего здоровья. Ибо без вентиляции процесс работы может оказывать вред для человеческого организма.
В чем заключается принцип окрашивания порошковой краской
Технология порошковой окраски металла предполагает равномерное распыление красителя по плоскости. В этом процесса равномерно ложится на поверхность окрашиваемого предмета. Чтобы добиться долгой стойкости краски, нужно выполнять работу равномерно и не спеша.
Цена покрытия большая, но давайте разберемся, на сколько оно привлекательно:
- Стоимость порошковой покраски такая же самая, как и традиционной. Тем не менее, преимуществ у нее куда больше, чем от стандартных методов.
- Детали окрашиваемые порошковой краской приобретают декоративные качества. Например, вы можете найти на рынке самые разнообразные цвета и оттенки. В их выборе могут находится универсальные цвета (к примеру, серебристый и золотистый).
- Данным методом покраски можно добиться различного вида стилистики. Допустим, вам необходимо, чтобы окрашиваемый материал выглядел как бронза, серебро или гранит. В этом отлично поможет краска по металлу порошкового состава. Кроме этих эффектов доступны и другие. А именно, применение на рабочем материале эффекта хамелеона, перламутр и антик. То есть, кроме структуры изделия, возможно изменить и фактуру.
 В этом отлично поможет краска по металлу порошкового состава. Кроме этих эффектов доступны и другие. А именно, применение на рабочем материале эффекта хамелеона, перламутр и антик. То есть, кроме структуры изделия, возможно изменить и фактуру.
В этом отлично поможет краска по металлу порошкового состава. Кроме этих эффектов доступны и другие. А именно, применение на рабочем материале эффекта хамелеона, перламутр и антик. То есть, кроме структуры изделия, возможно изменить и фактуру.Правила порошковой покраски
Сейчас очень часто присутствует необходимость в покраске металла, а значит многих заинтересует метод порошковой покраски. Он может гарантировать эстетичность и защиту изделию, а сам процесс окрашивания не требует длительных сроков. Это один из самых популярных методов признанный по европейским стандартам.
Нанесение порошкового красителя
| Обработка материала | Перед началом работы нужно как следует подготовить материал. От этого зависит весь успех наложения краски и как она будет смотреться в дальнейшем. Чего следует избегать перед покраской, так это загрязнений и ржавчины.
|
| Подходим к концу подготовки поверхности | После тщательной очистки понадобится осуществить химическое обезжиривание, а после чего просушить материал. В зависимости от будущей эксплуатации изделия, порошковое окрашивание может требовать хроматирование или фосфатирование поверхности перед нанесением слоя краски. Особенно это касается окраски дисков. |
| Маскировка | Иногда не все части детали приходится красить, а для этого используют маскировку. Она помогает прикрыть те места, которые не нуждаются в покраске. Зачастую маскировку частично используют, чтобы разделить детали на необходимое число частей не требующих покраску. Например, покрывают резьбу и шлифованные части. |
| Красим метал | После маскировки и тщательной очистки изделие закрепляют на транспортере. А после его переносят в специальную камеру, где будет происходить процесс порошковой окраски. Дальше начинается режим распыления при помощи электростатического инструмента. По завершению предыдущих этапов работ, краска будет держатся за счет энергии нанесенной специальным устройством. При неосторожности ее можно легко сдуть или стереть. |
| Покрытие металла полимерным методом | Как упоминалось выше, слой порошка не закреплен и от него легко можно избавиться. Соответственно, закрепить его можно при помощи камеры полимеризации. В печи краска будет оплавляться, а после она затвердеет. Этот процесс осуществляется при довольно высокой температуре. Слой краски при максимальном нагреве быстро расплавляется и сцепляется с поверхностью детали, так как проникает в ее поры. |
 Конечно, в таком случае, нанесенный слой поверх другого не будет столь эффективным, чем при прямом контакте с материалом.
Конечно, в таком случае, нанесенный слой поверх другого не будет столь эффективным, чем при прямом контакте с материалом. Такой же метод используют при покраске дисков.
Такой же метод используют при покраске дисков.Завершение работы
Специальная печь выполнила свою работу и осталось только извлечь деталь. Нужно дать время остыть изделию, в то время как порошковая краска конкретно станет твердой. На все это понадобится 24 часа, чтобы получить гарантированную прочность.
Итак:
- Для метода порошковой покраски металлических изделий крайне необходимо специальное оборудование и прилежное для данной работы помещение. Естественно, что в связи с такими требованиями гарантированы конкретные расходы. Вы можете сэкономить за аренду места воспользовавшись своим же гаражом. Тем не менее, покупать столь профессиональное оборудование стоит в том случае, если вы планируете им пользоваться на постоянной основе.
- Какое выбрать оборудование для себя? Профессионалы советуют приобрести продукцию от компании Encore. Она предлагает широкий выбор систем окрашивания, как для ручного режима, так и для автоматического. Данную продукцию могут себе позволить приобрести обычные бизнесмены и более крупные клиенты, у которых налажено свое собственное производство. От компании Encore вы можете получить полный ассортимент оборудования: оборудование порошкового напыления, электростатический инструмент, камеры ручной и автоматической окраски.
- Если хотите осуществить быструю и качественную покраску, рекомендуется выбирать система с автоматическим режимом. Она вмещает в себе дополнительные комплектации с манипуляторами, которые облегчают работу. При крупном бизнесе советуется воспользоваться интегрированной системой управления. Таким способом технологический процесс будет значительно оптимизирован.
- Еще одно преимущество автоматических систем заключается в том, что они позволяют сэкономить приблизительно до 20 процентов используемого материала, а в данном случае это касается порошка. Вот в ручном режиме сэкономить вряд ли получиться. Тем не менее, ручной вариант не такой дорогой по стоимости в отличии от автоматического.
 Она предлагает широкий выбор систем окрашивания, как для ручного режима, так и для автоматического. Данную продукцию могут себе позволить приобрести обычные бизнесмены и более крупные клиенты, у которых налажено свое собственное производство. От компании Encore вы можете получить полный ассортимент оборудования: оборудование порошкового напыления, электростатический инструмент, камеры ручной и автоматической окраски.
Она предлагает широкий выбор систем окрашивания, как для ручного режима, так и для автоматического. Данную продукцию могут себе позволить приобрести обычные бизнесмены и более крупные клиенты, у которых налажено свое собственное производство. От компании Encore вы можете получить полный ассортимент оборудования: оборудование порошкового напыления, электростатический инструмент, камеры ручной и автоматической окраски. Тем не менее, ручной вариант не такой дорогой по стоимости в отличии от автоматического.
Тем не менее, ручной вариант не такой дорогой по стоимости в отличии от автоматического.Порошковая технология нанесения не такая и сложная. Приобретя себе камеру вполне на этом можно и зарабатывать деньги. Инструкция поможет вам не допустить ошибок при выполнении работы.
Careers – Технология порошкового покрытия
Отделка металлов – это специализированное ремесло, и мы гордимся тем, что предоставляем наши высококачественные услуги и отделку жилым и коммерческим клиентам по всему региону. Мы всегда ищем энтузиастов в команде, которые разделят успех технологий порошковых покрытий. Мы приглашаем вас узнать, что делает нас прекрасным местом для работы, обучения и участия в растущей команде.
5 веских причин для работы в технологии порошковых покрытий
Сейчас нанимаются
Порошковая окраска
Полное описание работы
Требуется опыт работы в области порошковой окраски от 2 лет. Технологии порошкового покрытия — это динамично развивающаяся мастерская по производству порошковых покрытий, которая ищет опытного специалиста по нанесению порошковых покрытий на первую смену.
Технологии порошкового покрытия — это динамично развивающаяся мастерская по производству порошковых покрытий, которая ищет опытного специалиста по нанесению порошковых покрытий на первую смену.
Зарплата: Начиная с $18/час
Сменный график: С понедельника по пятницу. с 8:00 до 16:30, возможна сверхурочная работа
Обязанности
- Установка и эксплуатация оборудования для порошковой окраски
- Помощь с загрузкой/разгрузкой материала при необходимости
- Выявление и помощь в устранении проблем с качеством материалов
- Маска и заготовка для порошковой окраски
- Нанесение порошковых покрытий в соответствии со спецификациями
- Обслуживание порошковой камеры и связанных с ней производственных площадей
Квалификация
- Минимум требуется двухлетний опыт работы.
- Практический опыт или способности к механике
- Умение управлять вилочным погрузчиком (желательно, но можно обучить)
- Навыки эффективного устного и письменного общения
- Внимание к деталям и качество
- Ориентация на команду со способностью работать независимо
- Надежная транспортировка
- Способность поднимать 50+ фунтов
Пособия
- Медицинское/стоматологическое страхование
- HSA (медицинский сберегательный счет)
- ПРОСТОЙ план IRA
- Оплачиваемый отпуск/отпуск (PTO) после 90 дней работы
Служащий по отгрузке и приемке
Полное описание работы
Обзор:
Мы непрерывно работаем уже более 30 лет и в настоящее время ищем клерка по отгрузке и приемке для работы на нашем предприятии в Плимуте, штат Миннесота.
В качестве клерка по отгрузке и приемке вы будете работать в коллективе и нести ответственность за отгрузку и получение материалов, промышленных материалов и другого инвентаря. Позиция FT Days, M-F.
Обязанности:
- Использование ручных инструментов и работа с погрузочно-разгрузочным оборудованием, включая вилочные погрузчики, тележки для поддонов, ручные тележки и т. д., для транспортировки материалов
- Погрузка и разгрузка грузовиков с помощью домкратов, вилочных погрузчиков и вручную
- Проверить товар по отгрузочным документам.
- Упаковать товар для отправки в соответствии со спецификацией
- Перекрестное движение и поворот в другие положения по мере необходимости
- Помощь в поддержании чистоты и порядка на складе
Квалификация:
- Диплом средней школы или GED
- Минимум 1-2 года соответствующего опыта
- Способность работать независимо, следуя общим процедурам
- Способность выполнять несколько задач
Физические требования:
- Способность поднимать 50 фунтов на постоянной основе
- Должен уметь эффективно общаться в типичной складской среде
Тип работы: Полный рабочий день Пн-Пт
График: 8-часовая смена
Преимущества:
- Возможны сверхурочные.
- Медицина/стоматология
- Оплачиваемый отпуск плюс оплачиваемый отпуск (PTO)
- HSA и простой план IRA
- График понедельник-пятница
- Дневные часы

Служащий по отгрузке и приемке — ведущий
Полное описание работы
Обзор:
Технология порошкового покрытия является признанным лидером в области отделки металла мелкосерийного производства и крупных промышленных/коммерческих деталей. Мы непрерывно работаем уже более 30 лет и в настоящее время ищем ведущего клерка по доставке / приемке для работы на нашем предприятии в Плимуте, штат Миннесота. На этой должности вы будете частью команды, которая поддерживает ежедневные рабочие процессы нашего бизнеса. Позиция FT Days, M-F.
Обязанности:
- Контроль работы отдела отгрузки/приемки. Убедитесь, что все процессы соблюдаются при выполнении рабочих задач.
- При необходимости координируйте с начальником производства планирование, управление запасами и другие действия.
- Установите приоритеты и дайте ежедневные рабочие указания персоналу S/R.
- Руководство персоналом S/R для удовлетворения спроса, указанного в графике отгрузки.
- Руководство и обучение персонала S/R безопасной и эффективной упаковке, транспортировке и обработке материалов.
- Типичные операции по отгрузке включают: Проверка товаров по отгрузочным документам, упаковка товаров для отправки в соответствии со спецификациями, а также инвентаризация картонных коробок, лент, поддонов, пенопласта и других упаковочных материалов.
- Типичные действия по приемке включают: Прием поступающих материалов и их разгрузку из грузовиков; проверка поступающих материалов по коносаментам, упаковочным листам и т. д.; проверка идентификации и количества материалов; ведение учета полученных товаров и поврежденных товаров.
- Выполнение рабочих обязанностей, связанных с координацией перемещения материалов по цеху.
- Использовать ручные инструменты и работать с погрузочно-разгрузочным оборудованием, включая вилочные погрузчики, домкраты для поддонов, ручные тележки и т. д., для перемещения материалов, загрузки и разгрузки грузовиков.

 д., для перемещения материалов, загрузки и разгрузки грузовиков.
д., для перемещения материалов, загрузки и разгрузки грузовиков.- Поддерживайте аккуратную, чистую и безопасную среду на складе и в транспортной среде, а также распределяйте обязанности по уборке.
- Прочие обязанности по поручению руководства.
Квалификация:
- Диплом средней школы или GED
- Опыт руководящей работы 1-2 года предпочтителен
- Опыт работы на вилочном погрузчике
- Ориентация на детали и умение работать в режиме многозадачности
- Готов к перекрестным тренировкам и смене позиций по мере необходимости
Тип работы: Полный рабочий день Пн-Пт
График: 8-часовая смена
Льготы:
- Возможность случайной сверхурочной работы
- Медицина/стоматология
- Оплачиваемый отпуск плюс оплачиваемый отпуск (PTO)
- HSA и простой план IRA
- График понедельник-пятница
- Дневные часы
Присоединяйтесь к нашей команде
Новые достижения в технологии порошковых покрытий
- Фейсбук
- Твиттер
- Распечатать
Кевин Биллер, Исследовательская группа по порошковым покрытиям
Рынок порошковых покрытий в 2020 году оценивается примерно в 12 миллиардов долларов и составляет около 12,5% рынка промышленных покрытий. Прогнозируется, что после трудного 2020 года как для бизнеса, так и для операций, мировой рынок порошков вырастет на 4,5% в 2021 году, при этом Азиатско-Тихоокеанский регион лидирует примерно на 6%, а Северная Америка — на более скромные 3,4%. 1
Прогнозируется, что после трудного 2020 года как для бизнеса, так и для операций, мировой рынок порошков вырастет на 4,5% в 2021 году, при этом Азиатско-Тихоокеанский регион лидирует примерно на 6%, а Северная Америка — на более скромные 3,4%. 1
Ожидается, что рост будет обусловлен восстановлением валового внутреннего продукта, оживлением на автомобильном рынке, а также увеличением объемов ввода жилья и строительства. Стремление экологических норм к более низким летучим органическим соединениям (ЛОС) также вызовет скромный стимул для перехода от красок на основе растворителей к порошковым покрытиям.
В целом, 2020 год был медленным для инноваций в области порошковых покрытий, но многие программы разработки находились в разработке до пандемии COVID-19 и сейчас появляются, когда рыночная ситуация несколько стабилизировалась.
Недавно были внедрены достижения в низкотемпературном отверждении, а также порошки, способные соответствовать высоким стандартам долговечности, таким как Американская ассоциация производителей архитектурных сооружений (AAMA) 2605 и Qualicoat Class 3 (оба требуют 10 лет долговечности во Флориде).
Чтобы соответствовать этим спецификациям, покрытие должно пройти следующие испытания: адгезия в сухом состоянии, адгезия во влажном состоянии, адгезия к кипящей воде, ударопрочность, стойкость к истиранию, стойкость к соляной кислоте, стойкость к раствору, стойкость к азотной кислоте, стойкость к моющим средствам, стойкость к чистящим средствам для окон, 4000 ч. влагостойкость, стойкость к соляному туману 4000 часов и долговечность в Южной Флориде в течение 10 лет с максимальным изменением цвета ΔE 5,0 единиц и сохранением блеска 50%.
