Пайка деталей из разных видов жести: особенности и технология.
Как в производстве, так и в домашних условиях люди сталкиваются с необходимостью пайки деталей из жести, которая имеет свои особенности и подготовку. По сути, жесть — это холоднокатаная листовая сталь, подвергающаяся впоследствии термической обработке и нанесению гальванического покрытия в виде олова, цинка, хрома и прочих материалов. Своё применение жесть (белая и луженая) находит в производстве банок для холодных напитков или металлической тары любых размеров. Таким образом достигается облегчение корпуса упаковки. Поэтому корректная пайка данного металла важна.
Материалы для спаивания металла
Классический вариант спаивания жести требует наличия припоя, содержащего олово и другие химические элементы, флюс, а также паяльника с шилом.
Согласно рекомендациям, применять следует припой марок ПОС 40, ПОС 30 и ПОСС 4-6. Это обусловлено химическими свойствами материалов в процессе пайки оловом. Каждый из припоев может содержать несколько элементов, среди которых олово, сурьма, мышьяк, медь и висмут. Данные припои отличаются от других сопротивлением срезу за счёт содержания примесей. К примеру, ПОС 40 содержит 40 % олова, 2% сурьмы, по 0,05 – 0,1% оставшихся элементов. Также это повышает сопротивление разрыву шва после пайки. При понижении олова в составе повышают сурьму. Но бывает и так, что пайка предусматривает наличие такого компонента как свинец (ПОС 90). В случае оцинкованного материала ситуация другая.
Каждый из припоев может содержать несколько элементов, среди которых олово, сурьма, мышьяк, медь и висмут. Данные припои отличаются от других сопротивлением срезу за счёт содержания примесей. К примеру, ПОС 40 содержит 40 % олова, 2% сурьмы, по 0,05 – 0,1% оставшихся элементов. Также это повышает сопротивление разрыву шва после пайки. При понижении олова в составе повышают сурьму. Но бывает и так, что пайка предусматривает наличие такого компонента как свинец (ПОС 90). В случае оцинкованного материала ситуация другая.
Спаивание железа предусматривает наличие флюса. По сути, он является растворителем и химическим окислителем. Во время пайки благодаря этому элементу не происходит окисление. Также обеспечивается смачивание металла железом для лучшего качества шва. Популярными флюсами для металла выступают соляная кислота и канифоль. Последняя активно применяется в радиотехнической промышленности. Иногда используется хлористый цинк и борная кислота.
Выделить наиболее подходящий флюс для спаивания деталей из жести не выйдет, так как каждый из них даёт положительный результат. Если необходимо растворить густые жировые вещества, применяют хлористый аммоний. Зачастую для данной процедуры делают смеси из вышеперечисленных компонентов.
Если необходимо растворить густые жировые вещества, применяют хлористый аммоний. Зачастую для данной процедуры делают смеси из вышеперечисленных компонентов.
Важную роль в процессе пайки с оловом играет применяемый инструмент, которым обычно выступает паяльник. Согласно рекомендациям его мощность должна быть более 40 Вт. Желательно применять электрический паяльник. В этом случае пайка будет удобна, а швы в результате получатся прочными и надёжными. Сразу следует заметить, что без надобности оставляться инструмент в нагретом виде не стоит во избежание пожара, а также ухудшения свойств ручки. В промышленности применяются паяльные станции, стоимость которых превышает в несколько раз классическое оборудование, но изделия имеют различные насадки, а также дополнительные элементы (подставка, датчик температуры и т.д).
Процесс пайки металлических деталей
Пайка предусматривает несколько этапов, в процессе которых обеспечивается качественный шов. Для спаивания металла необходимы:
- зачистка поверхности;
- обезжиривание;
- нанесение флюса;
- подготовка паяльника;
- лужение места будущего шва;
- пайка элементов из жести;
- очистка поверхности бензиновой смесью;
- контроль получившегося шва.


Очистка поверхностей обеспечивается следующим инструментом:
- напильник;
- шабер;
Промежуток между деталями должен составлять 0,3 мм для возникновения капиллярных сил. Данная ситуация позволяет металлу заполнить кромки зазора и обеспечить качественный шов. Иногда механически детали очистить не получается и используют травление, но в случае жести это редкий вариант. При наличии жировых пятен на поверхности необходимо применять раствор соды (10%). В домашних условиях обезжиривание делают при помощи ацетона, бензиновой или спирто-бензиновой смеси. Благодаря их свойствам обеспечивается отличная очистка.
Следующим этапом спаивания металла жести выступает нанесение флюса. Как правило, это производится кисточкой или ветошью. Флюс хранят в обычных ёмкостях при комнатной температуре. Пайка предусматривает обильное смачивание данным компонентом места шва.
В процессе подготовки паяльника необходимо обеспечить чистоту поверхности, чтобы в будущем припой свободно распространялся по рабочей плоскости. Для этого крупнозернистой шкуркой, либо обычным напильником заостряется кончик инструмента. Далее он включается в сеть и разогревается. Периодически наконечник смачивается нашатырной настойкой, чтобы избежать лишних загрязнений. Кстати, именно этой смесью проверяют уровень нагрева инструмента. При хорошо разогретом паяльнике, нашатырь на поверхности начинает шипеть и покрывается зеленовато-голубым оттенком.
Для этого крупнозернистой шкуркой, либо обычным напильником заостряется кончик инструмента. Далее он включается в сеть и разогревается. Периодически наконечник смачивается нашатырной настойкой, чтобы избежать лишних загрязнений. Кстати, именно этой смесью проверяют уровень нагрева инструмента. При хорошо разогретом паяльнике, нашатырь на поверхности начинает шипеть и покрывается зеленовато-голубым оттенком.
Далее производят лужение. Следует заметить, что при спаивании таких деталей из жести, как консервные банки, этот этап пропускается, так как он включен в технологию изготовления. Оно обеспечивает повышенную плотность и прочность шва. Важным аспектом является то, что процесс выполняют тем же материалом, который используют во время пайки. Таким образом, если спаивание металла осуществляется ПОС 30, то и лужение производится данным припоем.
Процесс самой пайки металлических изделий предусматривает закрепление элементов для удобства создания шва. Один кусок жести накладывается на другой, либо между ними образовывают небольшой зазор. Придерживать края можно при помощи шила или другого подобного инструмента. Разогретым наконечником паяльника берётся немного припоя ПОС 30 (ПОС 40) и поворотами в сторону данный материал распространяется по всей поверхности (если не заполняется полностью поверхность, значит инструмент зачищен не качественно).
Придерживать края можно при помощи шила или другого подобного инструмента. Разогретым наконечником паяльника берётся немного припоя ПОС 30 (ПОС 40) и поворотами в сторону данный материал распространяется по всей поверхности (если не заполняется полностью поверхность, значит инструмент зачищен не качественно).
Кончик с припоем подносят к изделиям из железа и проводят по предполагаемому шву плавными движениями. Закрепление при этом играет важную роль, так как при потенциальном сдвиге процесс придётся повторить заново. Таким образом, необходимое количество припоя наносится на поверхность, образовывая качественный шов. Прижимать паяльник следует всей гранью, а не отдельным его концом. В процессе этого происходит также нагрев элементов жести, за счёт чего шов хорошо присоединяется к поверхности.
После окончания пайки следует обработать получившийся слой металла бензиновой смесью или спиртом для снижения концентрации тепла и очистки от остатков припоя и кислоты. Это позволяет избежать появления ржавчины в дальнейшем.
Контроль поверхности выполняют зрительно. В промышленных масштабах применяют микроскопы и лупы. Шов должен быть глянцевым, без пор и трещин, покрывать только необходимую плоскость. Лишь в этом случае пайка считается качественной.
Особенности оцинкованных деталей
Для пайки оцинковки следует применять припои ПОС 30 и ПОС 40. Это связано с тем, что в составе ПОСС 4-6 имеется большое количество сурьмы, которая лишает впоследствии образованный шов прочности и эластичности. Во время спаивания деталей из оцинковки согласно рекомендациям используют раствор хлористого цинка. В случае, когда поверхность была лужена заранее, можно применять канифольный флюс и не производить промывку изделия после спаивания. Пайка в остальном обеспечивается тем же технологическим процессом, что описывался выше.
Действия с проволокой
Если вы планируете спаять проволоку с жестью, как оцинковки, так и обычной, следует один из углов первой согнуть под углом в 90 градусов. Это обеспечит прочность и надёжность конструкции. Процесс полностью схож с предыдущим описанием.
Это обеспечит прочность и надёжность конструкции. Процесс полностью схож с предыдущим описанием.
Меры предосторожности
Обязательно следует пользоваться предметами собственной защиты. Для паяльника применяйте специальные подставки, чтобы жало не касалось подручных предметов. Это может привести к их повреждению или чрезвычайной ситуации. Ни в коем случае нельзя прикасаться ко шву до полного его остывания, так как возможны ожоги кожи. Желательно работать в специальных перчатках, чтобы на руки не попали элементы в процессе пайки оцинковки. Важным аспектом здесь станет внимательное и осторожное обращение.
Как видите, пайка деталей из оцинковки или без покрытия предусматривает достаточно простые операции, которые с лёгкостью выполняются в домашних условиях. Следует придерживаться рекомендаций для получения качественных швов.
Похожие статьи
- Пайка мелких деталей: восстановление деталей пайкой
- Как выбрать температуру для пайки?
- Пайка серебра: тонкости технологической процедуры
- Пайка металлов: отличие от сварки и особенности подготовки поверхностей
Пайка металлических изделий: особенности и технологии
Вопросы, рассмотренные в материале:
- Отличия пайки металлических изделий от сварки
- Особенности пайки металлических изделий в зависимости от материала
- 6 советов по правильной пайке металлических изделий
Пайка металлических изделий занимает второе место после сварки среди всех современных способов, позволяющих создать неразъемные детали. Более того, в некоторых областях ее позиция является главенствующей. Трудно себе представить современную IT-промышленность без этого прочного способа соединения элементов электронных схем.
Более того, в некоторых областях ее позиция является главенствующей. Трудно себе представить современную IT-промышленность без этого прочного способа соединения элементов электронных схем.
С помощью пайки становится возможным соединение труб в теплообменниках, холодильных установках и всевозможных системах, транспортирующих жидкие и газообразные среды. Именно этот процесс позволяет прикрепить твердосплавные пластины к металлорежущему инструменту. При кузовных работах с его помощью крепят тонкостенные детали к листу. Чтобы изделие было прочным, а пайка качественной, необходимо знать основные нюансы технологии при работе с различными металлами.
Отличия пайки металлических изделий от сварки
Соединение двух металлов может происходить двумя способами: пайкой и сваркой. Пайка скрепляет материалы с помощью припоя – так называется специальная присадка. Сварка же расплавляет края металлов, соединяя их. Это может происходить либо за счет давления, либо за счет нагрева.
Часто пайке отдают предпочтение за ее большую экономичность и щадящее отношение к металлам. Пайка металлических изделий имеет ряд преимуществ:
- Не происходит нагрева заготовок, в результате которого металл плавится. Это дает возможность сохранить как химические, так и физические свойства материалов.
- Не нужно проводить обработку и чистку деталей перед пайкой, в отличие от сварки.
- Стоимость оборудования для проведения пайки ниже сварочного.
- Пайка дает возможность делать сложные конструкции и узлы.
- Высокая прочность участка соединения деталей. Изделия не деформируются в месте стыка.
Остановимся на различных методах пайки металлов.
Особенности пайки металлических изделий в зависимости от материала
Изделия из цветных металлов необходимо подгонять друг к другу с особой тщательностью. По этой причине пайку выбирают чаще, чем сварку. Рассмотрим, каким образом происходит пайка различных цветных металлов.
Важно! Необходимо аккуратно закреплять заготовки струбцинами, тисками или иным крепежом. Особое значение это имеет для габаритных изделий. Любые движения деталей или их колебания, происходящие во время пайки, обязательно приведут к стеканию припоя или перекосу шва. Стык при этом станет хрупким, а через небольшой отрезок времени на нем появятся свищи и трещины.
1. Пайка меди.
Медь является металлом, который довольно часто используется в быту. Она входит в состав таких изделий, как электрические кабели, трубы для водопровода, компоненты электронной техники.
Чаще всего используется пайка двумя методами:
- С помощью высокой температуры – около +600 °С.
- При помощи низкой температуры – около +450 °С.
Поскольку в данной статье рассматриваются технологии пайки в домашних условиях, то остановимся на низкотемпературном методе.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Для проведения пайки меди необходимо взять:
- Припой. Его компонентами являются олово, составляющее от 95 до 97 %, а также сурьма, медь, висмут, селен или серебро. Последние, содержащие серебро, считаются лучшими видами припоя. Часто пользуются и трехкомпонентными составами, включающими олово, серебро и медь. Сплавы, содержащие свинец, используют на производстве нечасто, поскольку этот химический элемент наносит вред здоровью работников. Не рекомендуются они и для работы в домашних условиях, так как пары свинца опасны для легких человека. Либо необходимо установить активную вытяжку.
- Флюс для пайки меди (он может быть активированным, кислотным, некислотным, антикоррозийным).
- Газовую горелку.
 Его компонентами являются олово, составляющее от 95 до 97 %, а также сурьма, медь, висмут, селен или серебро. Последние, содержащие серебро, считаются лучшими видами припоя. Часто пользуются и трехкомпонентными составами, включающими олово, серебро и медь. Сплавы, содержащие свинец, используют на производстве нечасто, поскольку этот химический элемент наносит вред здоровью работников. Не рекомендуются они и для работы в домашних условиях, так как пары свинца опасны для легких человека. Либо необходимо установить активную вытяжку.
Его компонентами являются олово, составляющее от 95 до 97 %, а также сурьма, медь, висмут, селен или серебро. Последние, содержащие серебро, считаются лучшими видами припоя. Часто пользуются и трехкомпонентными составами, включающими олово, серебро и медь. Сплавы, содержащие свинец, используют на производстве нечасто, поскольку этот химический элемент наносит вред здоровью работников. Не рекомендуются они и для работы в домашних условиях, так как пары свинца опасны для легких человека. Либо необходимо установить активную вытяжку.На промышленном производстве особой популярностью пользуется применение паяльной пасты. Она состоит из флюса, небольших частиц припоя и разных специальных добавок.
