Индукционная печь своими руками — схема, как собрать?
Плавка металла методом индукции широко применяется в разных отраслях: металлургии, машиностроении, ювелирном деле. Простую печь индукционного типа для плавки металла в домашних условиях можно собрать своими руками.
Нагрев и плавка металлов в индукционных печах происходят за счет внутреннего нагрева и изменения кристаллической…
Как своими руками собрать индукционную печь для плавки металла в домашних условиях
Плавка металла методом индукции широко применяется в разных отраслях: металлургии, машиностроении, ювелирном деле. Простую печь индукционного типа для плавки металла в домашних условиях можно собрать своими руками.
Принцип действия
Нагрев и плавка металлов в индукционных печах происходят за счет внутреннего нагрева и изменения кристаллической решетки металла при прохождении через них высокочастотных вихревых токов. В основе этого процесса лежит явление резонанса, при котором вихревые токи имеют максимальное значение.
Чтобы вызвать протекание вихревых токов через расплавляемый металл, его помещают в зону действия электромагнитного поля индуктора — катушки. Она может иметь форму спирали, восьмерки или трилистника. Форма индуктора зависит от размеров и формы нагреваемой заготовки.
Катушка индуктора подключается к источнику переменного тока. В производственных плавильных печах используют токи промышленной частоты 50 Гц, для плавки небольших объемов металлов в ювелирном деле используют высокочастотные генераторы, как более эффективные.
Виды
Вихревые токи замыкаются по контуру, ограниченному магнитным полем индуктора. Поэтому нагрев токопроводящих элементов возможен как внутри катушки, так и с внешней ее стороны.
- Поэтому индукционные печи бывают двух типов:
- канальные, в которых емкостью для плавки металлов являются каналы, расположенные вокруг индуктора, а внутри него расположен сердечник;
- тигельные, в них используется специальная емкость — тигель, выполненный из жаропр
принцип работы, устройство, изготовление своими руками
Вначале на него будет действовать электромагнитное поле, потом электрический ток, а затем уже он пройдет тепловую стадию. Простую конструкцию такого печного устройства можно собрать самостоятельно из различных подручных средств.
Принцип работы
Такое печное устройство является электрическим трансформатором со вторичной короткозамкнутой обмоткой. Принцип действия индукционной печи состоит в следующем:
- при помощи генератора в индукторе создается переменный ток;
- индуктор с конденсатором создает колебательный контур, он настроен на рабочую частоту;
- в случае использования автоколебательного генератора, конденсатор исключается из схемы устройства и в этом случае используется собственный запас емкости индуктора;
- создаваемое индуктором магнитное поле может существовать в свободном пространстве или же замыкаться с использованием индивидуального ферромагнитного сердечника;
- магнитное поле воздействует на находящуюся в индукторе металлическую заготовку или шихту и образует магнитный поток;
- по уравнениям Максвелла он индуцирует в заготовке вторичный ток;
- при цельном и массивном магнитном потоке создаваемый ток замыкается в заготовке и происходит создание тока Фуко или вихревого тока;
- после образования такого тока вступает в действие закон Джоуля-Ленца, и полученная с помощью индуктора и магнитного поля энергия нагревает заготовку металла или шихту.
Несмотря на многоступенчатую работу, устройство индукционной печи может давать в вакууме или воздухе до 100% КПД. Если среда с магнитной проницаемостью, то этот показатель будет расти, в случае со средой из неидеального диэлектрика, он будет падать.
Устройство
Рассматриваемая печь – своеобразный трансформатор, но только в нем нет вторичной обмотки, ее заменяет помещенный в индуктор металлический образец. Он будет проводить ток, а вот диэлектрики в этом процессе не нагреваются, они остаются холодными.
Конструкция индукционных тигельных печей включает в себя индуктор, который состоит из нескольких витков медной трубки, свернутой в виде катушки, внутри нее постоянно передвигается охлаждающая жидкость. Также индуктор вмещает в себе тигель, который может быть из графита, стали и других материалов.
Кроме индуктора в печи установлен магнитный сердечник и подовый камень, все это заключено в корпус печи. В него входят:
- кожух индукционной единицы;
- кожух ванной;
- каркас.


В моделях печей большой мощности кожух ванны обычно выполняется достаточно жестким, поэтому каркас в таком устройстве отсутствует. Крепление корпуса должно выдерживать сильные нагрузки при наклоне всей печи. Каркас чаще всего изготавливается из фасонных балок, выполненных из стали.
Тигельная индукционная печь для плавки металла устанавливается на фундамент, в который вмонтированы опоры, на их подшипники опираются цапфы механизма наклона устройства.
Кожух ванны выполняется из металлических листов, на которые для прочности наваривают ребра жесткости.
Кожух для индукционной единицы используется в качестве соединительного звена между печным трансформатором и подовым камнем. Его для уменьшения потерь тока делают из двух половинок, между которыми предусмотрена изолирующая прокладка.
Стяжка половинок происходит за счет болтов, шайб и втулок. Такой кожух делается литым или сварным, при выборе материала для него отдают предпочтение немагнитным сплавам. Двухкамерная индукционная сталеплавильная печь идет с общим кожухом для ванны и для индукционной единицы.
В небольших печах, в которых не предусмотрено водяного охлаждения имеется вентиляционная установка, она помогает отводить из агрегата излишки тепла. Даже вы случае установки водоохлаждаемого индуктора необходимо вентилировать проем, возле подового камня, чтобы он не перегревался.
В современных печных установках имеется не только водоохлаждаемый индуктор, но и предусмотрено водяное охлаждение кожухов. На каркасе печи могут быть установлены вентиляторы, работающие от приводного двигателя. При значительной массе такого устройства, вентиляционный прибор устанавливают возле печи. Если индукционная печь для производства стали идет со съемным вариантом индукционных единиц, то для каждой из них предусматривается свой вентилятор.
Отдельно стоит отметить механизм наклона, который для малых печей идет с ручным приводом, а для крупных он оснащен гидравлическим приводом, расположенным у сливного носика. Какой бы ни был установлен механизм наклона, он обязан обеспечивать слив полностью всего содержимого ванной.
к содержанию ↑Расчет мощности
Так как индукционный способ плавки стали менее затратный, чем аналогичных методик, основанных на использовании мазута, угля и других энергоносителей, то расчет индукционной печи начинается с вычисления мощности агрегата.
Мощность индукционной печи подразделяется на активную и полезную, для каждой из них есть своя формула.
В качестве исходных данных нужно знать:
- емкость печи, в рассматриваемом для примера случае она равна 8 тоннам;
- мощность агрегата (берется максимальное ее значение) – 1300 кВт;
- частота тока – 50 Гц;
- производительность печной установки – 6 тонн в час.
Требуется также учитывать расплавляемый металл или сплав: по условию он цинковый. Это важный момент, тепловой баланс плавки чугуна в индукционной печи, также как и других сплавов свой.
Полезная мощность, которая передается жидкому металлу:
- Рпол = Wтеор×t×П,
- Wтеор – удельный расход энергии, он теоретический, и показывает перегрев металла на 10С;
- П – производительность печной установки, т/ч;
- t — температура перегрева сплава или металлической заготовки в ванной печи, 0С
- Рпол = 0,298×800×5,5 = 1430,4 кВт.
Активная мощность:
- Р = Рпол/Ютерм,
- Рпол – берется с предыдущей формулы, кВт;
- Ютерм – КПД литейной печи, его пределы от 0,7 до 0,85, в среднем принимают 0,76.
- Р =1311,2/0,76=1892,1кВт, проводится округление значения до 1900 кВт.
На заключительном этапе рассчитывается мощность индуктора:
- Ринд = Р/N,
- Р – активная мощность печной установки, кВт;
- N – количество индукторов, предусмотренных на печи.
- Ринд =1900/2= 950 кВт.
Потребление мощности индукционной печью при плавке стали зависит от ее производительности и вида индуктора.
к содержанию ↑Виды и подвиды
Индукционные печи делятся на два основных вида:
- Канальный. В нем вторичным витком служит кольцевой короткозамкнутый канал, в который помещается металл. В качестве источника энергии для процесса плавки используется генератор либо переменный ток промышленной частоты. Высокое КПД таких печей обусловлено передачей высокочастотного поля через ферритовый или стальной сердечник. Плавка стали в индукционных печах такого типа отличается непрерывной подачей металлических заготовок и получением расплавленного металла. Единственным недостатком канального агрегата является сложность запуска его работы, так как предварительно необходимо заполнить канал расплавом.