Эти архитектурные спецификации представляют собой наиболее строгие требования к покрытиям для коммерческих зданий, таких как небоскребы и стадионы. Кроме того, появляются устойчивые технологии, основанные либо на переработанном пластиковом сырье, либо на биологическом сырье. Кроме того, недавно дебютировали связующие, демонстрирующие повышенную коррозионную стойкость и покрытие кромок. Соответствующие новые разработки произошли в технологии тестирования и применения.
УСТОЙЧИВОСТЬ
Достигнут ряд успехов в разработке экологичного сырья, специально разработанного для порошковых покрытий. Определение устойчивости может быть неуловимым, и иногда трудно привести конкретные примеры.
Investopedia предлагает следующее краткое определение: «Устойчивое развитие направлено на удовлетворение потребностей настоящего без ущерба для способности будущих поколений удовлетворять свои потребности. Концепция устойчивости состоит из трех столпов: экономического, экологического и социального, также известного неофициально как прибыль, планета и люди». 2
Устойчивое развитие можно представить по-разному. Возобновляемые ресурсы, такие как растительное сырье, очевидны, но другие менее очевидные материалы и процессы можно найти под эгидой устойчивого развития. Например, продукты низкотемпературного отверждения потребляют меньше энергии и, следовательно, создают меньший углеродный след.
Покрытия с повышенной износостойкостью (коррозионная стойкость и стойкость к ультрафиолетовому излучению) экономят материалы, энергию и труд. Ниже приведены некоторые из последних устойчивых разработок в области порошковых покрытий.
Ниже приведены некоторые из последних устойчивых разработок в области порошковых покрытий.
БИООСНОВА И ПЕРЕРАБОТАННЫЕ
Компания allnex, производящая смолы для покрытий, взяла на себя обязательство по обеспечению устойчивого развития при разработке полиэфирных смол на основе сахаров C5 и C6, полученных из растений. 3 Ассортимент этой продукции включает карбоксильные полиэфиры, разработанные для гибридов (эпоксидное отверждение), HAA (гидроксиалкиламид) и TGIC (триглицидилизоцианурат) отвердителей.
В рамках другой экологической инициативы они разработали серию полиэфирных смол, в которых используется до 25% переработанного ПЭТ (полиэтилентерефталат). ПЭТ обычно используется для изготовления популярных двухлитровых бутылок для напитков. Интересно, что исходным сырьем являются отходы до потребления. Это значительно уменьшает потоки отходов, образующихся на предприятиях.
Следуя последним разработкам allnex, компания Sherwin Williams представила линейку гибридных покрытий Powdura® ECO. 4 Компания отмечает, что полиэфирная смола, используемая в этих покрытиях, содержит 25% переработанного пластика (rPET). В среднем один фунт порошковых покрытий содержит rPET, эквивалентный семи-десяти одноразовым бутылкам с водой, в зависимости от состава конечного продукта.
4 Компания отмечает, что полиэфирная смола, используемая в этих покрытиях, содержит 25% переработанного пластика (rPET). В среднем один фунт порошковых покрытий содержит rPET, эквивалентный семи-десяти одноразовым бутылкам с водой, в зависимости от состава конечного продукта.
Sherwin Williams рекламирует эти покрытия как простые в нанесении (более высокая эффективность переноса при первом прохождении), обладающие широкой способностью к отверждению в широком диапазоне температур и соответствующие требованиям некоторых сторонних сертификатов, которые определяют и измеряют стандарты устойчивого развития, такие как Leadership in Energy. и экологический дизайн (LEED), GreenGuard и Ассоциация производителей мебели для предприятий и организаций (BIFMA), некоммерческая организация, созданная с целью разработки добровольных стандартов, способствующих созданию безопасных условий труда).
Мемориальный институт Баттеля разработал порошковую смолу на биологической основе, отвечающую двум критериям устойчивости — возобновляемому растительному сырью и низкотемпературному отверждению. Эта полиэфирно-амидная смола содержит 85% биоосновы и способна отверждаться при температуре до 130 °C. 5
Эта полиэфирно-амидная смола содержит 85% биоосновы и способна отверждаться при температуре до 130 °C. 5
Кроме того, его алифатический химический состав обеспечивает превосходную стойкость к ультрафиолетовому излучению (УФ), что подтверждается лабораторными испытаниями (потеря глянца менее 50% за 4000 часов в ускоренных испытаниях QUV-B на погодные условия в помещении). Прототипы были представлены ограниченному числу производителей порошков для их оценки с надеждой на возможную коммерциализацию.
Большинство порошковых покрытий являются термореактивными, что составляет почти 95% рынка. Однако важно отметить, что устойчивый полимер с очень высокими эксплуатационными характеристиками составляет примерно 22% производства термопластичных порошков.
Полиамид 11, член семейства нейлоновых полимеров, получают путем полимеризации 11-аминоундекановой кислоты. Источником этой органической кислоты являются клещевины. Arkema производит этот полимер и продает его под торговой маркой Rilsan®. PA-11 используется для различных продуктов, требующих высокой производительности, включая стойки для посудомоечных машин, автозапчасти, трубопроводы для питьевой воды, уличную мебель, медицинские инструменты и наружное освещение коммерческого класса. 6
PA-11 используется для различных продуктов, требующих высокой производительности, включая стойки для посудомоечных машин, автозапчасти, трубопроводы для питьевой воды, уличную мебель, медицинские инструменты и наружное освещение коммерческого класса. 6
НИЗКОТЕМПЕРАТУРНАЯ ОТВЕРЖДЕНИЕ
Низкотемпературная отверждение — еще один поджанр экологичных продуктов. Снижение энергопотребления для отверждения покрытий снижает углеродный след и экономит эксплуатационные расходы. Крупные производители смол предлагают продукты, которые сокращают обычное время отверждения порошка с 15 до 20 минут при температуре от 190 до 200 °C до более энергоэффективных 10–15 минут при температуре от 150 до 160 °C.
Компания AkzoNobel недавно представила коллекцию полиэфирных порошковых покрытий Interpon Low-E (с низким коэффициентом излучения), которые предназначены для снижения температуры и/или времени отверждения без ущерба для качества и свойств покрытия. 7
Полиэфирные порошковые покрытия AkzoNobel Interpon Low-E имеют рекомендуемую температуру обжига от 150 до 170°C и отверждение от 8 до 40 минут. Используя этот диапазон, производители покрытий могут снизить потребление энергии и/или повысить производительность процесса нанесения. Это способствует снижению затрат и улучшению экологического следа. Axalta представила аналогичную линейку продуктов, основанную на полиэфирной технологии, не содержащей TGIC, под названием Alesta BE+ в Мексике в 2020 году. (бетонная арматура). 8 IFS Pureflex Fastcure представляет собой эластичный, устойчивый к коррозии, однослойный термореактивный порошок НЭП со встроенной быстрой реактивностью, который позволяет производителям покрытий увеличить скорость линии наряду с экономией энергии за счет более низких температур печи. Этот порошок FBE превращается в гель через 2-3 секунды и отверждается всего за 12-15 секунд, в зависимости от температуры входящего бруска.
Используя этот диапазон, производители покрытий могут снизить потребление энергии и/или повысить производительность процесса нанесения. Это способствует снижению затрат и улучшению экологического следа. Axalta представила аналогичную линейку продуктов, основанную на полиэфирной технологии, не содержащей TGIC, под названием Alesta BE+ в Мексике в 2020 году. (бетонная арматура). 8 IFS Pureflex Fastcure представляет собой эластичный, устойчивый к коррозии, однослойный термореактивный порошок НЭП со встроенной быстрой реактивностью, который позволяет производителям покрытий увеличить скорость линии наряду с экономией энергии за счет более низких температур печи. Этот порошок FBE превращается в гель через 2-3 секунды и отверждается всего за 12-15 секунд, в зависимости от температуры входящего бруска.
ГИПЕРПРОЧНОСТЬ
Долговечность покрытия и, следовательно, износостойкость изделия с покрытием – еще один аспект устойчивости. Необходимость обновлять или перекрашивать изделия является дорогостоящей, трудоемкой и может включать в себя наносимые в полевых условиях покрытия с высоким содержанием летучих органических соединений.
Кроме того, если повреждение покрытия (например, сильная коррозия) приводит к неработоспособности элемента, стоимость замены и утилизации не соответствует принципам охраны окружающей среды. Индустрия порошковых покрытий признает это и разработала технологию, которая значительно увеличивает срок службы покрытия.
Двумя наиболее распространенными порошковыми подходами к долговечности покрытия являются УФ-стойкость и коррозионная стойкость. Технология сверхпрочного порошкового покрытия имеет хорошие возможности для выхода на рынок высокоэффективной архитектуры для небоскребов и других монументальных строительных изделий.
Архитектурный рынок Северной Америки соблюдает спецификации AAMA: 2603 (срок службы во Флориде один год), 2604 (срок службы во Флориде пять лет) и 2605 (срок службы во Флориде более 10 лет).
Порошковые покрытия, соответствующие спецификации AAMA 2604, существуют уже несколько десятилетий и имеют безупречную репутацию в этой области. Обычно они основаны на «сверхпрочных» полиэфирных связующих в сочетании с высокоэффективными пигментами, наполнителями и добавками. Сверхпрочные твердые полиэфирные смолы основаны на изофталевой кислоте и соответствующих алифатических гликолях и сохраняют более 50% блеска с минимальным изменением цвета после пяти лет воздействия в южной Флориде. 9
Сверхпрочные твердые полиэфирные смолы основаны на изофталевой кислоте и соответствующих алифатических гликолях и сохраняют более 50% блеска с минимальным изменением цвета после пяти лет воздействия в южной Флориде. 9
Порошковые покрытия, отвечающие более строгим требованиям AAMA 2605, недавно были коммерциализированы и набирают обороты на архитектурном рынке. Эти порошки основаны на фторполимерных связующих и могут храниться до 20 лет в средах с интенсивным ультрафиолетовым излучением, таких как южная Флорида.
Лидерами в этой области являются IFS Coatings, PPG, Axalta, ProTech и AkzoNobel. Использование порошковых покрытий AAMA 2605 рекламировалось в известных строительных проектах, включая PNC Plaza в Питтсбурге (PPG Coraflon), 55 Hudson Yards (PPG Coraflon) и 10 и 30 Hudson Yards (AkzoNobel Fluoromax) на Манхэттене.
Технология порошкового покрытия, соответствующая стандарту AAMA 2605, основана на запатентованной технологии смолы FEVE (фторэтиленвиниловый эфир), разработанной AGC Chemicals America. Эти смолы, получившие название Lumiflon®, представляют собой фторполимеры с гидроксильными функциональными группами и обычно отверждаются алифатическими блокированными изоцианатными сшивающими агентами, обычно используемыми в полиуретановых порошковых покрытиях.
Эти смолы, получившие название Lumiflon®, представляют собой фторполимеры с гидроксильными функциональными группами и обычно отверждаются алифатическими блокированными изоцианатными сшивающими агентами, обычно используемыми в полиуретановых порошковых покрытиях.
С помощью этой фторполимерной связующей системы можно получить множество цветов покрытия, глянца и профилей поверхности, включая атласы, глянец и текстуры, чтобы удовлетворить проницательные взгляды инженеров-архитекторов.
ДРУГИЕ ТЕХНОЛОГИЧЕСКИЕ ТЕНДЕНЦИИ В ПОРОШКОВЫХ ПОКРЫТИЯХ
Несколько новых разработок появляются в спектре технологий порошковых покрытий. Неожиданный сдвиг в использовании отвердителей произошел в основном из-за трудностей с цепочкой поставок. Новые подходы к эффективности противомикробных препаратов продолжают развиваться, поскольку компании пытаются помочь производителям опережать опасения по поводу распространения инфекционных вирусов.
В исследовательских лабораториях университетов были разработаны новые методы связывания пигментов со специальными эффектами с порошковыми покрытиями. Методы приборостроения продолжают развиваться с развитием инноваций в характеристиках профиля поверхности. Технологии управления оборудованием для нанесения порошка были усовершенствованы благодаря использованию более сложного программного обеспечения для точной настройки параметров нанесения.
Методы приборостроения продолжают развиваться с развитием инноваций в характеристиках профиля поверхности. Технологии управления оборудованием для нанесения порошка были усовершенствованы благодаря использованию более сложного программного обеспечения для точной настройки параметров нанесения.
ИЗМЕНЕНИЕ ТЕХНОЛОГИИ ПОЛИЭФИРНЫХ ОТВЕРДИТЕЛЕЙ
Текущая техническая тенденция в отрасли связана с переходом на сшивающие агенты, используемые для отверждения полиэфирных порошковых покрытий. TGIC был преобладающим отвердителем для полиэфирных порошковых покрытий с 1970-х годов.
Primid® XL-552 был представлен компанией Rohm & Haas в 1980-х годах в качестве альтернативы TGIC. Химически этот материал представляет собой бета-гидроксиалкиламид и поэтому обычно упоминается как НАА. Порошки с использованием этого сшивающего агента также описываются как «полиэфиры, не содержащие TGIC».
HAA потребовалось некоторое время, чтобы получить признание в пороховой промышленности. Однако переломный момент произошел в начале 1990-х годов, когда зарождающийся Европейский Союз определил TGIC как потенциальный мутаген и потребовал новой маркировки продуктов, его содержащих. Это строгое требование к маркировке, включая изображение черепа и скрещенных костей, побудило европейских производителей порошков перейти от систем отверждения полиэстера с TGIC на HAA.
Однако переломный момент произошел в начале 1990-х годов, когда зарождающийся Европейский Союз определил TGIC как потенциальный мутаген и потребовал новой маркировки продуктов, его содержащих. Это строгое требование к маркировке, включая изображение черепа и скрещенных костей, побудило европейских производителей порошков перейти от систем отверждения полиэстера с TGIC на HAA.
В Северной Америке все было по-другому. Ни EPA, ни OSHA не требовали такой маркировки, как и штат Калифорния. Следовательно, TGIC продолжала удерживать львиную долю рынка в Соединенных Штатах.
Полиэфирные порошки на основе HAA проникли на рынок в основном через многонациональных производителей порошковых покрытий, часто как часть их глобальных платформ порошковых покрытий. В других случаях изменение было вызвано улучшенной эффективностью переноса при первом прохождении, наблюдаемой с полиэфирами HAA. В нескольких отдельных случаях это было связано с требованиями к контакту с пищевыми продуктами.
В последнее время темпы перехода от TGIC к HAA ускорились. Отчасти это связано с нехваткой поставок TGIC, большая часть которых производится в Китае. Две производственные площадки TGIC недавно приостановили производство из-за государственных проверок соблюдения экологических норм.
Отчасти это связано с нехваткой поставок TGIC, большая часть которых производится в Китае. Две производственные площадки TGIC недавно приостановили производство из-за государственных проверок соблюдения экологических норм.