Пошаговая технология проведения пайки деталей из меди выглядит следующим образом:
- Флюс наносится на обе заготовки в местах стыков и на поверхность, где будет размещен припой.
- Припой закладывается в место соединения. Им может стать специальная паста или проволока из олова.
- Газовая горелка разогревает место стыка. Припой растекается по шву и вокруг места соединения.
- Изделие должно остыть в полном покое, то есть его нельзя трогать (сгибать, крутить и пр.). В результате остывания шов с припоем отвердевает.
- Флюс, оставшийся на поверхности, убирается абразивной щеткой.
Важно! Сам припой специально нагревать не нужно. Его плавка должна происходить в результате разогрева кромок изделий.
2. Пайка алюминия.
Алюминий считается капризным материалом. Специалисты полагают, что в домашних условиях провести пайку алюминия невозможно. Причина заключается в необходимости разогрева места стыка до +600 °С, что может привести к прогоранию листового алюминия.
Однако это не совсем так. Можно провести пайку алюминия, если применить особые виды флюса и припоя. Для соединения алюминия потребуются:
Для соединения алюминия потребуются:
- Припой. Больше всего подойдет состав, включающий медь, кремний, цинк, серебро и алюминий. Это может быть сплав российского производства «34А», а также его аналог, произведенный за рубежом, – «Aluminium-13».
- Флюс. Возможно применять обыкновенную буру. Но будет лучше, если состав будет включать триэтаноламин.
- Паяльник, мощностью не менее 100 Вт.
Полезно! Более высокие антикоррозийные свойства имеет припой с большим содержанием цинка.
Пошаговая технология проведения пайки деталей из алюминия выглядит следующим образом:
- Заготовки очищаются от пыли и грязи.
- Оксидная пленка убирается наждачкой. Это необходимо делать для уменьшения слоя оксида. Он появляется на алюминии практически сразу после любой обработки.
- Флюс распределяют по месту стыка.
- Припой раскладывается равномерно и медленно, при этом детали из алюминия постоянно не нагреваются.
- После остывания стык чистится мелкой наждачкой или металлической щеткой.
VT-metall предлагает услуги:
3. Пайка листов жести.
Соединение обычной жести происходит просто. Если в металле нет примесей или каких-либо нанесений на него, то металл спаивается в ровный шов, который остается неизменным даже при высоких температурах. Для проведения пайки жести необходимо следующее:
- Припой. Чаще всего специалисты используют состав на основе сурьмы и олова. Это ПОС-40 или ПОС-30. Иногда применяют ПОС-90 со свинцом в составе.
- Флюс. В таком качестве можно использовать простую канифоль или соляную кислоту. Недавно появившаяся на жести пленка оксида очень легко убирается.
- Паяльник, мощность которого не менее 40 Вт.
Пошаговая технология проведения пайки:
- Убрать пыль и грязь с поверхности заготовок.
- Разложить канифоль по кромкам деталей.
- Расположить припой на место стыка, а затем расплавить его.
- После остывания очистить шов металлической щеткой или мелкой наждачкой.

4. Пайка оцинкованного железа.
Оцинкованное железо обладает несколькими специфическими характеристиками, что отличает его от простой жести.
Первое, что необходимо отметить, это высокая испаряемость цинка с поверхности, нагретой до +960 °С. Следовательно, работая с оцинкованным металлом, нельзя пользоваться горелками большой мощности.
Второе – далеко не все виды припоя годятся для оцинкованного железа. Примером может быть ПОС-90. Его нельзя использовать, поскольку под его воздействием разрушается структура металла.
Для пайки следует приготовить:
- Припой. Лучше всего взять ПОС-30.
- Флюс. Это может быть борная кислота или хлористый цинк.
- Паяльник, мощность которого не менее 40 Вт.

Оцинкованное железо паяется аналогично жести. Единственной особенностью является необходимость равномерного прогрева – без перегрева части поверхностей.
5. Пайка нержавеющей стали.
Нержавеющая сталь представляет собой сплав с добавлением титана, хрома, никеля. Пайка такого материала имеет ряд отличий от работы с оцинкованным или обычным железом. Физические характеристики металла меняются при разном соотношении материалов, входящих в его состав.
Например, материал, содержащий много никеля, при температуре от +500 до +700 °С способен выделять соединения карбида. С такими листами нужно работать быстро, равномерно нагревая их, что позволит не разрушить структуру материала.
Для пайки необходимы:
- Припой. Его выбор зависит от условий пайки. При работе в условиях высокой влажности или на открытом пространстве следует воспользоваться припоем, в основе которого лежат серебряные сплавы и малое содержание никеля. При пайке в помещениях, а также в домнах отдают предпочтение серебряно-марганцевым или хромоникелевым припоям. Первичное лужение проводят с обычным припоем (свинец и олово).
- Флюс. Это может быть бура (паста или порошок).
- Мощная газовая горелка, выдающая температуру свыше +800 ˚С. Для первичного лужения можно использовать паяльник, мощность которого более 100 Вт.
 При пайке в помещениях, а также в домнах отдают предпочтение серебряно-марганцевым или хромоникелевым припоям. Первичное лужение проводят с обычным припоем (свинец и олово).
При пайке в помещениях, а также в домнах отдают предпочтение серебряно-марганцевым или хромоникелевым припоям. Первичное лужение проводят с обычным припоем (свинец и олово).Технология пайки выглядит следующим образом:
- Зачистить места стыка.
- Зафиксировать заготовки, а затем намазать флюсом из паяльной кислоты.
- Залудить место соединения припоем (тонкий слой) с оловом. Для этого применяют паяльник. Следует обратить внимание на то, чтобы припой не растекался. В противном случае нужно подогреть заготовки и повторить процесс.
- Провести повторное лужение.
- Соединить заготовки. Условия пайки подскажут, как использовать припой. Воспользоваться для работы газовой горелкой.

Важно! Для предотвращения скатывания и растекания припоя необходимо воспользоваться металлической щеткой. Она уберет оксидную пленку, оставшуюся на поверхности после нанесения флюса.
6. Пайка черных металлов.
На качество соединения изделий из стали влияет ряд факторов:
- используемая марка стали;
- пористость деталей;
- чистота шва перед пайкой.
Припоем может быть сплав на основе латуни или олова. Выбор припоя зависит от поставленной перед специалистом задачи. Считается, что проще работать с оловянным припоем. Но есть и существенный недостаток – прочность шва будет невысока.
Латунные припои значительно прочнее, однако работа с ними требует специального оборудования.
Процесс подготовки отличий не имеет. Заготовки очищаются от пыли и грязи. Затем фиксируются тисками (струбцинами). В качестве флюса можно взять ортофосфорную кислоту. После чего производится пайка.
7. Пайка стали оловом.
Мощность паяльного устройства должна быть более 100 Вт. Перед началом пайки обе заготовки необходимо залудить. Затем готовое соединение дополняют оловянным припоем, после чего завершают процесс.
8. Пайка стали латунью.
Плавка латуни происходит при температуре более +900 °С. Исходя из этого, в работе применяют газовую горелку. Нагрев должен быть однородным, иначе латунь начнет очень быстро плавиться и прилипать исключительно к краям деталей из стали. Это приведет в итоге к ее хрупкости и последующему разрушению при возникновении напряжения. В готовом же изделии в таком случае образуются трещины.
6 советов по правильной пайке металлических изделий
Существуют базовые правила, которых надо придерживаться в ходе работы с различными металлами, в том числе со сталью. Кроме того, необходимо знать тонкости проведения пайки.
Подготовка деталей к пайке является очень важным этапом работ. Необходимо выяснить, сплав каких металлов подлежит пайке:
Необходимо выяснить, сплав каких металлов подлежит пайке:
- Следует проверить реакцию детали на ее нагрев горелкой или паяльником, узнать, насколько быстро на поверхности появляется пленка из оксида. Выяснить это лучше заранее, в противном случае придется работать в спешке.
- Заранее подготовленные и тщательно зафиксированные детали следует нагревать постепенно и внимательно следить за перегревом отдельных частей. Важным является равномерность прогрева всей области пайки.
- Разогрев требуется не только стыковочному шву, но и области вокруг него. Площадь прогрева может отличаться в зависимости от габаритов деталей и целей соединения. Как правило, она колеблется от 0,5 до 2 см.
- Следует пользоваться только теми нагревательными устройствами, которые в состоянии дать правильную рабочую температуру припоя.
- Не следует охлаждать шва холодными жидкостями. Металл должен самостоятельно «отдохнуть» и остыть равномерно. На это может потребоваться несколько минут.
- Снимать детали с фиксаторов необходимо только после их остывания вместе с припоем.

Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Учимся паять
Паять металлические изделия люди научились очень давно, как только освоили плавку олова и свинца. Сейчас пайка – обычное дело. Соединять в домашних условиях методом пайки можно большое количество металлов. Так, в домашних условиях можно соединять такие металлы, как серебро, медь, олово, латунь, алюминий. Пайка металлов в домашних условиях позволяет быстро и качественно отремонтировать какой-либо электрический прибор или что-нибудь другое. Пайка должна быть интересна всем настоящим мужчинам.
Пайка должна быть интересна всем настоящим мужчинам.
В основе процесса паяния лежат простейшие химические реакции и ваши знания о сплавах, которые вы получили в школьном курсе химии.
Перед тем как паять, необходимо очистить поверхность жала паяльника от оксидов металлов. Для этих целей используют хлорид аммония NH4Cl (бытовое название «нашатырь»).
Вы знаете, что твердый хлорид аммония способен при нагревании распадаться на хлороводород HCl и аммиак NH3:
NH4Cl ↔ NH3↑ + HCl↑
Хлороводород, соединяясь с парами воды воздуха, образует соляную кислоту, которая может реагировать с оснóвными оксидами, т.е. оксидами металлов жала паяльника . В результате поверхность жала паяльника очищается от оксидов.
В паянии для растворения оксидов олова, свинца и меди пользуются еще одним веществом – канифолью. Канифоль представляет собой аморфное хрупкое вещество, получаемое из смол хвойных деревьев. Она легко растворяется в спирте, ацетоне и других органических соединениях, но не растворима в воде.
Для очистки поверхности соединяемых металлов и улучшения смачивания наносимого металлического соединения используют флюсы, которые снимают остатки оксидных пленок и жировых загрязнений и защищают спаиваемые поверхности от окисления.
Флюс чаще всего готовят, растворяя 30 г хлорида цинка и 10 г хлорида аммония в 60 мл воды. Часто используют «паяльную жидкость» или «паяльную кислоту», которую получают взаимодействием металлического цинка с концентрированной соляной кислотой:
Zn + HCl = ZnCl2 + H2↑
Для этого кислоту наливают в стеклянную или фарфоровую посуду, располагаются вдали от открытого огня (выделяющийся водород огнеопасен!) и добавляют порциями цинк. Начинается реакция химического растворения цинка в кислоте, в результате образуется хлорид цинка ZnCl2 и выделяется водород H2. Когда выделение водорода замедляется, сосуд ставят в теплую воду. По окончании реакции жидкость сливают с остатка нерастворившегося цинка и добавляют к ней нашатырь (на каждые 3 г взятого металлического цинка – 2 г хлорида аммония). Можно эту жидкость выпарить досуха и перед пайкой растворять 1 г сухой смеси солей в 2-3 мл воды.
Можно эту жидкость выпарить досуха и перед пайкой растворять 1 г сухой смеси солей в 2-3 мл воды.
И, конечно же, в паянии используется припой. Этот сплав служит для соединения спаиваемых металлов. Припои изготавливают в форме палочек, полосок, листочков, а иногда в виде порошка. В быту применяют обычно мягкие и легкоплавкие припои.
Мягкий припой «третник» – это сплав 65% олова Sn и 35% свинца Pb, с помощью которого можно паять практически все металлы и сплавы, кроме алюминиевых и самого алюминия. Сплав «третник» плавится при температуре около 1810С, а температуры плавления отдельных металлов выше (tплSn =2320C, tплPb =3280C). Чтобы самостоятельно приготовить такой припой, сначала в железной чашке расплавляют свинец, а затем к полученному расплаву добавляют кусочки олова. Когда оно расплавится, сплав тщательно перемешивают и выливают в форму для затвердевания.
Нагретый паяльник погружают в порошок «нашатыря» или канифоли; если при этом появляется легкий дымок, значит, паяльник готов к работе. Нашатырь или канифоль очищают жало паяльника от оксидов металлов. Очищенный паяльник опускают в припой и держат там, пока расплавленный припой не ‘залудит’ жало паяльника, полностью покрыв его блестящей пленкой. Затем захватывают жалом паяльника немного припоя, переносят его на место пайки и разравнивают по поверхности – ведут «залуживание» места спая. Потом таким же образом переносят на спай основную массу припоя, требуемого для прочного соединения или покрытия металла. Когда припой остынет, место спаивания протирают сырой тряпочкой и зачищают наждачной бумагой или напильником.
Нашатырь или канифоль очищают жало паяльника от оксидов металлов. Очищенный паяльник опускают в припой и держат там, пока расплавленный припой не ‘залудит’ жало паяльника, полностью покрыв его блестящей пленкой. Затем захватывают жалом паяльника немного припоя, переносят его на место пайки и разравнивают по поверхности – ведут «залуживание» места спая. Потом таким же образом переносят на спай основную массу припоя, требуемого для прочного соединения или покрытия металла. Когда припой остынет, место спаивания протирают сырой тряпочкой и зачищают наждачной бумагой или напильником.
Для спаивания тонких медных проводов флюс на основе хлорида цинка непригоден – он быстро разрушает тонкую проволоку. В этом случае применяют раствор канифоли в этиловом спирте или сосновую смолу. Если под рукой нет вообще никакого флюса, то при пайке медных или латунных деталей его может заменить раствор 1 таблетки аспирина в 10-20 мл воды.