- Тигельный. В таких печах источником энергии является генератор, который может работать в диапазоне от нескольких десятков до сотен кГц. Металлические заготовки в этом виде печи помещаются в ее термостойкий тигель, который располагается в обмотке индуктора. Как только расплав достигнет нужной температуры, тигель освобождают и заправляют следующей партией сырья. Такое печное устройство отличается высокой скоростью нагрева металла, так как в тигле очень малы потери тепла.

Кроме такого разделения, индукционные печи бывают компрессорными, вакуумными, открытыми и газонаполненными.
к содержанию ↑Индукционные печи своими руками
Среди имеющихся распространенных методик создания таких агрегатов можно найти пошаговое руководство, как сделать индукционную печь из сварочного инвертора, с нихромовой спиралью или графитовыми щетками, приведем их особенности.
к содержанию ↑Агрегат из высокочастотного генератора
Она выполняется с учетом расчетной мощности агрегата, вихревых потерь и утечек на гистерезисе. Питание конструкции будет идти от обычной сети в 220 В, но с использованием выпрямителя. Такой вид печи может идти с графитовыми щетками или нихромовой спиралью.
Для создания печи потребуется:
- два диода UF4007;
- пленочные конденсаторы;
- полевые транзисторы в количестве двух штук;
- резистор в 470 Ом;
- два дроссельных кольца, их можно снять со старого компьютерного системщика;
- медный провод Ø сечения 2 мм.
В качестве инструмента используется паяльник и плоскогубцы.
Приведем схему для индукционной печи:

Индукционные портативные плавильные печи такого плана создаются в следующей последовательности:
- Транзисторы располагаются на радиаторах. Из-за того, что в процессе плавки металла схема устройства быстро греется, радиатор для нее нужно подбирать с большими параметрами. Допустимо устанавливать несколько транзисторов на один генератор, но в этом случае их нужно изолировать от металла при помощи прокладок, сделанных из пластика и резины.
- Изготавливаются два дросселя. Для них берутся два заранее снятые с компьютера кольца, вокруг них обматывают медную проволоку, количество витков ограничено от 7 до 15.
- Конденсаторы объединяются между собой в батарею, чтобы на выходе получилась емкость в 4,7 мкФ, их соединение проводится параллельно.
- Вокруг индуктора обвивается медная проволока, ее диаметр должен быть 2 мм. Внутренний диаметр обмотки должен совпадать с размером используемого для печи тигля. Всего делают 7-8 витков и оставляют длинные концы, чтобы их можно было подключить к схеме.
- В качестве источника к собранной схеме подсоединяется аккумулятор мощностью 12 В, его хватает примерно на 40 минут работы печи.
Если необходимо, то делается корпус из материала с высокой термоустойчивостью . Если же выполняется индукционная плавильная печь из сварочного инвертора, то защитный корпус должен быть обязательно, но его нужно заземлить.
к содержанию ↑Конструкция с графитовыми щетками
Такая печь используется для выплавки любого металла и сплавов.
Для создания устройства необходимо заготовить:
- графитовые щетки;
- порошковый гранит;
- трансформатор;
- шамотный кирпич;
- стальная проволока;
- тонкий алюминий.
Технология сборки конструкции заключается в следующем:
- Выполняется основа – в виде бокса, который изготавливается из шамотного кирпича, его кладут на огнеупорную плитку.
- Сверху бокса укладывается лист асбестокартона, если ему нужно придать определенную форму, его поверхность нужно смочить водой. Чтобы конструкцию сделать жесткой, нужно обмотать ее проволокой. Размеры бокса зависят от мощности трансформатора. Лучше всего использовать его из сварочного аппарата. Если он большой мощности, то его следует перемотать.
- Во избежание перегрева трансформатора его обматывают тонким алюминием.
- На дне кирпичного бокса располагается глиняная подложка, чтобы расплавленный металл не растекался.
- Устанавливаются графитовые щетки.

Прибор с нихромовой спиралью
Такой прибор используется для выплавки больших объемов металла.
В качестве расходных материалов для обустройства самодельной печи используется:
- нихром;
- асбестовая нить;
- кусок керамической трубы.
После подключения всех составляющих печи по схеме, ее работа состоит в следующем: после подачи электрического тока на нихромовую спираль, она передает тепло металлу и плавит его.
Создание такой печи проводится в следующей последовательности:
- Навивание спирали, для нее используется проволока диаметром 0,3 мм, длина заготовки должна быть около 11 метров.
- Проволока наматывается вокруг длинной трубки, ее диаметр – 5 мм.
- Кусок трубы из керамики выступает в качестве тигля, его подрезают до нужного размера, примерно на 15 см. В один его конец вставляется асбестовая нить, чтобы расплавленный металл не растекался.
- Укладка спирали вокруг трубы. Между ее витками укладывается асбестовая нить, она ограничит доступ кислорода и тем самым не допустит замыкания в печи.
- В таком виде катушка помещается в лампу высокой мощности, в ней имеется патрон нужного диаметра, который чаще всего изготовлен из керамики.




Такая конструкция отличается высокой производительностью, она долго остывает и быстро нагревается. Но необходимо учесть, что если спираль будет плохо изолирована, то она быстро перегорит.
к содержанию ↑Цены на готовые индукционные печи
Самодельные конструкции печей будут стоить гораздо дешевле покупных, но их нельзя создать большими объемами, поэтому без готовых вариантов для массового производства расплава не обойтись.
Цены на индукционные печи для плавки металла зависят от их вместимости и комплектации.
| Модель | Характеристики и особенности | Цена, рубли |
INDUTHERM MU-200 | Печь поддерживает 16 температурных программ, максимальная температура нагрева – 1400 0С, контроль за режимом осуществляется с термопарой типа S. Агрегат производит мощность 3,5 кВт. | 820 тыс. |
INDUTHERM MU-900 | Печь работает от электропитания в 380 В, температурный контроль происходит с помощью термопары типа S и может доходить до 1500 0С. Мощность – 15 кВт. | 1,7 млн. |
| УПИ-60-2
| Эта индукционная плавильная мини-печь может использоваться для плавки цветных и драгоценных металлов. Заготовки загружаются в графитовый тигель, их нагрев ведется по принципу трансформатора. | 125 тыс. |
ИСТ-1/0,8 М5 | Индуктор печи представляет собой корзину, в которую встроен магнитопровод совместно с катушкой. Агрегат 1 тонну. | 1,7 млн. |
УИ-25П | Печное устройство рассчитано на загрузку в 20 кг, он оснащен редукторным наклоном плавильного узла. В комплекте к печи идет блок конденсаторных батарей. Мощность установки – 25 кВт. Максимальная t нагрева – 1600 0С. | 470 тыс. |
УИ-0,50Т-400 | Агрегат рассчитан на загрузку в 500 кг, самая большая мощность установки – 525 кВт, напряжение для него должно быть не ниже 380В, максимальная рабочая t – 1850 0С. | 900 тыс. |
ST 10 | Печь итальянской компании оснащена цифровым термостатом, в панель управления встроена технология SMD, которая отличается быстродействием. Универсальный агрегат может работать с разной вместительностью от 1 до 3 кг, для этого ее не нужно переналаживать. Она предназначена для драгоценных металлов, ее max температура – 1250 0С. | 1 млн. |
ST 12 | Статическая индукционная печь с цифровым термостатом. Она может быть дополнена вакуумной литьевой камерой, что дает возможность производить литье прямо рядом с установкой. Управление происходит с помощью сенсорной панели. Максимальная температура – 1250 0С. | 1050 тыс. |
| ИЧТ-10ТН | Печь рассчитана на загрузку в 10 тонн, довольно объемный агрегат, для его установки нужно выделить закрытое цеховое помещение. | 8,9 млн. |

Вывод
Самостоятельно сделать индукционную печь увлекательно, но это сопряжено с некоторыми ограничениями и неизвестными последствиями, так как нужно опираться на законы физики и химии, а кто в этом не силен, тот не сможет провести процесс безопасно. Для частого использования такой установки лучше подобрать подходящий вариант из представленных выше.