Это сократило поставки TGIC, что, в свою очередь, побудило производителей порошков перейти на полиэфирные порошки на основе HAA. Анализ рынка PCR Group за 2019 год показал, что доля порошков HAA в Северной Америке составляет ничтожные 3,2% по сравнению с солидной долей TGIC на рынке порошков в 43,5%. 10
Текущая доля рынка порошков HAA в Северной Америке оценивается в 5,7% и растет за счет полиэфиров TGIC. Ожидается, что эта тенденция сохранится в течение 2021 года9.0003
АНТИМИКРОБНЫЕ ПОКРЫТИЯ
Пандемия COVID-19 привлекла повышенное внимание к технологии материалов, позволяющих создавать гигиеничные поверхности. Несколько организаций лихорадочно ищут решение, чтобы остановить распространение нового коронавируса.
Industrial Engineering Chemical Research Journal сообщает, что ученые из Китая и из Университета Западного Онтарио разработали усовершенствованный метод использования ионов серебра для уничтожения инфекционных микробов, включая новый коронавирус. 11
11
Их метод включает химическое связывание наночастиц серебра с тройными цеолитами Ag, Cu и Zn с использованием альфа-липоевой кислоты, а затем инкапсулирование гидрофильными полимерами. Они утверждают, что эта комбинация контролирует высвобождение ионов серебра и тем самым значительно увеличивает продолжительность действия, обеспечиваемого ионами серебра. Они предлагают данные испытаний, которые показывают 99,99% уничтожения различных бактерий после 1200 протираний чистящим раствором.
Поднимая планку еще выше, компания Keyland Polymer разработала специальное противомикробное покрытие, которое является не только порошковым покрытием, но и может отверждаться в течение нескольких минут при температуре от 100 до 125°C, поскольку оно основано на технологии УФ-отверждаемого порошка. 12
В отличие от термореактивных порошков, технология УФ-отверждаемого порошкового покрытия отделяет фазу расплава от фазы отверждения, что позволяет формировать равномерную пленку до того, как начнется реакция сшивания.
Эта технология, получившая название UVMax® Defender, обеспечивает дополнительное противомикробное защита всей линейки УФ-отверждаемых порошковых покрытий Keyland Polymer. В этих продуктах используется технология с ионами серебра, и сторонние испытания показали, что размножение микробов кишечной палочки и стафилококка сократилось более чем на 99,99% с этими покрытиями.
UVMax Defender можно использовать на пластиковых, композитных, древесноволокнистых плитах средней плотности (МДФ), деревянных и металлических подложках и идеально подходит для здравоохранения, общественного транспорта, гостиничного бизнеса, образования, общественного питания, потребительских товаров или других продуктов с покрытием, на которых вредны бактерии. может быть преобладающим.
СВЯЗАННЫЕ МЕТАЛЛИЧЕСКИЕ ПОРОШКИ
В 2020 году журнал Progress in Organic Coatings опубликовал статью, в которой подробно описан новый метод связывания металлических частиц, таких как чешуйки алюминия, с порошковыми покрытиями. 13 В концепции связанных металлов нет ничего нового, но эти исследователи из Китая и Западного Онтарио предлагают новый поворот.
13 В концепции связанных металлов нет ничего нового, но эти исследователи из Китая и Западного Онтарио предлагают новый поворот.
Они разработали метод, использующий микроволновую энергию вместо тепла, выделяемого при высокоинтенсивном механическом перемешивании, для сплавления металлических частиц с органическим порошковым покрытием.
Они утверждают, что микроволновый процесс выполняет свою работу при значительно более низкой температуре (<80 °C), чем традиционный метод, который может приблизиться к Tg (температура перехода) связующего порошкового покрытия, обычно в диапазоне от 85 до 90 °С.
Кроме того, они утверждают, что их метод обеспечивает более высокую степень связывания. Будет интересно посмотреть, как эти пионеры подходят к коммерциализации этого типа процесса в производственных масштабах.
ПРИБОРЫ И ИСПЫТАНИЯ
AkzoNobel и BYK-Gardner объединили усилия для решения сложной проблемы, стоящей перед отраслью порошковых покрытий, — количественного определения текстуры поверхности. Это партнерство привело к разработке Spectro2Profiler, который точно и последовательно измеряет текстурированную поверхность порошкового покрытия. 14
Это партнерство привело к разработке Spectro2Profiler, который точно и последовательно измеряет текстурированную поверхность порошкового покрытия. 14
До сих пор это эстетическое свойство можно было качественно описать только посредством визуального осмотра. Spectro2profiler может измерять цвет, блеск и трехмерную топографию текстуры поверхности.
Компания BYK-Gardner поясняет, что в спектрофотометре spectro2profiler используется окружное освещение под углом 45° с обзором под углом 0°. Круговое освещение необходимо для получения воспроизводимых результатов измерений на текстурированных поверхностях.
Очень большая точка измерения с однородным освещением гарантирует высокую надежность и репрезентативность показаний. Это звучит как переломный момент в характеристике внешнего вида текстурированных порошковых покрытий.
Компания Defelsko разработала прибор PosiTector Gage Body нового поколения. Это крупное новшество имеет множество новых функций, таких как ударопрочный цветной сенсорный экран большего размера с диагональю 2,8 дюйма и переработанная клавиатура для быстрой навигации по меню, которая может включать сенсорную клавиатуру для быстрого переименования пакетов, добавления заметок и т. д.
д.
Этот продукт нового поколения более удобен для пользователя благодаря функции справки в программном обеспечении, которая объясняет пункты меню нажатием кнопки, а обновленный стилизованный пользовательский интерфейс сохраняет ту же знакомую структуру меню для удобной навигации по меню одной рукой с помощью или без перчаток.
Кроме того, долговечность была повышена благодаря защищенному от непогоды, пыли и воды корпусу со степенью защиты IP65 и амортизирующему резиновому чехлу, идеально подходящему для самых суровых условий окружающей среды, включая неожиданный ливень.
ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ ДЛЯ ОБОРУДОВАНИЯ ДЛЯ НАНЕСЕНИЯ
Производители оборудования для нанесения порошковых покрытий представили более сложное программное обеспечение для управления нанесением покрытий в виде удобных приложений. Система OptiStar® 4.0 компании GEMA контролирует важные параметры покрытия, такие как пневматические и электростатические параметры.
Доступ к этим соответствующим данным о покрытии можно получить на мобильном устройстве с помощью приложения Electrostatic App компании. Более того, его технология DVC обеспечивает точный и воспроизводимый выход порошка и обеспечивает постоянную толщину пленки. Наконец, программное обеспечение GEMA PCC и SuperCorona улучшает проникновение, уменьшает обратную ионизацию, «апельсиновую корку» и кадрирование изображения.
Более того, его технология DVC обеспечивает точный и воспроизводимый выход порошка и обеспечивает постоянную толщину пленки. Наконец, программное обеспечение GEMA PCC и SuperCorona улучшает проникновение, уменьшает обратную ионизацию, «апельсиновую корку» и кадрирование изображения.
Компания Nordson недавно представила новое программное обеспечение для управления приложениями, получившее название Encore® Engage. Он оснащен понятным 15-дюймовым сенсорным экраном с современной графикой и интуитивно понятной навигацией с использованием символов.
Кроме того, функция управляемых рецептов обеспечивает пошаговую навигацию с предустановленными параметрами, помогая операторам уверенно создавать новые рецепты. Видеоуроки и пошаговые инструкции обеспечивают более наглядное представление ключевой информации и предоставляют дополнительную поддержку при выполнении важных задач. Для операторов по всему миру Encore Engage® включает несколько вариантов языка экрана, а его интерфейс контроллера обеспечивает удобную навигацию и обеспечивает функции промышленного Интернета вещей (IIoT)/Industry 4. 0 для нанесения порошкового покрытия.
0 для нанесения порошкового покрытия.
Компания Parker Ionics сосредоточилась на улучшении своей эксклюзивной технологии управления оружием Pulse-Power. Его новая система нанесения порошка GX8500A оснащена запатентованной 3G технологией коронарной зарядки Super Pulse Power, которая обеспечивает превосходную эффективность переноса с первого прохода на всех формах и подложках.
Кроме того, он полностью цифровой, с простым управлением и возможностью хранения 250 рецептов. Паркер объясняет, что GX8500A отлично подходит для покрытия ящиков, колес, труб, МДФ и профилей и что он обладает самой высокой эффективностью переноса в отрасли, что приводит к снижению эксплуатационных расходов.
Динамичная индустрия порошковых покрытий выходит из застоя 2020 года, внедряя инновации и технологии, меняющие правила игры, чтобы повысить производительность, стабильность и надежность отделки, которую она обеспечивает для множества долговечных продуктов.
Ссылки
- Исследовательская группа порошковых покрытий. Рынок порошковых покрытий, внутренний отчет, февраль 2021 г.
- Грант, Митчелл. Условия устойчивого инвестирования: устойчивость. Инвестопедия. Обновлено 13 октября 2020 г. https://www.investopedia.com/terms/s/sustainability.asp (по состоянию на 6 мая 2021 г.).
- Веб-сайт Allnex Coatings Resins. https://allnex.com/en/technologies/powder-coating-resins (по состоянию на 6 мая 2021 г.).
- Компания Шервина Уильямса. Порошковые покрытия Powdura ECO | General Industrial Coatings, https://industrial.sherwin-williams.com/content/sherwin-williams/pcg/industrial-sw-com/na/us/en/general-industrial/productsby-industry/product-resources/ powdura-eco.html (по состоянию на 6 мая 2021 г.).
- Биллер, К.М. Последние достижения в технологии порошковых покрытий на основе ио: улучшение стойкости к низким температурам и на открытом воздухе. Представлено на выставке Advanced Coatings Technology 2018, Сосновец, Польша.
- Сайт Аркема. Рилсан ® — Полиамид 11. https://www.arkema.com/global/en/products/product-finder/product/technicalpolymers/rilsan-family-products/rilsan-pa11/ (по состоянию на 6 мая , 2021).
- Веб-сайт AkzoNobel. Interpon Low-E: полиэфирное порошковое покрытие с низкой степенью отверждения | Интерпон, https://www.interpon.com/gl/article/interpon-low-e-low-cure-polyester-powdercoating (по состоянию на 6 мая 2021 г.).
- Веб-сайт IFS Coatings. Функциональное порошковое покрытие IFS Pureflex. https://www.ifscoatings.com/content/ifspowder-products/sureflex-fbe-for-rebar/ (по состоянию на 6 мая 2021 г.).
- Исследовательская группа по порошковым покрытиям. Данные внутренних лабораторных испытаний. й.
- Исследовательская группа по порошковым покрытиям. Рынок порошковых покрытий, внутренний отчет, 2019 г..
- Цуй, Дж.; Йесмин, Р .; Шао, Ю. ; Чжан, Хайпин; Чжан, Хуэй; Чжу, Дж. Изготовление тройного ионообменного цеолита Ag+, Cu2+ и Zn2+ в качестве противомикробного агента в порошковом покрытии, Ind. Eng. хим. Рез. 2020 , том. 59, нет. 2, стр. 751–762.
- Coatings World, VideoBite: Keyland Polymer Material Science, 23 февраля 2021 г., https://www.coatingsworld.com .
- Лю, В.; Чжан, Х .; Шао, Ю.; Чжан, Х .; и Чжу, Дж. Получение металлических пигментированных алюминиевых порошковых покрытий с высокой стабильностью цвета с использованием нового метода: микроволнового склеивания. Progress in Organic Coatings , октябрь 2020 г., том. 147, 105787.
- AkzoNobel и BYK-Gardner запускают spectro2profiler для измерения и контроля текстурированных поверхностей порошкового покрытия, IPCM , 5 апреля 2020 г. https://www.ipcm.it/en/post/akzonobeland-byk-gardner-launch- spectro2profiler-to-measure.aspx (по состоянию на 7 мая 2021 г. ).
 Рынок порошковых покрытий, внутренний отчет, февраль 2021 г.
Рынок порошковых покрытий, внутренний отчет, февраль 2021 г.
 ; Чжан, Хайпин; Чжан, Хуэй; Чжу, Дж. Изготовление тройного ионообменного цеолита Ag+, Cu2+ и Zn2+ в качестве противомикробного агента в порошковом покрытии, Ind. Eng. хим. Рез. 2020 , том. 59, нет. 2, стр. 751–762.
; Чжан, Хайпин; Чжан, Хуэй; Чжу, Дж. Изготовление тройного ионообменного цеолита Ag+, Cu2+ и Zn2+ в качестве противомикробного агента в порошковом покрытии, Ind. Eng. хим. Рез. 2020 , том. 59, нет. 2, стр. 751–762. ).
).Новости рынка: достижения в области порошковых покрытий
- Фейсбук
- Твиттер
- Распечатать
Синтия Челленер, автор статей CoatingsTech
Технология порошкового покрытия рассматривается как устойчивый вариант во многих областях применения промышленных покрытий. Наиболее широко он используется для покрытия металлических подложек, но усилия были сосредоточены на разработке решений для отверждения, позволяющих наносить порошковые покрытия на чувствительные к температуре материалы, такие как дерево и пластмассы. Рост рынков производства и строительства в сочетании с растущим спросом на более устойчивые решения открывают новые возможности для порошковых покрытий. Поставщики сырья и разработчики покрытий реагируют на это разработкой новых технологий порошковых покрытий, которые могут производиться и наноситься более эффективно, обладают улучшенными эксплуатационными характеристиками и имеют более широкий спектр потенциальных конечных применений.
Компания CoatingsTech провела опрос поставщиков смол, пигментов и добавок, а также производителей покрытий на предмет текущих движущих сил технологии порошковых покрытий, последних разработок и того, что можно ожидать в будущем. Их выводы представлены ниже.
В обсуждении приняли участие:
Даниэла Влад —управляющий директор AkzoNobel Powder Coatings;
Роберт Уотсон — менеджер по исследованиям и разработкам, allnex;
Синди Фрут — менеджер по продажам и развитию рынка порошковых покрытий, смол для покрытий Arkema;
Джош Гинграс — руководитель отдела технических полимеров компании North American Coatings, Arkema Inc.;
Томас Чечатка — глобальный менеджер по конечному использованию порошковых покрытий, BYK;
Роберт К. Руп — вице-президент по глобальному ремонту и промышленным технологиям, Axalta Coating Systems;
Ромеш Кумар — старший технический менеджер по продажам в Северной Америке, Clariant Plastics & Coatings USA Inc. ;
;
Marten Houweling — глобальный директор по металлургии и менеджер по продуктам смол для порошковых покрытий, DSM;
Брайан Куттс — президент Erie Powder Coatings Inc./EPC Powder Mfg.;
Бет Энн Пирсон — директор по маркетингу и развитию бизнеса, Estron Chemical; и
Кевин Биллер — президент Исследовательской группы порошковых покрытий.
В. Каковы основные движущие силы развития новых технологий порошковых покрытий? Как изменились эти водители за последние 5–10 лет? Ожидаете ли вы каких-либо серьезных сдвигов в будущем?