В обычных условиях алюминий с трудом поддается пайке, так как на его поверхности после очистки мгновенно снова образуется оксидная пленка. Поэтому после зачистки место будущего спая на алюминии или его сплавах немедленно заливают заранее расплавленной канифолью.
Поэтому после зачистки место будущего спая на алюминии или его сплавах немедленно заливают заранее расплавленной канифолью.
Пайку ведут мощным (не менее 100 Вт) паяльником, используя припой, состоящий из 80% олова и 20% цинка или 95% олова и 5% висмута, и флюс из парафина или стеарина. Припой набирают на паяльник и переносят на защищенную канифолью поверхность спая. Залуженный таким образом алюминий сравнительно легко поддается спаиванию: к его луженой поверхности можно припаять, например, медные провода.
При пайке алюминия используется и электрохимический метод. Место спая зачищают и наносят на него 3-4 капли концентрированного раствора сульфата меди CuSO4 (медного купороса). Затем алюминиевую деталь подключают к отрицательному полюсу батарейки от карманного фонарика, а к положительному полюсу присоединяют кусочек оголенной медной проволоки, которую вводят в каплю раствора сульфата меди так, чтобы конец проволоки не касался поверхности алюминия. В этом методе имеет место электролиз раствора сульфата меди с растворимым анодом:
CuSO4 ↔ Cu2+ + SO42-
Катод (-) Сu2+ + 2e = Cu0 ↓
Анод (+) Cu0 — 2e = Cu2+
Суммарное уравнение электролиза с растворимым анодом написать нельзя.
Через несколько минут на месте пайки осядет слой меди, к которому можно припаять все, что требуется, обычным способом.
Автор В.Е. Никитин
Источники:
1. Рудзитис Г.Е. Химия. 11 класс : учеб. для общеобразоват. организаций : базовый уровень / Г.Е. Рудзитис, Ф.Г. Фельдман. — 2-е изд. — М. : Просвещение, 2016. — 223 с. : ил.
2. http://www.znaikak.ru/payati.html — Знай как. Ежедневный журнал. 24 октября/16
3. http://goodsvarka.ru/pajka/domashnix-usloviyax/ — сварка и сварочное оборудование
4. http://chem21.info/info/403700/ — справочник химика 21. Химия и химическая технология
несколько секретов пайки. Подготовка к пайке
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно , но болтовое — наиболее простое и надежное.
Пайка проводов паяльником не представляет ничего сложного, поэтому с таким способом соединения медных жил может справится даже неопытный электрик. Далее мы расскажем, как правильно паять провода в распределительной коробке – месте, где выполняется разводка электропроводки по комнатам. Технология будет предоставлена пошагово, с картинками и видео примерами, чтобы Вам было более понятно, как спаивать два проводка между собой. Сразу же обращаем Ваше внимание на то, что мы будет рассказывать, как спаять жилы из меди. Это связано с тем, что алюминиевые проводники в домашних условиях уже практические не используются. Стандартами ГОСТ соединение разных цветных металлов (алюминиевых и медных проводников) рекомендуется обходить стороной, поэтому единственный безопасный вариант для частного дома и квартиры – спаивание медных жил кабеля.
Сразу же обращаем Ваше внимание на то, что мы будет рассказывать, как спаять жилы из меди. Это связано с тем, что алюминиевые проводники в домашних условиях уже практические не используются. Стандартами ГОСТ соединение разных цветных металлов (алюминиевых и медных проводников) рекомендуется обходить стороной, поэтому единственный безопасный вариант для частного дома и квартиры – спаивание медных жил кабеля.
Шаг 1 – Подготавливаем инструмент
Для начала Вам нужно подготовить паяльник к пайке проводов своими руками. Все, что требуется – тщательно очистить жало от остатков припоя либо других возможных загрязнений.
Для этого можете использовать обычный напильник. Помимо этого Вы должны подготовить припой и флюс, без которых не получится паять провода паяльником. Что касается припоя, для того, чтобы спаять жилы, можно использовать либо сплав олова и свинца, либо специальную нить, как показано на фото ниже.
Флюс необходим для того, чтобы во время пайки припой равномерно покрыл спаиваемые материалы. Помимо этого флюс избавляет медные жилы от оксидной пленки, которая значительно ухудшает надежность соединения. В качестве флюса Вы можете использовать либо канифоль, либо специальную паяльную кислоту. И тот и другой вариант пользуется популярностью у мастеров.
Помимо этого флюс избавляет медные жилы от оксидной пленки, которая значительно ухудшает надежность соединения. В качестве флюса Вы можете использовать либо канифоль, либо специальную паяльную кислоту. И тот и другой вариант пользуется популярностью у мастеров.
Еще один важный этап подготовки – создание подходящего рабочего места. У Вас должна быть рядом розетка и подставка для паяльника, чтобы технология пайки проводов своими руками была безопасной.
Кстати, Вы можете , что не займет много времени и сил. Самодельный аппарат прослужит Вам довольно долго, в чем Вы сами сможете убедиться!
Шаг 2 – Выполняем лужение
Итак, если Вам нужно спаять два силовых провода между собой, то первым делом Вы должны снять полиэтиленовую изоляцию и залудить оголенные жилы, особенно если они очень тонкие. Многожильный проводник перед пайкой сначала скручивается, после чего обрабатывается флюсом, поверх которого наносится тонкий слой разогретого припоя. Обязательно перед тем, как паять, подготовьте жало паяльника – окуните его в флюс (в ту же канифоль, как показывается на фото), а после этого в олово, чтобы кончик был покрыт небольшим слоем припоя.
Для пайки выполнить довольно просто – сначала Вы должны положить оголенную жилу на канифоль, потом прогреть это место паяльником, чтобы проводок погрузился во флюс. После этого его нужно достать и равномерно со всех сторон обработать припоем. Чтобы хорошо нанести разогретый сплав олова и свинца на поверхность, в руках прокручивайте провод во время лужения. Если Вам необходимо соединить жилы в распределительной коробке, для удобства вместо канифоли можете использовать кислоту. Ее достаточно просто нанести кисточкой на поверхность, которую Вам нужно спаять.
Если жилы большого сечения (толстые), лужение выполняется аналогичным образом. Отличие лишь в том, что не нужно предварительно скручивать жилы, как у многопроволочного проводника.
После того, как Вы выполните лужение, можно переходить к процессу пайки. Сразу же обращаем Ваше внимание на то, что выполнять работы необходимо только при отключенном электричестве. Паять провода под напряжением категорически запрещается!
Шаг 3 – Спаиваем жилы
Ну и последнее, что осталось – спаять два подготовленных провода в распредкоробке. Все, что нужно – скрутить либо наложить жилы друг на друга и разогреть место соединения паяльником. Припой расплавится и после того, как застынет – надежно соединит электрические проводники. Советы по мы рассматривали отдельно.
Все, что нужно – скрутить либо наложить жилы друг на друга и разогреть место соединения паяльником. Припой расплавится и после того, как застынет – надежно соединит электрические проводники. Советы по мы рассматривали отдельно.
Важный момент – во время пайки не двигайте жилы, иначе соединение будет не достаточно надежным.
Следует также отметить, что предварительное лужение можно и не выполнять, а просто скрутить проводки а распаечной коробке, обработать их флюсом и как следует пропаять. Однако так паять мы Вам не рекомендуем, потому что в этом случае соединение будет на порядок хуже.
Последний штрих – изоляция остывшей области. О том, мы Вам рассказывали. Лучше всего по отдельности заизолировать каждую жилу изолентой, а поверх нее использовать термоусадочную трубку. На видео ниже Вы можете просмотреть подробно весь порядок пайки:
Учимся паять провода паяльником
Важно знать!
Выше мы рассказали, как правильно паять провода в распределительной коробке, однако такой порядок действий не подойдет, если Вам необходимо спаять контакты с диодной лентой либо вообще на плате (микросхеме). Итак, предоставляем краткий обзор возможных технологий пайки:
Итак, предоставляем краткий обзор возможных технологий пайки:
- . Если Вам нужно подключить LED ленту, а значит – спаять контакты от блока питания с выводами на ленте (медные кружочки), то сначала залудите жилы плюс и минус, потом обработайте кислотой выводы на ленте и капните на них расплавленный припой. Все, что останется – прижать провода к месту соединения и прогреть паяльником. Когда припой застынет, заизолируйте оголенную область, используя клеевой пистолет либо термоусадку.
- Работа с платами. Если Вы решили паять провода на микросхеме, то тут уже технология пайки будет более ответственной. Чтобы припаять конденсатор, транзистор, резистор либо тот же светодиод, нужен паяльник мощностью от 5 до 20 Ватт. Более мощный аппарат может перегреть плату и тогда Ваши старания будут напрасны. Помимо этого жало должно быть очень тонким, т.к. излишки олова будут выступать перемычками, которые в свою очередь будут «коротить».
- Пайка наушников. Если Вы вдруг решили отремонтировать наушники со штекером 3. 5, которые частенько ломаются в области разъема, то для начала посмотрите видео в интернете, на которых рассказывается, как научиться паять эмалированные тонкие провода с шелковой нитью внутри. Вкратце говоря – Вам придется счистить эмаль до меди, выполнить лужение и после этого только спаять штекер с проводками.
 5, которые частенько ломаются в области разъема, то для начала посмотрите видео в интернете, на которых рассказывается, как научиться паять эмалированные тонкие провода с шелковой нитью внутри. Вкратце говоря – Вам придется счистить эмаль до меди, выполнить лужение и после этого только спаять штекер с проводками.
5, которые частенько ломаются в области разъема, то для начала посмотрите видео в интернете, на которых рассказывается, как научиться паять эмалированные тонкие провода с шелковой нитью внутри. Вкратце говоря – Вам придется счистить эмаль до меди, выполнить лужение и после этого только спаять штекер с проводками.Пайка паяльником – это физико-химическая технологическая операция получения неразъемного соединения металлических деталей путем введения в зазор между ними металла с более низкой температурой плавления.
Паять паяльником на много проще чем, кажется на первый взгляд. Технология пайки паяльником успешно применялась египтянами еще 5 тысячелетий назад и с тех пор мало что ней изменилось.
Требования к технологическому процессу пайки и монтажу радиоэлементов изложены в ОСТ 107.460092.024-93 «Пайка электромонтажных соединений радиоэлектронных средств. Общие требования к типовым технологическим операциям».
Процесс пайки паяльником начинается с подготовки поверхностей деталей, подлежащих пайке. Для этого необходимо удалить с поверхностей следы грязи, при их наличии, и оксидную пленку. В зависимости от толщины пленки и формы поверхности, ее зачищают напильником или наждачной бумагой. Малые площади и круглые провода можно зачистить лезвие ножа. В результате должна получиться блестящая поверхность без пятен окислов и раковин. Жировые загрязнения убираются протиркой ветошью, смоченной в ацетоне или растворителе уайт-спирте (очищенный бензин).
Для этого необходимо удалить с поверхностей следы грязи, при их наличии, и оксидную пленку. В зависимости от толщины пленки и формы поверхности, ее зачищают напильником или наждачной бумагой. Малые площади и круглые провода можно зачистить лезвие ножа. В результате должна получиться блестящая поверхность без пятен окислов и раковин. Жировые загрязнения убираются протиркой ветошью, смоченной в ацетоне или растворителе уайт-спирте (очищенный бензин).
После подготовки поверхностей их необходимо покрыть слоем припоя, залудить. Для этого на поверхность наносится флюс и прикладывается жало паяльника с припоем.
Для лучшей передачи тепла от жала паяльника к детали нужно прикладывать жало так, чтобы площадь соприкосновения была максимальной. Срез жала паяльника с припоем должен быть параллелен поверхности детали.
Самое главное при пайке паяльником, это прогреть до температуры расплавленного припоя спаиваемые поверхности. При недостаточном прогреве пайка получится матовой низкой механической прочности. При перегреве припой не будет растекаться по поверхности спаиваемых деталей и пайка вообще не получится.
При перегреве припой не будет растекаться по поверхности спаиваемых деталей и пайка вообще не получится.
После выполнения выше описанной подготовки детали прикладываются друг к другу, и выполняется пайка электрическим паяльником. Время пайки в зависимости от толщины и массы деталей составляет от 1 до 10 секунд. Многие радиоэлектронные компоненты допускают время пайки не более 2 секунд. Как только припой равномерно растечется по поверхностям деталей, паяльник отводится в сторону. Смещение деталей относительно друг друга до полного затвердевания припоя не допустимо, иначе механическая прочность и герметичность пайки будет низкой. Если такое случайно произошло, то нужно заново выполнить процедуру пайки.
Припой на жале горячего паяльника при ожидании пайки прокрывается окислами и остатками сгоревшего флюса. Перед пайкой жало необходимо очищать. Для очистки удобно использовать увлажненный кусок поролона любой плотности. Достаточно быстро провести жалом по поролону и вся грязь останется на нем.
Перед пайкой поверхности или провода, которые соединяются пайкой, в обязательном порядке должны быть облужены. Это гарантия качества паяного соединения и получения удовольствия от работы. Если Вы не имеете опыта работы с паяльником, то перед выполнением ответственных работ по пайке паяльником нужно сначала немного потренироваться. Начинать проще с одножильного медного провода, каким делают электропроводку. Первым делом нужно снять с проводника изоляцию.
Как залудить медные провода
Когда изоляция снята, нужно оценить состояние проводника. Как правило, в новых проводах, медные проводники не покрыты окислами и их можно облуживать без зачистки. Достаточно взять немного припоя на жало паяльника, коснуться ним канифоли и поводить жалом по поверхности проводника. Если поверхность проводника чистая, то припой тонким слоем растечется по ней.
Если припоя не хватило, то берется дополнительная порция с касанием канифоли. И так, пока весь проводник не будет полностью залужен. Удобнее провода лудить, положив на деревянную площадку, в качестве которой использую подставку для паяльника. Обычно на месте, где я всегда лужу, скапливается канифоль и процесс идет быстрее, можно захватывать больше припоя не касаясь, лишний раз жалом канифоли.
