Сверло кобальтовое: их маркировки и характеристики
Особенности кобальтовых сверл, их состав, особенности и технические характеристики. Конструкция, маркировка и типы покрытий. Рекомендации по сверлению и советы по выбору инструмента с кобальтом.
Сверло кобальтовое — это обиходное название инструмента для сверления отверстий из легированной кобальтом быстрорежущей стали. Сверла из быстрореза характеризуются повышенной устойчивостью при интенсивных режимах работы, а кобальтовые добавки значительно повышают их жаропрочность и позволяют работать даже раскаленным докрасна инструментом. Кобальтовые сверла чаще всего применяют для сверления отверстий в особо прочных и вязких сталях и сплавах. Конструктивно они полностью повторяют сверла из углеродистой стали и могут иметь как цилиндрические, так и конические хвостовики. Большинство производителей выпускают такой инструмент в трех вариантах: c зеркальной полировкой, вороненые и с износостойким покрытием, в качестве которого обычно используются соединения титана. Кобальтовые сверла в несколько раз дороже изделий из инструментальной стали. Но при этом они имеют гораздо большую производительность и износостойкость, что позволяет сверлить даже нержавеющую сталь со скоростью резания более 20 м/с.

Маркировка и цвет кобальтовых сверл
В соответствии с ГОСТ 2034-80 на хвостовики сверл толщиной свыше трех миллиметров, кроме диаметра, должна наноситься марка металла, из которой изготовлен этот инструмент. Допускается маркировка двух типов: в виде ГОСТовского буквенно-цифрового кода и международной аббревиатуры с указанием вида и процентного содержания лигатуры. ГОСТ 20698-75 определят три типа стали для изготовления сверла с кобальтом: P6M5K5, P9К5 и P9M4K8. Здесь первая буква означает «сталь быстрорежущая», вторая — среднее содержание вольфрама в процентах, буквы M и K — соответственно молибденовую и кобальтовую добавку, а следующие за ними цифры — их усредненное процентное содержание. К примеру, в одной из самых распространенных кобальтовых сталей P6M5K5 содержание кобальта составляет 4.70÷5.20 %, а в P9M4K8 — 7.50÷8.50 %. В соответствии с международным обозначением на хвостовике изготовленного из них сверла будет выгравировано HSS Co 5 или HSS Co 8 (первые три буквы — это английская аббревиатура словосочетания «быстрорежущая сталь»).

В результате дополнительной обработки спиральных поверхностей кобальтовых сверл повышается их коррозионная и износостойкость, а также улучшается скольжение стружки по канавкам. Самыми распространенными являются три вида такой обработки: парооксидирование (воронение), зеркальная полировка и нанесение износостойких покрытий. В первом случае инструмент приобретает черный цвет, а во втором становится серебристо-блестящим.
В качестве износостойких покрытий чаще всего применяют нитрид титана, имеющий золотистый цвет, а также титан-алюминиевый нитрид, придающий инструменту серовато-голубоватую окраску.

Особенности и характеристики
Кобальтовая добавка к вольфрамо-молибденовому быстрорезу повышает его жаропрочность (точнее, красностойкость) до 600÷650 ºC, поэтому кобальтовые сверла по металлу могут работать на повышенных оборотах в вязких материалах. Вместе с тем легирование кобальтом увеличивает цену инструмента, поэтому его использование в домашних условиях целесообразно только при больших объемах сверления таких сложных материалов, как нержавейка и титановые сплавы.
Также необходимо помнить, что быстрорезы с кобальтовой добавкой достаточно хрупки, поэтому такие сверла нельзя ронять на бетон или эксплуатировать при переменных осевых нагрузках.
Преимущества сверла с кобальтом
Главный показатель производительности оборудования в механообработке — это время резания, затраченное на изготовление детали, которое складывается из продолжительности отдельных операций (сверление, фрезерование, шлифовка и т. п.). В свою очередь основное время отдельной операции определяется скоростью и глубиной резания, которые напрямую зависят от характеристик инструмента. Среди них основными являются механическая прочность, износостойкость и жаропрочность. По этим параметрам кобальтовые сверла значительно превосходят инструмент из углеродистой инструментальной стали. К примеру, температура, при которой происходит отпуск режущей части сверла из стали У12, не превышает 160 ºC, а у кобальтового сплава P9M4K8 этот показатель составляет 630 ºC. Кроме того, скорости резания одних и тех же материалов у этих двух видов инструмента отличаются в 2÷2.5 раза.