Индукционная плита — Википедия
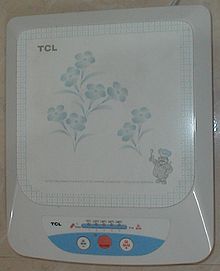 Индукционная плита (Вид сверху)
Индукционная плита (Вид сверху)  Индукционная плита (Вид сбоку)
Индукционная плита (Вид сбоку)Индукционная плита — кухонная электрическая плита, разогревающая металлическую посуду индуцированными вихревыми токами, создаваемыми высокочастотным магнитным полем частотой 20–100 кГц.
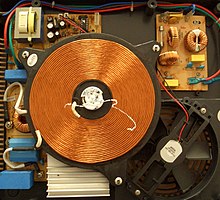 Устройство индукционной плиты:
Устройство индукционной плиты:в центре катушка с датчиком температуры, покрытым термопастой. Внизу справа вентилятор для охлаждения катушки и радиатора транзистора. Справа вверху плата фильтра питания.
Конструкция плиты состоит из корпуса, платы управления на микроконтроллере, к которому подключен датчик температуры и схема управления силовой частью, силовая часть с мощным выпрямителем и импульсным регулятором (обычно на IGBT-транзисторе).
Регулирование мощности осуществляется, как правило, двояко: непрерывно и импульсно[1]. Для последовательного инвертора с изменяемой частотой (variable-frequency invertor, VFI) это выглядит так: на максимальной мощности плита работает на наибольшей частоте (как правило, это 50–100 кГц), при снижении мощности частота понижается. Но ниже (примерно) 20 кГц частоту не понижают во избежание появления некомфортного для пользователей звука (частоты выше 20 кГц люди не слышат). Поэтому при задании мощности ниже той, при которой инвертор работает на частоте 20 кГц, конфорка переходит в режим прерывистого нагрева: раз в несколько секунд включается и выключается. Чем на меньшее время она будет включаться, тем меньше будет мощность (вид широтно-импульсной модуляции).
Индукционные плиты изготавливаются различного конструктива: выпускаются как малогабаритные переносные устройства, имеющие одну-две конфорки (настольные), так и варочные поверхности, предназначенные для встраивания в кухонную мебель и отдельностоящие стационарные плиты.
Также выпускаются печи с комбинированным набором нагревательных элементов: часть конфорок индукционные, часть используют ТЭНы.
 Знак, означающий совместимость посуды с индукционной плитой
Знак, означающий совместимость посуды с индукционной плитойПри работе с плитой желательно использовать специальную посуду, изготовленную из материала с подходящими характеристиками, который бы эффективно поглощал энергию магнитного поля. Такими характеристиками являются удельное сопротивление и магнитная проницаемость (влияет на глубину скин-слоя).
Вопреки расхожему заблуждению, материал посуды для индукционного нагрева принципиально не обязан обладать ферромагнитными свойствами, но на практике для достижения высокого КПД (без которого применение подобных плит не имело бы смысла) подходящим материалом оказались только металлы-ферромагнетики, в частности — обыкновенная сталь (скин-слой в них гораздо тоньше, а значит, их сопротивление, возникающее в них при помещении в магнитное поле вихревым токам намного выше, и выделение тепла в том же магнитном поле тоже выше), поэтому посуду для индукционных печей можно проверять магнитом. Современные индукционные плиты автоматически распознают пригодную посуду и только в этом случае переходят в рабочий режим (включают магнитное поле).
Вообще, традиционная эмалированная железная (стальная) посуда отлично подходит для индукционных плит. Но, если кастрюля имеет дно не современное, плоское, а «в старом стиле», с возвышением в центральной части, возможно появление заметного гула или писка при работе из-за колебаний этого возвышения наподобие диафрагмы громкоговорителя.
Посуда из нержавеющей стали (ферромагнитной — есть и немагнитная) и чугуна тоже, как правило, хорошо подходит. Общее правило: если у посуды в дне имеется слой ферромагнитного металла (например, сталь), не отделённый от конфорки ничем, кроме диэлектриков (например, эмалью) — посуда подойдёт, независимо от того, какие материалы и какой толщины лежат выше ферромагнитного слоя (магнитное поле выше него практически не проникает).
В продаже имеются стальные диски, которые и нагреваются непосредственно от возникающего индукционного поля и позволяют использовать посуду, которая сама по себе для таких плит не подходит, а также за счёт толщины диска выравниваются колебания температуры нагрева-охлаждения при использовании плит с импульсным способом регулировки мощности.
Достоинства:
- Не требуется времени на разогрев конфорки (в отличие от плит с ТЭНами) — энергия выделяется прямо в толще посуды, сразу с заданной мощностью. Это вплотную приближает индукционные плиты по удобству к газовым.
- КПД около 90 % (в отличие от 60–70 % у электрических плит с резистивными нагревательными элементами и 30–60 % у газовых плит) благодаря отсутствию утечки мимо посуды потоков тепла от раскалённых резистивных нагревательных элементов или газов.
- Конфорки не включатся, если не обнаружат на своей поверхности посуду с магнитным дном (в противном случае это быстро вывело бы из строя высокочастотный генератор, а также возможен ущерб здоровью под действием мощного магнитного поля). Чтобы конфорка включилась, нужно перекрыть посудой существенную часть её площади (как правило, диаметр дна посуды должен быть не менее чем примерно половина диаметра конфорки).
- При снятии посуды плита отключается. У электрических плит с классическим резистивным нагревательным элементом конфорка нагрета постоянно независимо от того, находится на ней продукт или нет — как следствие, дополнительный расход электроэнергии и нагрев воздуха в помещении. Указанный эффект, кроме того, позволяет снизить расходы на кондиционирование помещения, что особенно важно летом.
- Точнее поддерживает заданную температуру посуды (при наличии вообще такой возможности у плиты, при сравнении плит одного ценового класса) благодаря тому, что датчику температуры, измеряющему температуру посуды, не мешает своим теплом раскалённый резистивный нагревательный элемент или газовое пламя.
- Зависимость мощности от напряжения сети практически отсутствует.
- Поверхность индукционных плит нагревается только от посуды и по этой причине нагревается не очень сильно, быстро остывает в выключенном состоянии, что снижает риск получения ожогов.
- Большое количество программ приготовления пищи (относительно газовых плит).
- В большинстве дизайнов гладкая стеклянная поверхность индукционной плиты легко очищается от грязи благодаря низкой рабочей температуре, так как на ней крайне медленно образуются обугленные или затвердевшие остатки масел и другой пищи.
- Отсутствует неприятный запах. В случае применения старых плит, имеющих ТЭНы, на их поверхности сгорают частицы пищи и пыли, с чем связан неприятный запах гари.
- Используемая посуда снаружи почти не пригорает, т. к. нет раскалённых поверхностей и открытого пламени.
Недостатки:
Индукционная плита внакладку врезана в столешницу- Требования к посуде. Для такой плиты пригодна только посуда из ферромагнитного материала.
- У индукционных плит из-за их малой инерционности (и особенностей регулирования мощности) при варке в посуде с тонким дном это способно иногда вызвать неприятный эффект «прерывистого кипения». Индукционные плиты высокого класса от этого избавлены: там применяются более сложные схемы регулирования мощности, способные нагревать посуду непрерывно практически со сколь угодно малой мощностью.
- Некоторые индукционные плиты имеют общие высокочастотные генераторы на несколько конфорок. При работающих одновременно конфорках они не могут нагревать на максимальную мощность.
- Возможным и неподтвержденным недостатком является воздействие магнитного излучения плиты на другие приборы.
Впервые вихревые токи были обнаружены французским учёным Д. Ф. Араго (1786—1853) в 1824 г. в медном диске, расположенном на оси под вращающейся магнитной стрелкой. За счёт вихревых токов диск приходил во вращение. Это явление, названное явлением Араго, было объяснено несколько лет спустя M. Фарадеем с позиций открытого им закона электромагнитной индукции: вращаемое магнитное поле наводит в медном диске вихревые токи, которые взаимодействуют с магнитной стрелкой. Вихревые токи были подробно исследованы французским физиком Фуко (1819—1868) и названы его именем. Фуко также открыл явление нагревания металлических тел, вращаемых в магнитном поле, вихревыми токами.
Индукционный нагрев — нагрев тел в электромагнитном поле за счёт теплового действия вихревых электрических токов, протекающих по нагреваемому телу и возбуждаемых в нём благодаря явлению электромагнитной индукции, стал использоваться в индукционных тигельных печах. 19 октября 1909 года получил патент на индукционную печь Александр Николаевич Лодыгин.