Удобнее провода лудить, положив на деревянную площадку, в качестве которой использую подставку для паяльника. Обычно на месте, где я всегда лужу, скапливается канифоль и процесс идет быстрее, можно захватывать больше припоя не касаясь, лишний раз жалом канифоли.
Иногда, вопреки ожиданиям, хотя проводник кажется без окислов, лудиться не хочет. Тогда я ложу его на таблетку аспирина и пару секунд прогреваю, а затем лужу на площадке. Лудится сразу без проблем. Даже медный провод с очевидным окислением, без предварительной механической зачистки, с аспирином сразу же порывается тонким слоем припоя.
Если Вам удалось паяльником залудить проводники, как на фото, то поздравляю с первой успешной работой по пайке.
С первого раза получить хорошую пайку паяльником сложно. Причин этому может быть несколько. Паяльник слишком нагрет для данного вида припоя, определить это можно по быстро образующейся темной пленке окислов на припое, который находится на жале паяльника. При чрезмерном нагреве жала паяльника, рабочая лопатка жала покрывается окислом черного цвета, и припой на жале не удерживается. Температура жала паяльника не достаточна. В этом случае пайка получается рыхлой и выглядит матовой.
Температура жала паяльника не достаточна. В этом случае пайка получается рыхлой и выглядит матовой.
Тут может помочь только применение регулятора температуры . Недостаточный прогрев провода при облуживании, бывает при малом количестве припоя на рабочей части жала. Площадь соприкосновения получается маленькой, и тепло плохо передается проводнику. Практиковаться нужно до тех пор, пока не получится залудить провода как на фото выше.
После лужения паяльником провода, на нем часто остаются излишки припоя виде наплывов. Для того, чтобы получился тонкий и равномерный слой нужно провод расположить вертикально, концом вниз, паяльник вертикально жалом вверх, и провести жалом по проводу. Припой тяжелый и весь перейдет на жало паяльника. Только перед этой операцией нужно удалить весь припой с жала, ударив ним легонько о подставку. Таким способом можно убирать излишки с места паек и на печатных платах.
Следующий этап тренировки это залудить паяльником многожильный медный провод, задача несколько сложнее, особенно если провод покрыт окислом. Снять оксидную пленку механическим способом затруднительно, нужно расплести проводники и зачистить каждые по отдельности. Когда я снял изоляцию с проводов термическим способом, то обнаружил, что верхний проводник весь порыт окислом, а нижний расплелся. Это, пожалуй, самый сложный случай для лужения. Но лудятся они с такой, же легкостью, как и одножильные.
Снять оксидную пленку механическим способом затруднительно, нужно расплести проводники и зачистить каждые по отдельности. Когда я снял изоляцию с проводов термическим способом, то обнаружил, что верхний проводник весь порыт окислом, а нижний расплелся. Это, пожалуй, самый сложный случай для лужения. Но лудятся они с такой, же легкостью, как и одножильные.
Первое что необходимо это положить проводник на таблетку аспирина и прогревая паяльником подвигать, чтобы все проводники провода смочились составом аспирина (при нагревании аспирин плавится).
Далее лудите на площадке с канифолью, как описано выше, с той лишь разницей, что нужно прижимать провод жалом паяльника к площадке и в процессе облуживания провод вращать в одну сторону, чтобы проводники сплелись в единое целое.
Вот такими стали медные провода после лужения.
Из такого конца залуженного провода можно с помощью круглогубцев сформировать колечко, например для резьбового присоединения к контактам розетке, выключателя или патрона люстры или припаять к латунному контакту или печатной плате. Попробуйте сделать паяльником такую пайку.
Попробуйте сделать паяльником такую пайку.
Главное при соединении пайкой деталей, не сместить их относительно друг друга, пока не застыл припой.
Пайка паяльником любых деталей мало чем отличается от пайки проводов. Если у Вас получилось качественно залудить и припаять многожильный провод, то значит, Вы сможете выполнить любую пайку.
Как залудить очень тонкий медный проводник покрытый эмалью
Залудить паяльником тонкий проводник, с диаметром жили менее 0,2 мм изолированный эмалью, легко, если воспользоваться хлорвинилом. Изолирующие трубки и изоляция многих проводов делается из этого пластика. Нужно положить провод на изоляцию и легонько прижать жалом паяльника, затем протаскивать провод, каждый раз поворачивая. От нагрева хлорвинила выделяется хлор, который разрушает эмаль и провод легко залуживается.
Эта технология не заменима при пайке паяльником провода типа лицендрат, представляющий собой много тонких проволочек покрытых эмалью и свитых в один проводник.
С помощью таблетки аспирина тоже легко залудить паяльником эмалированный тонкий провод, точно также протягивается провод между таблеткой аспирина и жалом паяльника. На жале должно быть достаточное количество припоя и канифоли.
Пайка паяльником радиодеталей
При ремонте электроприборов часто приходится выпаивать из печатной платы и запаивать обратно радиоэлементы. Хотя операция эта не сложная, но все же требует соблюдения определенной технологии пайки.
Пайка паяльником резисторов, диодов, конденсаторов
Для того, чтобы выпаять из печатной платы двух выводной радиоэлемент, например резистор или диод, необходимо место его пайки разогреть паяльником до расплавления припоя и вытянуть вывод радиоэлемента из платы. Обычно вынимают вывод резистор из печатной платы, поддев его за вывод пинцетом, но пинцет часто соскальзывает, особенно если вывод радиоэлемента со стороны пайки загнут.
Для удобства работы губки пинцета нужно немного сточить, получившийся захват исключит соскальзывание губок пинцета.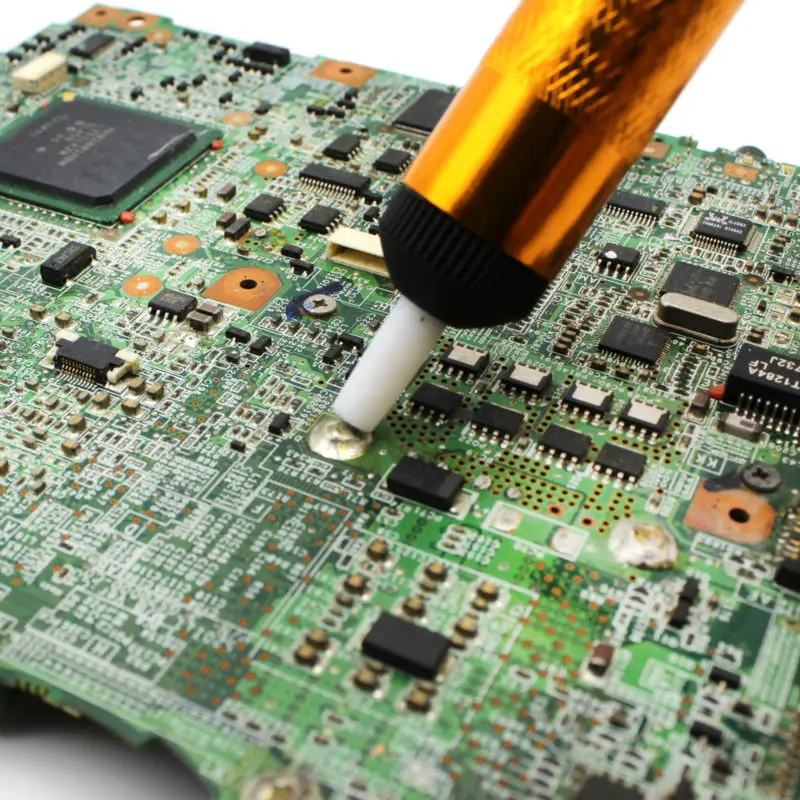
Когда выполняют работы по демонтажу радиоэлементов, то всегда не хватает еще одной руки, нужно работать паяльником, пинцетом и еще удерживать печатную плату.
Третьей рукой мне служат настольные тески, с помощью которых свободный от деталей участок печатной платы можно зажать, и устанавливая тиски на любую боковую грань, ориентировать печатную плату в трех измерениях. Выполнять пайку паяльником будет удобно.
После выпаивания детали из платы, монтажные отверстия заплывают припоем. Освободить отверстие от припоя удобно зубочисткой, остро заточенной спичкой или деревянной палочкой.
Жалом паяльника расплавляется припой, зубочистка вводится в отверстие и вращается, паяльник убирают, после застывания припоя, зубочистка извлекается из отверстия.
Перед установкой для запайки нового радиоэлемента, необходимо в обязательном порядке убедиться в паяемости его выводов, особенно, если дата выпуска его не известна. Лучше всего просто залудить выводы паяльником и затем уже запаивать элемент. Тогда пайка получится надежной и от работы будет одно удовольствие, а не мучение.
Тогда пайка получится надежной и от работы будет одно удовольствие, а не мучение.
Как паять паяльником SMD светодиоды и другие безвыводные компоненты
В настоящее время при изготовлении радиоэлектронных устройств широко применяются безвыводные компоненты SMD. Компоненты SMD не имеют традиционных медных проволочных выводов. Такие радиоэлементы соединяются с дорожками печатной платы путем пайки к ним контактных площадок, находящихся непосредственно на корпусе компонентов. Запаять такой компонент не сложно, так как имеется возможность припаять маломощным паяльником (10-12 Вт) последовательно каждый контакт по отдельности.
Но при ремонте возникает необходимость выпаивать SMD компонент для их проверки или замены или выпаивать с ненужной печатной платы для использования как запчасти. В таком случае, чтобы не перегреть и не поломать компонент необходимо одновременно прогревать все его выводы.
Если приходиться часто выпаивать SMD компоненты, то имеет смысл для паяльника сделать набор специальных жал, разветвляющихся на конце на два или три маленьких. С такими жалами выпаивать SMD компоненты будет легко без их повреждений, даже если они будут приклеены к печатной плате.
С такими жалами выпаивать SMD компоненты будет легко без их повреждений, даже если они будут приклеены к печатной плате.
Но бывают ситуации, что маломощного паяльника под рукой нет, а в имеющемся мощном паяльнике, жало прикипело и вынуть его невозможно. Из такой ситуации тоже есть простой выход. Можно навить вокруг жала паяльника медный провод диаметром один миллиметр, как на фото. Сделать своеобразную насадку и с помощью нее успешно выпаивать SMD компоненты. Фотография демонстрирует, как я выпаивал SMD светодиоды при ремонте светодиодных ламп . Корпуса светодиодов очень нежные и практически не допускают даже небольших механических воздействий.
В случае необходимости насадка легко снимается и можно пользоваться паяльником по прямому назначению. Ширину между концов насадки можно легко изменять, тем самым настраивая для пайки SMD компоненты разных размеров. Насадку можно использовать вместо маломощного паяльника, запаивая маленькие детали и припаивая тонкие проводники к светодиодным лентам .
Как паять паяльником светодиодную ленту
Технология пайки светодиодных лент мало чем отличается от пайки других деталей. Но из-за того, что основа печатной платы представляет собой тонкую и гибкую ленту, для исключения отслоения печатных дорожек время пайки должно быть сведено к минимуму.
Ремонт железного кузова автомобиля пайкой
В давние времена, когда я ездил на советском автомобиле, технология пайки паяльником железа выручала при устранении коррозии кузова автомобиля . Если просто зачистить место, покрытое ржавчиной и нанести лакокрасочное покрытие, то через время ржавчина появится вновь. Покрыв зачищенное место паяльником тонким слоем припоя, ржавчина больше никогда не появится.
Приходилось паять паяльником и сквозные коррозионные дыры в порожках и зоне колесных арок кузова автомобиля. Для этого нужно зачистить поверхность вокруг дыры полоской в один сантиметр и паяльником залудить припоем. Из плотной бумаги вырезать выкройку будущей заплатки. Далее по выкройке из латуни толщиной 0,2-0,3 мм вырезать заплатку и зону, которая будет припаиваться залудить паяльником толстым слоем припоя. В случае необходимости заплатке придается нужная форма. Можно просто простучать заплатку, положив на толстую плотную резину. Края внешней стороны заплатки напильником свести на нет. Останется приложить заплатку на дырку в кузове и хорошо прогреть стоваттным паяльником по шву. Шпаклевка, грунтовка, окраска, и кузов будет как новый, при этом в отремонтированном месте ржаветь больше не будет никогда.
Далее по выкройке из латуни толщиной 0,2-0,3 мм вырезать заплатку и зону, которая будет припаиваться залудить паяльником толстым слоем припоя. В случае необходимости заплатке придается нужная форма. Можно просто простучать заплатку, положив на толстую плотную резину. Края внешней стороны заплатки напильником свести на нет. Останется приложить заплатку на дырку в кузове и хорошо прогреть стоваттным паяльником по шву. Шпаклевка, грунтовка, окраска, и кузов будет как новый, при этом в отремонтированном месте ржаветь больше не будет никогда.
Если в советское время существовала игра для школьников, сутью которой было спаять «на коленке» радиоэлектронную микросхему самому, что они успешно делали, то сейчас многих вопрос о том, как правильно пользоваться паяльником, ставит в затруднительное положение. Хотя научиться паять паяльником не так уж сложно и, освоив основы для «чайников», можно будет самостоятельно проводить несложные работы, не обращаясь к специалистам.
Пайка паяльником
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
- Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
- Простая подставка решает проблему с размещением нагретого паяльника.
Следующим этапом подготовки будет выбор инструмента, и перед новичком всегда встает вопрос, что нужно для пайки паяльником.
Основой качественной пайки является прогревание металлических деталей до температуры спаивания, соответственно, для каждого вида работ рекомендуется использовать паяльники разных мощностей:
- Для пайки радиодеталей и микросхем лучше всего использовать паяльник мощностью не более 60 Ватт, в противном случае можно перегреть деталь или просто расплавить ее;
- Детали толщиной до 1 мм будут лучше прогреваться при использовании инструмента мощностью 80−100 Ватт;
- Детали со стенкой до 2 мм требуют больших мощностей и определенного опыта в работе, поэтому в данной статье пайка таких деталей рассматриваться не будет.

