особенности при работе с плитами и рекомендации по монтажу
Древесные плиты приобрели широкую популярность в строительстве. Вместе с бесспорными преимуществами (простота обработки и монтажа, доступность) древесно-композитные материалы обладают и недостатками. К ним относится плохая водостойкость, деформации и расслаивание при контакте с влагой, а также содержание вредных формальдегидных смол. Чтобы избежать этих негативных черт, были созданы цементно-стружечные плиты. В статье «ЦСП классификация выбор и сферы применения» мы уже рассмотрели основные свойства этого материала, в этой публикации мы расскажем об особенностях работы и монтажа ЦСП.
Для начала необходимо прояснить некоторые технологические моменты. В первую очередь важно понимать, что ЦСП – это не совсем древесно-композитная плита в её привычном понимании (ОСБ, ДСП). Доля стружки в структуре материала составляет 30 – 20 %, все остальное это портландцемент и химические добавки для минерализации древесной составляющей, поэтому плита по своим свойствам ближе к бетонным изделиям.
- Вес – цементно-стружечные плиты обладают значительным весом, поэтому монтаж одним человеком затруднен, особенно, если речь идет об облицовке стен на уровне второго или третьего этажа.
- Хрупкость – не стоит забывать, что цемент – хрупкий материал, поэтому ЦСП не рекомендуется кидать. Если ОСБ ничего не будет при падении с высоты, то цементная плита, скорее всего, расколется.
- Высокая плотность – материал обладает высокой плотностью, это дает ему возможность выполнять несущие функции, но при этом затрудняется раскройка. Инструменты для работы по дереву при работе с ЦСП не подойдут.
- Низкая прочность на изгиб – минимальная прочность на изгиб, устанавливаемая ГОСТами для марки ЦСП-1, составляет 12 – 9 МПа. В листе не должно существовать большого механического напряжения, так как это может привести к тому, что плита сломается под собственным весом.
Хранение листов ЦСП
Плиты не стоит поднимать за края параллельно земле, это может привести к излому материала под собственным весом. Переноску нужно осуществлять ребром к земле, а хранить в горизонтальном положении.
Переноску нужно осуществлять ребром к земле, а хранить в горизонтальном положении.
- Пыльная работа – при раскройке с ЦСП выделяется большое количество цементной пыли, по этой причине затруднена раскройка в замкнутом помещении. При работе необходимо использовать респиратор.
- Тепловое расширение – свойство, которое в той или иной степени присуще всем разновидностям древесно-композитных плит. У ЦСП деформации, вызванные изменениями уровня влажности и температуры, минимальны, но они все равно присутствуют, по этой причине при монтаже необходимо делать деформационный шов. Заделывать его твердым материалом, таким как шпатлевка или цемент, нельзя, так как из-за деформаций цементно-стружечные изделия будут давить на шов. В результате этого будут появляться трещины.
Раскройка материала – важный этап при работе с ЦСП. Как уже указывалось выше, листы обладают значительным весом, поэтому монтаж обычно проводят в один прием.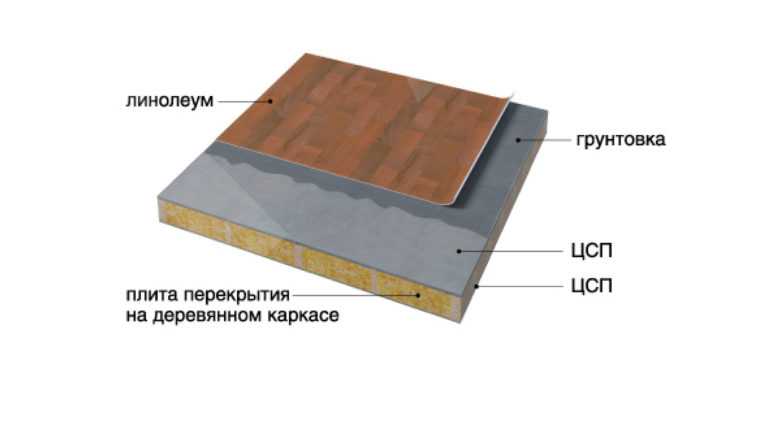 Для этого листы заранее на земле размечают, нумеруют, сверлят отверстия под саморезы и зенкуют их. Нельзя забывать о создании отверстий под коммуникации (трубы и проводку), по разметке производятся надрезы, затем часть листа просто выбивается.
Для этого листы заранее на земле размечают, нумеруют, сверлят отверстия под саморезы и зенкуют их. Нельзя забывать о создании отверстий под коммуникации (трубы и проводку), по разметке производятся надрезы, затем часть листа просто выбивается.
Хоть материал и относится к древесным плитам, но использование инструментов для работы по дереву затруднено. Сверла и режущие элементы пилы должны быть выполнены из твердых сплавов.
- Болгарка (УШМ или угловая шлифмашина) – ручной инструмент для шлифовки и резки различных материалов. Для раскройки ЦСП нас в первую очередь будут интересовать режущие функции прибора. Главным параметром считается мощность. Если речь идет о раскройке нескольких листов для небольшого участка пола, то можно обойтись и бытовой болгаркой, но такой инструмент не подойдет для интенсивных работ. Для активной эксплуатации в течение всего рабочего дня лучше взять модели мощностью от 2 кВт. При работе с болгаркой важной, чтобы руки оператора были закрыты защитным кожухом.
 Для упрощения реза в разных положениях на некоторых моделях предусмотрена переставная рукоятка и регулируемый кожух.
Для упрощения реза в разных положениях на некоторых моделях предусмотрена переставная рукоятка и регулируемый кожух.
 Для упрощения реза в разных положениях на некоторых моделях предусмотрена переставная рукоятка и регулируемый кожух.
Для упрощения реза в разных положениях на некоторых моделях предусмотрена переставная рукоятка и регулируемый кожух.
При раскройке твердых бетонных изделий используются сегментные алмазные диски. Сегменты позволяют рабочему элементу охлаждаться за счет циркуляции воздуха.
- Дисковая пила – для раскройки цементно-стружечных листов может использоваться ручная, настольная или стационарная циркулярная пила. Использование направляющей позволяет получить ровный рез. Выбор мощности, как и для болгарки, зависит от интенсивности работ. Для раскройки материала с помощью дисковой пилы лучше использовать алмазный диск для твердых материалов. Диаметр диска рекомендуется брать не меньше 250 см. Полезная особенность циркулярной пилы – наличие патрубка для подключения строительного пылесоса, это позволит уменьшить количество цементной пыли в воздухе.
При раскройке ЦСП обязательно нужно использовать средства защиты органов дыхания и глаз (респиратор, защитные очки).
В большинстве случаев листы крепятся к каркасу с помощью саморезов или гвоздей. Другие крепежные элементы используются для вспомогательных работ, например, при монтаже обрешетки.
- Анкерные болты применяются для крепления кронштейнов с обрешеткой к основной стене при монтаже навесных фасадов и перегородок.
- Заклепки – стержневой крепежный элемент, который с двух сторон замыкается головками, соединяя два элемента конструкции. Заклепки применяются для крепления обрешетки на кронштейнах. Установка производится заклепочником.
- Дюбель-грибок – предназначен для крепления утеплителя.
- Гвозди – стальные стержневые крепления. Для фиксации ЦСП используются винтовые гвозди. При сдвиге плиты, гвоздь погнется, но его не срежет. Особенно это свойство актуально для наклонных плоскостей.Лучше выбирать оцинкованные метизы, особенно, если речь идет о применении изделий в условиях повышенной влажности. Длина гвоздя должна быть в 2,5 раза больше, чем толщина листа. К примеру гвоздями 2,5 мм длинной 35 мм в диаметре рекомендуется крепить плиты толщиной 8 – 10 мм, длинна 40 и 50 мм подойдут для 12 и 16 мм.