- ↑ В большинстве современных электрических плит с резистивными нагревателями регулирование мощности осуществляют изменением скважности импульсов (на любой мощности, кроме полной).
Индукционные печи. Виды и работа. Применение и особенности
В металлургической промышленности широко применяются индукционные печи. Такие печи нередко изготавливают самостоятельно. Для этого необходимо знать их принцип работы и конструктивные особенности. Принцип работы таких печей был известен еще два столетия назад.
Индукционные печи способны решать следующие задачи:
- Плавка металла.
- Термообработка металлических деталей.
- Очистка драгоценных металлов.
Такие функции имеются в промышленных печах. Для бытовых условий и обогрева помещения существуют печи специальной конструкции.
Принцип действия
Работа индукционной печи заключается в нагревании материалов путем использования свойств вихревых токов. Чтобы создать такие токи применяется специальный индуктор, который состоит из катушки индуктивности с несколькими витками провода большого поперечного сечения.
К индуктору подводится сеть питания переменного тока. В индукторе переменный ток создает магнитное поле, которое меняется с частотой сети, и пронизывает внутреннее пространство индуктора. При помещении какого-либо материала в это пространство, в нем возникают вихревые токи, осуществляющие его нагревание.
Вода в работающем индукторе нагревается и кипит, а металл начинает плавиться при достижении соответствующей температуры. Условно можно разделить индукционные печи на типы:
- Печи с магнитопроводом.
- Без магнитопровода.
Первый тип печей содержит индуктор, заключенный в металл, что создает особый эффект, повышающий плотность магнитного поля, поэтому нагревание осуществляется качественно и быстро. В печах без магнитопровода индуктор находится снаружи.
Виды и особенности печей
Индукционные печи можно разделить на виды, которые обладают своими особенностями работы и отличительными признаками. Одни служат для работ в промышленности, другие применяются в быту, для приготовления пищи.
Вакуумные индукционные печи
Такая печь предназначена для плавки и литья сплавов индукционным методом. Она состоит из герметичной камеры, в которой расположена тигельная индукционная печь с литейной формой.
В вакууме можно обеспечить совершенные металлургические процессы, получать качественные отливки. В настоящее время вакуумное производство перешло на новые технологические процессы из непрерывных цепочек в вакуумной среде, которая дает возможность создавать новые изделия, и уменьшать издержки производства.
Достоинства вакуумной плавки
- Жидкий металл можно выдерживать в вакууме длительное время.
- Повышенная дегазация металлов.
- В процессе плавки можно производить дозагрузку печи и воздействовать на процесс рафинирования и раскисления в любое время.
- Возможность постоянного контроля и регулировки температуры сплава и его химического состава во время работы.
- Высокая чистота отливок.
- Быстрый нагрев и скорость плавки.
- Повышенная гомогенность сплава из-за качественного перемешивания.
- Любая форма сырья.
- Экологическая чистота и экономичность.
Принцип действия вакуумной печи состоит в том, что в тигле, находящемся в вакууме с помощью индуктора высокой частоты плавят твердую шихту и очищают жидкий металл. Вакуум создается путем откачки воздуха насосами. При вакуумной плавке достигается большое снижение водорода и азота.
Канальные индукционные печи
Печи с электромагнитным сердечником (канальные) широко применяются в литейном производстве для цветных и черных металлов в качестве раздаточных печей, миксеров.
1 — Ванна
2 — Канал
3 — Магнитопровод
4 — Первичная катушка
Переменный магнитный поток проходит по магнитопроводу, контуру канала в виде кольца из жидкого металла. В кольце возбуждается электрический ток, который разогревает жидкий металл. Магнитный поток образуется первичной обмоткой, работающей от переменного тока.
Чтобы усилить магнитный поток, используется замкнутый магнитопровод, который выполнен из трансформаторной стали. Пространство печи соединяется двумя отверстиями с каналом, поэтому при наполнении печи жидким металлом создается замкнутый контур. Печь не сможет работать без замкнутого контура. В таких случаях сопротивление контура большое, и в нем течет малый ток, который назвали током холостого хода.
Вследствие перегрева металла и действия магнитного поля, которое стремится вытолкнуть металл из канала, жидкий металл в канале постоянно движется. Так как металл в канале нагрет выше, чем в ванне печи, то металл постоянно поднимается в ванну, из которой поступает металл с меньшей температурой.
Если металл слить ниже допустимой нормы, то жидкий металл будет выбрасываться из канала электродинамической силой. В итоге произойдет самопроизвольное выключение печи и разрыв электрического контура. Чтобы избежать таких случаев печи оставляют некоторое количество металла в жидком виде. Его называют болотом.
Канальные печи разделяют на:
- Плавильные печи.
- Миксеры.
- Раздаточные печи.
Чтобы накопить некоторое количество жидкого металла, усреднения химического состава его и выдержки, используют миксеры. Объем миксера рассчитывают равным не ниже двукратной часовой выработки печи.
Канальные печи разделяют на классы по расположению каналов:
- Вертикальные.
- Горизонтальные.
По форме рабочей камеры:
- Барабанные индукционные печи.
- Цилиндрические индукционные печи.
Барабанная печь выполнена в виде стального сварного цилиндра с двумя стенками на торцах. Для поворота печи применяются приводные ролики. Чтобы повернуть печь, необходимо включить привод электродвигателя с двумя скоростями и цепной передачей. Двигатель имеет пластинчатые тормоза.
На торцевых стенках есть сифон для заливки металла. Для загрузки присадок и снятия шлаков имеются отверстия. Также для выдачи металла имеется канал. Канальный блок состоит из индуктора печи с V-образными каналами, сделанными в футеровке при помощи шаблонов. При первой же плавки эти шаблоны расплавляются. Обмотка и сердечник охлаждаются воздухом, корпус блока охлаждается водой.
Если канальная печь имеет другую форму, то выдача металла осуществляется с помощью наклона ванны гидроцилиндрами. Иногда металл выдавливают избыточным давлением газа.
Достоинства канальных печей
- Малый расход электроэнергии вследствие малых потерь тепла ванны.
- Повышенный электрический КПД индуктора.
- Малая стоимость.
Недостатки канальных печей
- Сложность регулировки химического состава металла, так как наличие оставленного жидкого металла в печи создает трудности при переходе от одного состава к другому.
- Малая скорость движения металла в печи уменьшает возможности технологии плавки.
Конструктивные особенности
Каркас печи изготавливается из листовой стали с низким содержанием углерода толщиной от 30 до 70 мм. Внизу каркаса есть окна с присоединенными индукторами. Индуктор выполнен в виде стального корпуса, первичной катушки, магнитопровода и футеровки. Его корпус сделан разъемным, а части изолированы между собой прокладками для того, чтобы части корпуса не создавали замкнутый контур. В противном случае будет создаваться вихревой ток.
Магнитопровод выполнен из пластин специальной электротехнической стали 0,5 мм. Пластины изолированы между собой для снижения потерь от вихревых токов.
Катушка изготавливается из медного проводника сечением, зависящим от тока нагрузки и метода охлаждения. При воздушном охлаждении допустимый ток 4 ампера на мм2, при охлаждении водой допустимый ток 20 ампер на мм2. Между футеровкой и катушкой монтируют экран, который охлаждается водой. Экран изготовлен из магнитной стали или меди. Для отведения тепла от катушки монтируют вентилятор. Чтобы получить точные размеры канала, применяют шаблон. Он выполнен в виде полой стальной отливки. Шаблон ставится в индуктор до того момента, пока не будет заполнения огнеупорной массой. Он находится в индукторе при разогреве и сушке футеровки.
Для футеровки применяют огнеупорные массы влажного и сухого вида. Влажные массы используют в виде набивных или заливных материалов. Заливные бетоны используют при сложной форме индуктора, если нельзя уплотнить массу по всему объему индуктора.
Такой массой наполняют индуктор и уплотняют вибраторами. Сухие массы уплотняют вибраторами высокой частоты, набивные массы уплотняют пневматическими трамбовками. Если в печи будет выплавляться чугун, то футеровку выполняют из оксида магния. Качество футеровки определяется по температуре охлаждающей воды. Наиболее эффективным методом проверки футеровки является проверка по значению индуктивного и активного сопротивления. Эти измерения проводятся с помощью контрольных приборов.