После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник . Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Что еще нужно для пайки
Помимо самого паяльника для пайки необходимо следующее:
- припой;
- канифоль;
- паяльные кислоты или флюсы.
Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова , но работать будет не так удобно.
Канифоль используется для подготовки поверхности к нанесению припоя. Припой с канифолью распределяется равномерно, при отсутствии последней скатывается в капли, а к некоторым поверхностям вообще не пристает.
Паяльная кислота, или флюс необходима для подготовки контактов к спаиванию. Новичку следует знать, что флюс для каждого спаиваемого материала отличается, и нельзя применять алюминия на медном проводе, иначе припой просто не ляжет.
Основой любой пайки является качественное прогревание спаиваемых деталей с последующим закреплением их с помощью припоя. Технологически можно выделить два вида пайки : с использованием флюса или с канифолью.
Научиться паять паяльником с канифолью сложнее, но, овладев этим умением, возможно будет выполнить 90 процентов работ.
Рассмотрим на примере пайки провода к плате. Сначала необходимо прогреть провод, для этого жало нагретого паяльника прикладываем плоскостью (лучше, если это будет жало в форме отвертки), максимально прижимая. Через несколько секунд провод с прижатым к нему жалом опускается в канифоль, которая, закипая, равномерно распределится по всем жилам провода. Так провод подготовлен к нанесению припоя. Жалом паяльника берем небольшую часть припоя и тонким слоем наносим его на провод. При этом не должно получиться никаких капель или незатронутых участков, в идеале получается тот же провод, но в олове.
Через несколько секунд провод с прижатым к нему жалом опускается в канифоль, которая, закипая, равномерно распределится по всем жилам провода. Так провод подготовлен к нанесению припоя. Жалом паяльника берем небольшую часть припоя и тонким слоем наносим его на провод. При этом не должно получиться никаких капель или незатронутых участков, в идеале получается тот же провод, но в олове.
Очищаем жало паяльника с помощью металлической губки или тряпочки и, коснувшись жалом канифоли, проводим пальником по плате, при этом остается тончайший слой канифоли на поверхности. Поверхности подготовлены. Обеспечивая максимальный контакт провода и платы, прижимаем к проводу жало с тонким слоем припоя и несколько раз «поглаживаем» место спайки паяльником для лучшего прогрева. После этого даем остыть и проверяем контакт на прочность.
Если пайка проведена правильно, то поверхность блестит, и соединение имеет максимальную прочность. Если же поверхность будет выглядеть матовой и рыхлой, значит, правила пайки паяльником были нарушены и соединение не такое прочное.
 Но в некоторых случаях и такой результат устраивает.
Но в некоторых случаях и такой результат устраивает.Пайка с флюсом
Для пайки с флюсом нужно всего лишь взять флюс, окунуть в него кисточку и нанести на спаиваемую поверхность. После этого можно наносить припой или сразу паять. Несмотря на кажущуюся простоту, работа с кислотой имеет много нюансов :
- Для каждого материала существует свой флюс и они не взаимозаменяемы, а в некоторых случаях даже дают противоположный эффект;
- Нельзя использовать слишком активные флюсы на микросхемах, поскольку они могут прожечь металл дорожки;
- Если после работы не удалить флюс с поверхности или сделать это неправильным реагентом, он будет продолжать разрушать металл;
- Медное жало паяльника, особенно если оно остро заточено, разрушается под воздействием кислоты, и приходится постоянно его подтачивать.
Помимо знаний, работа с паяльником требует аккуратности и точности, а, научившись паять простые детали, нетрудно будет переходить к пайке более тонких плат микросхем, или, наоборот, толстых проводов, различных элементов, страз, а впоследствии даже припаять между собой пластины.

Многие могут спаивать провода и радиодетали, но не каждый паял металл. В этой статье я максимально коротко и с примерами изложу принцип пайки металла.
Введение
Начнём с общих представлений о пайке. Пайка это физико — химический процесс получения соединения в результате взаимодействия припоя и спаиваемого металла. Она имеет сходство со сваркой плавлением, но всё же между ними имеются различия. При сварке в месте шва свариваемые детали плавятся, а при пайке паяемый материал не плавится. Так же в отличие от сварки пайка осуществляется при температурах ниже плавления спаиваемого металла. Формирование шва при пайке происходит путём заполнения припоем зазора между соединяемыми деталями, т.е. процесс происходит за счёт смачивания и капиллярного эффекта.
Встаёт вопрос, зачем же пользоваться пайкой, если сварка лучше скрепляет детали. На это есть свои плюсы:
- Пайка более доступна, чем сварка.
- При пайке соединения получается разъёмными.
- Сварке не поддаются маленькие детали.

Пайка — достаточно прочное соединение, если соблюдать технологию.
Оборудование
Для спаивания металла необходимо следующее основное оборудование:
♦ Паяльник . Мощность зависит от размера спаиваемых деталей. Для пайки небольших деталей (жесть, проволока, болтики) сойдёт паяльник ватт на 60, для более крупных — 100 ватт и выше. Я использую 2 паяльника — на 65 и 100 w, для домашних условий это вполне достаточно.
На том, как залудить паяльник я подробно останавливаться не буду, в интернете есть отдельные статьи про это. Скажу лишь основное:
— При первом включении паяльника ему нужно дать обгореть — выставить включённым его на улицу и подождать когда перестанет вонять и дымиться.
— Олово должно равномерно покрыть жало. При нагреве жало будет выгорать, его нужно будет затачивать и заново лудить.
♦ Паяльная кислота и припой . Деревянная палочка используется для нанесения кислоты.
♦ Вспомогательные приспособления . К ним относятся напильник и наждак, необходимые для зачистки паяльника и деталей.
Так же паяльнику нужна подставка. Самое простое что можно использовать в качестве подставки — любой металлический предмет, с которого паяльник не будет скатываться.
Для удержания спаиваемых деталей используются различные инструменты, например тиски и плоскогубцы. Так же детали можно закрепить гвоздиками на доске.
Основы пайки
Давайте теперь разберемся, какие металлы легко поддаются пайке:
- Серебро
- Латунь
- Никель
- Железо
- Нержавеющая сталь
Остальные металлы паяют при помощи специальных флюсов и другой технологии. В данной статье эта тема затрагиваться не будет.
С металлами разобрались, теперь приступаем к изучению процесса пайки:
- Зачищаем то место, где будет располагаться шов. Для этого я использую .
- Обезжириваем место спайки, используя ацетон, бензин и т. д.
- Наносим на шов деревянной палочкой паяльную кислоту. Делаем это как можно ровнее, т.к. в дальнейшем ровно по этому место растечётся припой.
- С заранее залуженного паяльника удаляем окислы (если они имеются) и прикасаемся им к палочке припоя. Припой должен лечь на жало ровной каплей. Если этого не происходит, значит паяльник плохо залужен.
- Прикасаемся жалом к месту спайки. Нельзя ожидать, что при первом же прикосновении паяльника произойдет спайка. Для этого необходимо прогревать спаиваемые поверхности до температуры плавления припоя. Тепло от паяльника передается на спаиваемое место не сразу. Жесть, проволоки и другие тонкие части прогреваются довольно быстро, но не моментально. На прогрев толстых материалов нужно сравнительно много времени.
- Для спайки тонких частей надо довольно медленно вести паяльником, передвигая его дальше, когда припой растечется и зальет шов. При спайке толстых предметов приходится относительно долго держать паяльник на одном месте и ждать, пока прогреются спаиваемые поверхности и припой растечется по шву.
- Проведя паяльником на некоторое расстояние, двигают его немного назад, затем снова вперед и опять назад, до тех пор, пока припой не разольется ровной и чистой дорожкой. По мере израсходования припоя, его набирают с палочки. Набирать много припоя не следует, особенно, если спаиваемые поверхности ровно и плотно соединены; избыток припоя приведет к образованию натеков.
- По окончании пайки необходимо смыть остатки кислоты водой. Если кислота плохо смывается, используйте мыло. Не смытая кислота приведёт к окислению металла.
 д.
д.
Лучше всего обучаться пайке на белой жести. Её не нужно зачищать, но необходимо обезжиривать. При наличии жира кислота не смачивает поверхность жести. Ниже рассмотрены примеры спаивания проволок и жести. Для обучения можно повторить всё это.
Спаивание жести / листового металла
Соединение «Впритык»
Качество: Малопрочно
Соединение «Внахлёст»
Качество: Прочно
Соединение «В замок»
Качество: Очень прочно
Спаивание проволоки
Соединение «Впритык»
Качество: Малопрочно
Соединение «Внахлёст»
Качество: Прочно
Соединение «С усилением»
Качество: Очень прочно
Для усиления на левом соединении используется намотанная виток к витку медная проволока, на правом — стержень и резьба обёрнуты полоской жести:
Пайка алюминия оловом
Сегодня из алюминия изготавливают не только провода, но и различные элементы, обеспечивающие надежную работу электроустановок и другого оборудования. Чтобы спаять этот материал применяют различные методы.
Чтобы спаять этот материал применяют различные методы.
Наиболее эффективным является плавка оловом, так как оно находится в свободном доступе и соединение получается качественным и прочным. Эта процедура осуществляется с помощью флюсов и возможна не только в производстве, но и в домашних условиях. Если применять другие присадочные материалы, то алюминий расплавится.
Достоинства пайки
Среди преимуществ данного вида выделяют следующие:
- низкая стоимость;
- олово подходит для пайки деталей различной толщины;
- материал быстро расплавляется под действием температуры, покрывая рабочую поверхность до малейших трещин. При застывании образует качественное соединение;
- плавка не занимает много времени, так как температура плавления низкая;
- олово находится в свободном доступе, и купить его не составит труда.
Отрицательные качества
Кроме преимуществ данного метода есть и недостатки:
- готовое соединение может разрушиться под действием более низкой температуры;
- соединение не приспособлено к высоким механическим нагрузкам;
- в домашних условиях не всегда получается достичь желаемого результата.

Особенности пайки оловом
Единственной проблемой является появление оксидной пленки на месте соединения. Чтобы от нее избавиться применяют растворители, металлические щетки и т. д. Также, большое внимание стоит уделить температуре пайки. Высокая температура разрушит исходный материал, а низкая не сможет обеспечить надежное и качественное соединение. При большой толщине металла процесс осуществляется в несколько слоев.
Методы пайки
Многие специалисты рекомендуют использовать газовую горелку. Ее прикрепляют к баллону с помощью шланги. Расход газа можно регулируется вентилем. Он поступает в сопло и поджигается, при этом образую стабильное пламя, температура которого регулируется путем изменения давления.
Также используют бензиновые горелки, однако пары бензина не способны дать высокую температуру для пайки. Поэтому данный метод применяют для соединения тонких металлических деталей.
Пайка паяльником происходит при помощи дополнительных материалов, например, канифоли. Оборудование подключается к электричеству, и его конец нагревается до температуры плавления олова и канифоли.
Оборудование подключается к электричеству, и его конец нагревается до температуры плавления олова и канифоли.
Необходимые приспособления
Помимо олова следует иметь следующие инструменты:
- растворитель;
- металлическая щетка;
- паяльник или горелка;
- режущий инструмент.
- Флюс.
Подбор припоя и инструментов
Пайка алюминия может происходить различными методами, которые зависят от состава припоя. В нем должно содержится свинец в малом количестве, а также цинк, который служит для снижения температуры плавления. Инструмент для пайки подбирается в зависимости от личных предпочтений мастера и толщины детали. Например, для тонких изделий лучше использовать горелку.
Дополнительная информация! Температура плавления припоя должна быть максимально низкой, чтобы готовое соединение не разрушалось при холодах.
Пошаговая инструкция
В первую очередь, подготавливают поверхность, очищая от ржавчины и другого мусора при помощи металлической щетки. Далее, поверхность необходимо обезжирить, что поможет сделать растворитель.
Далее, поверхность необходимо обезжирить, что поможет сделать растворитель.
Если не убрать масляные налеты качество соединения снижается. Он также поможет избавиться от оксидной пленки, которая не разрушается под действием высоких температур. Если работа ведется с проводами, то их нужно залудить, чтобы процедура прошла быстрее, и они не разрушились.
Перед соединением металлических изделий с большой толщиной, их края затачиваются. После подготовительного этапа переходим к пайке. Она происходит в такой последовательности:
- паяльник или горелка включается и выбирается необходимый режим;
- место пайки обрабатывается флюсом;
- осуществляется непосредственное спаивание путем расплавления олова над алюминиевым изделием;
- после спаивания деталь оставляют остыть на некоторое время, а затем проверяют качество соединения.
Обратите внимание! При спаивании металла большой толщины не следует наплавлять шов в одном месте, а наносить олово слоями.
Существует 6 режимов пайки алюминия, каждому из которых предъявляются особые параметры. Они зависят от марки исходного материала. Зная данный показатель, определяют процентное соотношение олова, свинца и других металлов, а также температуру плавления.
Правила техники безопасности
Во время работы следует уделять внимание включенным инструментам (паяльнику или горелке). При работе с газом необходимо проверять целостность шланг и состояние баллона.
Важно! Некоторые виды флюсов при нагревании испаряют вредные вещества, поэтому рабочее помещение должно хорошо проветриваться.
Качественная пайка металлов
Сварка и пайка металлов относятся к неразъемным соединениям. Однако у таких способов существует важное отличие. При сварке происходит соединение металлов благодаря местному нагреву детали до температуры, когда он начинает плавиться. В результате образуется соединение двух деталей в одно целое. Паяльная операция подразумевает получение прочного соединения разных деталей или конструкций.
Схема сварки металлов.
Существующие методы пайки
Технология пайки классифицируется по нескольким показателям:
- температура;
- давление;
- припой.
Температурный показатель зависит от нагрева металла. В этом случае пайка бывает:
- высокотемпературная;
- низкотемпературная.
Разделяет эти два способа показатель температуры. Границей разделения считается 450 градусов.
Существует также определение пайки в зависимости от приложенного давления:
- пайка металла с применением фиксированного зазора;
- прессовая пайка.