Обрабатываемые материалы
Сверлильный инструмент из быстрореза с кобальтовыми добавками изначально создавался для работы в условиях повышенного нагрева режущих кромок, который происходит при обработке твердых и вязких материалов. Поэтому наиболее целесообразно его использовать при сверлении нержавейки и жаропрочных сплавов, а также изделий из чугуна. Еще одна область применения такого инструмента — это сверление сплавов алюминия и магния с высоким содержанием кремния. Кроме того, кобальтовые сверла незаменимы при работе с материалами, имеющими пониженную теплопроводность, к которым относят ряд термопластов и многие современные композиты.
Рекомендации по использованию
Сверлильный инструмент из сталей с кобальтовыми добавками достаточно хрупок, поэтому в процессе эксплуатации он не должен подвергаться ударным воздействиям. При укладке в места хранения (инструментальные шкафы, кейсы или тумбочки) его нельзя складывать навалом с остальным инструментом и оснасткой, т. к. это может привести к повреждению рабочих кромок и защитного покрытия. Последнее в течение работы постепенно истирается, что ведет к усилению трения рабочей части и снижению скорости стружкоотвода. Поэтому рекомендуется периодически производить переточку режущей части с последующим нанесением нового защитного покрытия. Кобальтовые сверла дороже не только аналогичных изделий из инструментальной стали, но и сверлильного инструмента из обычного быстрореза. В связи с этим их следует применять только по назначению, и не использовать в тех случаях, когда можно обойтись более дешевым инструментом.

Советы по выбору кобальтового сверла
Сверла из кобальтового быстрореза — это довольно дорогой инструмент, т. к. они по определению не могут стоить очень дешево. Поэтому одним из способов выбора качественного изделия может быть сравнение его цены с продукцией торговых марок, имеющих хорошую репутацию: Bosh, Sandvik, Dormer, Mitsubishi, Ruko и пр. К сожалению, чем дороже изделие, тем больше желание недобросовестных производителей его подделывать (хорошо известны низкокачественные китайские сверла с российской маркировкой). Поэтому в любом случае приобретать эти изделия следует у хорошо зарекомендовавших себя продавцов, внимательно изучив перед этим отзывы покупателей. Также неплохим подспорьем могут стать профильные форумы, где можно не только прочитать мнение специалистов, но и задать свой вопрос. Среди российских марок с устоявшейся репутацией следует отметить продукцию завода ТИЗ, а также сверла из кобальта «Зубр» и «Практика». Выше было перечислено несколько российских производителей и продавцов кобальтовых сверл, которые, как мы считаем, заслуживают особого внимания. Если мы кого-то упустили — поделитесь, пожалуйста, информацией об этой торговой марке в комментариях.
преимущества, особенности сверления в различных условиях

Занимаясь ремонтом, многим владельцам приходится выполнять самые разнообразные работы, среди которых довольно распространенной является сверление. Однако для качественного выполнения этой задачи необходимо иметь в наличии подходящее сверло. Проблем с приобретением этого приспособления не возникает, учитывая, что на рынке стройматериалов представлено большое количество их различных видов.Поэтому каждый домашний мастер, который приобрел дрель, должен побеспокоиться и о выборе хороших сверл. Иначе они довольно быстро израсходуют свой эксплуатационный ресурс, и придется тратить деньги на новые.
В магазинах можно встретить большое количество разнообразных сверл, отличающихся длиной, диаметром, материалом, для которого они предназначены. И еще до того как приступить к созданию отверстия на поверхности конструкции, следует определиться с подходящим размером сверла. Во избежание ошибок здесь необходимо принимать во внимание тип выполняемых работ.
Маркировка и цвет сверл по металлу

Те владельцы, которым хотя бы раз приходилось заниматься сверлением, думается, пытались понять, какой материал используют для изготовления этих приспособлений, что подразумевается под маркировкой, приводимой на инструменте? Благодаря чему удается создавать отверстия на поверхности, выполненной из того же материала, из которого изготовлено и само сверло?Эффективность работы с помощью сверла достигается за счет того, что в качестве материала для него используется качественная и высокопрочная сталь. А вот дешевые варианты, которые производят на основе сырца, не способны справиться с большинством задач, с которыми сталкиваются многие владельцы.
Что означает маркировка сверла?
Обычно маркировка сверла по металлу содержит определенный набор букв и цифр. Первой обычно указывается буква основного элемента, а за ней уже идет цифра, которая соответствует процентному содержанию этого элемента в материале, использованном для производства сверла.
После первых двух символов часто указываются и другие элементы.
- Р – соответствует вольфраму;
- К — указывает на кобальт;
- Ф — означает ванадий;
- М – подразумевает молибден.
Чаще всего в маркировке отсутствует обозначение хрома, поскольку этот элемент в обязательном порядке входит в исходный материал, в котором на его долю приходится порядка 4%. Среди элементов, которые отсутствуют в маркировке, следует выделить углерод. Скажем, если сверло имеет маркировку Р7М6К6, то по ней можно понять, что в качестве материала производитель использовал быстрорежущую сталь, в составе которой представлены вольфрам в количестве 7% , молибден — 6%, кобальт — 6%.
Если обратить внимание на отечественную продукцию, то там нет подобный подобных сведений. Однако это относится в первую очередь к изделиям, диаметр которых составляет менее 2 мм. Приспособления же диаметром 2-3 мм содержат информацию о геометрии и марке стали. Дополнительные данные имеют сверла, которые представляют другие типоразмеры: в них также приводится товарный знак, а иногда и класс точности сверлильного изделия.
Что означает цвет сверла?