Пример использования различных систем крепежа
- Саморезы – наиболее распространенный способ крепления ЦСП, так как саморез действует на отрыв, что актуально из-за большого веса плиты. Отверстия под крепления надо делать заранее, для закручивания рекомендуется использовать шуруповерт. Принцип подбора креплений такой же, как при подборе размеров гвоздей. Перед закручиванием саморезов отверстия зенкуются, чтобы утопить шляпку. Крепежные элементы, оснащенные потайной головкой и укрепленными лезвиями для лучшего закрепления могут использоваться без предварительного высверливания отверстий и зенкования. Рекомендуется использовать только саморезы с анодированным или оцинкованным покрытием. Фосфатированные изделия (черные саморезы) лучше не использовать, так как после финишной отделки ржавчина может проступить сквозь краску.
 Фосфатированные изделия (черные саморезы) лучше не использовать, так как после финишной отделки ржавчина может проступить сквозь краску.
Фосфатированные изделия (черные саморезы) лучше не использовать, так как после финишной отделки ржавчина может проступить сквозь краску.Один из распространенных способов применения ЦСП – навесной фасад, который позволяет утеплить, повысить звукоизоляцию, выровнять стену дома и защитить её от агрессивного воздействия внешней среды. Навесные фасады применяются для кирпичных или деревянных домов. Он имеет многослойную структуру, которая состоит из разных слоев.
- Кронштейны – стальные крепежные элементы, которые служат для фиксации навесного фасада на стене. Подбирать эти элементы следует на основе проекта дома, для того выпускаются экземпляры разной длины и толщины. Для крепления ЦСП лучше всего взять усиленный кронштейн. Еще одна функция этого элемента выравнивание фасад относительно основной стены. Для этого предназначены специальные кронштейны с изменяющейся длинной и отверстиями для фиксации подвижной части.
Различные виды кронштейнов, третий имеет регулируемую длину для выравнивания навесного фасада
- Пароизоляция – укладывается между утеплителем и стеной. Дает пару беспрепятственно выходить из дома через стену, не позволяя ей конденсироваться на стене.
- Утепление – слой утеплителя позволяет теплу оставаться внутри дома, утеплитель может крепиться в один слой или в два. В последнем случае слои должны перекрывать другу друга, ликвидируя «мостики холода». Слой утепления крепится с помощью дюбеля-грибка.
- Ветрозащитный слой выполняет гидроизолирующую функцию, дает воздуху выходить из дома, но не дает влаге попадать на стену.
- Воздушный зазор (вентзазор) служит для нормальной циркуляции воздуха внутри стены, наличие вентиляции способствует испарению конденсата. Размер вентзазора должен составлять не меньше 20 мм от ветрозащиты до внешней стороны обрешетки.
- Обрешетка – элемент который служит для удержания листа ЦСП, обрешетку можно делать горизонтальной или вертикальной. В качестве материала можно использовать деревянный брус 50*50 мм или стальной каркас. Если обрешетка крепится напрямую к стене без кронштейнов, то утеплитель под ней не поместится — такая стена будет просто облицовочной.
 Дает пару беспрепятственно выходить из дома через стену, не позволяя ей конденсироваться на стене.
Дает пару беспрепятственно выходить из дома через стену, не позволяя ей конденсироваться на стене. Если обрешетка крепится напрямую к стене без кронштейнов, то утеплитель под ней не поместится — такая стена будет просто облицовочной.
Если обрешетка крепится напрямую к стене без кронштейнов, то утеплитель под ней не поместится — такая стена будет просто облицовочной.Варианты обрешетки для крепления навесного фасада для ЦСП
- Слой ЦСП – к каждой стойке листы должны крепиться не менее, чем в трех точках. При этом необходимо не забывать про деформационные швы, которые должны составлять 3 – 5 мм. К обрешетке цементно-стружечные плиты крепят с помощью саморезов. Дырки в листах лучше просверлить заранее на земле.
- Отделочный слой – декоративный отделочный слой в виде краски или штукатурки, которые накладываются на ЦСП.
Для выравнивания стены на двух анкерных болтах закрепляются два кронштейна, уровень между которыми измеряется веревкой (причалкой), также для этой цели подойдет гидроуровень. Это измерительный прибор, работающий на основе принципа соединенных сосудов.
Гидроуровень представляет собой две емкости со шкалами, которые соединены между собой прозрачной трубкой. Емкости заполняются подкрашенной жидкостью. Для работы с этим измерительным прибором понадобится два человека. Нужно добиться, чтобы жидкость в обоих емкостях по шкалам находилась на одном уровне.
Емкости заполняются подкрашенной жидкостью. Для работы с этим измерительным прибором понадобится два человека. Нужно добиться, чтобы жидкость в обоих емкостях по шкалам находилась на одном уровне.
На верхних кронштейнах вешают отвесы для отбивки стены по вертикали. Относительно веревки отвеса выставляется длина всех остальных кронштейнов. Когда уровни установлены кронштейны закрепляются с шагом не более 600 мм.
Технология каркасных домов последнее время получила широкую популярность. Главные преимущества заключаются в быстроте строительства и доступности материалов. Найдется в этом деле место и для ЦСП. Более распространенной в этой сфере считается ОСБ (ОСП, OSB) – ориентированно-стружечная плита. ОСБ по стоимости чаще всего оказывается дешевле ЦСП, но при этом цементная плита более экологична, так как в ней не содержится вредных смол. Также цементные изделия имеют высокую влагостойкость, тогда как ориентированно-стружечная плита при воздействии влаги начинает деформироваться. По всем этим причинам ЦСП может использоваться в каркасном домостроении.
По всем этим причинам ЦСП может использоваться в каркасном домостроении.
Ориентированно-стружечная плита — это материал, изготавливаемый из крупной стружки, которая располагается слоями. Элементы ориентируются по разным осям, отсюда и название этих изделий. В каждом слое стружка направлена в определенную сторону, перекрывая предыдущий. В качестве связующего элемента добавляются синтетические смолы.
Каркас представляет собой «скелет» дома, он обшивается панелями, которые формируют силовой корпус строения и обеспечивают теплоизоляцию. Такие панели иногда называют «пирогом», так как они состоят из множества слоев. Существует большое количество вариаций компоновки панелей. Иногда ЦСП закрепляется на самом каркасе, затем идет слой пароизоляции, обрешетка из бруса, между которыми крепится утеплитель. Снаружи «пирог» завершает еще один внешний лист ЦСП. Толщина листов может колебаться от 10 до 16 мм. При этом, если дом многоэтажный, то для подъема листов на высоту второго этажа потребуются блочные и балочные конструкции. Отверстия для саморезов также делаются заранее. Крепежи устанавливаются через каждый 15 см. В центральной части листа допускается крепление через 30 см. Одна плита должна приходиться на три стойки обрешетки. Не стоит забывать о деформационном шве, который для защиты теплоизолятора заполняется герметиком.
Отверстия для саморезов также делаются заранее. Крепежи устанавливаются через каждый 15 см. В центральной части листа допускается крепление через 30 см. Одна плита должна приходиться на три стойки обрешетки. Не стоит забывать о деформационном шве, который для защиты теплоизолятора заполняется герметиком.
Каркас дома, обшитый листами ЦСП
Внутри дома ЦСП используется для создания перегородок, облицовки стен и потолков, для укладки чернового пола.
- Черновой пол – выкладывается для последующего монтажа чистового пола в виде ламината или паркета. ЦСП находит себе применение в разных вариациях этого элемента конструкции дома. Самый примитивный вариант чернового пола – это укладка покрытия прямо на землю. В этом случае можно использовать листы толщиной 24 – 26 мм. Для каркасных домов первое перекрытие формируется поверх обвязки фундамента, перекрытие состоит из системы лаг, на которые укладываются цементно-стружечные изделия. Для создания утепления устанавливается слой теплоизоляции, пароизоляции и ветрозащиты. Похожая структура пола может использоваться при строительстве дома из бруса, система лаг обычно встраивается в окладной венец. Фактически в этом случае ЦСП заменяет собой бетонную стяжку.