В электрооборудование печи входит:
- Трансформатор.
- Батарея конденсаторов для компенсации потерь электрической энергии.
- Дроссель для подсоединения 1-фазного индуктора к 3-фазной сети.
- Щиты управления.
- Кабели питания.
Чтобы печь нормально функционировала, к питанию подключают трансформатор на 10 киловольт, который имеет на вторичной обмотке 10 ступеней напряжения для регулировки мощности печи.
Набивочные материалы футеровки содержат:
- 48% сухого кварца.
- 1,8% кислоты борной, просеянной через мелкое сито с ячейками 0,5 мм.
Массу для футеровки готовят в сухом виде с помощью смесителя, и последующей просевкой через сито. Приготовленная смесь не должна храниться более 15 часов после подготовки.
Футеровку тигля производят с помощью уплотнения вибраторами. Электрические вибраторы используются для футеровки больших печей. Вибраторы погружают в пространство шаблона и производят уплотнение массы через стенки. При уплотнении вибратор передвигают краном и вертикально вращают.
Тигельные индукционные печи
Основными компонентами тигельной печи являются индуктор и генератор. Для изготовления индуктора используется медная трубка в виде намотанных 8-10 витков. Формы индукторов могут выполняться различных видов.
Этот вид печи наиболее распространенный. В конструкции печи нет сердечника. Распространенная форма печи представляет собой цилиндр из огнестойкого материала. Тигель находится в полости индуктора. К нему подводится питание переменного тока.
Преимущества тигельных печей
- Энергия выделяется при загрузке материала в печь, поэтому вспомогательные нагревательные элементы не нужны.
- Достигается высокая однородность многокомпонентных сплавов.
- В печи можно создать реакцию восстановления, окисления, независимо от величины давления.
- Высокая производительность печей из-за повышенной удельной мощности на любых частотах.
- Перерывы в плавке металла не влияют на эффективность работы, так как для разогрева не требуется много электроэнергии.
- Возможность любых настроек и простая эксплуатация с возможностью автоматизации.
- Нет местных перегревов, температура выравнивается по всему объему ванны.
- Быстрое плавление, позволяющее создать качественные сплавы с хорошей однородностью.
- Экологическая безопасность. Внешняя среда не подвергается никакому вредному воздействию печи. Плавка также не оказывает вреда природе.
Недостатки тигельных печей
- Малая температура шлаков, применяющихся для обработки зеркала расплава.
- Малая стойкость футеровки при резких температурных перепадах.
Несмотря на имеющиеся недостатки, тигельные индукционные печи получили большую популярность на производстве и в других областях.
Индукционные печи для отопления помещения
Чаще всего такая печь устанавливается в помещении кухни. В ее конструкции основной частью является сварочный инвертор. Конструкция печи обычно совмещается с водонагревательным котлом, который дает возможность для отопления всех помещений в здании. Также есть возможность подключения подачи горячей воды в здание.
Эффективность работы такого устройства небольшая, однако, нередко такое оборудование все-таки применяется для отопления дома.
Конструкция нагревающей части индукционного котла подобна трансформатору. Наружный контур – это обмотки своеобразного трансформатора, которые подключаются к сети. Второй контур внутренний – это устройство обмена теплом. В нем происходит циркуляция теплоносителя. При подключении питания катушка создает переменное магнитное поле. В итоге внутри теплообменника индуцируются токи, которые осуществляют его нагревание. Металл нагревает теплоноситель, который обычно состоит из воды.
На таком же принципе основана работа бытовых индукционных плит, в которых в качестве вторичного контура выступает посуда из специального материала. Такая плита намного экономичнее обычных плит из-за отсутствия тепловых потерь.
Водонагреватель котла оснащен устройствами управления, которые дают возможность поддержания температуры теплоносителя на определенном уровне.
Отопление электроэнергией является дорогим удовольствием. Оно не может создать конкуренцию с твердым топливом и газом, дизельным топливом и сжиженным газом. Одним из методов снижения расходов является установка теплоаккумулятора, а также подключение котла в ночное время, так как ночью чаще всего действует льготное начисление за электричество.
Для того, чтобы принять решение об установке индукционного котла для дома, необходимо получить консультацию у профессиональных специалистов по теплотехнике. У индукционного котла практически нет преимуществ перед обычным котлом. Недостатком является высокая стоимость оборудования. Обычные котел с ТЭНами продается уже готовым к установке, а индукционный нагреватель требует дополнительного оборудования и настройки. Поэтому, прежде чем приобрести такой индукционный котел, необходимо произвести тщательный экономический расчет и планировку.
Футеровка индукционных печей
Процесс футеровки необходим для обеспечения защиты корпуса печи от воздействия повышенных температур. Она дает возможность значительно сократить потери тепла, увеличить эффективность плавки металла или нагрева материала.
Для футеровки применяют кварцит, являющийся модификацией кремнезема. К материалам для футеровки предъявляются некоторые требования.
Такой материал должен обеспечить 3 зоны состояний материала:
- Монолитная.
- Буферная.
- Промежуточная.
Только наличие трех слоев в покрытии способно защитить кожух печи. На футеровку отрицательно влияет неправильная укладка материала, плохое качество материала и тяжелые условия работы печи.
Похожие темы:
Индукционная печь своими руками: схема, как собрать?
Домашняя индукционная печь справляется с плавкой относительно небольших порций металла. Однако такой горн не нуждается ни в дымоходе, ни в мехах, подкачивающих воздух в зону плавки. А всю конструкцию подобной печи можно разместить на письменном столе. Поэтому разогрев с помощью электрической индукции является оптимальным способом плавки металлов в домашних условиях. И в этой статье мы рассмотрим конструкции и схемы сборки подобных печей.
1
Как устроена индукционная печь – генератор, индуктор и тигель
В заводских цехах можно встретить канальные индукционные печи для плавки цветных и черных металлов. У этих установок очень высокая мощность, задаваемая внутренним магнитопроводом, который повышает плотность электромагнитного поля и температуру в тигле печи.
В промышленных масштабах производятся канальные индукционные печи для плавки цветных и черных металлов
Однако канальные конструкции расходуют большие порции энергии и занимают много места, поэтому в домашних условиях и небольших мастерских применяется установка без магнитопровода – тигельная печь для плавки цветного/черного металла. Такую конструкцию можно собрать даже своими руками, ведь тигельная установка состоит из трех основных узлов:
- Генератора, выдающего переменный ток с высокими частотами, которые необходимы для повышения плотности электромагнитного поля в тигле. Причем, если диаметр тигля можно будет сопоставить с длинной волны частоты переменного тока, то такая конструкция позволит трансформировать в тепловую энергию до 75 процентов электричества, потребляемого установкой.
- Индуктора – медной спирали, созданной на основе точного просчета не только диаметра и количества витков, но и геометрии проволоки, используемой в этом процессе. Контур индуктора должен быть настроен на усиление мощности в результате возникновения резонанса с генератором, а точнее с частотой питающего тока.
- Тигля – тугоплавкого контейнера, в котором и происходит вся плавильная работа, инициируемая за счет возникновения в структуре металла вихревых токов. При этом диаметр тигля и прочие габариты этого контейнера определяются строго по характеристикам генератора и индуктора.
Такую печь может собрать любой радиолюбитель. Для этого ему нужно найти правильную схему и запастить материалами и деталями. Перечень всего этого вы сможете найти ниже по тексту.
2
Из чего собирают печи – подбираем материалы и детали
В основе конструкции самодельной тигельной печи лежит простейший лабораторный инвертор Кухтецкого. Схема этой установки на транзисторах имеет следующий вид:
Схема установки на транзисторах
На основе этого рисунка-схемы вы сможете собрать индукционную печь, используя следующие компоненты:
- два транзистора – желательно полевого типа и марки IRFZ44V;
- медный провод диаметром 2 миллиметра;
- два диода марки UF4001, еще лучше — UF4007;
- два дроссельных кольца – их можно извлечь из старого блока питания от десктопа;
- три конденсатора емкостью по 1 мкФ каждый;
- четыре конденсатора емкостью по 220нФ каждый;
- один конденсатор с емкостью 470 нФ;
- один конденсатор с емкостью 330 нФ;
- один резистор на 1 ватт (или 2 резистора по 0,5 ватта каждый), рассчитанный на сопротивление 470 Ом;
- медный провод диаметром 1,2 миллиметра.