Каждое из предлагаемых сверл может быть оформлено в одном из следующих цветов:- ярко-золотой;
- черный золотистый;
- серый;
- черный.
По золотому цвету можно понять, что производитель при изготовлении инструмента использовал нитрид титана. Подобная операция обеспечивает такому сверлу повышенные характеристики прочности. Работая с таким приспособлением, будет обеспечено меньшее трение между поверхностями.
Черный золотистый оттенок указывает на то, что исходное сырье содержит отпуск, назначение которого заключается в устранении внутреннего напряжения.
По серому цвету можно понять, что рассматриваемое сверло не подвергалось финишной обработке, с тем чтобы повысить уровень защиты и прочности материала. Отсюда можно сделать вывод, что это устройство имеет низкий уровень качества исполнения, а потому она довольно скоро выйдет из строя.
Черный цвет позволяет говорить о том, что при изготовлении сверла проводилась операция, заключающаяся в воздействии на изделие перегретым паром. Польза от нее заключается в повышении его износостойкости.
Достоинства кобальтовых сверл по металлу

Цены на кобальтовые сверла по металлу выше в 4-5 раз, нежели на обычные. Что же делает их столь востребованными среди домашних мастеров да? Благодаря каким достоинствам они удостоились столь высокой оценки?Отличительной особенностью кобальта является высокая температура плавления. По этой причине сверла по металлу, созданные на основе высококачественной быстрорежущей стали, легированной кобальтом, прекрасно переносят высокотемпературное воздействие и демонстрируют улучшенные механические свойства. Для них характерна возможность справляться со значительными тепловыми нагрузками, для чего не приходится прибегать к дополнительному охлаждению. Подобные свойства этих сверл по металлу в первую очередь проявляются ситуации, когда приходится создавать отверстия в высокопрочных легированных и высоковязких сталях.
Среди других свойств, которыми обладает кобальтовые сверла по металлу, следует выделить достаточно большой угол заточки наконечника, который составляет 135 градусов. Благодаря подобному исполнению наконечника появляется возможность для выполнения сверления и на гладких круглых поверхностях.
Эти приспособления для сверления могут применяться и для создания отверстий на трубах и сварных швах, где важно соблюсти требования по высокой точности. Важным достоинством подобных сверл по металлу является то, что при работе с ними мастеру приходится оказывать меньшее физическое давление на них.
Сверление кобальтовым сверлом по металлу
Еще до того как приступить к сверлению, следует решить вопрос с режимом резания. Чтобы внести ясность, сообщим, что основными параметрами, которые влияют на подобный режим, являются следующие:
-
 Скорость резки. Под ней принято понимать условную окружную скорость сверла по металлу , которую демонстрирует сверло по отношению к обрабатываемому элементу. Говоря иначе, этот параметр означает степень быстроты вращения сверла по металлу. Скажем, обеспечить одинаковую скорость резания в 20 м/мин можно при условии, что для работы будет использоваться сверло диаметром 1,0, а скорость ее вращения составит 6366 раз в минуту или же можно применять приспособление, диаметр которого равен 10,0, а частота вращения составляет 637 оборотов в минуту.
Скорость резки. Под ней принято понимать условную окружную скорость сверла по металлу , которую демонстрирует сверло по отношению к обрабатываемому элементу. Говоря иначе, этот параметр означает степень быстроты вращения сверла по металлу. Скажем, обеспечить одинаковую скорость резания в 20 м/мин можно при условии, что для работы будет использоваться сверло диаметром 1,0, а скорость ее вращения составит 6366 раз в минуту или же можно применять приспособление, диаметр которого равен 10,0, а частота вращения составляет 637 оборотов в минуту. - Подача. Речь идет о степени перемещения рабочего устройства в направлении оси сверления за промежуток, равный одному обороту. Соответственно, единицей измерения является миллиметр за один оборот.
- Крутящий момент. Этот параметр определяет уровень нагрузки, которая приходится на сверло по металлу во время резания.