 Похожая структура пола может использоваться при строительстве дома из бруса, система лаг обычно встраивается в окладной венец. Фактически в этом случае ЦСП заменяет собой бетонную стяжку.
Похожая структура пола может использоваться при строительстве дома из бруса, система лаг обычно встраивается в окладной венец. Фактически в этом случае ЦСП заменяет собой бетонную стяжку.Вариант использования, когда ЦСП заменяет собой бетонную стяжку
Если бетонная стяжка присутствует, но её ровность оставляет желать лучшего, слой цементно-стружечных плит может выровнять огрехи. Для этого листы укладываются на систему лаг, расстояние между которыми должно быть не более 600 и не меньше 300 мм. Толщина цементного покрытия должна составлять 20 – 26 мм. Технологические зазоры необходимо оставить не только между листами (2 – 3 мм), но и рядом со стенами (10 мм). Для этого между стеной и крайней плитой устанавливают деревянные чопики.
Обвязка каркасного дома
При наличии ровной бетонной стяжки или чернового пола монтаж ЦСП можно производить на клеевые смеси. Для этого раствор тщательно взбивается, равномерно распределяется зубчатым шпателем. Листы усаживаются на состав, швы также заполняются клеем.
Вариант установки напольного покрытия на клеевой состав
- Перегородки – это элементы, которые позволяют разграничить внутренние помещения в доме на комнаты. ЦСП крепится на стоечный металлический каркас или обрешетку из деревянного бруса. Каркас крепится к несущим конструкциям (к полу, потолку, стенам) анкерными дюбелями (пластмассовыми или металлическими). Если устанавливается каркас из бруса, то материал должен быть обработан антисептическими средствами. В местах соединений с несущими конструкциями прокладывается лента для звукоизоляции. Для утепления перегородок внутрь укладывается слой минеральной ваты. Цементно-стружечные плиты крепятся на каркасе с помощью самонарезающих винтов или гвоздей.
Структура межкомнатной перегородки из ЦСП
- Отделка помещений – изделия из стружки и цемента позволяют выровнять поверхность кривых стен, в этом случае конструкция напоминает, навесной фасад только работа производится внутри дома. Каркас обрешетки сооружается из деревянных брусков, которые обрабатываются антисептиками, или стального профиля. Профиль или обрешетка закрепляются на стене, между ЦСП и стеной помещается звукоизоляция и утеплитель, если это необходимо. Также в некоторых случаях допускается крепление на различные клеящие растворы.
 Каркас обрешетки сооружается из деревянных брусков, которые обрабатываются антисептиками, или стального профиля. Профиль или обрешетка закрепляются на стене, между ЦСП и стеной помещается звукоизоляция и утеплитель, если это необходимо. Также в некоторых случаях допускается крепление на различные клеящие растворы.
Каркас обрешетки сооружается из деревянных брусков, которые обрабатываются антисептиками, или стального профиля. Профиль или обрешетка закрепляются на стене, между ЦСП и стеной помещается звукоизоляция и утеплитель, если это необходимо. Также в некоторых случаях допускается крепление на различные клеящие растворы.Стальная обрешетка для последующего крепления ЦСП
- Плоская крыша – это экономичный способ покрытия, обычно он используется, для сараев, мастерских и других хозяйственных и служебных построек, хотя в современных домах в стиле high-tech плоская крыша – не такая уж и редкость. Для создания кровельного покрытия могут использоваться цементные плиты. На балках они закрепляются с помощью саморезов. Чтобы избежать протеканий в местах швов, листы обычно кладут в два слоя, при этом верхний слой перекрывает нижний. Сверху кровельное покрытие для гидроизоляции покрывается несколькими слоями рубероида. Рубероид крепится на битумную мастику. По краям устанавливают уголки, которые закрепляются саморезами с прессшайбами.
 По краям устанавливают уголки, которые закрепляются саморезами с прессшайбами.
По краям устанавливают уголки, которые закрепляются саморезами с прессшайбами.
Часто дома, облицованные ЦСП, красят или оштукатуривают прямо поверх плит, такой тип финишной отделки очень прост и удобен. Благодаря ровной геометрии листов краска будет хорошо ложиться после проведения простых подготовительных процедур. Хорошая адгезия обеспечивает простое сцепление финишного покрытия.
- Заглубление крепежей – шляпки саморезов и гвоздей не должны возвышаться над плоскостью, для этого их утапливают в материале.
- Заделка сколов – в ходе строительных работ на плитах могут появиться дефекты, сколы, царапины. Перед началом финишной обработки их нужно замазать шпатлевкой.
- Дефекты на поверхности – после монтажа на поверхности плит могут образоваться различные цветовые дефекты (высолы, следы ржавчины). Эти ненужные «узоры» счищаются с помощью мыльного раствора.
- Грунтовка производится эластичной акриловой краской, ее можно проводить еще до монтажа, тогда можно будет прокрыть все торцы.

Окрашенный каркасный дом в стиле фехверк
Окраску рекомендуется проводить через 6 – 7 месяцев после монтажа. Процедура производится в два этапа. Первый слой подготовительный — в каких-то местах он может быть светлее или темнеть, второй слой уже позволяет получить ровную окраску поверхности. Лучше всего использовать акриловую, силикатную или латексную краску.
Таким образом, работа с ЦСП по сравнению с ориентированно-стружечной плитой имеет ряд нюансов. Изделия имеют большой вес, что требует усилий нескольких людей при монтаже. Все отверстия, замеры и манипуляции с изделиями лучше делать еще на земле. При правильной подготовке поверхность цементно-стружечных плит легко поддается окраске.
Что такое ЦСП. Область применения ЦСП
Что такое ЦСП? Зачем он нужен? Где и почему применяют ЦСП?
На все вопросы мы ответим в этой статье.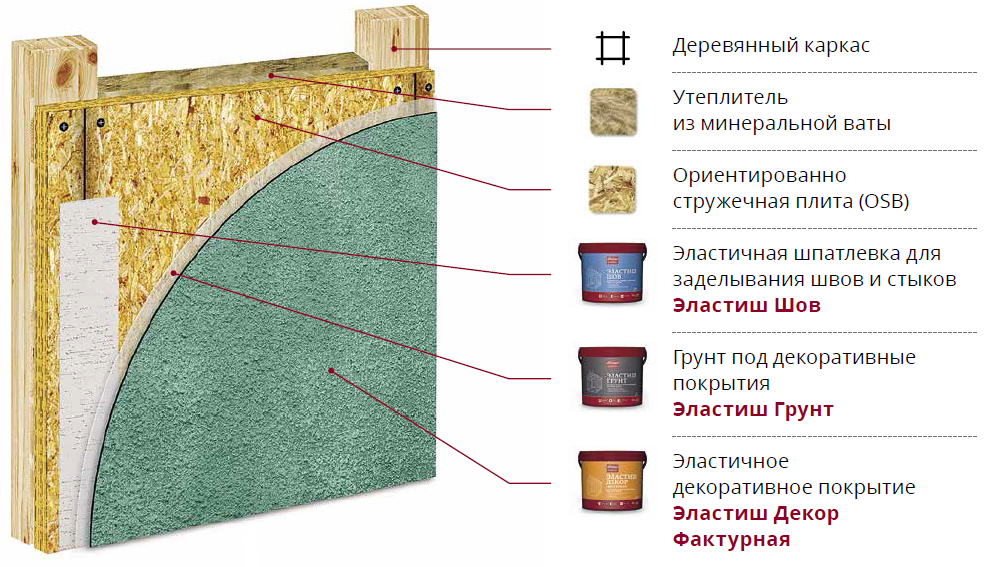
Итак, что такое ЦСП?
ЦСП (цементно-стружечная плита) – это материал нового поколения. Он прочный, влагостойкий и долговечный! Давайте разберемся почему.