Биллер, Исследовательская группа по порошковым покрытиям: Эффективность, экономичность, превосходные характеристики и соблюдение экологических норм порошковых покрытий вынуждают отделочников рассматривать их в качестве альтернативы покрытиям на основе растворителей на протяжении десятилетий. Сохраняется интерес к нетрадиционным подложкам, таким как инженерные плиты, пластмассы и композиты. Всегда существовали барьеры для входа, большинство из которых были связаны со страхом перед радикальными изменениями и потенциальным провалом. В последние 5–10 лет наблюдается возрождение интереса к порошкам для новых применений, что является частью восстановления после инерции, возникшей в результате экономического спада и последующего нежелания промышленности инвестировать в капитальное оборудование. Я надеюсь на значительный сдвиг в технологии производства жидких красок, выделяющих летучие органические соединения, вытесняющих порошок, но на самом деле изменения будут медленными, преднамеренными и постепенными.
Всегда существовали барьеры для входа, большинство из которых были связаны со страхом перед радикальными изменениями и потенциальным провалом. В последние 5–10 лет наблюдается возрождение интереса к порошкам для новых применений, что является частью восстановления после инерции, возникшей в результате экономического спада и последующего нежелания промышленности инвестировать в капитальное оборудование. Я надеюсь на значительный сдвиг в технологии производства жидких красок, выделяющих летучие органические соединения, вытесняющих порошок, но на самом деле изменения будут медленными, преднамеренными и постепенными.
Pearson, Estron Chemical: В течение последних нескольких лет рынок порошковых покрытий находился и продолжает находиться в состоянии роста и инноваций на многих рынках. Появление технологий, отвечающих постоянно возникающим проблемам с точки зрения затрат и эффективности производства, стимулирует эти потребности. Одним из примеров является рост и расширение компактных технологических систем. Компактные системы, известные в ЕС как короткие системы, представляют собой системы, в которых есть возможность снизить общие затраты на обработку; например, технологии более медленного отверждения для металла и пластика, более быстрое время отверждения, покрытия с функциональностью двух слоев и отверждение всухую. Промышленность также разработала передовые технологии, позволяющие наносить порошковое покрытие на подложки из дерева и древесноволокнистых плит средней плотности (МДФ) и обеспечивающие повышенную защиту от коррозии металла.
Компактные системы, известные в ЕС как короткие системы, представляют собой системы, в которых есть возможность снизить общие затраты на обработку; например, технологии более медленного отверждения для металла и пластика, более быстрое время отверждения, покрытия с функциональностью двух слоев и отверждение всухую. Промышленность также разработала передовые технологии, позволяющие наносить порошковое покрытие на подложки из дерева и древесноволокнистых плит средней плотности (МДФ) и обеспечивающие повышенную защиту от коррозии металла.
Watson, allnex: По сравнению с тем, что было несколько лет назад, сегодня существует двойной подход к разработке новых технологий. Один из аспектов включает в себя улучшение многочисленных целевых характеристик покрытия, таких как текучесть, покрытие краев и коррозионная стойкость, для достижения рабочих характеристик, более соответствующих характеристикам жидких технологий. Важное значение имеет также улучшение механических свойств прочных и сверхпрочных покрытий. Второй подход связан с потребностью в доступных и надежных продуктах без ущерба для общих технических характеристик.
Второй подход связан с потребностью в доступных и надежных продуктах без ущерба для общих технических характеристик.
Влад, AkzoNobel Порошковые покрытия: Основными движущими силами развития технологий являются растущий спрос на устойчивые решения и удовлетворение потребностей клиентов в повышении производительности. Стремясь снизить воздействие на окружающую среду, клиенты постоянно стремятся повысить эффективность процессов, например, исключить этапы нанесения покрытий или более эффективно использовать материалы покрытий. Снижение температуры обжига означает, что порошки можно наносить на все больше и больше поверхностей, что приводит к снижению энергопотребления, отсутствию летучих органических соединений и, следовательно, к более устойчивой альтернативе жидким покрытиям и анодированию.
Недавние разработки в области технологий порошкового покрытия включают создание хромированного вида, эффект чеканки, текстуру, ультраматовый эффект и т. д. Также существует острая потребность в долговечности, защите от коррозии и долговечности изделий с покрытием. Мы также ожидаем увеличения спроса на менее однородную отделку, чтобы она выглядела более естественно, например, под камень или дерево. Кроме того, более широкий выбор цветов сделает порошковые покрытия более эффективными заменителями жидких покрытий. Наша цель состоит в том, чтобы сделать порошковые покрытия доступными для как можно большего количества рынков, поскольку это очень устойчивая технология.
д. Также существует острая потребность в долговечности, защите от коррозии и долговечности изделий с покрытием. Мы также ожидаем увеличения спроса на менее однородную отделку, чтобы она выглядела более естественно, например, под камень или дерево. Кроме того, более широкий выбор цветов сделает порошковые покрытия более эффективными заменителями жидких покрытий. Наша цель состоит в том, чтобы сделать порошковые покрытия доступными для как можно большего количества рынков, поскольку это очень устойчивая технология.
Roop, Axalta Coating Systems: В последние 5–10 лет основное внимание уделялось двухслойным системам с составом грунтовки для защиты от коррозии, химикатов и покрытия краев, а верхнее покрытие — для стойкости к атмосферным воздействиям и эстетическая привлекательность (например, металлик, напоминающий автомобильную отделку). Несколькими текущими движущими силами для развития новых технологий в отрасли являются высокоэффективные атмосферостойкие верхние покрытия, наносимые непосредственно на металл, которые не требуют грунтовки, а также повышенная коррозионная стойкость, характеристики покрытия кромок и превосходные характеристики для тяжелых промышленных применений. Другими важными факторами являются технология самоочистки, повышенная устойчивость к царапанью и низкий уровень глянца. Кроме того, экологические нормы будут продолжать оказывать влияние (например, REACH).
Другими важными факторами являются технология самоочистки, повышенная устойчивость к царапанью и низкий уровень глянца. Кроме того, экологические нормы будут продолжать оказывать влияние (например, REACH).
Fruth, Arkema Coating Resins: В настоящее время Arkema видит три основных фактора в разработке продуктов для порошковых покрытий: повышенная долговечность, более низкая стоимость использования и разработка большего количества продуктов для использования на неметаллических поверхностях. Долговечность всегда была важна, но по мере того, как порошковые покрытия завоевывают новую долю рынка в таких областях, как архитектурные покрытия в Северной Америке, они должны будут постоянно соответствовать спецификациям AAMA (Американская ассоциация архитектурных производителей) 2604 и AAMA 2605. Кроме того, мы получили больше запросов на сверхпрочные продукты для всех рынков для низкотемпературного отверждения и улучшенных коррозионно-стойких покрытий. Переход к сверхнадежным продуктам по сравнению со стандартными решениями будет продолжаться в обозримом будущем. Сверхдолговечность станет основой в отрасли.
Сверхдолговечность станет основой в отрасли.
Kumar, Clariant Plastics & Coatings USA: Драйверами являются более высокая износостойкость (улучшение цвета и структуры) и яркие оттенки (непрозрачные желтые, красные и оранжевые оттенки). Разработка новых и улучшенных (более стойких к атмосферным воздействиям) смол, требующих более высоких характеристик, и ожидания от пигментов, не содержащих свинца, являются постоянными тенденциями. Новые области применения включают использование порошковых покрытий на древесине (например, кухонных шкафах) и на металлических подложках для замены, среди прочего, рулонных покрытий.
Coutts, Erie Порошковые покрытия: В конечном счете, клиенты, использующие порошковые покрытия, являются основными движущими силами технологического развития. Клиентам что-то нужно или нужен порошок, чтобы сделать что-то, что они в настоящее время не могут, и мы вместе с нашими поставщиками разрабатываем ответы. Я не думаю, что это когда-либо менялось или когда-либо изменится.
Я не думаю, что это когда-либо менялось или когда-либо изменится.
В. Что вы считаете наиболее важными достижениями в технологии порошковых покрытий за последние несколько лет?
Roop, Axalta Coating Systems: Есть несколько важных усовершенствований. Улучшенная твердость и химическая стойкость за счет использования технологии высокосшитых смол; полиэфирная технология грунтовки HAA и TGIC с антикоррозионными добавками, наполнителями барьера и гидрофобными свойствами; технология «сухой на сухой» для повышения производительности и снижения энергопотребления; наклеенные металлические покрытия, обеспечивающие уникальный качественный внешний вид; напыляемые термопластичные покрытия, которые позволяют наносить сверхпрочный термопласт на гораздо более широкую аудиторию специалистов по нанесению покрытий; холодные покрытия, помогающие снизить потребление энергии; и покрытия, предназначенные для ускорения нанесения и отверждения для более высоких скоростей линии. Эти технологии приносят пользу архитектуре, сельскому хозяйству, строительству и землеройным работам (ACE), большегрузным грузовикам, транспорту и общепромышленным приложениям.
Эти технологии приносят пользу архитектуре, сельскому хозяйству, строительству и землеройным работам (ACE), большегрузным грузовикам, транспорту и общепромышленным приложениям.
Czeczatka, BYK: Порошковые покрытия получили более широкое распространение в новых областях применения. В частности, более низкие температуры обжига открыли доступ к новым материалам, таким как пластик, МДФ и дерево. Технология открывает новые возможности и новые рынки. Эта тенденция в значительной степени поддерживается усовершенствованием оборудования для нанесения и управления технологическими процессами, которые предлагают более широкий спектр областей применения, таких как системы «сухой-на-сухой».
Fruth, Arkema Coating Resins: Внедрение метода нанесения «порошок на порошок» (нанесение грунтовки и верхнего слоя за один этап отверждения) открыло новые области применения и потенциал для порошковых покрытий. Возможность нанесения на неметаллические поверхности была и будет стимулировать рост новых порошковых покрытий, поскольку существующие рынки созрели почти до полного потенциала. В краткосрочной перспективе мы видим больший потенциал в применении к МДФ, поскольку при нанесении на деревянные подложки еще предстоит преодолеть множество препятствий. Эти продукты обладают широким спектром характеристик, основанных на рецептуре, но преимущества, которые видят большинство клиентов, включают в себя уменьшение углеродного следа, снижение выбросов и повышение эффективности эксплуатации.
В краткосрочной перспективе мы видим больший потенциал в применении к МДФ, поскольку при нанесении на деревянные подложки еще предстоит преодолеть множество препятствий. Эти продукты обладают широким спектром характеристик, основанных на рецептуре, но преимущества, которые видят большинство клиентов, включают в себя уменьшение углеродного следа, снижение выбросов и повышение эффективности эксплуатации.
Coutts, Erie Порошковые покрытия: Для Erie наиболее интересными достижениями являются антикоррозионные покрытия. Это была область, где сошлись все звезды; существует огромная потребность клиентов в улучшении контроля коррозии на рынке. Это также область, в которой еще можно добиться больших успехов, и поставщики сырья заинтересованы в помощи в разработке новых стратегий и продуктов. Коррозия — это огромный рынок, который обходится клиентам и экономике в целом в миллиарды долларов. Были достигнуты некоторые успехи, такие как наши легко наносимые грунтовки, которые до сих пор не были доступны на рынке, но есть ряд новых достижений в области защиты от коррозии, которые только поступают на рынок или все еще находятся на стадии испытаний.
Влад, AkzoNobel Порошковые покрытия: Возможность наносить атмосферостойкие ультраматовые порошковые покрытия (уровень блеска <10) является важным достижением, поскольку эти покрытия могут имитировать вид анодирования, который в настоящее время очень популярен. на коммерческих зданиях, избегая при этом проблем, которые часто возникают при анодировании. Порошковые покрытия можно наносить не только на алюминий, они имеют большую согласованность цвета между деталями и могут быть отремонтированы. Разработчики архитектурных покрытий теперь имеют доступ к более устойчивым альтернативам жидким или анодированным ультраматовым покрытиям, подкрепленным долгосрочными гарантиями и отраслевой сертификацией.
Порошковые покрытия также могут сочетать в себе повышенную функциональность, помимо уже оцененных эстетических качеств и свойств защиты подложки, с такими свойствами, как простота очистки для уличной мебели и покрытия, устойчивые к высоким температурам, например, для выхлопных систем автомобилей.
Pearson, Estron Chemical: Были достигнуты значительные успехи в средствах регулирования расхода (FCA) в плане совместимости и функциональности. Усовершенствование этих FCA предлагает производителям порошковых покрытий множество преимуществ, поскольку они предназначены для сокращения времени цикла, повышения гибкости планирования и снижения процента брака деталей при использовании нескольких технологий. Эти агенты бесценны для разработки большего функционала в одном решении, которое «защищает» многовариантные системы — это означает, что предполагаемая модификация для улучшения повлияет только на эту одну переменную, а не на несколько переменных.
Биллер, Исследовательская группа по порошковым покрытиям: Производители оборудования для нанесения покрытий продолжают оптимизировать и совершенствовать технологию подачи порошка и возможности изменения цвета. Системы подачи плотной фазы и модули быстрой смены цвета повышают эффективность переноса порошка и время безотказной работы системы нанесения. Появляется захватывающая технология смол на биологической основе, которая может изменить сырьевые компоненты цепочки поставок. Финансирование Объединенным советом по сое проекта Мемориального института Баттеля привело к созданию низкотемпературной системы отверждаемой смолы на основе соевого масла, которая демонстрирует превосходную стойкость к УФ-излучению и механическую гибкость. Новая технология смолы на биологической основе может предложить альтернативу сверх- и сверхпрочной порошковой технологии, которая соответствует архитектурным спецификациям AAMA 2604 и 2605.
Появляется захватывающая технология смол на биологической основе, которая может изменить сырьевые компоненты цепочки поставок. Финансирование Объединенным советом по сое проекта Мемориального института Баттеля привело к созданию низкотемпературной системы отверждаемой смолы на основе соевого масла, которая демонстрирует превосходную стойкость к УФ-излучению и механическую гибкость. Новая технология смолы на биологической основе может предложить альтернативу сверх- и сверхпрочной порошковой технологии, которая соответствует архитектурным спецификациям AAMA 2604 и 2605.
В. Какие достижения были достигнуты в области интеллектуальных порошковых покрытий?
Watson, allnex: Концепция «умных» покрытий, предназначенных для использования в качестве отделочных материалов, способных динамически адаптировать свои свойства к внешним воздействиям, начала влиять на порошковые покрытия, а также на все другие технологии покрытий. Таким образом, легко очищаемые антикоррозионные и антимикробные покрытия вызывают интерес на рынке.
Влад, AkzoNobel Порошковые покрытия : Умные покрытия можно определить как покрытия, которые контролируемым образом реагируют на определенные внешние раздражители и вызывают все больший интерес. Было достигнуто несколько достижений в области порошковых покрытий, которые добавляют уникальные эксплуатационные характеристики, хотя и в пассивной форме. Примеры включают: активные антикоррозионные грунтовки, в которых покрытие химически взаимодействует, чтобы нарушить механизм электрохимической коррозии, тем самым уменьшая коррозию; антимикробные покрытия, защищающие от разрушения покрытия бактериями; и термохромные покрытия, меняющие цвет под воздействием тепла. Покрытия с низким поглощением солнечной энергии содержат отражающий пигмент, который отражает инфракрасный свет и, следовательно, солнечное тепло от любой поверхности, которую он покрывает, помогая сохранять прохладу внутренних помещений и снижать потребление энергии (кондиционирование воздуха).