Каждый из названных выше параметров оказывают влияние друг на друга, при этом при их выборе необходимо учитывать:
- Материал, в котором необходимо создать отверстие;
- Материал, из которого изготовлено сверло по металлу кобальтовое;
- Оборудование, используемое для работы, и тип охлаждения;
- Иные факторы, к которым можно отнести степень шероховатости поверхности, загрязненности и пр.
Особенности сверления нержавеющих сталей

Занимаясь созданием отверстий в поверхности из нержавеющей стали, приходится сталкиваться с проблемами, которые сводятся к тому, что этот материал отличается достаточной пластичностью. Поэтому во время работы изделие для сверления налипает на рабочую поверхность, вследствие чего устройство слишком нагревается и в дальнейшем выходит из строя.Избежать это возможно, если:
- Будет решена проблема с теплоотводом, для чего используют охлаждение;
- Работа будет проводиться со свёрлами, которые наилучшим образом справляются с нагревом и имеют возможность лучше удалять стружку.
В качестве материала для кобальтовых сверлильных изделий по металлу используется быстрорежущая сталь HSSCo (М35) или имеющая подобную маркировку. Особенностью этих сверл является то, что при их изготовлении производители заложили в них специальные свойства, которые им позволяют эффективно создавать отверстия в труднообрабатываемых нержавеющих сталях.
Сталь Р6М5К5 содержит 5% кобальта, благодаря чему сверло приобретает повышенную красностойкость. Речь идет о свойстве оставаться таким же твердым и устойчивым к износу, как и в обычном состоянии, в условиях нагрева до температуры красного каления. Подобный эффект достигается за счет термической обработки.
Процесс производства предусматривает использование более дорогостоящей технологии шлифования. Иными словами, это приспособление напоминает собой спираль, где для создания канавок используется шлифовальный станок. Это исключает появление на приспособлении внутренней напряженности, при этом поверхности остаются гладкими. Благодаря этому создаются более благоприятные условия для удаления стружки.
Верхняя часть рабочего устройства расположена под углом 135 градусов и отличается наличием крестообразной подточки. Подобный угол формируется рабочими гранями приспособления. Он обеспечивает сокращение площади рабочей зоны изделия. В результате она подвергается меньшей нагрузке. Что же касается крестообразной подточки вершины, то ее наличие обеспечивает уменьшение мертвой зоны между рабочими гранями.
Как сверлить нержавейку кобальтовым сверлом

В том случае если в вашем распоряжении имеется оборудование, позволяющее с высокой точностью выбрать оптимальные обороты, подачу и обеспечить охлаждение, для работы с нержавейкой рекомендуемыми будут следующие параметры:Скорость резки. Оптимальным значением будет 10 м/мин. Приводимое значение будет оптимальным для сверления большинства нержавеющих сталей. К тому же ее использование предоставит возможность для выбора оборотов.
Определить обороты можно, воспользовавшись следующей формулой:
n=3180/D, где
для сверла диаметром 1,0 – 3180 об/мин;
для сверла 5,0 уже 636 об/мин;
Подача. Для расчета этого параметра также следует использовать простую формулу:
0,005-0,01d мм/n,
где d- диаметр сверла.
Выражаясь более простыми словами, за одну минуту сверло по металлу, диаметр которого составляет 5 мм должно создать отверстие глубиной 3 мм. При работе сверлом по металлу диаметром 10 мм создаваемое отверстие должно иметь размер 1,6 мм.
Проблема с перегревом решается при помощи олеиновой кислоты, которая будет выполнять роль охлаждающей жидкости.
Особенности сверления в полевых условиях
При отсутствии специальной охлаждающей жидкости вместо нее можно использовать оливковое масло. Также здесь подойдет и растительное, в котором доля содержания олеиновой кислоты всего лишь в 2 раза меньше — 40%. В том случае, если ни одного из названных веществ не окажется под рукой, то на помощь может прийти обычное свиное сало или жир: в них уровень содержания олеиновой кислоты может достигать 44%.
Во время создания отверстий необходимо выставить минимальные обороты не более 200 об/мин. Некоторые модели дрелей не имеют возможности выбирать обороты. В этом случае проблема решается посредством использования приема «включение-выключение», при котором углубление в материале создается за счет инерции.
Следите за тем, чтобы подача на дрель была минимальной. В то же время важно, чтобы она была равномерной.
Заключение
Кобальтовые сверла по металлу могут помочь в создании отверстий в особо прочных материалах, в первую очередь, нержавеющих сталях. Однако для успешного выполнения этой работы необходимо учесть ряд нюансов. Сверление отверстий кобальтовым сверлом по металлу не доставит вам проблем, если вы правильно определите рабочие параметры: скорость резки, подачу, а также решите вопрос с охлаждением. При этом полезно будет знать, как правильно работать такими сверлами. Тогда они станут для вас хорошими помощниками при проведении ремонта.
Оцените статью: Поделитесь с друзьями!Кобальтовые сверла
Покупать сверла в Китае — тот еще риск. Иногда негодные сверла выглядят как настоящие, а то и лучше. Сегодня в обзоре — набор из 25 кобальтовых сверл. Сравниваем с купленным в оффлайне.
Почему кобальт? Он дорогой, но делает сталь прочной. Даже небольшое его количество резко повышает твердость сплава, а самое главное — его термоустойчивость. Такое сверло меньше тупится при нагреве. Стали, легированные кобальтом используют и для изготовления лопаток турбин и компрессоров реактивных двигателей.
Итак, вот сверла:

Прибыли в обычном пакетике.