Как понятно из названия, ЦСП производят из цемента и древесной стружки. Цемент хорошо сопротивляется воспламенению, а древесная стружка не дает плите растрескаться на морозе или жаре.
К тому же, цементно-стружечные плиты обладают превосходными тепло и звукоизоляционными качествами. Это делает данный материал универсальным для проведения наружных и внутренних работ в разных климатических условиях. С материалом работать так же легко, как и с обычными лесоматериалами. Но в отличие от дерева, цсп надежно защищен от повреждения насекомыми и грызунами, и практически не боится грибковых образований.
Преимущества ЦСП
Экологичность
Основным химическим вяжущим в ЦСП является сам цемент. Никаких фенольных, формальдегидных и других ядовитых соединений этот материал не содержит.
Никаких фенольных, формальдегидных и других ядовитых соединений этот материал не содержит.
Плиты изготавливаются путем прессования смеси из стружки древесины, цемента, минеральных веществ и воды. Действительно, ЦСП — экологически чистый материал.
Пожаробезопасность
При пожарах в помещениях плиты ЦСП не образуют дыма, не выделяют токсичных газов и паров. Цемент вообще считается негорючим материалом. И, если плиты ЦСП сравнивать с известными всем ОСБ, то ЦСП явно выигрывает.
Биостойкость и влагостойкость
В составе ЦСП содержатся антисептики, которые способствуют противостоянию воздействия различных грибков, жуков, грызунов и прочей живности.
Биопоражение плит ЦСП не наблюдается даже при длительном воздействии влаги.
Морозостойкость
Пожалуй, самым важным преимуществом ЦСП является морозостойкость, расширяющая географию использования цементно-стружечных плит..jpg) Так, нормативная величина снижения прочности при изгибе после 50 циклов не превышает 10%. На практике значение данного показателя ниже. Длительный опыт применения конструкций с ЦСП ТАМАК в зданиях различного назначения в Якутии, Ханты-Мансийске подтвердил высокие эксплуатационные свойства материала.
Так, нормативная величина снижения прочности при изгибе после 50 циклов не превышает 10%. На практике значение данного показателя ниже. Длительный опыт применения конструкций с ЦСП ТАМАК в зданиях различного назначения в Якутии, Ханты-Мансийске подтвердил высокие эксплуатационные свойства материала.
Надежность
ЦСП ТАМАК хорошо переносят перепады уровня температуры и влажности в течение длительного времени. Благодаря этому обеспечивается широкая география применения и долговечность конструкций.
Применение ЦСП
Возведение и утепление зданий
Один из самых востребованных видов работ с применением цементно-стружечных плит — это утепление зданий разного типа. В каркасном строительстве монтаж цементно-стружечных плит позволяет выполнить сразу две задачи. С их помощью формируется как внешняя, так и внутренняя поверхность здания. Плиты крепятся непосредственно на каркас-обрешетку.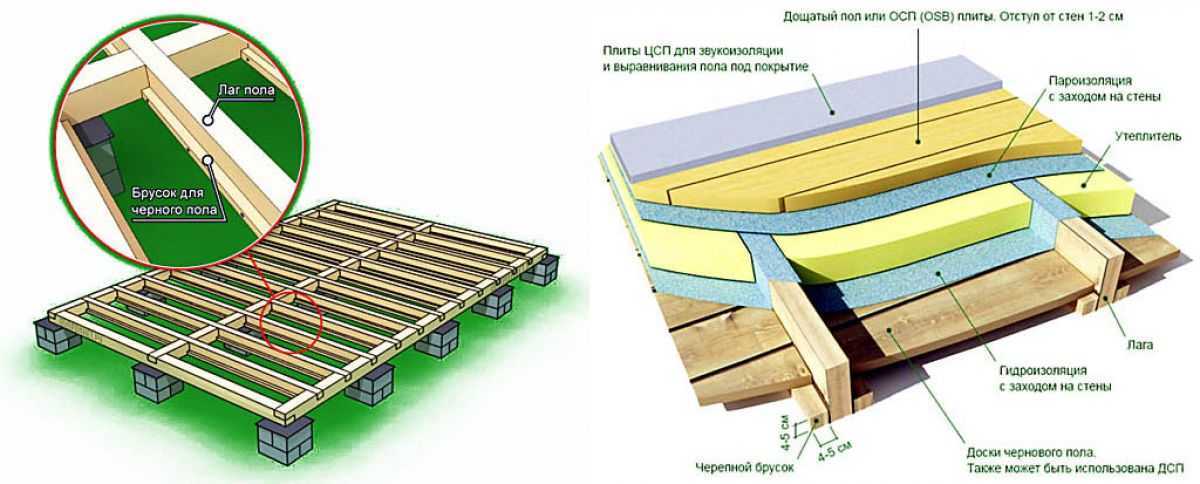
Обычно используют плиты ЦСП толщиной 12-16 мм, которые необходимо крепить на обрешетку. Размер и материал обрешетки лучше всего выбирать строго следовать рекомендациям производителя. Для данного вида работ в качестве утеплителя рекомендуется использовать минеральные плиты (минеральную вату). Между плитами нужно оставить небольшой зазор, не более 10 мм. Его необходимо заизолировать эластичной мастикой или уплотнительной прокладкой. Сверху такой зазор нужно закрыть, например, теми же обрезками ЦСП.
Внутренние работы с ЦСП
Цементно-стружечная плита полностью безопасный для человека и экологически чистый материал. Плиты ЦСП рекомендованы для использования во внутренней отделке помещений любого типа. Используют такие плиты, чтобы быстро и качественно выровнять стену. Крепить их можно на деревянную обрешетку из бруса или металлический профиль. Для этого используют гвозди, шурупы и саморезы. После этого плиты можно облицовывать, оштукатуривать, красить или проводить другие работы. Такая отделка существенно повышает уровень пожарной безопасности.
Также ЦСП отлично подходят для формирования внутренних перегородок, особенно если речь идет о влагостойких перегородках. Если для обычной ширмы хорошо подойдет и обычное ДСП, то в условиях повышенной влажности такой материал долго не выдержит. Для того, чтобы повысить срок службы такой перегородки, ее необходимо покрасить рекомендованной влагоустойчивой краской. Особое внимание нужно обратить на кромки плиты, их нужно обязательно обработать специальным влагоотталкивающим средством.
Такая отделка существенно повышает уровень пожарной безопасности.
Также ЦСП отлично подходят для формирования внутренних перегородок, особенно если речь идет о влагостойких перегородках. Если для обычной ширмы хорошо подойдет и обычное ДСП, то в условиях повышенной влажности такой материал долго не выдержит. Для того, чтобы повысить срок службы такой перегородки, ее необходимо покрасить рекомендованной влагоустойчивой краской. Особое внимание нужно обратить на кромки плиты, их нужно обязательно обработать специальным влагоотталкивающим средством.
Пол и кровля из ЦСП
Правилом хорошего тона считается использование ЦСП при укладке пола или формирование кровельного пирога вместо устаревших ДСП.
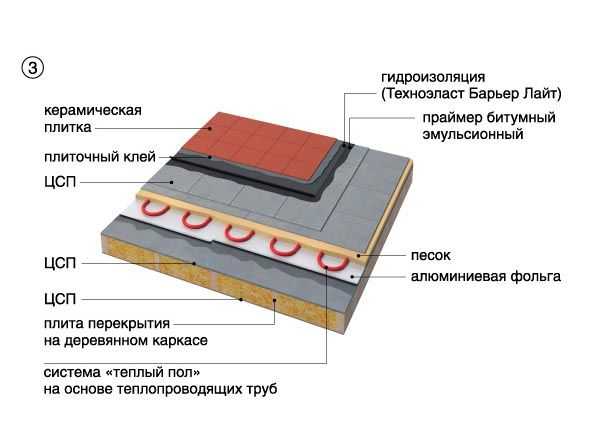
При этом совершенно не нужно менять технологию. Обычно пол устраивают по лагам с сечением 50х80 мм и шагом около 600 мм. Для работ такого типа используют более прочные плиты, толщиной от 20 до 26 мм. С их помощью можно постелить основание под пол, сформировать подстилающий или выравнивающий слой. Также ЦСП используют для постилки теплых полов и чистых полов с лицевым слоем. Отдельно нужно отметить возможность стелить пол из цементно-стружечной плиты толщиной 24 и 26 мм непосредственно на землю. Это позволяет возводить складские и подсобные помещения на насыпном грунте, даже при отрицательных температурах. То есть затраты на ремонтные и подсобные работы существенно сокращаются. Во-первых, не нужно подбирать подходящее время и температуру, во-вторых, укладка такого пола производиться в краткие сроки, в-третьих, при минимуме финансовых затрат получается полноценное рабочее помещение.