Читайте также:
Экструдер: что это такое и как его используют.
Правила применения фена для пайки.
Об автогене читайте здесь.
Вернуться к оглавлению
Как паять вольфрам: особенности
Схема аргонодуговой сварки вольфрама.
Вольфрамовые изделия имеют высокую прочность, что дает возможность применять их в определенных отраслях:
- ракетостроении;
- электроламповой отрасли;
- радиотехнике.

Вольфрам может иметь чистый вид или входить в состав сплава. Этот цветной металл очень хрупок и отличается тугоплавкостью, поэтому его обработка вызывает много сложностей. В связи с этим пайка вольфрама требует своеобразного подхода.
Операция пайки делается при температуре, которая меньше температуры рекристаллизации материала. Обычно она равна 1450 градусам. Если температура намного выше, то начинает уменьшаться прочность металла. Намного легче паять вольфрамовые изделия с деталями из этого же материала. Пайка с различными материалами всегда проходит очень сложно, так как материалы имеют различные параметры линейного расширения.
Прежде чем начинать паяльные работы, поверхность вольфрамовых деталей подвергается тщательной очистке. Ее делают несколькими способами:
- механической очисткой;
- травлением в кислоте, при этом применяют азотную или фтористоводородную кислоту.
Если кислота отсутствует, ее заменяет сильно нагретый едкий натр. После очистки вольфрам протирается спиртом, можно промыть его горячей водой.
После очистки вольфрам протирается спиртом, можно промыть его горячей водой.
Чтобы достигнуть идеальной чистоты и высокой плотности шва, паяльные работы нужно проводить в вакууме. Существует также несколько других восстановительных сред, однако они требуют предварительного покрытия металла никелем. Таким образом получается высокое смачивание вольфрама текущим припоем.
Вернуться к оглавлению
Как проводить пайку дома: рекомендации
Инструменты и материалы для пайки.
В домашних условиях наиболее распространена пайка деталей радиотехники. Операция не вызывает никаких сложностей, ее может выполнять практически любой человек. Пайку всегда можно легко демонтировать, она отличается водоустойчивостью.
К негативной стороне можно отнести низкую прочность. Нет совместимости с другими металлами. Пайка плохо переносит холод и высокую температуру.
Чтобы выполнять паяльные работы, необходимо иметь припой из легкого плавкого металла.
Припой изготавливается из сочетаний свинца с оловом. Благодаря наличию конкретного материала припои могут иметь разную температуру плавления. Именно это обстоятельство и предопределяет основную сферу их работы. Чаще всего пользуются припоем, у которого температура плавления достигает 200 градусов.
Благодаря наличию конкретного материала припои могут иметь разную температуру плавления. Именно это обстоятельство и предопределяет основную сферу их работы. Чаще всего пользуются припоем, у которого температура плавления достигает 200 градусов.
В домашних условиях паяльные работы должны проводиться очень быстро.
Дело в том, что флюс, обеспечивающий текучесть припоя, начинает быстро обугливаться. Иногда требуется проведение дополнительной зачистки. Пока припой полностью не остынет и не станет твердым, запрещается двигать детали.
Высококачественным признается уровень пайки, когда припой тончайшим слоем обволакивает место пайки.
Вернуться к оглавлению
Как паять сталь: нюансы
Для того чтобы начать пайку стали, необходимо подобрать соответствующий способ. При этом учитывается:
- стойкость окисной пленки;
- взаимодействие стали и припоя;
- изменение характеристики стали, после термического процесса пайки.

Очень легко удаляются окислы, когда подвергается пайке углеродистая сталь. Намного сложнее удалить окисную пленку, когда работа проводится с легированной сталью, в состав которой входит хром, алюминий, титан и кремний.
Схема пайки твердым припоем.
Дело в том, что после нагрева на поверхности стали появляются трудно растворимые окислы Ме203, М203.
Чтобы паять сталь, пользуются припоями, в состав которых входит:
- олово;
- свинец;
- серебро;
- медь;
- никель;
- палладий.
Эти материалы оказывают небольшое влияние на свойства стали, они практически ее не растворяют.
Вернуться к оглавлению
Как паять детали из жести?
Стандартным способом спаивания жести является применение припоя, в котором содержится большое количество олова, флюса и паяльника, имеющего шило.
Профессионалы советуют использовать следующие марки припоя:
- ПОС 40;
- ПОС 30;
- ПОС 4-6.

Такой выбор припоя связан с химическими показателями материалов, когда выполняется пайка оловом. В этих припоях, кроме олова, содержится также:
Марки и свойства припоев.
- сурьма;
- мышьяк;
- медь;
- висмут.
Эти марки припоев отличаются показателем сопротивления срезу, благодаря определенному количеству примесей. Кроме того, они увеличивают сопротивление шва на разрыв после окончания пайки. Если в составе припоя недостаточно олова, то повышается количество сурьмы.
В некоторых случаях применяется ПОС 90 с большим количеством свинца. Для оцинкованного материала делается несколько другой подход.
Для пайки оцинкованного железа обязательно должен присутствовать флюс. Он играет роль химического окислителя и одновременно растворителя. Благодаря флюсу исчезает процесс окисления. Вдобавок ко всему, металл смачивается железом, и получается шов высокого качества. Чаще всего в качестве флюса используют соляную кислоту и канифоль.
В радиотехнике больше всего применяют канифоль. Только в некоторых случаях применяют хлористый цинк и борную кислоту.
Для работы используют паяльник, мощность которого должна превышать 40 Вт. Все работы желательно выполнять электрическим паяльником. Он позволяет проводить пайку в удобном положении, шов получается очень прочным и надежным.
Вернуться к оглавлению
Пайка жести: основные моменты
Когда нужно провести пайку металлических изделий и получить качественный шов, требуется выполнить следующие технологические операции:
- очистить поверхность;
- провести обезжиривание;
- нанести флюс;
- нагреть паяльник;
- залудить место пайки;
- припаять детали из жести;
- полученную поверхность очистить бензином;
- проверить получившийся шов.
Чтобы очистить поверхность, необходимо воспользоваться соответствующим инструментом (напильник, шабер).
Чтобы обеспечить появление капиллярных сил, между деталями оставляют зазор величиной 0,3 мм. Металл заливает кромки зазора, что дает возможность получить высококачественный шов.
Металл заливает кромки зазора, что дает возможность получить высококачественный шов.
В некоторых случаях очень трудно очистить детали механическим путем, тогда на помощь приходит травление. Однако для работы с жестью подобное встречается очень редко.
Если на поверхности имеются жировые пятна, применяют 10% содовый раствор. Для обезжиривания в домашних условиях применяют ацетон, бензин, спирт и универсальный растворитель. Свойства этих материалов помогают получить отличную очистку.
О пайке, этом сложном физическом процессе, написано очень много научных работ. Рефераты, описывающие химию процесса, его результаты помогают лучше понять происходящие процессы и выбрать наиболее подходящий способ пайки.
Как паять жестяные банки и жестяные банки
Бесплатная индивидуальная помощь в отделке металла!
(——)
2003 г.
В. Как спаять олово из жестяных банок? Можно ли использовать паяльник или нужна мини-горелка?
Какой тип припоя и флюса следует использовать? Я хочу спаять швы небольшой (длиной 6 дюймов) лодки, которую вырезал из старой консервной банки.
Спасибо за внимание.
С уважением,
Уолт Лайсак 9
13 марта 2009 г.
А. Привет!
Я прошел недавний семинар по этому вопросу, и вот ответ: во-первых, как уже было сказано, настоящих жестяных банок уже не так много. большинство из них алюминиевые или стальные. Чтобы проверить, является ли металл, который вы хотите спаять, сталью или алюминием, используйте магнит.
Используйте эти инструкции только для пайки стали —
используйте:
бессвинцовый припой (можно найти в отделе сантехники в хозяйственном магазине)
паяльник (также можно найти в хозяйственном магазине)
флюс (используйте тот, который работает с припоем, вы покупаете; спросите, какой использовать)
эти материалы также можно найти в магазинах витражей, и эти люди, вероятно, могут помочь вам больше, чем люди из хозяйственного магазина.
для пайки:
очистить всю краску со швов, которые вы хотите соединить, напильником или наждачной бумагой [аффил. ссылка на информацию/продукт в Rockler].
ссылка на информацию/продукт в Rockler].
убедитесь, что соединяемые края хорошо подходят друг к другу… этот тип припоя ДЕЙСТВИТЕЛЬНО заполняет небольшие зазоры, но это не компенсирует плохое качество изготовления.
хорошо размять суставы. попытайтесь флюсовать снаружи шва, а также внутри шва.
разрежьте припой и распределите по швам
используйте пистолет для пайки горячим паяльником, чтобы направить нагрев на оба куска металла, так как припой будет течь навстречу теплу.
«Изобразительное искусство консервной банки»
by Bobby Hansson
из «Abe Books»
или
Партнерская ссылка
(ваши покупки делают возможным использование Finishing.com)
* Поскольку многие паяльные пистолеты не имеют индикатора включения, подключите лампу (и включите ее) к тому же удлинителю, что и паяльный пистолет. используйте выключатель удлинителя только для питания, чтобы вы и другие знали, что, когда лампа включена, пистолет горячий. 9
9
Finishing.com стал возможным благодаря …
этот текст заменяется на bannerText
Вопрос, ответ или комментарий в ЭТОЙ теме -или- Начать НОВУЮ тему
Отказ от ответственности: с помощью этих страниц невозможно полностью диагностировать проблему отделки или опасность операции. Вся представленная информация предназначена для общего ознакомления и не является профессиональным мнением или политикой работодателя автора. Интернет в значительной степени анонимен и непроверен; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металлов, проверьте эти каталоги:
О компании/Контакты — Политика конфиденциальности — ©1995-2022 Finishing.com, Пайн-Бич, Нью-Джерси, США (и жесть)
Александр Берк
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Пайка белой жести — простой и увлекательный способ научиться основам пайки. Это может быть полезным навыком, особенно если вы планируете в будущем делать определенные ремонты кровли и стен. Конечно, это также может быть что-то, что вы научитесь использовать на жестяных банках просто для удовольствия. В любом случае, как именно вы паяете жесть?
Если у вас есть жесть и вам нужно несколько советов о том, как ее паять, вы обратились по адресу. Ниже вы найдете наше полное руководство по пайке белой жести. Мы рассмотрим, какие материалы вам понадобятся, как подготовить среду для пайки и сам процесс пайки. Надеюсь, к концу этой статьи вы обнаружите, что паять жесть проще, чем вы себе представляли.
Подготовьте материалы и рабочую зону
Прежде чем приступить к пайке белой жести, убедитесь, что вы работаете в безопасной среде с нужными материалами, готовыми к использованию. Поступая таким образом, вы сэкономите себе много времени и избавитесь от разочарований, которые в противном случае были бы у вас из-за необходимости останавливаться и начинать на каждом шагу.
Поступая таким образом, вы сэкономите себе много времени и избавитесь от разочарований, которые в противном случае были бы у вас из-за необходимости останавливаться и начинать на каждом шагу.
Материалы, которые вам понадобятся для самого паяльника
Большинство материалов, которые вы используете, можно найти в любом местном магазине товаров для дома. Однако, если вы не можете найти там то, что вам нужно, Amazon должен помочь.
Следующие материалы важны для самой пайки, и их также следует приобрести и подготовить перед началом работы:
- Паяльник: Это ключ ко всему процессу. В зависимости от того, сколько жести вы паяете, вам может понадобиться утюг разного размера. Однако, как правило, для белой жести вам понадобится утюг мощностью от 35 до 50 Вт.
- Наконечник долото: Если вы впервые паяете жесть, проще всего использовать на паяльнике наконечник долото. Если вы хотите использовать другой тип наконечника, вы можете это сделать, просто убедитесь, что вы знаете о его преимуществах и недостатках.
- 5/50 Припой: Для подобного проекта проще всего использовать оловянно-свинцовый припой, однако при желании вы можете использовать чисто оловянный припой. Просто знайте, что если вы решите использовать бессвинцовый припой, ему потребуется более высокая температура. Обычно бессвинцовый припой используется, когда объект, который вы паяете, потенциально может вступить в достаточный контакт, чтобы вызвать отравление свинцом.
- Tin Resin Flux: Это покрытие, которое наносится на края кусков белой жести перед их пайкой. Это гарантирует, что припой остается даже между двумя частями.
- Подставка для паяльника: Эти подставки предназначены для включения паяльника, когда он подключен к сети, но не используется. Просто будьте осторожны, многие из этих подставок сделаны из металла. Хотя они достаточно прочные, чтобы выдержать горячий паяльник, сами они могут сильно нагреться. Всегда осторожно поднимайте паяльник.

Обратите внимание, что это не единственные возможные инструменты для пайки, но и лучшие инструменты для пайки белой жести. Если вы решили перейти к другим типам металла, вам следует еще раз проверить, будут ли они работать и с ним.
Другие материалы, которые вы должны иметь наготове
Электрический паяльник, припой и флюс, изолированные на белом фоне с обтравочными дорожкамиПаяльник, припой и смола — это лишь часть того, что вам нужно для успеха. Очевидно, вам нужно что-то для пайки и несколько инструментов, которые помогут вам выполнить работу.
Следующие материалы помогут вам подготовиться к успешной пайке белой жести:
- Два куска белой жести: Белая жесть — это просто металл, на который было нанесено оловянное покрытие. Это может быть что угодно, от консервной банки до стали со слоем олова снаружи. Для этого проекта вам понадобятся две детали, которые вы сможете спаять вместе.
- Паяльная доска: Паяльная доска — это поверхность, которую вы используете для пайки, чтобы случайно не прожечь дыру в рабочем столе. На выбор представлены различные виды из разных материалов. Для жести вам не нужна самая дорогая вещь. Подойдет большинство паяльных плат.
- Чистящие средства: Вам может понадобиться очистить металл, который вы паяете. Если это так, вам понадобятся тряпки и вода. Вам также может понадобиться губка, если вы использовали паяльник раньше, чтобы вы могли его почистить.