Всего 25 штук. от 1 до 13 мм с шагом в полмиллиметра.
Зачем нужны сверла с диаметром сколько-то с половиной миллиметров? Во-первых, при сверлении отверстия под болт, скажем, М8 брать сверло 8 не очень удобно — болт едва войдет в отверстие. А брать сверло 9 мм — будет лишний люфт. Оптимально 8,5 мм. Во-вторых, при сверлении под резьбу нужно сверлить довольно точно по диаметру и часто получается не целое количество миллиметров. Для стандартной метрической резьбы грубо прикинуть диаметр отверстия можно отняв от диаметра резьбы ее шаг. К примеру, для М8 стандартный шаг будет 1,25. 8-1,25 = 6,75. Таким примерно должно быть отверстие для нарезания резьбы М8. Если мы имеем дело с обычной горячекатанной сталью, уголком или швеллером, то отверстие 6,5 тоже подойдет. Так что шаг в полмиллиметра — не прихоть, а необходимость.

На вид очень качественно сделаны. Канавка шлифована.

Размер соответствует заявленному, точность порядка сотых миллиметра.

Заточка сверла оптимальна для сверления твердых сталей.

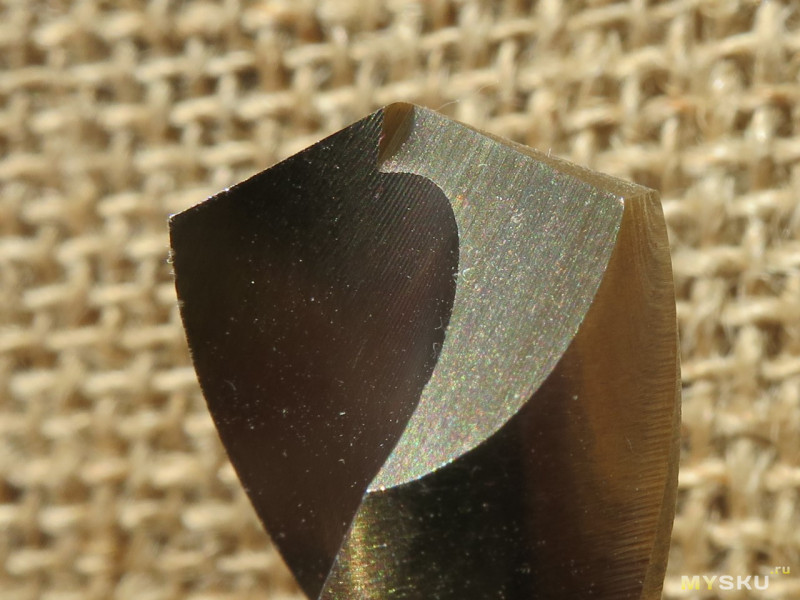

Угол заточки 135 градусов.Так как режущие кромки лежат немного не в одной плоскости, то транспортир вот так вот сразу к обеим не приложить. Поэтому считаю от продольной оси сверла половиннный угол. Он 67 градусов. Две кромки, удвоенный угол, 67*2 = 134 граудса.

Я решил сравнить сверло 6,5 мм со сверлом из Леруа Мерлен. Оно самое хорошее из их ассортимента, тоже кобальтовое, их фирменного бренда Dexter. У меня это заслуженное сверло, но просверлило сперва порядка 80 отверстий в уголке 40 мм, потом еще 150 отверстий в дереве. Знаю, что для дерева кобальтовые сверла не предназначены, но диаметр этого сверла идеально подходил в сверлильный кондуктор, так что пришлось использовать именно его.
Вот наши конкуренты, слева декстер, справа сверло из набора.

Первый подход к снаряду. Сверлил шуруповертом, на небольших оборотах, по времени и усилию примерно одинаково:

Отверстие от нового сверла в 2 раза глубже, стружка крупнее, сверло не магнитится.

Еще немного. Новое сверло просверлило уголок насквозь. Старое за это же время лишь углубилось до половины. Даже по стружке видно, что сверло из набора именно режет сталь. А старое скорее крошит её.