Также ЦСП используют для постилки теплых полов и чистых полов с лицевым слоем. Отдельно нужно отметить возможность стелить пол из цементно-стружечной плиты толщиной 24 и 26 мм непосредственно на землю. Это позволяет возводить складские и подсобные помещения на насыпном грунте, даже при отрицательных температурах. То есть затраты на ремонтные и подсобные работы существенно сокращаются. Во-первых, не нужно подбирать подходящее время и температуру, во-вторых, укладка такого пола производиться в краткие сроки, в-третьих, при минимуме финансовых затрат получается полноценное рабочее помещение.
Что касается мягкой кровли, то, несмотря на повышенную влагоустойчивость строительного материала, необходимо строго следить за гидроизоляцией. Главная опасность для любой крыши -это вода проникнувшая и скопившаяся внутри. Если повреждение не выявить вовремя, то последствия могут быть очень разными. Поэтому стыки между плитами нужно защитить полосами из листового материала. После этого их дополнительно усиливают полосками из защитного кровельного материала. И только после этого наносят защитное рулонное покрытие на саму крышу. Но в целом процесс формирования основания под мягкую кровлю при помощи ЦСП практически ничем не отличается от работы с аналогичными древесными материалами. В зависимости от проекта здания используют плиты толщиной 16, 20 и 24 мм.
И только после этого наносят защитное рулонное покрытие на саму крышу. Но в целом процесс формирования основания под мягкую кровлю при помощи ЦСП практически ничем не отличается от работы с аналогичными древесными материалами. В зависимости от проекта здания используют плиты толщиной 16, 20 и 24 мм.
Наружные работы с ЦСП
Цементно-стружечные плиты часто используются в наружных работах. Самый простой пример это обшивка металлических дверей. Подобрать и прикрепить плиту необходимых размеров можно даже без предварительной подготовки. Лишние края легко убрать ручным инструментом. Обшивку можно проводить как с наружной, так и с внутренней стороны. Это значительно повысит звуко- и теплоизоляцию помещения, а также придаст двери огнеупорные качества. Одна плита ЦСП толщиной 20 мм, способна задержать пламя на 50 мин. Рекомендуется использовать данный материал для ограждения балкона или лоджии. Обычно с этой целью используют асбестоцементные листы, но этот материал очень хрупкий. Это усложняет его монтаж и приводит к быстрому выходу из строя во время эксплуатации. Применив ЦСП для ограждения балкона, вы получаете прочную и долговечную конструкцию.
Это усложняет его монтаж и приводит к быстрому выходу из строя во время эксплуатации. Применив ЦСП для ограждения балкона, вы получаете прочную и долговечную конструкцию.
В последнее время из ЦСП стали производить подоконные доски. Размер такой доски может быть самый разный. Обычно их изготавливают непосредственно на строительной площадке в зависимости от размеров окна. Минимальная толщина такой доски 10 мм, максимальная — 26 мм. Такая технология характеризуется следующими преимуществами: низкая цена, прочная гладкая поверхность, отсутствие стыков, стабильность размеров. При заливке фундамента все чаще в качестве опалубки применяют цементно-стружечные плиты. Такая технология отлично зарекомендовала себя в малоэтажном строительстве. Обычно используют плиты толщиной от 12 до 26 мм, в зависимости от размеров фундамента. При этом плиты выполняют сразу две функции. Во-первых, их применение позволяет значительно уменьшит трудозатраты и сроки работы, т.к. монтаж данного строительного материала максимально прост. Во-вторых, если внешнюю часть плиты окрасить специальной краской, то они возьмут на себя функцию вертикальной гидроизоляции. Но главное это то, что ЦСП достаточно прочна, чтобы не деформироваться во время заливки и застывания бетонной смеси.
Во-вторых, если внешнюю часть плиты окрасить специальной краской, то они возьмут на себя функцию вертикальной гидроизоляции. Но главное это то, что ЦСП достаточно прочна, чтобы не деформироваться во время заливки и застывания бетонной смеси.
963000, 963001, 963002, 963006, 963008, 963009, 963000, 963003, 963006, 963010, 963025, 963050, 963200, 963203, 963206, 963210, 963225, 963250, 963600, 963603, 963606, 963610, 963625, 963650, 963800 , 963803, 963806, 963810, 963825, 963850, 963900, 963903, 963906, 963910, 963925, 963950, УНИВЕРСАЛЬНАЯ CSP M10, BGA УЧЕБНАЯ ПЛАТА, CSP BOARD AU 900 01 Комплект для установки универсального комплекта CSP TopLine. Включает BGA (CSP) с шагом 0,5 мм, 0,75 мм и 0,8 мм. Нижняя сторона имеет те же узоры, что и верхняя сторона. Номер заказа: 963000, 963001, 963002, 963006, 963008, 963009, 963000, 963003, 963006, 963010, 963025, 963050, 963200, 963203, 963206, 963210, 963225, 963250, 963600, 963603, 963606, 963610, 963625, 963650, 963800, 963803, 963806, 963810, 963825, 963850, 963900, 963903, 963906, 963910, 963925, 963950, УНИВЕРСАЛЬНЫЙ CSP M10, BGA ТРЕНИРОВОЧНАЯ ДОСКА, CSP BOARD AU
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Включает BGA (CSP) с шагом 0,5 мм, 0,75 мм и 0,8 мм. Нижняя сторона имеет те же узоры, что и верхняя сторона.
Включает BGA (CSP) с шагом 0,5 мм, 0,75 мм и 0,8 мм. Нижняя сторона имеет те же узоры, что и верхняя сторона. Щелкните здесь, чтобы открыть Центр документов TopLine. Зарегистрируйтесь и войдите в систему.
Щелкните здесь, чтобы открыть Центр документов TopLine. Зарегистрируйтесь и войдите в систему.
 tv
© 2021 ТопЛайн. Все права защищены.
tv
© 2021 ТопЛайн. Все права защищены.BGA, CSP и флип-чип
Когда какой процесс использовать и почему
СТИВЕН ДЖ. АДАМСОН
Уже много лет понятно, почему устройства с флип-чипом должны быть заполнены не полностью. Традиционные устройства с большой шариковой решеткой (BGA) заполняются не полностью только в редких случаях, когда устройство будет использоваться в критически важных приложениях, таких как бортовые компьютеры. В течение ряда лет ведутся споры о необходимости недозаполнения пакетов для чипов (CSP). Большинство производителей упаковки стараются проектировать свои CSP таким образом, чтобы они не требовали недостаточного заполнения. Однако на практике недозаполненный CSP имеет большую надежность, чем незаполненный. Многие производители не заполняют CSP, когда детали используются в портативных электронных устройствах, которые пользователи часто роняют.
Когда тестирование продукта показывает, что устройство нуждается в недостаточном наполнении, следующим шагом является определение наиболее подходящего процесса недостаточного заполнения. В этой статье обсуждаются различия в незаполнении флип-чипов, устройств CSP и BGA, а также обзоры, когда и где использовать каждый процесс.