- Напильник: Вам может понадобиться напильник, если на белой жести имеется тонкий слой декоративного или защитного материала. Конечно, от простой наждачной бумаги до дремеля, в зависимости от сложности удаления покрытия.
- Что-то, чтобы удерживать деталь: Вам нужно что-то, чтобы удерживать детали, которые вы припаиваете. Для чего-то вроде жестяных банок вы можете просто использовать зажимы. С другой стороны, для большинства небольших кусочков жести у вас может быть небольшой нож, чтобы прижать его к металлу и приложить к паяльной доске.
Вы, наверное, заметили, что с этими материалами есть много места для маневра. У вас есть выбор на вашей паяльной доске, чистящих средствах, напильнике и том, что вы используете для удержания ваших деталей. Просто используйте здравый смысл, чтобы решить, что подходит именно вам.
Например, если вам нужно снять толстый слой покрытия с белой жести, простой напильник не справится с такой задачей, как дремель.
Правильная среда для пайки белой жести
Создать правильную среду для пайки относительно легко, однако для вашей безопасности очень важно не пропускать и не замалчивать какие-либо шаги. Ниже мы описали 5 вещей, которые вам нужно сделать, чтобы подготовить правильную среду для пайки.
- Убедитесь, что ваше рабочее место хорошо проветривается: Вы хотите убедиться, что в помещении, где вы паяете, есть вентиляция. Некоторые материалы могут выделять пары, токсичные при сильной жаре. Это особенно верно, если вы используете припой со свинцом. Некоторые профессионалы даже рекомендуют направить вентилятор на рабочую станцию.
- Убедитесь, что паяльник чистый: Если вы использовали паяльник раньше, вам нужно очистить его наконечник, прежде чем использовать его снова. Проще всего это сделать непосредственно перед началом работы, после того как вы дадите ему нагреться. Простая влажная губка на конце избавит от этой грязи.
Подготовка металла для пайки
Для пайки белой жести может потребоваться некоторая подготовка, прежде чем она будет готова. Если на металле есть покрытие, его придется удалить. Если есть мусор или грязь, их необходимо очистить.
Удаление покрытия с металла
Как мы указывали в разделе о материалах, вы можете использовать что угодно, от простой наждачной бумаги до дремеля, в зависимости от того, из чего сделано покрытие. Вы просто хотите работать вниз по материалу, пока белая жесть полностью не обнажится.
Очистка белой жести
Вы также можете почистить материал. Опять же, это действительно зависит от того, в каком состоянии он находится при первом запуске. Простая тряпка с небольшим количеством горячей воды подойдет, если требуется только чистка на уровне поверхности. В большинстве случаев вам все равно следует использовать что-то вроде медицинского спирта на всякий случай.
С другой стороны, для более тщательной очистки вместо воды или медицинского спирта можно использовать растворитель для лака. В любом случае, это хорошо использовать после того, как вы отшлифуете края металлов, которые вы спаиваете вместе.
Подпилите края ваших материалов
Хотя края материалов, которые вы спаиваете, не обязательно должны подходить друг к другу на 100%, они не должны быть очень плотными. Возможно, вам придется немного подпилить края, чтобы они подошли. В зависимости от металла, который покрывает ваша банка, вы можете использовать что угодно, от наждачной бумаги до дремеля.
Очистите материалы
Начните с очистки материалов. Опять же, как мы уже говорили, вы можете использовать медицинский спирт, чтобы убедиться, что материалы чистые, и все должно работать нормально. В основном вам нужно, чтобы они были чистыми, чтобы вы могли без проблем наносить флюсовую смолу.
Выполните «сухую посадку» с использованием материалов для жести
Сухая посадка — это когда вы соединяете два металла, которые собираетесь спаять, чтобы убедиться, что они действительно совпадают. Это гарантирует, что когда вы закончите, у вас будет ровно скрепленный кусок. Кроме того, выполнение этого действия еще до того, как вы нагреете утюг, избавит вас от необходимости начинать все сначала, если вы обнаружите, что они не подходят.
Если они не подходят, просто подпилите их еще немного, пока они не станут практически ровными. Небольшие участки, где их нет, все равно будут заполнены припоем, так что не беспокойтесь об этом.
Нагрев паяльника
Первый шаг прост, но важен. Для начала подключите паяльник и дайте ему нагреться. Вы поймете, что он такой горячий, каким и должен быть, когда припой на конце утюга начнет плавиться.
Помните, что когда паяльник нагреется, его необходимо очистить, если вы им уже пользовались.
Нанесите смолу на швы белой жести
Здесь вам просто нужно слегка нанести немного смолы на края швов двух частей, которые вы будете спаивать. Вам не нужно сходить с ума, просто убедитесь, что оба края равномерно покрыты.
Позвольте мне помочь вам улучшить вашу сварку!
Подпишитесь на мой еженедельный информационный бюллетень и получайте полезные советы, инструменты и теории о сварке и соединении.
Соедините детали и нагрейте края
Держите более крупный или более удобный кусок белой жести вниз. Помните, что вы можете использовать нож, чтобы прижать его к столу, если он достаточно мал, или зажимы, если он имеет неудобную форму. На самом деле подойдет все, что не мешает пайке и не поглощает тепло.
Поместите другой кусок белой жести поверх того, который вы держите, и осторожно нагрейте концом паяльника края двух соприкасающихся материалов.
Обратите внимание, что все это должно быть сделано поверх платы для пайки. Вы же не хотите случайно сжечь свой рабочий стол или непреднамеренно начать пожар.
Нанесение припоя на края металла
После того, как вы достаточно нагрели металл, вы можете начать осторожно наносить припой на края металлов. Если вы хотите, чтобы в конце он выглядел более гладким, вы можете периодически стирать лишний припой по ходу работы. В любом случае вам нужно сделать это в каждой точке, где пересекаются края материалов.
Пожалуйста, не торопитесь на этом этапе процесса, чтобы не перепаять детали, не поскользнуться и не сделать ошибку. Как только на все края нанесен припой, вы готовы к очистке.
Дважды проверьте свою работу
Когда припой высохнет, у вас должен получиться один кусок металла вместо двух. Чем ярче и ровнее будут швы, тем лучше вы справились.
Не беспокойтесь, если у вас получится не совсем гладко, так как пайка требует практики, и нет ничего необычного в том, что вы несколько раз ошибетесь, прежде чем сделаете все правильно. Вот почему рекомендуется потренироваться на материалах, которые вам на самом деле не нужны, прежде чем браться за большой проект.
Очистите свою рабочую станцию и наслаждайтесь
Осталось все очистить. Убедитесь, что вы отключили паяльник от сети, а не просто оставили его включенным. Это также действительно хорошее время, чтобы очистить наконечник для вашей следующей работы, если вы не хотите делать лишний шаг.
Действительно, как паять жесть?
Настоящий ответ — осторожно. Будьте внимательны и соблюдайте все меры безопасности. Убедитесь, что у вас есть хорошо проветриваемое помещение, хорошая подставка для паяльника и паяльная доска. Если вы будете следовать шагам, которые мы изложили выше, все станет понятно.
Давайте все же быстро их просмотрим. Сначала соберите материалы. Подготовьте края белой жести, удалив покрытие и очистив их. Покройте стыки деталей флюсом из оловянной смолы. Нагрейте края, где встречаются два куска металла. Наносите припой и удаляйте излишки по ходу дела. И, наконец, очистите и наслаждайтесь конечным продуктом!
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму.Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 — Есть решение!
- 2 — Узнал что-то новое
- 3 — Не совсем
- 4 — Совсем нет
Мы очень ценим ваши отзывы!
Оставь мне примечание к твоему рейтингу! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Александр Берк
Немного о себе: Я сертифицированный международный инженер по сварке (IWE), работавший в различных проектах по сварке TIG, MIG, MAG и контактной точечной сварке. В последнее время он работал инженером-технологом по процессам лазерной и TIG-сварки.
Чтобы ответить на некоторые вопросы, которые мне часто задавали или задавались во время работы, я завел этот блог. Это стало чем-то вроде любимого проекта, так как я хочу узнать больше о сварке. Я искренне надеюсь, что это поможет вам улучшить ваши результаты сварки так же, как помогло улучшить мои.
Последние сообщения
- Почему нельзя заварить треснувший алюминиевый диск
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать далее
- 8 советов по сварке пробки O2
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать далее
- 8 советов по сварке окрашенных материалов
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать далее
Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 — Есть решение!
- 2 — Узнал что-то новое
- 3 — Не совсем
- 4 — Совсем нет
Мы очень ценим ваши отзывы!
Оставь мне примечание к твоему рейтингу! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
Пайка 101
Пайка (обычно произносится как пайка ) — это метод соединения металлических деталей с использованием другого металла, который имеет более низкую температуру плавления, чем соединяемые детали.
- Припой — это та часть, которая плавится при более низкой температуре.
- Флюс — это вещество, очищающее металлические поверхности для создания более прочного соединения и предотвращения окисления.
- Большинство — но не все! — 9Мягкие припои 0439 и твердые припои требуют использования флюса.
Подробнее о мягком припое и твердом припое , а также о том, какие типы флюсов, горелок, паяльников и т. д. работают с каждым типом припоя, см. ниже. Rings & Things предлагает полную линейку расходных материалов для пайки как для твердого, так и для мягкого припоя.
Предупреждение: Если вы используете мягкий припой на ювелирных изделиях из стерлингового серебра, вы не сможете использовать твердый припой на них впоследствии. Когда вы нагреваете стерлинговый + мягкий припой до точки текучести 9Твердый припой 0114 , мягкий припой смешивается со стерлинговым серебром, и ваши украшения плавятся в лужу.
Что такое мягкий припой?«Мягкий» припой представляет собой припой на основе олова. Поскольку он плавится при низкой температуре, вы можете наносить мягкий припой с помощью электрического паяльника или пистолета. Вы также можете осторожно использовать горелку с мягким припоем (это зависит от приложения). Несмотря на то, что мягкие ювелирные припои аналогичны оловянно-свинцовым припоям со смоляным сердечником, используемым для электроники, и оловянно-свинцовым припоям с кислотным сердечником, используемым для сантехники, вы не должны заменять эти другие припои ювелирным припоем. Используйте мягкий припой для создания нестандартных украшений из недрагоценных металлов, сплавления компонентов из недрагоценных металлов, ремонта бижутерии и спаивания соединительных колец из недрагоценных металлов. Компоненты из латуни, меди и бронзы также можно сплавлять вместе с помощью твердых припоев (см. Предупреждение: Если вы используете мягкий припой на основе олова на ювелирном изделии из стерлингового серебра, вы никогда не сможете использовать для него горелку или твердый припой. Когда вы нагреваете серебро с мягким (оловянным) припоем, олово и серебро соединяются и становятся сплавом, плавящимся при очень низкой температуре. Ваша деталь может быть разрушена под воздействием тепла, так как металл плавится от пластыря мягкого припоя. Мы предлагаем следующие мягкие припои и совместимые флюсы: | ||||||||||||||||||
| ||||||||||||||||||
Изготовление ювелирных изделий с помощью мягкого припояВот лишь несколько примеров того, как мягкий припой может расширить возможности изготовления ювелирных изделий. Щелкните изображения ниже, чтобы получить практические советы, списки деталей и продукты! | ||||||||||||||||||
| ||||||||||||||||||
Что такое твердый припой?«Твердые» припои — это сплавы, которые плавятся при несколько более низких температурах, чем соответствующие сплавляемые металлические детали. Серебряные и золотые украшения требуют твердой пайки. Компоненты из меди, латуни и бронзы также можно сплавлять твердыми припоями. В дополнение к флюсу твердые припои обычно также требуют использования травильных растворов для очистки и удаления окисления с поверхности готовой детали. Серебряный твердый припой подходит для сборки серебряных украшений, а также может использоваться для сплавления латуни и/или меди (если вы не возражаете против того, чтобы соединения были другого цвета). Иногда возникает путаница, поскольку «твердый» припой с самой низкой температурой иногда называют «мягким» припоем. Лучшим термином может быть «легкий» для твердого припоя с самой низкой температурой. Твердый припой обычно бывает «легкий», «средний» и «твердый». Чтобы создать сложную деталь, начните с твердого припоя, а затем сплавляйте следующие элементы со средним припоем. У нас есть следующие твердые припои, совместимые флюсы и травильные растворы: | ||||||||||||||||||
| ||||||||||||||||||
Изготовление ювелирных изделий с помощью твердого припояЩелкните изображения ниже, чтобы получить советы, списки деталей и продукты для создания этих дизайнов. | ||||||||||||||||||
| ||||||||||||||||||
Пайка и металлочерепица | Новости металлоконструкций
Характеристики
К Марк Робинс Старший редактор Опубликовано 04 октября 2017 г.
Пайка — это процесс металлообработки, при котором металлы соединяются с помощью припоя под действием тепла. Припой представляет собой наполнитель из цветного металла, который плавится при температуре ниже 840 F ниже температуры соединяемых металлов. После нагрева и плавления он быстро затвердевает, что закрепляет его на стали. Присадочный металл распределяется между плотно прилегающими поверхностями соединения за счет капиллярного притяжения.
Пайка, применительно к кровле, соединяет два куска металла вместе, создавая прочный и герметичный шов. «Пайка может быть спорной темой, поскольку многие старые европейские детали ищут методы складывания, не требующие пайки», — говорят Том и Джефф Сторц, John Stortz & Son, Филадельфия. «Тем не менее, пайка — это эффективный и быстрый метод создания водонепроницаемых швов. К часто припаиваемым участкам крыши относятся канализационные трубы, отливы дымоходов, а также выступы или швы в ендовах, косынках или отклоняющих участках. Все эти места имеют высокий потенциал утечки или скопления воды».
Джеймс Валас, менеджер по архитектуре компании Revere Copper Products Inc., Рим, штат Нью-Йорк, согласен с тем, что во многих критических узлах требуются паяные соединения, чтобы система оставалась жесткой или водонепроницаемой, например, на участках с пологими или плоскими крышами, соединениях облицовочные покрытия вокруг проходов через крышу, таких как дымоходы, служебные входы и водосточные желоба. «Эти условия требуют опытного ремесленника», — добавляет он.