Отверстие:

По одному отверстию конечно нельзя составить полное представление о ресурсе инструмента. Но уже сейчас можно сказать, что это сверло значительно лучше черных каленых сверл и по скорости реза и внешнему виду оно действительно определяется как с добавлением кобальта. Видал я сверла из Ашана, которые прикидывались сверлами с покрытием из нитрида титана, а сами были просто покрашены золотистой краской. Тут совершенно не тот случай, сверло такого золотистого отлива в массе своей, а не только на поверхности.
Да, и у этого набора море положительных отзывов на странице товара.
Так что рекомендую. Плюс, сейчас скидка.
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Кобальтовое сверло Ф2 для нержавейки
Выбрать категориюКомплектующие для перил (1 469) Комплектующие для перил в цвете бронза (271) Декоратив. крышки, заглушки, вставки (34) Крепление поручня (66) Крепление ригеля (31) Настенные кронштейны (39) Повороты перил, отводы, шарниры втулки (27) Поручни нержавейка, бук, дуб, пвх (8) Расходные материалы (крепеж) (93) Стеклодержатели (10) Стойки ограждений, фланцы, крепления перил (24) Комплектующие для перил в цвете золото (294) Дек. крышки, заглушки, вставки цвет золото (37) Крепление ригеля цвет золото (37) Крепления поручня нержавейка цвет золото (64) Настенные кронштейны в цвете золото (43) Повороты перил, отводы, шарниры втулки цвет золото (30) Поручни нержавейка цвет золото, бук, дуб, пвх (8) Расходные материалы (крепеж) (93) Стеклодержатели цвет золото (10) Стойки ограждений, фланцы, крепления перил цвет золото (24) Комплектующие для перил в цвете чёрный хром (281) Дек. крышки, заглушки, вставки чёрный хром (30) Крепление поручня чёрный хром (61) Крепление ригеля чёрный хром (35) Настенные кронштейны (35) Повороты перил, отводы, шарниры втулки чёрный хром (28) Поручни: труба чёрный хром, бук, дуб (8) Расходные материалы (крепеж) (93) Стеклодержатели чёрный хром (9) Стойки ограждений, фланцы, крепления перил чёрный хром (24) Комплектующие для перил комбинированные (55) Балясины, стойки, поручни (55) Комплектующие для перил полированные (480) Балясины, стойки, фланцы, крепления перил (127) Дек. крышки, заглушки, вставки (54) Крепление поручня (88) Крепление ригеля (41) Настенные кронштейны (50) Повороты перил, отводы, шарниры втулки (58) Поручни нержавейка, бук, дуб, пвх (18) Расходные материалы (крепеж) (93) Стеклодержатели (14) Комплектующие для перил шлифованные (523) Декоратив. крышки, заглушки, вставки (шлиф.) (36) Крепление ригеля шлифованная нержавейка (34) &n
Как просверлить нержавейку. Советы по выбору сверла для нержавейки
В промышленности и повседневной жизни широкое применение нашли детали и предметы, изготовленные из нержавеющих сталей. Нержавейка распространена благодаря своим антикоррозионным свойствам. Стойкость к коррозии значительно продлевает срок службы машиностроительных деталей, строительных металлоконструкций, сантехнических элементов и бытовых предметов. Кроме того большинство марок нержавеющих сталей отличаются высокой твердостью, прочностью и одновременно вязкостью материала. Эти свойства положительно влияют на эксплуатационные характеристики изготовленных из них элементов, но затрудняют их обработку.

Часто в процессе работы с деталями из нержавеющей стали возникает необходимость получения в них отверстий. Просверлить отверстия в нержавейке несколько труднее, чем в обычных нелегированных или слаболегированных сталях. В статье ниже разбираем, как просверлить отверстие в нержавейке.
Правильный выбор сверла для нержавейки
Для нержавейки не подойдут обычные сверла для работы по металлу. Поэтому для нормального сверления нужно разобраться, чем просверлить нержавейку.
Если сверлить нужно материал в изделии с небольшой толщиной от 1 до 2 миллиметров, то можно попробовать использовать обыкновенное спиральное сверло по металлу. Режущие кромки такого сверла должны иметь угол заточки 120 градусов.
Важно сверлить с небольшой частотой вращения (около 100 оборотов в минуту).
Если же толщина металла больше или меньше указанной выше, то лучше перед началом работ заготовить специальные сверла для нержавеющей стали.
Для сверления нержавеющей стали хорошо подходят стальные сверла, легированные кобальтом. Содержание кобальта должно составлять минимум 5 %. Такие стали обычно имеют бледный желтоватый оттенок на поверхности.

Зарубежные стали обычно имеют в маркировке или торговом обозначение знак «Со», иногда с указанием содержания кобальта в процентах. Еще одним важным легирующим элементом является вольфрам, которого в составе должно быть до 20 %. Кобальтовые сверла изготавливают по стандарту DIN 338. Основные размеры данного типа сверл оговариваются в ГОСТ 10902-77.
Одной из подходящих марок стали для сверла по нержавейке является Р6М5. В ее составе содержится более 5 % ванадия, молибдена и вольфрама. Буква «Р» в начале маркировки говорит о том, что эта сталь быстрорежущая. Зарубежные аналоги этой марки обычно имеют в маркировке символы HSS – быстрорежущая сталь. Такими аналогами может быть сталь S600-S601 или 1.3343 либо М2. Еще хорошо подходит сверло по нержавейке, изготовленное из сталей Р6М5К5 и Р18. Режущие кромки затачивают под угол от 125 до 135 градусов.