Кроме того, вам понадобится пара радиаторов – их можно снять со старых материнских плат или кулеров для процессоров, и аккумуляторная батарея емкостью не менее 7200 мАч от старого источника бесперебойного питания на 12 В. Ну а емкость-тигель в данном случае фактически не нужна – в печи будет плавиться прутковый металл, который можно удерживать за холодный торец.
3
Пошаговая инструкция для сборки – несложные операции
Распечатайте и повесьте над рабочим столом чертеж лабораторного инвертора Кухтецкого. После этого разложите все радиодетали по сортам и маркам и разогрейте паяльник. Закрепите два транзистора на радиаторах. А если вы будете работать с печью дольше 10-15 минут подряд, закрепите на радиаторах кулеры от компьютера, подключив их к рабочему блоку питания. Схема распиновки транзисторов из серии IRFZ44V выглядит следующим образом:
Схема распиновки транзисторов
Возьмите медную проволоку на 1,2 миллиметра и намотайте на ее на ферритовые кольца, сделав по 9-10 витков. В итоге у вас получатся дроссели. Расстояние между витками определяется диаметром кольца, исходя из равномерности шага. В принципе все можно сделать «на глаз», варьируя число витков в пределах от 7 до 15 оборотов. Соберите батарею из конденсаторов, соединяя все детали параллельно. В итоге у вас должна получиться батарея на 4,7 мкФ.
Теперь сделайте индуктор из медной 2-миллиметровой проволоки. Диаметр витков в этом случае может равняться диаметру фарфорового тигля или 8-10 сантиметрам. Число витков не должно превышать 7-8 штук. Если в процессе испытаний мощность печи покажется вам недостаточной – переделайте конструкцию индуктора, меняя диаметр и число витков. Поэтому на первых парах контакты индуктора лучше сделать не паянными, а разъемными. Далее соберите все элементы на плате из текстолита, опираясь на чертеж лабораторного инвертора Кухтецкого. И подключите к контактам питания аккумулятор на 7200 мАч. Вот и все.
Теперь вы можете проводить испытания печи, подбирая правильные параметры индуктора для каждой разновидности металла или тигля. Однако во время испытаний или плавки нужно помнить о мерах безопасности при работе с электропечами.
4
Меры безопасности при плавке металла
Индукционная установка генерирует очень высокую температуру, достаточную для расплавления металла массой до 10-20 грамм. Поэтому при работе с тиглем нужно использовать фартук из плотного материала и такие же рукавицы. Они уберегут вас от ожогов при случайном пролитии металла из емкости.
Собранную конструкцию печи лучше упрятать в изолированный корпус, оставив за его стенами только индуктор. Это убережет и пользователя, и хрупкие радиодетали. А для вентиляции в корпусе необходимо нарезать или насверлить несколько отверстий, обеспечив приток и отток воздуха.
Остаточное магнитное поле может нагреть металлические детали на одежде пользователя, которые обожгут кожу. Поэтому к тиглю лучше подходить в простой одежде, без молний или металлических пуговиц. Кроме того, все электроприборы лучше удалить от индуктора, как минимум, на метровое расстояние.
Индукционные нагреватели своими руками — как сделать? Простая схема и инструкция
Индукционные нагреватели работают по принципу “получение тока из магнетизма”. В специальной катушке генерируется переменное магнитное поле высокой мощности, которое порождает вихревые электрические токи в замкнутом проводнике.

Замкнутым проводником в индукционных плитах является металлическая посуда, которая разогревается вихревыми электрическими токами. В общем, принцип работы таких приборов не сложен, и при наличии небольших познаний в физике и электрике, собрать индукционный нагреватель своими руками не составит большого труда.
Самостоятельно могут быть изготовлены следующие приборы:
- Приборы для нагрева теплоносителя в котле отопления.
- Мини-печи для плавки металлов.
- Плиты для приготовления пищи.
Индукционная плита своими руками, должна быть изготовлена с соблюдением всех норм и правил для эксплуатации данных приборов. Если за пределы корпуса в боковых направлениях будет выделяться опасное для человека электромагнитное излучение, то использовать такой прибор категорически запрещается.
Кроме этого большая сложность при конструировании плиты заключается в подборе материала для основания варочной поверхности, которое должно удовлетворять следующим требованиям:
- Идеально проводить электромагнитное излучение.
- Не являться токопроводящим материалом.
- Выдерживать высокую температурную нагрузку.
В бытовых варочных индукционных поверхностях используется дорогая керамика, при изготовлении в домашних условиях индукционной плиты, найти достойную альтернативу такому материалу – довольно сложно. Поэтому, для начала следует сконструировать что-нибудь попроще, например, индукционную печь для закалки металлов.
Инструкция по изготовлению
Чертежи

Рисунок 1. Электрическая схема индукционного нагревателя

Рисунок 2. Устройство.

Рисунок 3. Схема простого индукционного нагревателя
Для изготовления печи понадобятся следующие материалы и инструменты:
- паяльник;
- припой;
- текстолитовая плата.
- мини-дрель.
- радиоэлементы.
- термопаста.
- химические реагенты для травления платы.
Дополнительные материалы и их особенности:
- Для изготовления катушки, которая будет излучать необходимое для нагрева переменное магнитное поле, необходимо приготовить отрезок медной трубки диаметром 8 мм, и длиной 800 мм.
- Мощные силовые транзисторы являются самой дорогой частью самодельной индукционной установки. Для монтажа схемы частотного генератора необходимо приготовить 2 таких элемента. Для этих целей подойдут транзисторы марок: IRFP-150; IRFP-260; IRFP-460. При изготовлении схемы используются 2 одинаковых из перечисленных полевых транзисторов.
- Для изготовления колебательно контура понадобятся керамические конденсаторы ёмкостью 0,1 mF и рабочим напряжением 1600 В. Для того, чтобы в катушке образовался переменный ток высокой мощности, потребуется 7 таких конденсаторов.
- При работе такого индукционного прибора, полевые транзисторы будут сильно разогреваться и если к ним не будут присоединены радиаторы из алюминиевого сплава, то уже через несколько секунд работы на максимальной мощности, данные элементы выйдут из строя. Ставить транзисторы на теплоотводы следует через тонкий слой термопасты, иначе эффективность такого охлаждения будет минимальна.
- Диоды, которые используются в индукционном нагревателе, обязательно должны быть ультрабыстрого действия. Наиболее подходящими для данной схемы, диоды: MUR-460; UF-4007; HER – 307.
- Резисторы, которые используются в схеме 3: 10 кОм мощностью 0,25 Вт – 2 шт. и 440 Ом мощностью – 2 Вт. Стабилитроны: 2 шт. с рабочим напряжением 15 В. Мощность стабилитронов должна составлять не менее 2 Вт. Дроссель для подсоединения к силовым выводам катушки используется с индукцией.
- Для питания всего устройства понадобится блок питания мощностью до 500. Вт. и напряжением 12 – 40 В. Запитать данное устройство можно от автомобильного аккумулятора, но получить наивысшие показания мощности при таком напряжении не получится.
 Сам процесс изготовления электронного генератора и катушки занимает немного времени и осуществляется в такой последовательности:
Сам процесс изготовления электронного генератора и катушки занимает немного времени и осуществляется в такой последовательности:
- Из медной трубы делается спираль диаметром 4 см. Для изготовления спирали следует медную трубку накрутить на стержень с ровной поверхностью диаметром 4 см. Спираль должна иметь 7 витков, которые не должны соприкасаться. На 2 конца трубки припаиваются крепёжные кольца для подключения к радиаторам транзистора.
- Печатная плата изготавливается по схеме. Если есть возможность поставить полипропиленовые конденсаторы, то благодаря тому, что такие элементы обладают минимальными потерями и устойчивой работой при больших амплитудах колебания напряжений, устройство будет работать намного стабильнее. Конденсаторы в схеме устанавливаются параллельно образуя с медной катушкой колебательный контур.
- Нагрев металла происходит внутри катушки, после того как схема будет подключена к блоку питания или аккумулятору. При нагреве металла необходимо следить за тем, чтобы не было короткого замыкания обмоток пружины. Если коснуться нагреваемым металлом 2 витка катушки одновременно, то транзисторы выходят из строя моментально.