Определения типов корпусов
Термин BGA охватывает широкий диапазон типов корпусов. В этой статье BGA относится к устройству размером 35 мм или больше с шариками припоя размером 760 мкм. Термин CSP описывает устройства с шариками припоя размером 250 мкм и промежуточным слоем между кристаллом и шариками припоя. Общий размер корпуса CSP обычно не превышает размер кремния более чем в 1,2 раза. Приблизительно 100 наименований используются производителями корпусов для описания различных конструкций CSP, и многие из них содержат «BGA» в своих названиях. Перевернутые чипы представляют собой голые кремниевые устройства с контактами припоя размером 75 мкм (рис. 1).
1).
Требования к недостаточному заполнению
Перевернутые чипы имеют очень маленькие выступы припоя, обычно высотой 75 мкм. Без недоливки все силы, связанные с тепловым расширением, передаются через эти паяные соединения. Коэффициент теплового расширения (КТР) кремния составляет 4 ppm/°C, припоя — около 21 ppm/°C, а печатной платы —
17 ppm/°C (рис. 2). Выбоины, расположенные на максимальном расстоянии от нейтральной точки (DNP), наиболее подвержены разрушению. Недостаточное заполнение распределяет напряжение теплового расширения и, следовательно, повышает надежность.
Необработанная смола или эпоксидная смола имеют тепловое расширение примерно 70 частей на миллион/°C, что считается высоким показателем для приложений с перекидными чипами. Добавление частиц наполнителя, таких как диоксид кремния, снижает эффективный КТР. Смолы для заполнения обычно содержат около 70% частиц наполнителя по весу, что снижает КТР примерно до 30 частей на миллион/°C. Добавление наполнителя к смоле для контроля КТР увеличивает стоимость жидкости для заполнения. Материалы наполнителя являются основным фактором стоимости в цене материала для заполнения. Кроме того, более высокий коэффициент загрузки наполнителей замедляет поток жидкости под устройством, тем самым увеличивая время процесса недостаточного заполнения. Многие альтернативы недосыпания предназначены для увеличения производительности и снижения стоимости материалов.
Материалы наполнителя являются основным фактором стоимости в цене материала для заполнения. Кроме того, более высокий коэффициент загрузки наполнителей замедляет поток жидкости под устройством, тем самым увеличивая время процесса недостаточного заполнения. Многие альтернативы недосыпания предназначены для увеличения производительности и снижения стоимости материалов.
| Рис. 1. Типичные конструкции BGA, Flip Chip и CSP. |
CSP обычно имеют шарики припоя или выступы высотой 250 мкм. Формула на Рисунке 2 показывает влияние высоты шарика припоя на уровень напряжения, когда недолив не применяется. Удвоение соотношения сторон припоя вдвое уменьшит нагрузку на выступы припоя. Большинство приложений, в которых CSP недостаточно заполнены, представляют собой типичное портативное электронное оборудование, в котором для питания используется батарея. Безусловно, большинство отказов портативного электронного оборудования с CSP вызвано внезапным механическим ударом. Следовательно, менее важно иметь низкое значение КТР для материалов подсыпки CSP. Адгезия детали к плате и перераспределение напряжений от механического удара являются целями этого типа сборки.
Безусловно, большинство отказов портативного электронного оборудования с CSP вызвано внезапным механическим ударом. Следовательно, менее важно иметь низкое значение КТР для материалов подсыпки CSP. Адгезия детали к плате и перераспределение напряжений от механического удара являются целями этого типа сборки.
Жидкость для недозаполнения, которая обычно используется в приложениях CSP, либо слегка заполнена, либо не содержит наполнителя. Эпоксидные материалы действуют как клей, а наполнители не обладают адгезионными свойствами. Следовательно, связь между частями выше. С меньшим количеством наполнителя или без него жидкость течет намного быстрее, и процесс недостаточного заполнения CSP выполняется за несколько секунд. Без наполнителей в эпоксидной смоле клей имеет более низкий модуль упругости по сравнению с заполнителями для флип-чипов. Текущая техническая проблема заключается в том, чтобы решить, сколько эпоксидной смолы для заполнения требуется для устройств CSP. Большинство CSP сегодня полностью заполнены, но несколько компаний экспериментировали с размещением точек материала только в углах устройства.
Устройство CSP часто имеет промежуточный слой между матрицей и заполнителем. Это дает некоторую гибкость в выборе материала-наполнителя и чистоты смолы. В тех случаях, когда смола находится в контакте с поверхностью штампа, эпоксидные смолы должны содержать менее 10 частей на миллион хлора и других извлекаемых коррозионно-активных загрязнителей. Когда нижний слой CSP не находится в контакте с матрицей, подходящим является смягченное значение 40 частей на миллион, чтобы материал смолы мог быть менее очищен.
Капиллярное неполное заполнение
Капиллярное неполное заполнение используется как для флип-чипов, так и для CSP. Современное дозирующее оборудование отличается высокой гибкостью и может быть быстро перенастроено под смену продуктов. Этот процесс обычно выполняется для одного устройства за раз и считается, что он создает ограничения пропускной способности.
Этот метод основан на капиллярных силах между жидкостью и упаковкой/картоном для скорости потока. Поверхность паяльной маски или подложки корпуса, а также пассивация кристалла могут либо помочь ускорить поток, либо ухудшить его. Если есть какие-либо остатки флюса от предыдущей операции оплавления припоя, они могут препятствовать потоку недосыпа. Для очень больших матриц (квадрат 25 мм) с небольшими зазорами, таких как микропроцессоры, матрица нередко подвергается трем циклам дозирования недостаточного заполнения. Два цикла выдают валик недосыпа рядом с матрицей для заполнения под чипом, а третий цикл ставит пломбу. Поскольку поток жидкости определяет скорость недостаточного заполнения, время истечения может составлять до 30 секунд, поэтому процесс недостаточного заполнения большой матрицы может длиться более минуты. Однако фактическое время, затрачиваемое на дозирование одной матрицы, часто составляет менее 0,5 секунды на дозирование. С большими флип-чипами производительность процесса можно повысить, поместив больше деталей в рабочую зону, что позволяет выполнять процесс дозирования на других чипах, в то время как материал течет под другими.
Поверхность паяльной маски или подложки корпуса, а также пассивация кристалла могут либо помочь ускорить поток, либо ухудшить его. Если есть какие-либо остатки флюса от предыдущей операции оплавления припоя, они могут препятствовать потоку недосыпа. Для очень больших матриц (квадрат 25 мм) с небольшими зазорами, таких как микропроцессоры, матрица нередко подвергается трем циклам дозирования недостаточного заполнения. Два цикла выдают валик недосыпа рядом с матрицей для заполнения под чипом, а третий цикл ставит пломбу. Поскольку поток жидкости определяет скорость недостаточного заполнения, время истечения может составлять до 30 секунд, поэтому процесс недостаточного заполнения большой матрицы может длиться более минуты. Однако фактическое время, затрачиваемое на дозирование одной матрицы, часто составляет менее 0,5 секунды на дозирование. С большими флип-чипами производительность процесса можно повысить, поместив больше деталей в рабочую зону, что позволяет выполнять процесс дозирования на других чипах, в то время как материал течет под другими.
| Рис. 2. Недостаточное заполнение распределяет напряжения теплового расширения между выступами припоя, кремниевым кристаллом и подложкой. Формула показывает влияние высоты шарика припоя на уровень напряжения, когда недолив не применяется. |
CSP обычно имеют квадратную форму от 7 до 12 мм и имеют большой зазор, который необходимо заполнить не полностью. В большинстве случаев для них требуется только однократное недополнение, а жидкости либо слегка заполнены, либо не заполнены.