Houweling, DSM: Как правило, определение умных покрытий связано с новыми функциями, выходящим за рамки декоративной и защитной области. Что касается порошковых покрытий, существует множество примеров, когда новые функциональные возможности формулируются в порошковых покрытиях: антибактериальные, легко очищаемые, самовосстанавливающиеся, антистатические, проводящие, ЭМС-экранирующие, электрохромные, а также сенсорные, мягкие на ощупь и изолирующие функциональные возможности.
Roop, системы покрытий Axalta: В последнее время было сделано много крупных прорывов в области интеллектуальных порошковых покрытий. Большинство интеллектуальных порошковых покрытий специально разработаны для конечного использования продукта и его функциональности. Например, покрытия для защиты от граффити легко очищаются и защищают поверхности, такие как вывески, шкафчики, оборудование для отдыха в помещении и на открытом воздухе, общественные места и транспортные терминалы, от постоянного воздействия аэрозольной краски и маркеров. Еще одним интересным достижением является нанокомпозитное покрытие на основе соединений, специально разработанных для взаимодействия только с жидкими углеводородами.
Еще одним интересным достижением является нанокомпозитное покрытие на основе соединений, специально разработанных для взаимодействия только с жидкими углеводородами.
Pearson, Estron Chemical: Умные покрытия — это покрытия, которые воспринимаются как пассивные, но на самом деле являются активными и варьируются в зависимости от пускового механизма. Ярким примером являются покрытия с реагентами, регулирующими текучесть, которые управляют поверхностным натяжением покрытия, чтобы в результате получить более гладкую поверхность, что делает ее многофункциональной.
Биллер, Исследовательская группа по порошковым покрытиям: Самая умная порошковая технология основана на схемах самовосстанавливающихся составов. Компания Autonomic Materials Inc. впервые применила новую технологию «ядро-оболочка», которая может изменить правила игры. Эти материалы восстанавливают бреши в покрытии без использования тяжелых металлов или фосфатов. Дебютировали забавные технологии, такие как порошковые покрытия, отпугивающие комаров, и формулы, поглощающие загрязнения. Принятие рынком пока неизвестно, так как эти ниши довольно узки. Антимикробная технология вышла за рамки обычного метода с ионами серебра и оценивается на предмет эффективности уничтожения микробов.
Дебютировали забавные технологии, такие как порошковые покрытия, отпугивающие комаров, и формулы, поглощающие загрязнения. Принятие рынком пока неизвестно, так как эти ниши довольно узки. Антимикробная технология вышла за рамки обычного метода с ионами серебра и оценивается на предмет эффективности уничтожения микробов.
Czeczatka, BYK: В дополнение к дальнейшему развитию технологий умные покрытия также являются маркетинговой тенденцией для продвижения порошковых покрытий в более специализированных областях применения и нишевых областях, отличных от обычных товаров. Кроме того, интеллектуальная технология порошкового покрытия также демонстрирует, что порошковые покрытия в настоящее время используются в более специализированных областях, чем в прошлом.
В. Были ли какие-либо заметные разработки в области сверхпрочных порошковых покрытий?
Watson, allnex: Возможность выйти за рамки сверхпрочной стойкости к атмосферным воздействиям с помощью порошкового покрытия не так уж нова. Давайте рассмотрим, например, акриловую технологию или химию на основе фторполимеров, так как обе они могут рассматриваться как сверхпрочные технологии. Суть в том, чтобы в конечном итоге удовлетворить повышенные требования к атмосферостойкости без ограничений этих химических веществ, включая их внутреннюю высокую стоимость и ограниченные эффекты отделки поверхности.
Давайте рассмотрим, например, акриловую технологию или химию на основе фторполимеров, так как обе они могут рассматриваться как сверхпрочные технологии. Суть в том, чтобы в конечном итоге удовлетворить повышенные требования к атмосферостойкости без ограничений этих химических веществ, включая их внутреннюю высокую стоимость и ограниченные эффекты отделки поверхности.
Vlad, AkzoNobel Порошковые покрытия: Сверхпрочные порошковые покрытия являются наиболее устойчивыми к атмосферным воздействиям из доступных покрытий, в них используется аналогичный химический состав покрытий из жидкого поливинилидендифторида (ПВДФ), что обеспечивает 10-летние эксплуатационные характеристики на открытом воздухе в испытаниях на стойкость к атмосферным воздействиям во Флориде. Они соответствуют самым строгим стандартам для покрытий — AAMA2605 в США и классу 3 Qualicoat в остальном мире. Сверхпрочные порошковые покрытия все чаще признаются в качестве подходящей альтернативы жидкому ПВДФ, о чем свидетельствует недавняя спецификация для монументальных зданий, например, для проекта Hudson Yards в Нью-Йорке.
Houweling, DSM: На рынке сверхпрочных покрытий преобладают жидкие системы, но доля рынка порошковых покрытий растет благодаря свойствам, экономике и углеродному следу.
Roop, Axalta Coating Systems: Фторполимерная технология в основном используется в архитектуре для обеспечения устойчивости к атмосферным воздействиям; тем не менее, все больше OEM-производителей ACE требуют повышенной стойкости к атмосферным воздействиям. Эта технология может добавить 6000 часов устойчивости к атмосферным воздействиям в условиях ускоренных испытаний.
Fruth, Arkema Покрывающие смолы: Новые области применения на рынках ACE стимулируют спрос на повышенную долговечность сверхпрочных продуктов. Наши клиенты экспериментируют с альтернативными химическими веществами в поисках правильного сочетания повышенной долговечности и экономичности.
Pearson, Estron Chemical: На рынке востребованы сверхпрочные порошковые покрытия, поскольку они дешевле, проще в обработке и обладают высокой износостойкостью. Эти приложения требуют глубокого понимания конструкции смолы и обширных испытаний на атмосферостойкость. Современные технологии имеют фторуглеродную основу, что в сочетании со стабилизированной пигментной системой делает их чрезвычайно устойчивыми к деградации (как полимера, так и из-за визуальной потери цвета). Тем не менее, есть компромиссы, так как более высокая степень плотности сшивки также приводит к тому, что система становится более хрупкой и, следовательно, не рекомендуется для применений, связанных с высокими механическими нагрузками. Выбор пигмента также ограничен из-за строгих требований к атмосферостойкости.
Эти приложения требуют глубокого понимания конструкции смолы и обширных испытаний на атмосферостойкость. Современные технологии имеют фторуглеродную основу, что в сочетании со стабилизированной пигментной системой делает их чрезвычайно устойчивыми к деградации (как полимера, так и из-за визуальной потери цвета). Тем не менее, есть компромиссы, так как более высокая степень плотности сшивки также приводит к тому, что система становится более хрупкой и, следовательно, не рекомендуется для применений, связанных с высокими механическими нагрузками. Выбор пигмента также ограничен из-за строгих требований к атмосферостойкости.
В. Каковы последние достижения в технологиях нанесения порошковых покрытий, отверждаемых в ультрафиолетовом (УФ) и ближнем инфракрасном (БИК) диапазонах?
Coutts, Erie Порошковые покрытия: УФ-покрытия были многообещающими, но, похоже, никуда не делись, за исключением некоторых очень специальных применений. По-видимому, это связано с проблемами безопасности, связанными с химическими веществами, пигментами, блокирующими УФ-излучение, и рядом других причин, включая простую инерцию рынка.
Biller, The Powder Coating Research Group: УФ-отверждаемые порошковые покрытия представляют собой загадку. Они выходят за рамки курицы или яйца. В 1990-х годах компании по производству смол и разработчики рецептур интенсивно занимались разработкой этой технологии. Возникло небольшое количество новых применений, включая полностью собранные электродвигатели, мебель из МДФ, виниловые напольные покрытия и автомобильные радиаторы. Большинство из них в конечном итоге отошли на второй план из-за проблем с производительностью (в основном связанных с процессом) и отсутствия сильной технической поддержки. Несколько смельчаков продолжили свои поиски, несмотря на экономическую нестабильность и общее отсутствие интереса к отрасли. В последнее время появились новые возможности, которые хорошо подходят для УФ-отверждаемого порошка, в том числе для твердой древесины и композитных материалов. Технологи серьезно пересматривают подходы к УФ-отверждению, чтобы соответствовать этим спецификациям. Остается большой вопрос, захотят ли основные поставщики смол поддерживать эти новые приложения.
Остается большой вопрос, захотят ли основные поставщики смол поддерживать эти новые приложения.
Pearson, Estron Chemical: Ни одна из этих технологий на самом деле не закрепилась, в основном из-за необходимости внесения изменений в линии нанесения покрытий, а также из-за признанных проблем при использовании. В идеальном мире порошковые покрытия с УФ-отверждением должны иметь такие преимущества, как более быстрые циклы отверждения при более низких температурах отверждения, и их можно использовать для оснований, которые являются как термочувствительными, так и металлическими. Существуют ограничения, заключающиеся в том, что могут возникнуть проблемы с некоторыми цветами, которые могут быть отверждены из-за влияния выбора пигмента, и отверждение может быть не столь эффективным для деталей сложной формы. БИК-отверждение позволяет избирательно нагревать покрытие с чрезвычайно высокой скоростью отверждения.
Houweling, DSM: Мы рассматриваем как УФ-, так и БИК-технологии как многообещающие технологии, которые хорошо согласуются с быстрорастущей тенденцией к разработке порошковых покрытий для термочувствительных подложек.
Czeczatka, BYK: Это системы для низкотемпературных применений, таких как порошковые покрытия на древесине. Для них требуются специальные связующие вещества и специальное оборудование для нанесения, в основном это различные печи. Дальнейшее совершенствование оборудования на всей технологической линии в сочетании с дальнейшими разработками в области сырья и рецептур поможет этим продуктам выйти на новые рынки.
Watson, allnex: Это две конкурирующие технологии, которые можно считать приемлемыми вариантами для термочувствительных подложек. В последнее время кажется, что рынок больше ориентирован на NIR в сочетании с термореактивной технологией, конкурирующей с УФ-отверждаемыми системами.
Kumar, Clariant Plastics & Coatings USA: Эти порошковые покрытия можно использовать для деревянных, стеклянных, пластиковых (переработанных) и других неметаллических поверхностей — даже для внутренней отделки автомобилей вместо мягких красок. Когда будут доступны хорошие смолы (отверждаемые УФ и БИК), эта технология будет развиваться, но на данный момент их плохой глянец и характеристики «апельсиновой корки» остаются проблемой.
Когда будут доступны хорошие смолы (отверждаемые УФ и БИК), эта технология будет развиваться, но на данный момент их плохой глянец и характеристики «апельсиновой корки» остаются проблемой.
[Обратите внимание, что Биллер утверждает, что глянец УФ/БИК-покрытий на самом деле может быть очень высоким и таким же, как у жидкостей, в то время как апельсиновая корка значительно меньше, чем у обычных порошковых покрытий.]
Q. Have какие-либо заслуживающие внимания разработки в области функциональных порошковых покрытий были сделаны в последнее время?
Pearson, Estron Chemical: К функциональным порошковым покрытиям обычно относятся покрытия, специально изготовленные из эпоксидной смолы, связанной плавлением (FBE), которая используется для защиты стальных труб, арматуры и металлической проволоки от коррозии. Быстрое или мгновенное отверждение и превосходная текучесть являются обычно востребованными свойствами. Порошок должен иметь возможность осаждаться на движущейся подложке с получением в результате гладкого и непрерывного слоя из-за того, что защищается. Эти покрытия используются в целевых приложениях, потому что не только покрытие является функциональным по своей природе, но и подложка или деталь, на которую нанесено покрытие, также функциональна в своем использовании.
Эти покрытия используются в целевых приложениях, потому что не только покрытие является функциональным по своей природе, но и подложка или деталь, на которую нанесено покрытие, также функциональна в своем использовании.
Kumar, Clariant Plastics & Coatings USA: Эти недорогие покрытия большого объема по-прежнему основаны на эпоксидных смолах. Однако цены на эпоксидные смолы находятся на подъеме, и у других смол есть возможность отобрать часть рынка в этом крупномасштабном бизнесе. Растущий рынок инфраструктуры также оказывает положительное влияние на спрос на функциональные порошковые покрытия.
Czeczatka, BYK: Функциональные порошковые покрытия должны соответствовать высоким антикоррозионным требованиям, быть стойкими к сколам и химическим веществам, а также гибкими. Когда мы рассматриваем все недавние и текущие изменения в нормативно-правовых актах, особенно в отношении систем покрытий на основе растворителей, мы можем ожидать дальнейшего перехода к технологии порошковых покрытий. Усовершенствованные системы порошкового покрытия могут даже заменить определенную долю рынка систем на водной основе. Это тенденция во всех регионах мира, и особенно сильно она обусловлена Китаем.
Усовершенствованные системы порошкового покрытия могут даже заменить определенную долю рынка систем на водной основе. Это тенденция во всех регионах мира, и особенно сильно она обусловлена Китаем.
Появились новые возможности, которые хорошо подходят для УФ-отверждаемого порошка, в том числе для твердой древесины и композитных материалов.
Влад, AkzoNobel Порошковые покрытия: В нашем бизнесе термин «функциональные порошковые покрытия» относится к сегменту рынка, в который мы поставляем нашу линейку функциональных порошковых покрытий Resicoat, которые полностью отличаются от других порошков тем, что большинство из них наносятся горячим способом и имеют большую толщину, до 1000 мкм (1 мм). Они используются для усиленной антикоррозионной защиты чугунных клапанов и фитингов, трубопроводов и арматуры, а также для изоляции и защиты от коррозии ламинированных труб, сборных шин и электронных компонентов. Достижения включают более высокий T г — порошки для увеличения срока службы и возможности работы в более агрессивных средах. Порошковые покрытия с температурой предварительного нагрева примерно на 50–60 °C ниже (с 230 °C до 160–170 °C) обеспечивают значительную экономию энергии и повышение производительности, а также снижают как углеродный след, так и производственные затраты, связанные с процессом нанесения краски. .
Порошковые покрытия с температурой предварительного нагрева примерно на 50–60 °C ниже (с 230 °C до 160–170 °C) обеспечивают значительную экономию энергии и повышение производительности, а также снижают как углеродный след, так и производственные затраты, связанные с процессом нанесения краски. .
Roop, Axalta Coating Systems: Компания Axalta недавно разработала технологию «труба в трубе» для нефтегазовой промышленности, которая позволяет создать прочный внутренний резервуар, способный продлить срок службы поврежденных труб. Функциональные порошковые покрытия также защищают клапаны и фитинги для систем обработки жидкостей и газов, пожарных гидрантов и даже больших резервуаров для хранения. Термин также может включать изделия для герметизации проводов и электроизоляции.