Нюансы

- При проведении опытов по нагреву и закалке металлов, внутри индукционной спирали температура может быть значительна и составляет 100 градусов Цельсия. Этот теплонагревательный эффект можно использовать для нагрева воды для бытовых нужд или для отопления дома.
- Схема нагревателя рассмотренного выше (рисунок 3), при максимальной нагрузке способна обеспечить излучение магнитной энергии внутри катушки равное 500 Вт. Такой мощности недостаточно для нагрева большого объёма воды, а сооружение индукционной катушки высокой мощности потребует изготовление схемы, в которой необходимо будет использовать очень дорогие радиоэлементы.
- Бюджетным решением организации индукционного нагрева жидкости, является использование нескольких устройств описанных выше, расположенных последовательно. При этом, спирали должны находиться на одной линии и не иметь общего металлического проводника.
- В качестве теплообменника используется труба из нержавеющей стали диаметром 20 мм. На трубу «нанизываются» несколько индукционных спиралей, таким образом, чтобы теплообменник оказался в середине спирали и не соприкасался с её витками. При одновременном включении 4 таких устройств, мощность нагрева будет составлять порядка 2 Квт, что уже достаточно для проточного нагрева жидкости при небольшой циркуляции воды, до значений позволяющих использовать данную конструкцию в снабжении тёплой водой небольшого дома.
- Если соединить такой нагревательный элемент с хорошо изолированным баком, который будет расположен выше нагревателя, то в результате получится бойлерная система, в которой нагрев жидкости будет осуществляться внутри нержавеющей трубы, нагретая вода будет подниматься вверх, а её место будет занимать более холодная жидкость.
- Если площадь дома значительна, то количество индукционных спиралей может быть увеличено до 10 штук.
- Мощность такого котла можно легко регулировать путём отключения или включения спиралей. Чем больше одновременно включённых секций, тем больше будет мощность работающего таким образом отопительного устройства.
- Для питания такого модуля понадобится мощный блок питания. Если есть в наличии инверторный сварочный аппарат постоянного тока, то из него можно изготовить преобразователь напряжения необходимой мощности.
- Благодаря тому, что система работает на постоянном электрическом токе, который не превышает 40 В, эксплуатация такого устройства относительно безопасна, главное обеспечить в схеме питания генератора блок предохранителей, которые в случае короткого замыкания обесточат систему, там самым исключив возможность возникновения пожара.
- Можно таким образом организовать “бесплатное” отопление дома, при условии установки для питания индукционных устройств аккумуляторных батарей, зарядка которых будет осуществляться за счёт энергии солнца и ветра.
- Аккумуляторы следует объединить в секции по 2 шт., подключённые последовательно. В результате, напряжение питания при таком подключении будет не менее 24 В., что обеспечит работу котла на высокой мощности. Кроме этого, последовательное подключение позволит снизить силу тока в цепи и увеличить срок эксплуатации аккумуляторов.
Блиц-советы

- Эксплуатация самодельных устройств индукционного нагрева, не всегда позволяет исключить распространение вредного для человека электромагнитного излучения, поэтому индукционный котёл следует устанавливать в нежилом помещении и экранировать оцинкованной сталью.
- Обязательно при работе с электричеством следует соблюдать правила техники безопасности, особенно это касается сетей переменного тока напряжением 220 В.
- В качестве эксперимента можно изготовить варочную поверхность для приготовления пищи по схеме указанной в статье, но эксплуатировать данный прибор постоянно не рекомендуется по причине несовершенства самостоятельного изготовления экранирования данного устройства, из-за этого возможно воздействие на организм человека вредного электромагнитного излучения, способного негативно сказаться на здоровье.
принцип работы, схема самодельного устройства, правила безопасности
 Разработанные более века назад, индукционные печи прочно входят в наш быт. Это стало возможно благодаря развитию электроники. Взрывной рост мощности контроллеров, выполненных на основе кремниевых полупроводников и появление в широкой продаже транзисторов, способных обеспечивать большие мощности (в несколько киловатт) в последние годы приобрёл характер лавины. Всё это подарило человечеству невероятно большие перспективы в развитии миниатюрных установок, сопоставимых по мощности с промышленными устройствами ближайшего прошлого.
Разработанные более века назад, индукционные печи прочно входят в наш быт. Это стало возможно благодаря развитию электроники. Взрывной рост мощности контроллеров, выполненных на основе кремниевых полупроводников и появление в широкой продаже транзисторов, способных обеспечивать большие мощности (в несколько киловатт) в последние годы приобрёл характер лавины. Всё это подарило человечеству невероятно большие перспективы в развитии миниатюрных установок, сопоставимых по мощности с промышленными устройствами ближайшего прошлого.
Использование и строение устройства
Применение индукционных печей в домашнем хозяйстве позволяет избежать появления в помещении очагов открытого пламени и является довольно эффективным способом плавления и контролированного нагрева металлов и сплавов. Это происходит благодаря тому, что металл нагревается, раскаляется и расплавляется не под воздействием высокотемпературных горелок, а с помощью пропускания через себя токов большой частоты, стимулирующих активное движение частиц в структуре материала.
Стало возможным появление в быту:
- Компактных канальных индуктивных печей, в которых можно плавить металл и создавать литьём различные изделия и конструкции, очищать от примесей различные драгоценные сплавы и закалять изделия, придавая им дополнительную прочность.
- Водогрейных котлов, чья эффективность лежит уже сейчас далеко за пределами обычных бойлеров.
- Плит для приготовления пищи, которые не только безопаснее газовых по эксплуатационным характеристикам, но и эффективнее некоторых микроволновых печей в области разогрева еды и поддержания её температуры.
- Тигельных плавилен, которые приобрели больше всего поклонников среди людей, занимающихся самостоятельным изготовлением и ремонтом электрических устройств.
 Компактных канальных индуктивных печей, в которых можно плавить металл и создавать литьём различные изделия и конструкции, очищать от примесей различные драгоценные сплавы и закалять изделия, придавая им дополнительную прочность.
Компактных канальных индуктивных печей, в которых можно плавить металл и создавать литьём различные изделия и конструкции, очищать от примесей различные драгоценные сплавы и закалять изделия, придавая им дополнительную прочность. Кроме того, всё большее распространение получают электроиндукционные печки, которые работают не только с токопроводящим материалом. Их устройство немного отличается от обычных индукционных печей, так как в его основе лежит нагрев электрической индукцией материала, который не проводит ток (их ещё называют диэлектриками) между обкладками конденсатора, то есть, его выводами разной полярности. Достигаемые температуры при этом не очень большие (порядка 80−150 градусов Цельсия), поэтому такие установки применяются для плавления пластика или его термической обработки.
Кроме того, всё большее распространение получают электроиндукционные печки, которые работают не только с токопроводящим материалом. Их устройство немного отличается от обычных индукционных печей, так как в его основе лежит нагрев электрической индукцией материала, который не проводит ток (их ещё называют диэлектриками) между обкладками конденсатора, то есть, его выводами разной полярности. Достигаемые температуры при этом не очень большие (порядка 80−150 градусов Цельсия), поэтому такие установки применяются для плавления пластика или его термической обработки.
Особенности конструкции и принцип работы
Индукционная печь работает на основе образования в ней вихревых электрических токов. Для этого используют состоящую из витков толстого провода катушку индуктивности, к которой подводится источник переменного тока. Именно переменный ток образует постоянно меняющееся в зависимости от текущей частоты магнитное поле. Оно и провоцирует передачу этих токов помещаемому внутрь катушки веществу вместе с большим количеством тепла. Генератором при этом может выступать даже самый обычный сварочный инвертор.
Разделяют два вида индукционных печей:
- С магнитопроводом, особенностью которой является расположение индуктора внутри объёма металла, поддающегося плавке.
- Без магнитопровода — когда индуктор находится снаружи.
 Конструкция с наличием магнитопровода используется, например, в канальных печах. В них используется неразомкнутый металлический (чаще всего — стальной) магнитопровод, внутри которого находятся тигель для плавки и индуктор, образовывающие первичную цепь обмотки. В качестве материала для тигля можно использовать графит, жаропрочную глину или любой другой непроводящий ток материал, обладающий подходящей термостойкостью. В нём размещают металл, который требуется расплавить. Это, как правило, всяческие сплавы цветных металлов, дюралюминий и чугун.