Неполное заполнение при отсутствии потока
Неполное заполнение при отсутствии потока было предложено для ускорения процесса заполнения и сокращения количества печей в линии. По сути, он использует химический процесс для выполнения нескольких операций. В какой-то момент нетекучий материал действует как флюс и под воздействием тепла на этапе процесса оплавления припоя превращается в смолу для заливки.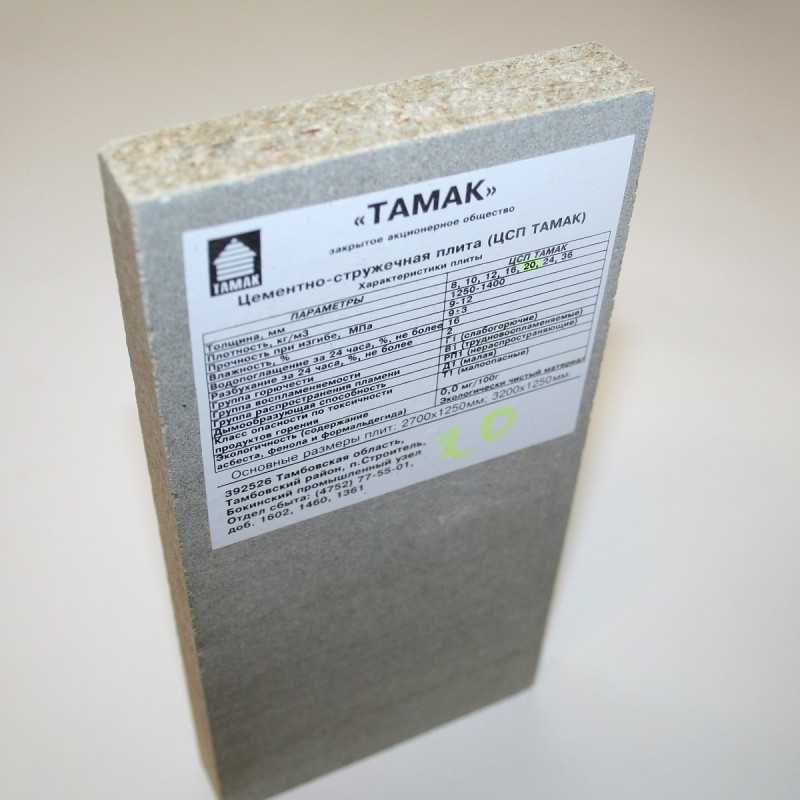 Сторонники отсутствия потока предположили, что его можно наносить трафаретной печатью или штампом на подложку, что является более быстрым процессом, чем дозирование. Однако, если подложка уже имеет на поверхности влажную паяльную пасту, использовать трафаретную печать затруднительно. Штамповка требует отдельных подкладок для каждого размера матрицы и часто непрактична. Нетекучие материалы можно наносить с помощью стандартных систем дозирования.
Сторонники отсутствия потока предположили, что его можно наносить трафаретной печатью или штампом на подложку, что является более быстрым процессом, чем дозирование. Однако, если подложка уже имеет на поверхности влажную паяльную пасту, использовать трафаретную печать затруднительно. Штамповка требует отдельных подкладок для каждого размера матрицы и часто непрактична. Нетекучие материалы можно наносить с помощью стандартных систем дозирования.
Другим методом нанесения нерастекающихся материалов является струйное дозирование. Это быстрый и бесконтактный метод, но размер впрыска ограничен, и он подходит только для небольших кристаллов, где требуется менее 5 мм жидкости и имеются небольшие зазоры (например, 75 микрон). Для больших порций жидкости больше подходит линейный поршневой насос.
Типичный процесс для нетекучих материалов включает нанесение жидкости на подложку и размещение компонента через жидкость. В зависимости от размера компонента и расположения контактной площадки может потребоваться удерживать деталь в жидкости, чтобы предотвратить всплывание детали на поверхности жидкости. Удерживая деталь, жидкость смачивает край детали и устраняет любое плавание или отскок компонента. После того, как компонент размещен на подложке, он проходит через печь оплавления, и смачивающие силы припоя используются для выравнивания всех выступов и контактных площадок. При капиллярном недоливе выравнивание при размещении может быть нарушено на 50 процентов, но при этом компонент все равно будет совпадать с контактными площадками. Процессы без потока требуют более точного размещения, поскольку жидкость густеет по мере прохождения через печь.
Удерживая деталь, жидкость смачивает край детали и устраняет любое плавание или отскок компонента. После того, как компонент размещен на подложке, он проходит через печь оплавления, и смачивающие силы припоя используются для выравнивания всех выступов и контактных площадок. При капиллярном недоливе выравнивание при размещении может быть нарушено на 50 процентов, но при этом компонент все равно будет совпадать с контактными площадками. Процессы без потока требуют более точного размещения, поскольку жидкость густеет по мере прохождения через печь.
Нетекучие материалы не содержат частиц наполнителя для изменения значения КТР смолы, обычно КТР составляет 70 частей на миллион. Это говорит о том, что андерфиллы с нулевым потоком больше подходят для приложений на уровне платы, хотя в этом приложении андерфиллы с нулевым потоком широко не использовались. Похоже, они получают некоторое признание за недостаточное заполнение CSP.
Деталь процесса, заслуживающая внимания, касается влаги в плате.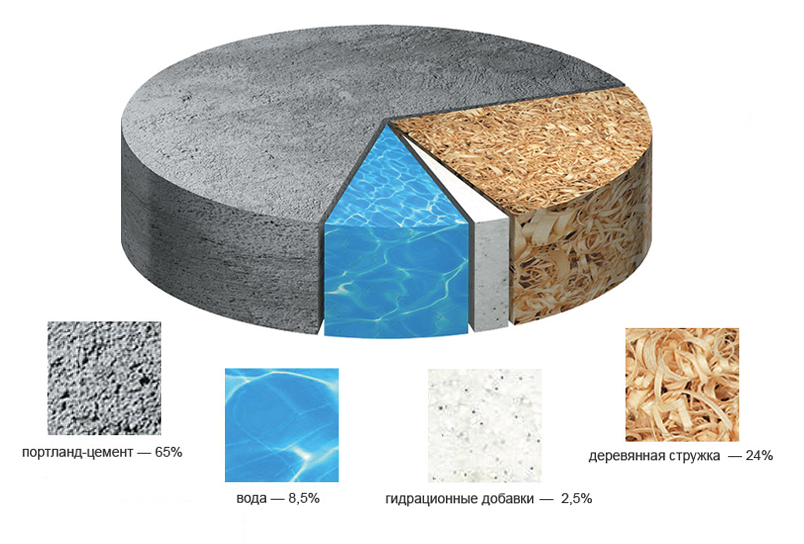 При использовании капиллярной заливки после оплавления влага из плиты уже вытеснена. Плиты, обрабатываемые с беспоточной засыпкой, требуют предварительного обжига для удаления этой влаги. Для плат также может потребоваться отжиг после оплавления, чтобы гарантировать, что жидкость полностью затвердеет и перейдет из состояния флюса.
При использовании капиллярной заливки после оплавления влага из плиты уже вытеснена. Плиты, обрабатываемые с беспоточной засыпкой, требуют предварительного обжига для удаления этой влаги. Для плат также может потребоваться отжиг после оплавления, чтобы гарантировать, что жидкость полностью затвердеет и перейдет из состояния флюса.
Ремонтопригодный заполнитель
Капиллярный заполнитель изготовлен из термореактивных материалов, поэтому простая доработка деталей не требуется. По определению термореактивные материалы не размягчаются при нагревании, в отличие от термопластичных материалов. Тестовые платы ряда производителей плат перед этапом недоливки, чтобы можно было доработать протестированную плату. Когда собранная плата стоит несколько сотен долларов, доработка становится привлекательной при любой ставке труда. Некоторые поставщики материалов теперь предлагают ремонтопригодные прокладки, которые разлагаются или размягчаются при нагревании. Температура процесса для выпуска детали может варьироваться от 110° до 220°C. Матрица удаляется пинцетом, а для платы требуется механическая щетка и растворитель для очистки контактных площадок. Перерабатываемые материалы можно использовать как с флип-чипами, так и с CSP. Жидкости для заливки, пригодные для повторного использования, можно наносить стандартными методами дозирования с использованием капиллярного потока для подачи жидкости под деталь.