Перед пайкой
Подготовьте стальные поверхности с помощью стальной проволочной щетки или стальной мочалки, энергично встряхивая или протирая поверхность. «Механически отшлифуйте область соединения и плотно соедините все медные детали, оптимальный зазор от 0,004 до 0,007 дюйма», — говорит Стивен Кнапп, директор отдела листового, полосового и толстолистового проката Ассоциации развития меди в Нью-Йорке. Соединяемые металлы должны быть очищены от грязи, коррозии, масла, жира, пленки или оксидов. Припой не будет прилипать к оксидам.
Кроме того, флюс может обеспечить полное сцепление и полную прочность соединений. Жидкий паяльный флюс представляет собой смесь неорганических солей в воде. Флюсы очищают область соединения, предотвращают окисление, увеличивают смачивающую способность припоя за счет снижения поверхностного натяжения и позволяют припою правильно течь и заполнять предполагаемое соединение. Канифоль и органические флюсы не всегда разрушают оксидное покрытие. Используйте кислотный флюс, предназначенный для пайки стали. Правильный флюс зависит от припаиваемого материала. Для некоторых металлов потребуется более агрессивный или кислотный флюс для получения надлежащего соединения.
Полностью пропотевший водонепроницаемый шов невозможен, если очищенный шов подвергается воздействию атмосферы более нескольких часов, является влажным или содержит грязь или масла. «Удаление окисления непосредственно перед флюсованием и пайкой является критическим фактором для правильной пайки», — говорит Кнапп. «Готовьте только то количество сковородок, которое можно выполнить за текущий день».
Кнапп говорит, что флюсы также обеспечивают чистоту паяльного стержня. «Припой работает лучше всего, когда он свободен от примесей», — говорит он. «Время от времени окунание наконечника паяльника в раствор флюса удалит избыточное окисление. После завершения, при необходимости, немедленно профлюсируйте и повторно припаяйте все участки, где припой не заполнил шов. Затем очистите соединение и нейтрализуйте весь флюс, так как чрезмерный остаточный флюс обесцветит медь».
Безопасная пайка
Пайка подвергает рабочих опасностям, включая очень горячие материалы. При пайке и обращении с горячим оборудованием и емкостями, такими как закалочные ведра, надевайте перчатки, очки или защитные очки, рубашки с длинными рукавами и другие приспособления, предназначенные для предотвращения ожогов и травм глаз. Работайте в хорошо проветриваемом помещении.
«Оборудование для обеспечения безопасности имеет решающее значение, поскольку некоторые используемые компоненты, такие как нагретый флюс и расплавленные припои, могут «плеваться» в жидкой форме, особенно при слишком высокой температуре», — говорит Кнапп. «Воздействие дыма, с другой стороны, значительно снижается из-за того, что большинство медных архитектурных применений находятся на открытом воздухе, что обеспечивает естественную вентиляцию». Том и Джефф Сторц подчеркивают, что меры предосторожности всегда должны быть главным приоритетом при пайке, даже советуя, что наличие воды поблизости является хорошей практикой. «Огонь — главная проблема при пайке металлических крыш», — говорят они. «Использование горелки с открытым пламенем обычно не одобряется в отрасли, поскольку это увеличивает вероятность возгорания. Факелы с закрытым пламенем снижают риск и отводят источник тепла от поверхности крыши. Всегда имейте доступ к огнетушителю на месте и дайте 30-минутное дежурство по пожару после завершения. Еще один риск — вдыхание токсичных химикатов».
Техника пайки и советы
Слепая пайка сводит к минимуму обнажение припоя в готовых соединениях. Для этого «припой наносится на заднюю или скрытую кромку медных поверхностей», — говорит Валас. «Часто используемый припой представляет собой обычный оловянно-свинцовый припой 50/50 для непокрытой меди. Для тех, кто предпочитает бессвинцовую установку, доступны альтернативные припои на основе олова. Следует избегать непрерывных, длинных паяных швов, чтобы ограничить усталостные переломы».
Бессвинцовые варианты, в основном на основе олова, доступны для бессвинцовых применений. Однако эти материалы имеют более высокую температуру плавления и менее пригодны для обработки, особенно при более низких температурах окружающей среды. «Несмотря на то, что бессвинцовые припои требуются в некоторых сантехнических устройствах, где припой контактирует с питьевой водой, оловянно-свинцовый припой 50/50 по-прежнему является предпочтительным выбором для кровельных и архитектурных применений», — говорит Валас. «Он прочен, имеет отличные характеристики текучести и формуемости, а также обладает отличной прочностью при правильной установке».
Еще один важный метод пайки включает постоянный нагрев. «Отсутствие надлежащего нагрева приводит к тому, что швы заполняются лишь частично и могут протекать или трескаться», — говорит Кнапп.
«Нагрев задней стороны шва вдали от отверстия помогает обеспечить полное прохождение припоя через шов». Кроме того, для правильной пайки крыши не используйте плоские закрытые и припаянные поддоны, сечение которых превышает рекомендованное максимальное сечение. Кнапп говорит, что это часто приводит к напряжению и растрескиванию швов. Используйте максимальное поперечное сечение 18 на 24 дюйма, края залуживайте от 1 1/2 до 1 3/4 дюйма перед формированием 3/4-дюймовых швов.
Оловянно-свинцовый припой
Доля
Доля
Доля
Доля
Припои олово/свинец (Sn/Pb): применениеОлово/свинец является основным припоем, используемым для пайки в процессе производства солнечных фотоэлектрических модулей.
Что такое s процесс старения? Пайка использует плавкий металлический сплав для создания прочной связи между различными металлическими частями. Припой должен быть сначала расплавлен, чтобы прилипнуть и соединить детали после остывания. Для этого требуется, чтобы сплав, пригодный для использования в качестве припоя, имел более низкую температуру плавления, чем две соединяемые детали. Припой также должен быть устойчив как к коррозионным, так и к окислительным воздействиям, которые со временем могут повредить соединение. Кроме того, припой, используемый в электропроводных соединениях, должен обладать надлежащими электрическими характеристиками.
Пайка широко используется в солнечной фотоэлектрической промышленности. В основном он используется в S Tringing , B USSING и . , по всему рынку, и их можно разделить на три категории. Ниже приведены типичные Tabbing Ribbon Solders commonly used :
- Bi/Sn alloys (58Bi42Sn, 57Bi42Sn1Ag)
- Sn/Pb alloys (63Sn37Pb, 62Sn36Pb2Ag)
- Sn/ Сплавы Ag (96Sn4Ag)
Надежность и смачиваемость сплавов Sn / Pb давно сделали их разумным выбором. Тем не менее, в новых «зеленых» технологиях Бессвинцовый Предпочтителен выбор материала.
Мягкий припой обычно имеет температуру плавления в диапазоне 90–450 °C и обычно используется в электронике и при обработке листового металла. Сплавы с температурой плавления от 180 до 190 °C являются наиболее часто используемыми сплавами. Пайка, которая выполняется сплавами с температурой плавления выше 450 °C называется пайка твердым припоем , также серебряная пайка или пайка . ручная пайка с помощью паяльника или пистолета и сердечниками, содержащими флюс. Также припой может быть доступен в виде пасты, более подходящей для автоматического массового производства, или в виде небольших вкладок, которые можно обернуть вокруг соединения и расплавить пламенем, если нет оборудования для экстренного ремонта в полевых условиях. Общие сплавы свинец и олово в основном использовались в прошлом, но все еще доступны и широко используются в настоящее время; они очень удобны для ручной пайки. Бессвинцовые припои быстро растут и пользуются высоким спросом из-за нормативных требований в дополнение к их преимуществам для здоровья и окружающей среды, заключающимся в отказе от любых электронных компонентов на основе свинца. Сегодня они завоевывают все больше позиций в различной бытовой электронике.
Смесь олова / свинца позволяет использовать припой с более низкой температурой плавления, чем у двух соединяемых металлов. При сварке для соединения двух частей можно использовать один и тот же основной металл. . Тем не менее, медь и другие металлы имеют высокую температуру плавления, поэтому, чтобы преодолеть трудности с получением высокой температуры для сварки материала, смесь олово / свинец позволяет соединять вместе два разнородных металла, например латунь и медь. и конденсаторы можно электрически соединить в цепь. Олово / свинец (Sn-Pb) припой- который также называется мягкие припои — имеются в продаже с концентрацией олова в диапазоне от 5% до 70% по весу. Эвтектика означает, что температура плавления сплава ниже, чем у спаиваемых деталей. По мере увеличения концентрации олова прочность припоя на сдвиг и растяжение также увеличивается. 60/40 Sn-Pb — один из сплавов, которые обычно используются для электропайки. Он тает в 188 °C (370 °F) и 63/37 Sn-Pb — еще один сплав, используемый в основном в электротехнике или электронике. Этот сплав этих металлов имеет самую низкую температуру плавления (183 °C или 361 °F) из всех различных олова /
Как лужить новое жало?
Как залудить новый паяльник?
Как лужить новый паяльник Weller
Как сохранить паяльник луженым?
Просто протрите окисленное жало при нормальной температуре пайки в лужении на несколько секунд, пока блестящее лужение не покроет рабочий конец жала . Быстро действует, без остатка. или больше (с достаточным процентом флюса) для повторного лужения наконечников припоя.
Ответы на связанные вопросы:
Почему жало паяльника чернеет?
@Hippyjim, просто убедитесь, что вы тщательно очищаете очиститель для наконечников (несколько раз залудите наконечник обычным припоем и протрите). Очиститель наконечника содержит довольно сильную кислоту (почему он так хорошо работает!), и , если его оставить на наконечнике слишком долго, он начнет повреждать сам наконечник .
Нужно ли залудить новый паяльник?
Когда вы распаковываете новый паяльник, первое, что вам нужно сделать, это лужение железного покрытия на наконечнике для защиты от окисления . Имейте в виду, что для этого процесса вам следует снизить температуру примерно до 500 ° F.
Как паять олово?
Tinplate Girl #8: Пайка белой жести
Вам нужен флюс для пайки?
Да, можно паять без флюса . Хотя это полезно в процессе пайки, поскольку флюс помогает разрушить оксиды на металле, в нем нет необходимости. Кроме того, в настоящее время большинство припоев содержат канифольную сердцевину, которая выполняет функцию флюса, помогая разрушать оксиды.
Почему важно лужение паяльника?
Припой плохо работает на грязных, окисленных или жирных поверхностях . Когда ваш наконечник загрязнится, вам нужно будет очистить его и повторно залудить перед тем, как начать пайку. Окисленный наконечник будет иметь черный или коричневый налет, и его необходимо очистить, протерев его влажной губкой для пайки или с помощью очистителя наконечника.
Как долго должно работать жало паяльника?
Но до тех пор, пока нагревательные элементы не сломаются, а кончики останутся блестящими. Обычно они могут храниться годами . Я купил дешевые паяльники «Сделано в Китае», которых хватает только на 1 неделю после использования 2-3 раза.
Почему мой паяльник не плавит припой?
Припой имеет очень низкую температуру плавления (по сравнению с другими металлами/сплавами). Даже слабый утюг мощностью 40 Вт должен расплавить его почти мгновенно. Если припой не плавится, то утюг недостаточно горячий или вообще рабочий . Попробуйте проткнуть наконечник через лист бумаги.
Как исправить деформированное жало паяльника?
Шаг 2: Сделай это!
- Используйте третью руку и установите шлифованный наконечник.
- Оберните припой вокруг наконечника.
- Возьмите плоскогубцы, чтобы затянуть обмотки.
- Установите подготовленное жало в паяльник.
- Нагрейте примерно до 350°C и подождите.
- Припой плавится и должен прилипнуть к наконечнику.
Можно ли использовать стальную вату для паяльника?
Используйте смоченную стальную вату, чтобы избавиться от поверхностных пятен или ржавчины . Если вы не будете регулярно чистить паяльник, у вас могут появиться более стойкие пятна или обесцвечивание. Возьмите стальной ватный тампон и слегка смочите его, а затем потрите им кончик утюга, чтобы удалить ржавчину и любые другие сильные пятна.
Должен ли припой прилипать к наконечнику?
С его помощью может быть сложно припаять многослойную плату, но приклеить его к наконечнику не должно быть проблемой .
Вы трогаете припой паяльником?
Никогда не прикасайтесь к элементу или наконечнику паяльника .
Они очень горячие (около 400 C) и могут сильно обжечь вас.
Для чего используется флюс при пайке?
Флюс помогает в процессах пайки и демонтажа путем удаления оксидных пленок, образующихся на поверхности припаиваемых металлов . Он увеличивает смачивающую способность припоя, благодаря чему он более равномерно растекается по поверхности без образования комков (удаления влаги).
Почему плавится жало паяльника?
Нужно утопить жало во флюсе и плавящемся припое . Влажная губка подходит для очистки наконечника, но иногда это может даже слишком сильно его охладить. На самом деле я предпочитаю вытирать кончики сухим бумажным полотенцем. Конечно, я заливаю наконечник перед каждым использованием.
Чего нельзя делать при пайке?
Безопасность при пайке
- Никогда не прикасайтесь к элементу паяльника. 400°С!
- Держите нагреваемые провода с помощью пинцета или зажимов.
- Во время использования чистящая губка должна быть влажной.
- Всегда возвращайте паяльник на подставку, когда он не используется. Никогда не кладите его на рабочий стол.
- Выключайте устройство и отключайте его от сети, когда оно не используется.
Как припаять металл к металлу с помощью паяльника?
Как паять металл
Какой припой лучше всего подходит для олова?
50/50 Припой состоит из 50 процентов олова (Sn) и 50 процентов свинца (Pb). Бессвинцовый припой является хорошей заменой припоя 50/50 для людей, которые обеспокоены использованием свинца для пайки своих изделий. Хорошие твердые паяные соединения гладкие, яркие и блестящие.