Gingras, Arkema Смолы для покрытий: Поскольку функциональные порошковые покрытия становятся более привлекательными по сравнению с жидкостями на основе растворителей для защиты от коррозии, продукты, полностью изготовленные из возобновляемых ресурсов, таких как касторовое масло, могут привлечь больше внимания. Эти порошки используются для защиты металла в автомобильной, нефтегазовой, медицинской и других отраслях промышленности.
В. Какие пробелы еще предстоит устранить за счет достижений в технологии порошковых покрытий и какие действия предпринимаются для этого?
Влад, AkzoNobel Порошковые покрытия: Все, что мы делаем, обусловлено потребностями рынка и предоставлением более устойчивых решений для наших клиентов по всему миру — будь то снижение температуры обжига, устранение этапов процесса за счет нанесения методом сухого приклеивания, улучшение использование материала за счет меньшего количества наносимой пленки, повышения долговечности изделия с покрытием за счет повышения стойкости к УФ-излучению/защиты от коррозии или повышения функциональности покрытий. Предоставление оптимальных порошковых решений и помощь нашим клиентам в достижении их целей в области устойчивого развития лежат в основе нашей работы. Например, компания AkzoNobel осознала потребность в низкоглянцевом покрытии несколько лет назад, когда матовые и текстурированные поверхности начали становиться все более популярными, и первой выпустила на рынок ряд ультраматовых покрытий с высокой устойчивостью к царапинам.
Fruth, Arkema Coating Resins: Существует некоторая неопределенность в отношении будущего технологии сшивания триглицидилизоцианурата (TGIC) за пределами Европы, где она уже запрещена. Повышение эффективности сшивающих агентов на основе гидроксиалкиламидов (ГАА) остается предметом интереса для мировых компаний, занимающихся производством красок. Наши клиенты выразили желание иметь «глобальную» технологию сшивания, которая работает так же или даже лучше, чем существующие системы.
Gingras, Arkema Смолы для покрытий: Для того, чтобы технология порошковых покрытий развивалась, необходимо одобрение всей цепочки создания стоимости. Конечные потребители должны оценить ценность высокоэффективных порошковых покрытий, в то время как поставщик порошковых покрытий должен инвестировать ресурсы в разработку и продвижение новой технологии. С этой целью за последние девять месяцев Arkema объявила о капитальных вложениях в химию полиамида-11, чтобы продемонстрировать свою приверженность рынку.
Функциональные порошковые покрытия также защищают клапаны и фитинги для систем обработки жидкостей и газов, пожарных гидрантов и даже больших резервуаров для хранения подложки по сравнению с горячекатаной или холоднокатаной сталью или гладким/полированным алюминием. В настоящее время мы должны иметь разные рецептуры в зависимости от типа поверхности, особенно для профилей, подвергнутых пескоструйной обработке. Клиенты наносят покрытие на сложные детали, и в некоторых случаях на готовой детали будут обе подготовки. Кроме того, Axalta разрабатывает FBE нового поколения для защиты трубопроводов по всему миру. По мере того как производители нефти и газа бурят более глубокие пласты, операторы трубопроводов должны повышать температуру, чтобы облегчить движение этой более густой и вязкой нефти. Традиционно НЭП, предназначенные для работы при высоких температурах, более хрупкие, менее гибкие и имеют меньшую адгезию к подложке. Новое поколение FBE от Axalta меняет ситуацию. Что касается пробелов в качестве, Axalta создала утвержденную программу нанесения для архитекторов, работающих над глобальными проектами, которая включает оценку и утверждение согласованности всех пользователей порошковой продукции Axalta во всем мире.
Мы обнаружили, что это дает нашим клиентам уверенность при выборе Axalta для своих алюминиевых фасадов и архитектурных проектов.Czeczatka, BYK: Недостатком порошковых покрытий остается их оптический внешний вид поверхности, который отличается от визуальных свойств жидких систем. Качество отделки и поверхности немного ниже, чем у систем с эффектом мокрого вида. Визуальные эффекты, например металлизированной отделки, немного менее блестящие в порошковых покрытиях, чем в жидких покрытиях. Все эти недостатки известны, но новые и дальнейшие разработки в области сырья и обработки порошковых покрытий устранят некоторые из них.
BYK как поставщик добавок активно работает в тех областях, где наши продукты могут преодолеть существующие пробелы, приспосабливаясь к местным требованиям в различных регионах с глобальной точки зрения. Кроме того, мы тесно сотрудничаем с нашими клиентами, чтобы поддерживать их новые разработки.
Kumar, Clariant Plastics & Coatings USA: Достижение такого высокого блеска, как у покрытий на основе жидких растворителей, по-прежнему остается проблемой для порошковых систем. Также нужны холодные покрытия с ИК-отражающими пигментами (только более тусклые оттенки, яркие слишком дорогие). Clariant также занимается разработкой уникальных комбинаций пигментов на основе пигментов с высокой укрывистостью, высокой цветностью, высоким блеском и высокой стойкостью. Металлические оттенки выглядят намного хуже, чем те, которые получаются при использовании жидких покрытий, и это еще одна проблема, которую мы хотим решить.
Houweling, DSM: Мы продолжаем улучшать экологичность наших решений для порошковых покрытий, потому что мы рассматриваем это свойство как ключевой фактор успеха порошка в сочетании с более низкими температурами отверждения (термочувствительные подложки и большая масса), улучшенным внешним видом. , улучшенная коррозионная стойкость и замена эпоксидной смолы.
Coutts, Erie Порошковые покрытия: Наше внимание сосредоточено на борьбе с коррозией. Мы видим много пробелов и потенциал для продвижения в этой области. Наше основное внимание было сосредоточено на решении таких проблем, как проблемы адгезии между слоями при повторном покрытии, которые были общими для существующих продуктов, и разработке новых технологий с использованием новых химикатов, пигментов и интеллектуальных технологий.
Pearson, Estron Chemical: Продолжают существовать проблемы, связанные со все более строгими требованиями к степени отверждения без ущерба для внешнего вида или характеристик. Estron сосредоточен на преодолении недостатков производительности, связанных с манипуляциями с компонентами покрытия — физической подвижностью реакционноспособных групп смолы, находящих друг друга во время процесса отверждения в заранее определенное время и определенным образом — и на том, как определить наиболее эффективный метод доставки продукта. которые соответствуют потребностям отдельных рынков.
Компания Estron разработала запатентованный производственный процесс, обеспечивающий равномерное распределение добавок при минимизации возможности реакции между функциональными компонентами смолы и добавками. Этот процесс также доказал свою эффективность для диспергирования добавок в покрытиях, с которыми сложно работать обычными методами.
Biller, The Powder Coating Research Group: PCR Group работает над широким спектром новых технологий, включая улучшение коррозионной стойкости грунтовок и полиэфирных верхних покрытий; технология нанесения покрытий на композиты, МДФ и твердую древесину; и устойчивые системы смол на основе растительного сырья. Значительные успехи достигаются с помощью методов рецептуры, новых материалов и соответствующих процессов, таких как инфракрасное и ультрафиолетовое отверждение.
В. Есть ли что-нибудь еще о достижениях в технологии порошковых покрытий, которые вы хотели бы упомянуть?
Czeczatka, BYK: Порошковые покрытия имеют очевидные экологические преимущества. Их содержание летучих органических соединений и углеродный след часто намного выше, чем у жидких, то есть систем на основе растворителей и даже на водной основе.
Watson, allnex: Недавняя нормативная реклассификация некоторых сшивающих агентов приведет к изменению рецептуры. Новые архитектурные стандарты для китайского рынка также будут стимулировать развитие для получения указанной производительности. Кроме того, особое внимание уделяется выявлению использования устойчивого сырья и устранению материалов, вызывающих озабоченность, что еще больше укрепит экологичность порошковых покрытий.
Pearson, Estron Chemical: Есть области, которые могут заинтересовать читателей в отношении архитектурных порошковых покрытий и их продвижения в Европе по сравнению с Северной Америкой. Принятие порошка на архитектурном рынке в Европе больше, чем в Соединенных Штатах, при этом общепризнанным барьером для выхода на рынок являются различия в цвете и блеске. Европа более приемлема для слабого глянца, достигаемого с помощью технологических смесей, но этот метод приводит к эффекту блеска, который не получил широкого распространения или не был принят в Северной Америке.
[Обратите внимание, что Биллер не согласен. Он утверждает, что разница в потреблении связана с разными требованиями к защите от ультрафиолета. Европе требуются покрытия со значительно меньшей устойчивостью к УФ-излучению. Континентальная часть Соединенных Штатов подвергается воздействию значительно более высоких доз УФ-излучения, поэтому требуется более высокая производительность. Довольно стандартная технология смолы соответствует большинству европейских архитектурных стандартов. В Соединенных Штатах фторполимеры должны соответствовать коммерческим архитектурным спецификациям, что создает более высокий барьер для выхода на рынок.]
Влад, AkzoNobel Порошковые покрытия: Клиенты хотят иметь возможность принимать более быстрые и информированные решения. Рост цифровых инноваций в индустрии порошковых покрытий приближает порошковые покрытия к конечным пользователям, упрощая процесс принятия решений. Оцифровка цвета и цифровые инструменты являются ключевой областью развития; AkzoNobel выпустила ряд цифровых приложений в различных сегментах рынка, поддерживаемых Instamatch, высокоточным инструментом измерения цвета, который в сочетании с мобильным программным обеспечением обеспечивает быстрый и точный выбор цвета на ходу.
Приложения позволяют легко и удобно проводить исследования, а в некоторых случаях, например AkzoNobel Design, могут даже использоваться для разработки индивидуальных технических спецификаций за считанные минуты, предлагая выбор фильтров на каждом этапе процесса принятия решения. Фильтры могут варьироваться в зависимости от типа подложки/строительного материала, окружающей среды, географического положения, требований к долговечности, выбора цвета, внешнего вида и т. д. годы. Похоже, что большая часть инноваций возникает в результате передачи технологий из сектора производства пластмасс. До тех пор, пока не произойдет значительный прорыв в дизайне полимеров и способах производства покрытий, порошок будет по-прежнему занимать нишу на рынке покрытий. Тем не менее, Arkema продолжает искать новые способы обслуживания и поддержки наших клиентов в этом секторе рынка.
ПокрытияТех | Том. 15, № 8 | Август 2018 г.
Общие сведения о порошковом покрытии — процесс, компоненты и соображения по выбору
Оператор наносит порошковое покрытие на металлическую деталь.Изображение предоставлено: al7/Shutterstock.com
Порошковое покрытие — это процесс отделки, при котором сухой, сыпучий, термопластичный или термореактивный порошковый материал наносится на поверхность, расплавляется и затвердевает, образуя ровное покрытие. Этот процесс отделки подходит для различных материалов, включая металлы, пластмассы, стекло и древесноволокнистые плиты средней плотности (МДФ), и может обеспечить как функциональное, так и декоративное поверхностное покрытие в широком диапазоне цветов, отделки и текстур, которые не легко достижимы традиционные методы нанесения жидкого покрытия.
Существует два основных метода нанесения порошкового покрытия — электростатическое распыление (ESD) и нанесение в псевдоожиженном слое. Любой процесс позволяет получить ровное твердое покрытие, которое, как правило, более долговечно, экономично и безвредно для окружающей среды, чем сопоставимое жидкое покрытие. Однако, несмотря на то, что порошковые покрытия демонстрируют некоторые преимущества по сравнению с жидкими покрытиями, особенно при нанесении толстых покрытий или покрытий с интенсивным движением, они не подходят для всех производственных применений, таких как тонкопленочные покрытия или покрытия для крупных деталей. Требования и спецификации, предъявляемые к конкретному порошковому покрытию, например, среда нанесения, материалы подложки, размер, стоимость, время выполнения работ и т. д., помогают определить тип процесса нанесения покрытия, наиболее подходящий для использования.
Несмотря на то, что каждый процесс нанесения покрытия имеет свои преимущества и недостатки, в этой статье основное внимание уделяется порошковому покрытию с изложением основ, необходимых компонентов и механики технологии порошкового покрытия. Кроме того, в статье рассматриваются преимущества и ограничения процесса, а также приводятся некоторые соображения, которые производители должны учитывать при выборе поставщика услуг по нанесению покрытий.
Процесс порошковой окраски
Порошковое покрытие представляет собой многоэтапный процесс отделки поверхности, подходящий для металлических и неметаллических подложек. Метод включает этап подготовки, нанесения и отверждения и, как минимум, использует распылитель, покрасочную камеру и печь для отверждения.
Обзор процесса и оборудования для порошкового покрытия
В отличие от процесса жидкого покрытия, в котором используется суспензия жидкого покрытия, порошковое покрытие представляет собой процесс сухой отделки, в котором используется порошковый материал покрытия. В ходе процесса порошок наносится на предварительно обработанную поверхность подложки, расплавляется, затем высушивается и затвердевает в защитно-декоративное покрытие. Выделяют три этапа: подготовка поверхности, нанесение покрытия и термическое отверждение.
Этап подготовки
Перед нанесением любого материала порошкового покрытия поверхность подложки необходимо очистить и обработать, чтобы убедиться, что на детали нет пыли, грязи и мусора. Если поверхность недостаточно подготовлена, любые оставшиеся остатки и отложения могут повлиять на адгезию порошка и качество окончательной отделки. Полная подготовительная обработка в основном зависит от материала, на который наносится покрытие. Однако некоторые из этапов, которые обычно используются на этом этапе, включают очистку, промывку, травление, струйную очистку и сушку, а наиболее широко используемое оборудование включает станции промывки, пескоструйные камеры и сушильные шкафы.
Масло, жир, растворитель и остатки можно удалить с поверхности детали слабой щелочью и нейтральными моющими средствами в погружных баках или на промывочных станциях. Моечные станции способны распылять на детали горячую воду, пар, моющие средства и другие растворы для предварительной обработки для очистки, химической подготовки и ополаскивания поверхности перед нанесением покрытия.
Если дизайн компонента требует, чтобы определенные участки оставались непокрытыми, маскирующие продукты (например, маскирующие точки) наносятся на подложку перед этапом нанесения. Эти вышеупомянутые продукты доступны во множестве стандартных и нестандартных форм и форм. Однако, как правило, они изготовлены из бумаги или пластиковой пленки, покрытых чувствительным к давлению клеем, что позволяет им прилипать к подложке и защищать покрытую область от контакта с порошковым материалом во время операций порошкового покрытия.
Этап подачи заявки
Как указано в следующем разделе, существует два типа материалов для порошкового покрытия, которые можно наносить. Тип материала покрытия, используемого при нанесении покрытия, частично определяет метод нанесения. Производители и поставщики отделочных услуг используют два основных метода: электростатическое осаждение (ESD) и порошковое покрытие в псевдоожиженном слое.
Электростатическое осаждение (ESD): Для большинства металлических деталей материал покрытия наносится методом электростатического распыления. Этот метод нанесения включает камеру распыления порошка, устройство подачи порошка, электростатический пистолет-распылитель и, в зависимости от типа используемого пистолета, блок питания.
Покрасочная камера служит рабочей зоной для нанесения порошкового материала на деталь, а также может выступать в качестве воздушного фильтра и системы сбора и сбора избыточного распыления порошка.