Матрица удаляется пинцетом, а для платы требуется механическая щетка и растворитель для очистки контактных площадок. Перерабатываемые материалы можно использовать как с флип-чипами, так и с CSP. Жидкости для заливки, пригодные для повторного использования, можно наносить стандартными методами дозирования с использованием капиллярного потока для подачи жидкости под деталь.
Угловое склеивание CSP
Несколько компаний экспериментировали с угловым склеиванием CSP-устройств вместо того, чтобы полностью заполнять компоненты. Существуют различные варианты процесса: от нанесения четырех точек жидкости после оплавления компонента на плату до размещения точек в четырех углах перед размещением компонента и отверждения во время оплавления. Хотя это новая область исследований, первые результаты показывают, что склеивание углов менее надежно, чем полное недополнение. Это классический компромисс между меньшей стоимостью процесса и меньшей надежностью.
Другие вопросы, которые следует учитывать, включают в себя специальные упаковки – те, которые не имеют выступов в углах – требуются при склеивании углов точками перед укладкой; насколько большой точки эпоксидной смолы достаточно, чтобы обеспечить достаточную надежность; и пропускная способность склеивания углов. На самом деле на нанесение четырех точек клея с помощью дозатора игл требуется больше времени, чем на нанесение валика недосыпа рядом с матрицей.
На самом деле на нанесение четырех точек клея с помощью дозатора игл требуется больше времени, чем на нанесение валика недосыпа рядом с матрицей.
Формованное нижнее заполнение
В производстве полупроводниковой упаковки уже много лет используется трансферное формование. Хорошо изученный процесс, трансферное формование выполняется быстро и имеет низкую стоимость в расчете на одну деталь, но первоначальные капиталовложения относительно высоки. Многие компании уже вложили значительные средства в формовочное оборудование. Кроме того, традиционно формовочные эпоксидные порошки намного дешевле, чем заливочная жидкость. Следовательно, при производстве устройств BGA и CSP желательно использовать методы формования для заполнения устройств с перевернутыми кристаллами, особенно когда один тип устройства производится в больших количествах.
В этом случае многослойная плита имеет много частей, приклеенных к плите. Доски идут полосами и часто имеют ширину 100 мм. Панель можно разделить на несколько секций длиной 100 мм.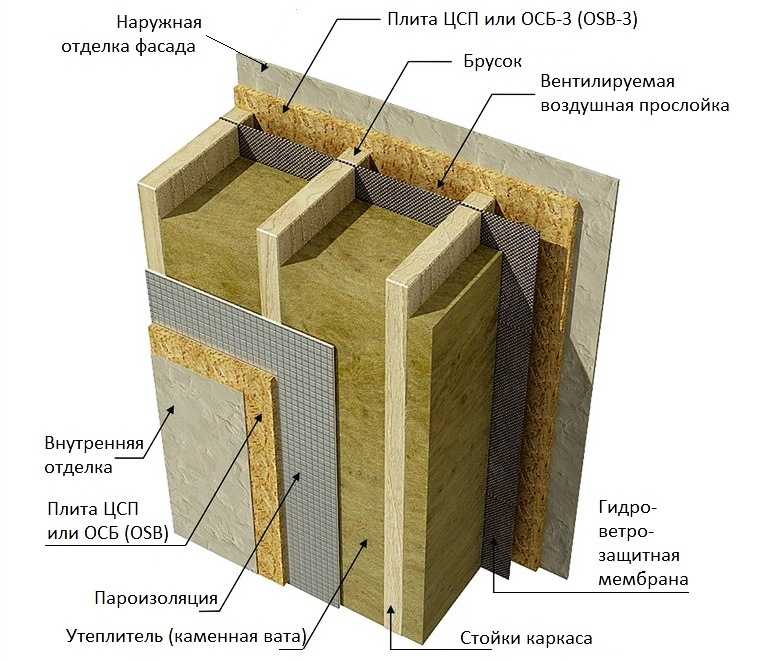 Каждая секция содержит много фишек в зависимости от размера кубика. Панель загружается в формовочную машину, и две формы (верхняя и нижняя) приводятся в контакт с плитой и зажимаются по краям секций панели для устранения облоя плесени. Порошкообразные эпоксидные материалы предварительно нагревают и превращают в жидкость, а затем вдавливают в полость пресс-формы, чтобы получить квадратный блок эпоксидной смолы площадью 100 мм под и над кристаллом флип-чипа. Этот блок и базовая панель печатной платы разрезаются на отдельные устройства после прикрепления шарика.
Каждая секция содержит много фишек в зависимости от размера кубика. Панель загружается в формовочную машину, и две формы (верхняя и нижняя) приводятся в контакт с плитой и зажимаются по краям секций панели для устранения облоя плесени. Порошкообразные эпоксидные материалы предварительно нагревают и превращают в жидкость, а затем вдавливают в полость пресс-формы, чтобы получить квадратный блок эпоксидной смолы площадью 100 мм под и над кристаллом флип-чипа. Этот блок и базовая панель печатной платы разрезаются на отдельные устройства после прикрепления шарика.
Несмотря на то, что это технически осуществимо, необходимо выполнять избыточное формование одновременно с недостаточным заполнением деталей. Формование поверх задней части флип-чипа необходимо, потому что трудно заставить верхнюю форму плотно прилегать к задней части. Когда штамп переформован, минимальная толщина переформовки должна составлять от 0,5 до 1 мм. В противном случае штамп может разрушить эпоксидную смолу, когда она расширится от температуры. К сожалению, стоимость порошка формовочного материала для недосыпания сильно зависит от стоимости частиц наполнителя, которые намного дороже, чем частицы, используемые в обычных формовочных смесях.
К сожалению, стоимость порошка формовочного материала для недосыпания сильно зависит от стоимости частиц наполнителя, которые намного дороже, чем частицы, используемые в обычных формовочных смесях.
Подложка, наносимая на пластины
Значительная работа была проведена для разработки прокладок, наносимых на пластины. Преимущество такого подхода заключается в удалении жидких клеевых продуктов в процессе сборки на линии поверхностного монтажа. Во время размещения в процессе сборки платы нагретый патрон прикрепляет недозаполненный CSP к плате. В качестве альтернативы, заливка течет во время оплавления припоя и прилипает к плате. Однако использование нагретого патрона в машине для установки замедляет операцию, особенно если каждая установка требует этапов нагрева и удержания.
До сих пор CSP на пластинах были ограничены небольшими устройствами с расстоянием всего 1–2 мм от нейтральной точки корпуса до внешнего выступа припоя. Подложки, наносимые на пластины, обычно не заполняются, поэтому в настоящее время они подходят только для небольших устройств или портативных продуктов для сборки плат.
Заключение
Были применены важные инновации для удаления жидких недоливов из упаковки и сборки картона. Устоявшийся подход к раздаче, который воспринимается как медленный, значительно улучшился за последние несколько лет. Несмотря на то, что в технологии подсыпки нет универсальных решений, многие из новых технологий были разработаны для решения конкретных проблем, но все же есть преимущества использования технологии с более длинной историей и более широкой инфраструктурой. AP
Стивен Дж. Адамсон, менеджер по продукции, с которым можно связаться по адресу Asymtek, 2762 Loker Avenue West, Carlsbad, CA 92008; 760-930-7424; Факс: 760-930-7239; Электронная почта: [email защищен].
нуль
Базовая заливка
Мартин Бартоломью, Справочник инженера по технологии инкапсуляции и заливки, Электрохимические публикации, ISBN 0
0 38X.
No-Flow
Даниэль Гамота и Синди Мелтон, «Материалы для интеграции процессов оплавления припоя и инкапсуляции с недостаточным заполнением для сборки «флип-чип на плате», IEEE Transactions on Components, Packaging and Manufacturing Technology, Part C, 21(1) , 19 января98.