Если же вы хотите получить отверстие в тонколистовой стали (до 1 миллиметра), то лучше всего использовать коническое ступенчатое сверло по нержавеющей стали. Отверстие, полученное таким сверлом, будет иметь точные размеры, а также высокое качество обрабатываемых поверхностей. Оно также должно быть изготовлено из легированной кобальтом стали и иметь желтоватый оттенок.
Технология сверления нержавейки
Если вы правильно подобрали соответствующее сверло и уже имеете, чем сверлить нержавейку, необходимо разобраться в правильной технологии металлорежущих операций. Поскольку нержавеющая сталь является твердым материалом с повышенной вязкостью, сверление важно производить с применением смазочно-охлаждающих жидкостей. Это позволяет снизить нагрев рабочих частей режущего инструмента, повысить производительность процесса и снизить износ сверла.Для выполнения качественных отверстий следует соблюдать несколько основных правил:
- Если необходимо получить отверстие в материале с толщиной от 5 миллиметров, то целесообразно производить процесс в два шага – сначала сверлится подготовительное отверстие диаметром 2- 4 миллиметра, а затем производится окончательное рассверливание на заданный диаметр.
- Частота вращения шпинделя металлообрабатывающего станка или патрона ручного инструмента должна быть сниженной по отношению к работе с нелегированными сталями (для дрели это 100-400 оборотов в минуту, для станков – в зависимости от технологического процесса).
- Подвод охлаждающе-смазочной жидкости нужно производить на протяжении всего процесса сверления, подвод нужно выполнять к режущим кромкам сверла.
- Если использовать сверло для нержавейки со шлифованной поверхностью рабочей части, процесс отвода стружки будет более эффективным, а внутренние поверхности будут более гладкими.
- Работать следует в режиме минимальной подачи сверла, соблюдать равномерность давления на ручной инструмент.
- Соблюдайте технику безопасности при работе, используйте средства индивидуальной защиты.
Как сверлить нержавейку в домашних условиях?
При выполнении слесарных работ по сверлению нержавеющего металла не всегда под рукой имеются профессиональные сверлильные станки. Не каждый домашний мастер может похвастаться наличием специализированных аппаратов. Поэтому далее будет представлена краткая информация о том, как просверлить нержавейку в домашних условиях.
Основным недостатком работы в таких условиях является невозможность бесперебойной подачи смазочной жидкости в рабочую область. Поэтому при необходимости получения отверстия на горизонтальной поверхности применяют следующий метод. Заготовка выравнивается строго по горизонтали и закрепляется. Место будущего отверстия размечается и накерняется для облегчения центровки. На отверстие устанавливается отрезок полимерной либо стальной трубки. Внутренний диаметр такой трубки должен немного превышать диаметр сверла. Затем в трубку наливают смазывающую жидкость. Если вы не имеете специальную СОЖ, то можно налить в трубку машинное масло или даже оливковое масло. Производить сверление необходимо в этой ванне. При разбрызгивании или выливании жидкости следует пополнять ванну.
Если же отверстие нужно выполнить на вертикальной поверхности, то жидкая смазка не подойдет. В этом случае можно воспользоваться небольшим кусочком свиного жира или парафина, которые закрепляю в месте сверления. При нагреве сверла и заготовки смазывающий материал будет постепенно таять и попадать в рабочую зону сверления.
Сверление мойки