Конструкция с наличием магнитопровода используется, например, в канальных печах. В них используется неразомкнутый металлический (чаще всего — стальной) магнитопровод, внутри которого находятся тигель для плавки и индуктор, образовывающие первичную цепь обмотки. В качестве материала для тигля можно использовать графит, жаропрочную глину или любой другой непроводящий ток материал, обладающий подходящей термостойкостью. В нём размещают металл, который требуется расплавить. Это, как правило, всяческие сплавы цветных металлов, дюралюминий и чугун.
Генератор такой печи должен обеспечивать частоту переменного тока в пределах 400 герц. Возможны и варианты использования вместо генератора обычную электрическую сеть и питать печь с помощью тока с частотой в 50 герц, но в этом случае температура разогрева будет ниже и для более тугоплавких сплавов такая установка не подойдёт.
Тигельные же печи, не имеющие в своей конструкции магнитопровода, получили значительно большее распространение среди энтузиастов. Они используют токи значительно большей частоты для достижения большей плотности поля. Это связано как раз с отсутствием магнитопровода — слишком большой процент энергии поля рассеивается в пространстве. Для противодействия этому необходимо очень тонко настроить печь:
- Обеспечить равную частоту контура индукционной установки и напряжения от генератора (при использовании инвертора это сделать легче всего).
- Подобрать диаметр плавильного тигля таким образом, чтобы он был близок с длиной волны полученного излучения магнитного поля.
Таким образом можно минимизировать потери вплоть до 25% от всей мощности. Для достижения же наилучшего результата рекомендуется выставлять дважды, а то и трижды большую частоту источника переменного тока, чем резонансную. В этом случае диффузия металлов, входящих в состав сплава будет максимальной, а его качество — значительно лучше. Если повышать частоту и дальше, можно добиться эффекта выталкивания высокочастотного поля к поверхности изделия и так провести его закалку.
Вакуумные плавильные печи
 Такой вид установок сложно назвать бытовыми, но рассмотреть их стоит из-за того, что вакуумная плавка имеет ряд технологических преимуществ по сравнению с другими видами. По своей конструкции она напоминает тигельную, с тем отличием, что сама печь находится в вакуумной камере. Это позволяет добиваться большей чистоты процесса расплавления металла, понизить его окисляемость в процессе обработки и ускорить процесс, добиваясь значительной экономии электроэнергии.
Такой вид установок сложно назвать бытовыми, но рассмотреть их стоит из-за того, что вакуумная плавка имеет ряд технологических преимуществ по сравнению с другими видами. По своей конструкции она напоминает тигельную, с тем отличием, что сама печь находится в вакуумной камере. Это позволяет добиваться большей чистоты процесса расплавления металла, понизить его окисляемость в процессе обработки и ускорить процесс, добиваясь значительной экономии электроэнергии.
Кроме того, ограниченность и замкнутость пространства способствует избежать выделения в окружающее пространство вредных испарений плавящихся металлов и сохранять чистоту процесса их обработки. Возможность контролировать состав и процесс обработки также является одним из преимуществ печей этого вида.
Канальные индукционные установки
Ещё один вид промышленных печей, имеющих более широкое применение, чем другие. Их можно использовать не только в качестве плавилен, но и как раздатчики подготовленного материала и смесители нескольких видов сырья. Типовые конструкции таких устройств включают:
- Наличие ванны, в которой находится сырьё, достигшее или достигающее заданной температуры.
- Канала, по которому расплавленная масса проходит через магнитное поле.
- Магнитопровода, обеспечивающего постоянную циркуляцию жидкого металла.
- Катушки первичной обмотки, которая приводит в действие магнитное поле.
 Наличие ванны, в которой находится сырьё, достигшее или достигающее заданной температуры.
Наличие ванны, в которой находится сырьё, достигшее или достигающее заданной температуры.Малейшее размыкание контура, который образуется жидким металлом, магнитопроводом и катушкой приводит к повышению его собственного сопротивления и мгновенному выбросу всей массы сырья из канала. Для противодействия такому явлению внутри канала оставляют «болото» — небольшую массу металла, которая поддерживается в жидком виде.
Преимущества индуктивных печей канального типа:
- Невысокая цена установок.
- Экономичность — для поддержания температуры внутри ванны, которая плохо рассеивает тепло, нужно малое количество электроэнергии.
- Коэффициент полезного действия индуктора при работе очень высок.
Недостатки:
- Медленное продвижение по каналу расплавленного металла усложняет контроль за его качеством и окислением.
- Необходимость оставлять некоторое количество сырья внутри понижает качество химического состава следующей загрузки и возможности более тонкого его контроля.
- Необходимость поддерживания герметичности установки из-за угрозы разрыва магнитного поля и образования вихревого излучения. Сложность поддерживания изолированности при футеровке внутренних стен установки некоторыми составами.
 Медленное продвижение по каналу расплавленного металла усложняет контроль за его качеством и окислением.
Медленное продвижение по каналу расплавленного металла усложняет контроль за его качеством и окислением.Основные элементы схемы печи
Для того чтобы собрать установку и выполнять работы на ней, необходимо найти подходящую схему индукционной печи и детали для неё. Для поиска последних очень пригодится наличие одного или нескольких ненужных блоков питания от компьютера, так как большинство деталей можно найти в них. Типовая схема простейшей печи с самодельным инвертором будет включать такие элементы, как:
- Транзисторы-полевики, можно использовать IRFZ46N или аналоги (IRFZ44V, имеющий силу тока на ножке стока в 55 ампер подойдёт даже лучше). Желательно подбирать полевики с максимально возможным значением напряжения пробоя, так они прослужат гораздо дольше.
- Дроссели, резисторы с сопротивлением 470 Ом (можно использовать один ваттник или два полуваттника, соединённых в схеме последовательно) и девять конденсаторов малой ёмкости (до 1 микрофарада) которые можно выпаять из блока питания.
- Радиаторы для охлаждения транзисторов — полевики в корпусах типа ТО-220АВ при работе очень горячие и могут взорваться от недостатка отвода тепла от них.
- Проволока из меди диаметром около миллиметра для создания ферритовых колец и диаметром в 2 миллиметра для создания индуктора.
- Диоды марок UF4007, 2 штуки, но лучше иметь парочку запасных на случай, если в первый раз соберёте что-то неправильно — они вылетят первыми.
- Батарею ёмкостью около 8−10 ампер-часов. Такие, как правило, извлекаются из старых источников бесперебойного питания и имеют выходное напряжение в 12 вольт.
- В качестве тигля можно слепить и обжечь на костре или с помощью горелки глиняный горшочек нужного вам диаметра.
 Транзисторы-полевики, можно использовать IRFZ46N или аналоги (IRFZ44V, имеющий силу тока на ножке стока в 55 ампер подойдёт даже лучше). Желательно подбирать полевики с максимально возможным значением напряжения пробоя, так они прослужат гораздо дольше.
Транзисторы-полевики, можно использовать IRFZ46N или аналоги (IRFZ44V, имеющий силу тока на ножке стока в 55 ампер подойдёт даже лучше). Желательно подбирать полевики с максимально возможным значением напряжения пробоя, так они прослужат гораздо дольше.Инвертор для установки собирается по схеме, предложенной С. В. Кухтецким для лабораторных испытаний. Её легко можно найти в интернете. Мощность инвертора, который питается от напряжения в диапазоне 12−35 вольт будет составлять 6 киловатт, а его рабочая частота — 40−80 килогерц, этого будет более чем достаточно для домашних проектов.
Техника безопасности при работе
Так как работа с индукционной печью подразумевает тесный контакт с расплавленным металлом и токами высокой частоты и силы, стоит озаботиться о качественном заземлении установки и надёжных средствах защиты. При этом одежда должна строго соответствовать всем требованиям:
- Быть изготовленной из плотного неплавящегося и не горящего материала.
- Базовый защитный костюм должен включать в себя фартук и рукавицы. На ногах по возможности следует носить при работе обувь с прорезиненой подошвой, ступни же и носки должны быть сухими.
- Для защиты глаз стоит приобрести специальные очки, это убережёт вас от случайного попадания раскалённого куска металла в глаза.
 Быть изготовленной из плотного неплавящегося и не горящего материала.
Быть изготовленной из плотного неплавящегося и не горящего материала.Не стоит забывать и о хорошей вентилируемости помещения, в котором будут работать. Расплавленный металл выбрасывает в воздух химические соединения, которые совсем неполезны для ваших лёгких.