Пульсированный порошковый материал распределяется из устройства подачи в пистолет для нанесения порошкового покрытия, который используется как для придания порошку электрического заряда, так и для нанесения его на подложку. Обычно используются три типа электростатических пушек — Corona, Tribo и Bell. Затем электрически заряженные частицы могут прилипать к электрически заземленной поверхности детали и оставаться прилипшими до тех пор, пока они сохраняют часть своего заряда. Любой избыточный материал может быть собран системами сбора и извлечения и повторно использован в будущих покрытиях.Порошковая окраска в псевдоожиженном слое: в отличие от ESD, где материалы жидких красок распыляются электростатически и приклеиваются к поверхности, при порошковой окраске в кипящем слое предварительно нагретые детали погружаются в порошковый материал в кипящем слое. Существует также альтернативный вариант, называемый порошковым покрытием в электростатическом псевдоожиженном слое, который создает облако электрически заряженных частиц порошка над псевдоожиженным слоем, через который проходит деталь для нанесения покрытия.
Стадия отверждения
Особенности и характеристики этапа отверждения процесса порошкового покрытия в основном определяются методом нанесения сухого порошка, а также типом используемого материала порошкового покрытия.
Отверждение деталей с электростатическим покрытием: Детали с порошковым покрытием с помощью электростатического разряда должны быть отверждены в печи для отверждения порошков. Хотя график отверждения детали в основном зависит от ее размера, формы и толщины, обычно печь для отверждения, работающая при температуре от 325 до 450 градусов по Фаренгейту, приводит к времени отверждения в диапазоне от десяти минут до более часа. Соответственно, более мелкие детали с порошковым покрытием требуют меньшего времени отверждения и меньших объемов нагретого воздуха для полного отверждения, а более крупные детали требуют больше времени. Когда деталь с антистатическим покрытием достигает оптимальной температуры отверждения в печи, частицы порошка плавятся и стекают вместе, образуя непрерывную пленку на поверхности детали.
Отверждение деталей с покрытием в псевдоожиженном слое: Детали, на которые нанесено покрытие в псевдоожиженном слое, перед стадией нанесения покрытия нагревают в печах, аналогичных тем, которые используются для отверждения деталей с покрытием ESD. Поскольку предварительно нагретая деталь погружается в материал покрытия, частицы порошка плавятся и стекаются при контакте с нагретой поверхностью детали. Детали, на которые нанесено порошковое покрытие в электростатическом псевдоожиженном слое, можно либо предварительно нагреть перед прохождением через облако порошкового покрытия — в этом случае сформированное порошковое покрытие будет таким же, как и при обычном методе псевдоожиженного слоя, — либо деталь можно нагреть и отвердить. в печи для отверждения после нанесения покрытия, как при методе покрытия электростатическим разрядом.
Когда деталь с порошковым покрытием достаточно остынет, чтобы с ней можно было обращаться, ее можно, при необходимости, собрать, упаковать и отправить.
Изображение предоставлено: Alba_alioth/Shutterstock.com
Рекомендации по материалам порошкового покрытия
Как указано в предыдущем разделе и в Таблице 1 ниже, в процессе порошкового покрытия используются два основных типа материалов покрытия — термореактивные и термопласты. Каждый тип может применяться аналогичным образом, но по-разному проходит стадию отверждения, а также демонстрирует различные физические и механические характеристики.
Таблица 1 – Сравнение типов материалов порошкового покрытияРеактопласты | Термопласты |
Способен выдерживать высокие температуры | Может размягчаться/плавиться при воздействии высоких температур |
Нельзя переплавлять, реформировать и перерабатывать | Может быть переплавлен, преобразован и переработан |
Повышенная стойкость к царапинам и повреждениям | Повышенная ударопрочность |
Склонен к хрупкости и перетверждению (особенно в толстых покрытиях) | Более гибкий в толстых покрытиях |
Требуется цикл отверждения для затвердевания | Не требует цикла отверждения для отверждения |
Вступает в необратимую химическую реакцию | Химически не меняет |
Применяется только методом электростатического разряда (обычно) | Применяется как методом электростатического разряда, так и в псевдоожиженном слое |
Термореактивные порошки
При первом нанесении на подложку термореактивное порошковое покрытие имеет короткие молекулы полимера. Однако в процессе отверждения порошок подвергается необратимой химической реакции сшивки, которая связывает вместе длинные цепочки молекул полимера. Эта реакция изменяет физические свойства и химический состав материала и позволяет ему затвердевать в тонкое, ровное, твердое покрытие, если соблюдается надлежащий график отверждения.
Термопластичные порошки не требуют цикла отверждения. Вместо этого термопластическому материалу требуется только время и температура, необходимые для плавления, вытекания и создания пленкообразного покрытия. В отличие от термореактивного материала, который подвергается химической реакции на стадии отверждения, термопластичные материалы не меняют своих физических или химических свойств при воздействии тепла. Следовательно, их можно переплавлять, реформировать и перерабатывать для будущих покрытий.
Термопластичные покрытия
При выборе между термореактивными и термопластичными покрытиями необходимо учитывать некоторые факторы: метод нанесения и предполагаемое применение покрытия. Как правило, термореактивные порошки наносятся только методом электростатического разряда. Это ограничение существует из-за того, что погружение предварительно нагретых деталей в термореактивный порошок может привести к образованию поперечных связей излишков порошка из-за накопления и остаточного тепла в псевдоожиженном слое. Поскольку реакция сшивки вызывает необратимые изменения в порошковом материале, такие явления могут привести к чрезмерному отходу порошка покрытия. Процесс отверждения позволяет термореактивным материалам получать более прочные покрытия, чем термопласты, что позволяет им выдерживать более высокие температуры и демонстрировать большую устойчивость к царапинам и истиранию. Однако более твердое покрытие также может ограничивать ударопрочность термореактивных покрытий, а чрезмерное отверждение может привести к тому, что покрытие станет хрупким, особенно в случае более толстых покрытий. Термопластичный порошок можно наносить как методом электростатического разряда, так и методом покрытия в псевдоожиженном слое, и, как правило, он может давать более толстые, более гибкие и ударопрочные покрытия, чем термореактивный порошок. Хотя способность к повторному расплавлению дает некоторое преимущество в отношении стоимости материала, она также делает термопластичные порошковые покрытия менее подходящими для применения при высоких и интенсивных температурах, поскольку материал покрытия может размягчиться или расплавиться.
Рекомендации по материалу подложки
Порошковые покрытия в основном наносятся на металлические поверхности, такие как сталь, нержавеющая сталь и алюминий. Однако их также можно наносить на неметаллические подложки, такие как стекло, дерево или древесноволокнистые плиты средней плотности. Диапазон подходящих материалов для процесса порошкового покрытия ограничен материалами, которые могут выдерживать температуры, необходимые для плавления и отверждения порошка покрытия без плавления, деформации или возгорания.
Выбранный материал также помогает определить используемый метод покрытия. Поскольку металлы могут быть электрически заземлены, материал покрытия обычно наносится на металлические подложки методом электростатического распыления, но его также можно наносить методом псевдоожиженного слоя. С другой стороны, поскольку неметаллы не могут быть достаточно заземлены, они требуют, чтобы порошковые покрытия наносились методом порошкового покрытия в псевдоожиженном слое.
Порошковое покрытие и возможности
Примеры цветных порошковых покрытий на рессорных деталях.Изображение предоставлено: SUWIT NGAOKAEW/Shutterstock.com
Порошковые покрытия можно наносить в широком диапазоне цветов, отделок, текстур и толщин, которые трудно получить с помощью обычных методов нанесения жидких покрытий. Порошковое покрытие, которое может быть изготовлено практически любого цвета, может использоваться как для защитных, так и для декоративных целей. Окончательный результат варьируется от матового до глянцевого и от прозрачного до металлического. Различные текстуры также доступны для декоративных целей или скрытия дефектов поверхности.
Этот процесс позволяет получить более широкий диапазон толщины покрытия. По сравнению с процессом жидкого покрытия, порошковое покрытие позволяет быстрее получать более толстые и ровные покрытия, особенно при использовании метода покрытия в псевдоожиженном слое. Используя метод электростатического разряда, также можно получить тонкие ровные покрытия, хотя и не такие тонкие, как покрытия, получаемые с помощью процесса жидкого покрытия.
Преимущества порошковых покрытий
Метод порошкового покрытия имеет ряд преимуществ по сравнению с традиционными методами жидкого покрытия, включая повышенную долговечность, возможности для более специализированной отделки, меньшее воздействие на окружающую среду, более быстрое время выполнения работ и более низкие затраты на материалы.
Помимо того, что порошковые покрытия доступны с широким спектром вариантов отделки, они, как правило, более долговечны и долговечны, чем жидкие краски. Они демонстрируют более высокую устойчивость к ударам, влаге, химическим веществам и износу, а также обеспечивают большую защиту от царапин, истирания, коррозии, выцветания и общего износа. Эти характеристики делают их подходящими для приложений с высокой нагрузкой и трафиком.
Еще одним преимуществом порошковых покрытий является отсутствие выбросов растворителей и углекислого газа, опасных отходов, требующих утилизации, и, как правило, требований к грунтовке поверхности. Эти исключения ограничивают количество токсичных и канцерогенных веществ, выбрасываемых в окружающую среду на протяжении всего процесса, и способствуют признанию индустрии порошковых покрытий в качестве более экологически чистой альтернативы жидким покрытиям.
Этот процесс может иметь гораздо более низкие долгосрочные затраты по сравнению с процессом жидкого покрытия из-за его более быстрого оборота и большего использования материала покрытия. Поскольку этап отверждения порошкового покрытия позволяет собирать, упаковывать и отправлять детали сразу после того, как деталь остынет, детали тратят меньше времени на складские запасы, что позволяет производителям и поставщикам услуг по отделке иметь более быстрый оборот и меньше требований к складскому пространству. Этот процесс также позволяет собирать и перерабатывать избыточный материал, а не выбрасывать его в отходы, что снижает количество отходов, требующих утилизации, увеличивает коэффициент использования материала покрытия и снижает стоимость материалов с течением времени.
Ограничения порошковой окраски
Хотя процесс нанесения сухого порошкового покрытия имеет несколько важных преимуществ по сравнению с жидким покрытием, этот процесс также имеет ограничения. Ограничения порошкового покрытия включают в себя ограниченный диапазон подходящих материалов подложки, трудности с получением ровных тонких покрытий, более длительные сроки изготовления покрытий, меняющих цвет, более длительное время высыхания и отверждения крупных деталей и более высокие начальные затраты.
Как упоминалось ранее, материалы подложки должны выдерживать температурные требования стадии отверждения, чтобы быть пригодными для нанесения порошкового покрытия. Даже если материал выдерживает нагрев, получение ровного покрытия может оказаться проблематичным, особенно для тонких или многоцветных покрытий. Тонкие покрытия трудно производить, так как сложно контролировать количество порошкового материала, наносимого на подложку на этапе нанесения, при этом обеспечивая равномерное покрытие. Многоцветные порошковые покрытия трудно производить быстро, потому что любые излишки распыления должны быть тщательно собраны и удалены с области распыления между сменой цвета; в противном случае это может привести к перекрестному загрязнению переработанных или повторно используемых материалов.
Несмотря на то, что процесс порошкового покрытия со временем может обходиться дешевле, для конкретных областей применения покрытия может оказаться более рентабельным использование жидких покрытий. Например, в то время как детали с порошковым покрытием обычно изготавливаются быстрее, большие, толстые или тяжелые детали, как правило, требуют более высоких температур и более продолжительного времени отверждения и сушки; Эти удлиненные графики отверждения не только задержат производственный процесс, но и приведут к более высоким затратам энергии. Для начинающих производителей и поставщиков отделочных услуг первоначальные инвестиции в оборудование для порошкового покрытия также, как правило, выше, чем в случае с жидким покрытием, поскольку для этого процесса требуется распылительный пистолет, специализированная покрасочная камера и печь для отверждения.
Изображение предоставлено Shutterstock.com/SUWIT NGAOKAEW
Выбор поставщика отделочных услуг
Порошковое покрытиеможно использовать в самых разных областях производства. Конкретные производственные требования приложения помогают определить поставщика отделочных услуг, который лучше всего подходит для рассмотрения.
Для производителей, которые не могут выполнять операции порошкового покрытия собственными силами, их прототипы, короткие и длительные производственные работы могут выполняться ремонтной мастерской или поставщиком отделочных услуг, который предлагает услуги порошкового покрытия. Магазины по трудоустройству существуют всех размеров (от одного человека до предприятий с сотнями обученных сотрудников) и предлагают широкий спектр возможностей и специальностей для нанесения покрытий. Для нанесения покрытий в больших объемах подрядчики по отделочным работам также могут оказаться жизнеспособным вариантом. Эти подрядчики могут проектировать и изготавливать индивидуальные системы для нанесения покрытия на определенные детали, что гарантирует равномерное покрытие деталей и соответствие требуемым спецификациям. Несмотря на высокую стоимость по первоначальным инвестициям, в течение нескольких лет последний вариант может демонстрировать гораздо более низкую стоимость в расчете на одну деталь.
Некоторые производители могут выполнять отделочные операции собственными силами, и в этом случае им потребуется инвестировать в приобретение или покупку оборудования для порошкового покрытия. Первоначальные инвестиции в оборудование высоки, и рабочие должны быть обучены использованию и обслуживанию машин, но в долгосрочной перспективе, особенно если операции выполняются регулярно, это может оказаться более рентабельным вариантом. Поставщики отделочного оборудования могут предложить стандартное оборудование для порошковой окраски, а также услуги по проектированию и изготовлению индивидуальных систем порошковой окраски, а также обеспечить необходимое обучение сотрудников и услуги по техническому обслуживанию систем. Независимо от того, хочет ли производитель инвестировать в покупку стандартного оборудования или в создание индивидуальной системы, обученные консультанты по порошковым покрытиям могут дать некоторую информацию и помощь, поскольку они могут предоставить как бескорыстные знания, так и связи с поставщиками.
При выборе между выполнением операций порошковой окраски собственными силами или передачей операций мастерской или подрядчику, производителю важно понимать затраты и преимущества обоих вариантов, чтобы выбрать тот, который лучше всего подходит для их нанесения порошковой окраски.
Резюме
Выше изложены основы процесса и оборудования для резки порошковых материалов, а также некоторые соображения, которые могут быть приняты во внимание производителями при принятии решения о том, является ли порошковое покрытие наиболее оптимальным решением для их конкретного применения покрытия.
Для получения дополнительной информации о местных коммерческих и промышленных поставщиках посетите платформу Thomas Supplier Discovery, где вы найдете информацию о более чем 500 000 коммерческих и промышленных поставщиков.
Источники
- Институт порошковых покрытий
- https://www.rit.edu
- https://www.finishing.com/library/pennisi/powder.html
- https://www.pfonline.com/articles/understanding-fluidized-bed-powder-coating
- https://www.us-metalcrafters.com/not-so-heavy-metal-blog/how-does-powder-coating-wo
- https://plastechcoatings.com/industrial-coating-guide/
Прочие изделия с порошковым покрытием
- Типы порошковых покрытий
Еще от Изготовление и изготовление на заказ
Все, что вы должны знать о порошковых покрытиях
Красить или наносить порошковое покрытие? Какая отделка лучше всего подходит для вашего металлоконструкции? Почему лучше выбрать порошковую покраску, а не краску?