Часто возникает вопрос о том, как просверлить отверстие в мойке из нержавейки. Тут важно понимать, что сначала мойку следует демонтировать, чтобы не повредить сантехнические элементы и тумбочку. Затем мойку нужно установить на ровную горизонтальную поверхность. Далее размечается место будущего отверстия и производится его кернение. Если отверстие предназначено для установки смесителя и имеет большой диаметр, то лучше использовать конусное ступенчатое сверло, поскольку металл корпуса мойки тонкостенный.
Если же вы сомневаетесь в том, как просверлить нержавейку дрелью, то больших особенностей от изложенной выше технологии нет. Главное использовать подходящее сверло и обеспечить его хорошую центровку. Используйте дрель с регулировкой оборотов, крутящий момент установите на положение, близкое к максимальному. Ручная дрель может помочь в получении отверстия диаметром до 10 – 12 миллиметров.
Правильные смазочные материалы
Если процесс сверления производится в промышленных условиях на специализированном металлорежущем оборудовании, то в качестве смазочно-охлаждающей жидкости (СОЖ) применяются специальные составы.
Использование в таком случае самостоятельно изготовленных смесей не обосновано и может привести к повреждениям оборудования и инструмента.
Если же работы производятся в домашней мастерской, то покупка дорогостоящих расходных материалов не обоснована. Они могут быть заменены самодельными вариантами СОЖ.
Приготовить смазывающий материал можно на основе обычного машинного масла, в которое добавляется определенное количества коллоидной серы. Причем серу необходимо размолоть в мелкий порошок.
Другим вариантом приготовления СОЖ в домашних условиях является состав на основе серы и жирной кислоты. Для его приготовления берут кусковое хозяйственное мыло и измельчают его на терке. Затем эти куски растворяют в горячей воде до состояния густого мыльного раствора. Далее в емкость медленно наливают технический раствор серной кислоты. В итоге жирные кислоты поднимутся в верхний слой емкости. В конце наливают в емкость холодную воду и дожидаются, когда жирные кислоты затвердеют. Загустевшие кислоты отделяют от остального состава и смешивают с серой в пропорции 6 к 1.
Хитрости при сверлении нержавейки
Как видно из статьи, процесс сверления нержавеющей стали является довольно трудоемким и требует определенных навыков и подготовки.
Мы подготовили несколько полезных советов о том, как просверлить нержавейку:
- Стружка металла при сверлении должна быть длинной и выходить равномерными участками, мелкая же стружка темного цвета говорит о том, что скорость вращения подобрана неправильно, а также режущие кромки сверла чрезмерно нагреваются.
- При отсутствии под рукой подготовленной смазки можно использовать обычное растительное или оливковое масло, также отлично подойдут свиной жир или сало.
- Для работы с тонколистовой нержавеющей сталью можно воспользоваться специальным сверлом-пером для керамогранитной плитки.
- Процесс сверления желательно производить на низкой частоте вращения режущего инструмента, и если дрель не имеет функции регулирования оборота, производите сверление кратковременными ее включениями и отключениями на 2-3 секунды.
- При отсутствии кобальтового сверла можно использовать победитовый инструмент с заточкой режущих кромок под 135 градусов.
- Перед началом процесса сверления следует накернить заготовку, что облегчит центровку сверла.
- При сверлении заготовки повышенной толщины можно предварительно нагреть место обработки при помощи газовой горелки, при остывании нагрев периодически можно повторять.
- При обработке тонких деталей из нержавейки (до 1 миллиметра) можно использовать качественное перовое сверло по дереву, как показывает опыт, отверстия получаются ровные и с точными размерами.
Сверла кобальтовые по металлу: особенности и применение
Сверла кобальтовые относятся к наиболее прочным видам металлорежущих инструментов и широко используются для работы с высокопрочными легированными марками стали, а также сплавами с высокими показателями вязкости. К последним относятся и марки нержавеющей стали. Кроме того, сверла кобальтовые по металлу можно использовать для сверления в сварных швах, трубах, каленом металле, обеспечивая высокую точность и качество исполнения при приложении намного меньших усилий, чем при использовании сверл другого типа.
Кобальтовые сверла – материал и особенности
Кобальтовыми сверлами называется инструмент, рабочая часть которого изготовлена из быстрорежущей стали с добавлением кобальта. Наиболее распространенными марками здесь являются сверла из быстрорежущей инструментальной стали Р6М5К5, а также сверла из стали вольфрамовой группы ВК6М и ВК8. Цифровое обозначение после буквы К означает содержание кобальта в процентах. Соответственно в сверлах из сплава Р6М5К5 содержится до 5% кобальта, что обеспечивает высокую термостойкость металла – важное свойство при работе с твердыми сплавами.
Основным полезным свойством кобальта является повышение жаропрочности сплава, температуры плавления. Кобальтовые сверла по металлу более надежны и долговечны, режущая кромка обладает большей стойкостью к высокой температуре и износу Перечислим основные особенности кобальтовых сверл:
- Чаще всего кобальтовые сверла имеют угол заточки 135° — максимально удобно для сверления на круглых и гладких поверхностях.
- Данный тип сверл обеспечивает максимально точное и аккуратное сверление.
- Можно использовать для сверления больших диаметров без центровки и вспомогательных отверстий.
- На 40-50% облегчается процесс сверления в сравнении с обычными сверлами.
- Высокие показатели износостойкости и жаропрочности.
- Исключено проскальзывание инструмента при работе, закусывание режущей кромки.
Сверление твердых сплавов кобальтовым сверлом
При сверлении твердых сплавов необходимо соблюдать некоторые правила, позволяющие продлить срок эксплуатации металлорежущего инструмента. Сверлить рекомендуется на небольшой скорости. При выходе из сквозных отверстий скорость необходимо немного уменьшить, чтобы избежать заклинивания инструмента. Чтобы избежать сильного разогрева рекомендуется использовать олеиновую кислоту, один из лучших видов СОЖ, периодически макая в неё сверло или используя непрерывную подачу. При сверлении больших диаметров рекомендуется предварительное рассверливание материала меньшим сверлом.
|
|