Краска — это традиционный подход с различными ограничениями. Порошковая окраска, с другой стороны, является более продвинутым подходом. Это обеспечивает повышенную долговечность, снижение воздействия на окружающую среду и более качественный внешний вид.
Порошковое покрытие представляет собой процесс сухого покрытия, используемый в качестве отделки металла в основном на промышленном оборудовании. Порошковое покрытие наносится в виде сухого порошка с помощью электростатического процесса, а затем отверждается при нагревании. Он хорошо известен тем, что обеспечивает высококачественную отделку с точки зрения как функциональности, так и общего внешнего вида.
Порошковое покрытие не только прочное, но и гибкое. Его можно использовать на различных поверхностях, включая металл, бетон, сталь и пластик. Он подходит как для внутренних, так и для наружных работ и является одним из самых экономичных вариантов отделки.
ТИПЫ ПОРОШКОВОГО ПОКРЫТИЯ Существует два типа порошкового покрытия: термореактивные и термопластичные.
Термопластичные порошковые покрытия становятся жидкими и очень мягкими при нагревании. Это исключает химическую связь. Этот процесс делает порошковое покрытие обратимым и пригодным для повторного использования.
Термопластичные покрытия имеют тенденцию быть более толстыми и, следовательно, более долговечными по сравнению с термореактивными покрытиями. По этой причине их можно использовать для множества вещей из металла, автозапчастей и даже холодильников.
С другой стороны, термореактивный порошок отличается тем, что после отверждения образует химические связи, что делает невозможным его повторное использование. Он подходит для областей с высокой температурой, потому что связи препятствуют его плавлению. Этот тип намного дешевле по сравнению с термопластом.
ПРОЦЕСС ПОДАЧИ ЗАЯВКИ Подготовка – это первый и, возможно, самый важный этап процесса. Этот шаг определяет, насколько хорошо порошковое покрытие прилипает к металлической поверхности, и существуют различные варианты очистки и подготовки поверхности. Лучше всего использовать обезжириватель и/или фосфатный ополаскиватель с последующим быстрым ополаскиванием водой. Затем порошок наносится с помощью пистолета-распылителя, и сразу после этого начинается отверждение.
Существуют и другие методы, которые можно использовать, но они подходят только для определенных проектов.
КАК РАБОТАЕТ ПОРОШКОВОЕ ПОКРЫТИЕ МЕТАЛЛА?Порошковая краска на основе полимерной смолы в сочетании с пигментами, отвердителями, модификаторами текучести, выравнивающими агентами и некоторыми другими добавками. Все ингредиенты смешивают в расплаве, затем охлаждают и измельчают в порошок. Предварительный нагрев обеспечивает однородную поверхность, а охлаждение помогает сформировать твердое покрытие.
Процесс порошковой окраски исключает избыточное распыление, которое может иметь место при использовании красок на основе растворителей. Порошковые покрытия отличаются от краски тем, что для работы им нужен электрический заряд, а краске нужен клей.
Для нанесения краски используется электростатический распылитель. Он придает положительный электрический заряд порошку и ускоряет его по направлению к компонентам за счет электростатического заряда. Процесс химического связывания укрепляет порошковое покрытие, потому что после отверждения связи затвердевают.
Одним из наиболее значительных преимуществ использования порошковых покрытий является то, что после затвердевания можно наносить больше слоев желаемой толщины. Более толстые покрытия означают долговечность и повышенную защиту. Порошковые покрытия подходят для металла, поскольку они отталкивают коррозионно-активные материалы, такие как химикаты и вода.
НАСКОЛЬКО ДОЛГОВЕЧНО ПОРОШКОВОЕ ПОКРЫТИЕ? Это бесспорно одно из самых прочных покрытий, которое можно использовать в качестве отделки для различных поверхностей, а не только для металла. Химические связи дают превосходное покрытие, которое делает его пригодным как для машин, так и для предметов повседневного обихода. Он хорошо выдерживает экстремальные погодные условия и физические воздействия, то есть устойчив к царапинам, истиранию и сколам.
Срок службы изделия сильно зависит от нескольких факторов. Эти факторы включают качество подготовки, тип используемого порошкового покрытия и окружающую среду, в которой находится продукт. Порошковое покрытие может прослужить до 20 лет, но из-за постоянного использования, воздействия УФ-излучения и внешней среды может быстрее разрушиться.
Различные покрытия также имеют разный срок службы. Например, покрытия из фторполимеров и уретанов могут служить дольше. Они предназначены для работы в экстремальных условиях и лучше подходят для использования вне помещений. Эпоксидные покрытия, с другой стороны, могут очень долго служить в помещении, но при воздействии на улицу они разрушаются намного быстрее.
ДРУГИЕ ПРЕИМУЩЕСТВА ВЫБОРА ПОРОШКОВЫХ ПОКРЫТИЙ Порошковые покрытия имеют ряд преимуществ, что делает их отличным выбором для производства металлов. Помимо легендарной долговечности, есть и другие сильные стороны, которые следует учитывать при выборе отделки.
Экологически чистый : Это экологически чистый вариант, поскольку его можно использовать повторно и перерабатывать. В отличие от реактопластов, термопластичные покрытия очень легко меняют форму. Порошок также используется точно с минимальными потерями, в отличие от краски, где вы испытываете много избыточного распыления.
Вы можете ожидать около 5% потерь или меньше, и тот факт, что им не нужны растворители, является большим плюсом. Порошковое покрытие не выделяет летучих органических соединений, которые могут нанести вред окружающей среде. Кроме того, он безопаснее в использовании, и хотя по-прежнему рекомендуется носить защитное снаряжение, он не представляет такой большой угрозы для здоровья, как другие виды отделки.
Экономичность: При использовании порошковой окраски первоначальный опыт может показаться значительным, а для некоторых, возможно, ошеломляющим. Однако со временем слой становится намного меньше по сравнению с другими типами отделки.
Полироли Внешний вид: Довольно легко добиться полированного вида при порошковом покрытии металла. Тот факт, что он отталкивает химические вещества, влагу и другие элементы, делает его очень простым в уходе.
ЧТО О НЕДОСТАТКАХ?Несмотря на то, что этот вид отделки имеет множество преимуществ, нельзя упускать из виду и недостатки. Дело в том, что для достижения эффективности и функциональности необходимо использовать правильную отделку.
Меньше Контроль покрытия: На самом деле добиться толщины или контролировать толщину покрытия может быть сложно. Это может даже сделать уровни толщины неравномерными, что повлияет на общую текстуру. Если порошковая покраска бежит, то процесс порошковой покраски нужно переделывать.
Получение правильных цветов: Несмотря на то, что переработка и повторное использование порошковых покрытий — это плюс, это также может привести к перекрестному загрязнению. Это просто означает, что цвета могут получиться не такими, как предполагалось, что снижает эффективность и делает возможным несоответствие ретуши. Этого можно избежать, тщательно храня порошки в упаковке, когда они не используются.
Порошковое покрытие является одним из лучших, когда речь идет о производстве металла. Если вы не использовали его до них, вы упустили что-то действительно невероятное. Если вы хотите увидеть великолепие металла с порошковым покрытием, пожалуйста, свяжитесь с нами.
Порошковое покрытие листового металла
Если вы хотите защитить и визуально улучшить поверхность деталей из листового металла, вы можете подумать о порошковом покрытии листового металла.
Ниже приведены несколько продуктов, на которые обычно наносится порошковое покрытие:
- Транспортные средства
- Двери
- Windows
- Перила
Хотя приведенный выше список представляет собой лишь выборку типов изделий, на которые наносится порошковое покрытие, вы можете заметить тенденцию к тому, что порошковое покрытие применяется к изделиям большего размера и объема.
Порошковое покрытие защищает износостойкую поверхность, устойчивую к царапинам и коррозии. Современные технологии предоставляют производителям возможность наносить порошковые покрытия на металлические и неметаллические поверхности.
Прежде чем мы перейдем к тому, как работает процесс порошковой окраски, мы рассмотрим историю порошковой окраски, чтобы получить более полное представление о практике.
Какова история порошковой окраски?
История порошковой окраски восходит к Германии в 1950-е годы. Ученые признали необходимость в более эффективном способе нанесения органических полимеров, чем напыление. Ученый по имени доктор Эрвин Геммер отреагировал на дилемму органических полимеров, создав новый способ нанесения термостатических смол с использованием псевдоожиженного слоя.
Доктор Эрвин Геммер получил патент на свой процесс с псевдоожиженным слоем в 1955 г. против истирания. Нанесение в псевдоожиженном слое было новаторским, поскольку предыдущие методы нанесения порошкового покрытия включали пламенное напыление.
Порошковое покрытие быстро эволюционировало, поскольку в 1960-х годах появились электростатические приложения.
Электростатическое нанесение
Одной из основных проблем оригинального метода порошкового покрытия была невозможность контролировать толщину производимого слоя.
Сигнал входа электростатического приложения.
Преимущества электростатического нанесения включают более простое нанесение с помощью распылителя и возможность контролировать толщину создаваемого слоя.
Оригинальный процесс порошковой окраски доктора Эрвина Геммера применялся в основном в Европе и США. Как только было изобретено электростатическое приложение, оно распространилось по всему миру.
Забытый процесс порошковой окраски
В 1970-е годы появился новый метод нанесения порошковой окраски, который так и не прижился. Нанесение порошковой суспензии было названием этого метода порошкового покрытия, родившегося и умершего в 1970-х годах.
Обработанные порошковые покрытия во время нанесения порошковой суспензии измельчались в песчаной мельнице с поверхностно-активными веществами и водой. Затем смесь распыляли с использованием стандартного оборудования для нанесения, и результат был почти таким же, как и при других методах. Несмотря на то, что в теории процесс нанесения суспензии звучит превосходно, производители часто жалуются на то, что материал сгущается в процессе нанесения.
Текущее состояние порошковых покрытий
Порошковое покрытие является основным продуктом современного производства и продолжает развиваться благодаря совершенствованию практики. Целью развития методов порошкового покрытия является создание более широкого спектра применений на автомобильном рынке, рынке бытовой техники и бытовой техники.
В автомобильной промышленности кузов автомобиля, отделка, колеса и капот — все это области, которые выигрывают от нанесения порошкового покрытия. Столь же легко увидеть, как производители бытовой техники извлекают выгоду из стойкости и эстетических преимуществ, которые предлагает порошковое покрытие.
Отверждение — важный компонент процесса порошковой окраски, который в настоящее время совершенствуется. Современные технологии должны иметь возможность отверждать порошковые покрытия, которые подчеркивают внешний вид на высоких скоростях. Сегодняшнее быстрое отверждение достигается за счет согласования длины волны инфракрасного излучения с покрытием и подложкой.
Приток поставщиков оборудования для производства порошковых покрытий и большего количества сырья поддерживает промышленную способность предоставлять варианты продукции со склада и небольшие индивидуальные партии для порошкового покрытия.
Сегодня мы можем использовать порошковое покрытие для чувствительных материалов, таких как пластик, благодаря усовершенствованным технологиям. Цифровизация будет играть решающую роль в постоянном росте порошковой окраски.
Теперь, когда мы представили краткую историю порошковой окраски, давайте посмотрим, что происходит за кулисами во время фактического процесса.
Как работает порошковое покрытие?
Первым этапом порошковой окраски является предварительная обработка поверхности. Предварительная обработка состоит из нескольких этапов.
После того, как обрабатываемые детали закреплены на держателях или стойках. Важно отметить, что детали, над которыми работают, проходят весь процесс покрытия, когда они связаны со стойками. Производители используют стойки, чтобы убедиться, что заготовки заземлены и обладают электропроводностью.
Во время предварительной обработки удаляется пыль, окалина, жир и другие нежелательные остатки. Пескоструйная обработка, шлифовка и очистка щеткой отлично справляются с очисткой деталей при предварительной обработке. После предварительной обработки детали сушат в сушилках для клеевой воды перед началом нанесения краски.
Нанесение порошковой краски состоит из нескольких этапов, первым из которых является подача и подготовка краски. Партии краски сразу помещаются в контейнеры, а переработанный порошок смешивается с новым порошковым покрытием. Частицы краски закручиваются и встряхиваются для улучшения свойств текучести.
Транспортировка частиц краски осуществляется посредством массовой и точной транспортировки. Массовая транспортировка предполагает транспортировку более 5 кг порошковой краски в минуту. Точность передачи заключается в порошковой окраске, достигающей распылителя через 50-100 г каждую минуту.
Цифровая транспортировка в плотной фазе может использоваться для массовой и точной транспортировки и дает преимущества производителям, поскольку не требует псевдоожижения порошка краски.
Далее зарядка и нанесение краски.
Заправка и нанесение краски
Пистолеты для распыления порошка — это инструменты, используемые для нанесения порошкового покрытия. Большинство компаний используют полностью автоматическое порошковое покрытие с цифровым управлением. Покрасочные камеры часто используются для создания безопасной зоны нанесения. Электрически заряжая частицы краски, можно наносить краску.
Ионизация — это метод нанесения, при котором частицы краски направляются вдоль электрода с напряжением 30–100 кВ. Смысл обеспечения высоких уровней напряжения заключается в ионизации окружающего воздуха частицы. Если вам интересно, что такое окружающий воздух, то это воздух в его естественном состоянии.
После того, как частицы краски проходят через электрическое поле, на поверхности собираются ионы воздуха. Другой электрод на наконечнике пистолета-распылителя поглощает ионы и рассеивает заряд. Ионизацию хвалят за ее универсальные возможности применения.
Последним основным методом нанесения заряда для порошковой окраски является трибоэлектрический заряд.
Электростатические заряды при трибоэлектрической зарядке создаются при контакте частиц краски со стенками распылителя. В процессе трения трибоэлектрической зарядки электроны высвобождаются из материалов покрытия стенок пистолета.
Электростатический заряд может сохраняться во время распыления при трибоэлектрической зарядке.
Почему?
Частицы быстро отделяются от пистолета-распылителя.
Трибоэлектрическая зарядка часто используется для порошковых покрытий, требующих нанесения нескольких слоев краски.
Это основные методы заправки и нанесения порошковой краски, но не стесняйтесь узнавать и о других альтернативных методах.
Dane Manufacturing Порошковая окраска
Порошковая окраска является важной практикой в Dane Manufacturing, так как большинство металлов могут быть покрыты порошковой краской.
Dane Manufacturing предоставляет превосходные услуги по порошковой окраске благодаря:
- Экономическая и экологическая устойчивость
- Линия окраски класса А
- Комфорт и эффективность
Мы уделяем особое внимание экономической и экологической устойчивости при порошковой окраске, чтобы принести пользу как нашим клиентам, так и нашему сообществу.
Линия окраски класса A обеспечивает защиту от типичной грязи в процессе нанесения покрытия и вокруг него, чтобы предоставить вам исключительный конечный продукт.
Наши первоклассные печи служат для минимизации потребления природного газа и отвода тепла от персонала для более безопасной рабочей среды.