Самодельный трубогиб своими руками: фото, видео, чертежи
Металлические трубы на дачном участке – основа большинства построек. Каркас для теплицы или парника, ограждения и загоны для птиц, основания беседок и навесов – все это изготавливается из круглых или профильных изделий металлопроката.
Каркас для трубогиба
Не секрет, что арочная форма тех же теплиц или навеса над крыльцом снижает дождевую и снеговую нагрузку, а поэтому является очень выгодной. Но чтобы ее сформировать, необходимо изогнуть трубу.
Изгиб трубы: ограничения
Операции подвергаются все виды трубопровода: стальные, алюминиевые, металлопластиковые и медные. И не только при строительстве каркаса, но и формирование водопроводных и канализационных систем. Дело в том, что любая механическая стыковка труб является слабым местом системы, и чем их меньше, тем лучше.
Трубы разной толщины и диаметра, конечно, изгибаются по-разному. Определяющим критерием здесь является минимальный радиус изгиба.
При несоблюдении этого ограничения страдает качество изделия: возникшее напряжение на поверхности разрушает трубопровод ничуть не хуже коррозии.
Трубогибы: варианты и изготовление
Для придания трубам изогнутой формы используется специальное приспособление – трубогиб. Устройство такое можно найти и в магазине, но в абсолютном большинстве случаев домашние мастера сооружают его своими руками.
Деревянный шаблон
Вполне эффективен для работы с изделиями небольшого диаметра.
- Из досок выпиливается шаблон с нужным радиусом. Толщина доски чуть больше размера трубопровода. Чтобы он не соскальзывал с края, доски выпиливают под углом.
- Шаблон закрепляется на каком-либо основании – деревянный стол, верстак.
- С одной стороны шаблона фиксируется деревянный же упор на таком расстоянии, чтобы между шаблоном и упором помещалась труба. Самодельный трубогиб готов.
Трубу вставляют в зазор, как показано на фото, и осторожно сгибают по шаблону.
Более универсальным вариантом приспособления являются закрепленные на куске фанеры металлические крючки: их можно переставлять, создавая шаблон с заданным радиусом.
Бетонный универсальный трубогиб
Здесь в качестве основания используется бетонная плита. Чертеж делать нужды нет.
- На ее поверхности размечается сетка – 40*40 или 50*50 мм. В точках пересечения высверливаются отверстия под арматуру.
- В отверстия вбиваются металлические штыри.
- Труба вводится между штырями и изгибаются в нужную сторону. Радиус подбирается за счет перемещения по диагонали. Своими руками это приспособление можно сделать за несколько часов.
На таком трубогибе работают с изделиями до 25 мм диаметром.
Вариант с домкратом
В качестве основного рабочего узла используется домкрат.
- На вертикальной поверхности закрепляются ребра – металлические штыри.
- Под ними и точно по центру на какое-то жесткое основание монтируется домкрат.

- Отрезок трубопровода фиксируется над домкратом и под штырями. Шток домкрата поднимается и труба изгибается.

Поскольку домкрат развивает немалое усилие, то на этом самодельном устройстве можно работать с изделиями крупных размеров. На фото демонстрируется образец.
Роликовый трубогиб
Изготовить его своими руками несколько сложнее, но и точность изгиба у него намного выше. Для выполнения понадобится опыт работы со сварочным аппаратом. Рекомендуется сделать чертеж, так как тут важно соблюсти размеры.
Устройство работает по принципу прокатного стана: отрезок помещается на двигающие ролики, а третий ролик – формующий, оказывая давление, постепенно выгибает трубопровод на нужную величину.
- Основой самодельного трубогиба является швеллер достаточной ширины. На него закрепляют П-образную раму. В верхней ее части высверливают отверстия под муфту струбцины.
- Сверху на одинаковом расстоянии от края приваривают два вращающихся ролика, они соединяются цепной передачей.
- В муфту струбцины закрепляют металлическую шпильку, на ее конце монтируют третий валик. С другой стороны шпильки приваривают рукоятку.

Отрезок помещается в промежуток между роликами, и при вращении рукояти струбцина прижимает изделие к третьему ролику. Труба перемещается на подающих роликах и изгибается нужным образом. Такую операцию повторяют несколько раз, так как первичное усилие невелико. Радиус изгиба ограничен 90 градусами.
Гидравлический трубогиб
Схема устройства такая же, как у роликового, так что чертеж можно использовать тот же самый, но в движение аппарат приводит не ручной привод, а электрический. Устройство намного эффективнее, но и несколько дороже в изготовлении.
- На основание фиксируется подающий вал. На одном его конце закрепляется шкив для ременной передачи электромотора, на другом – ведущая звездочка цепной передачи.
- Устанавливается второй вал, на его торце монтируется ведомая звездочка.
- Деформирующий ролик закрепляется как в верхней, так и в нижней части аппарата. Нижнее размещение предпочтительнее, но тогда потребуется сделать отверстия для хода штока.
- Гидравлический шток закрепляется на струбцине.

На видео монтаж устройства с гидравлическим штоком рассмотрен более подробно.
Как сделать мини трубогиб без токарных работ
В данном обзоре автор поделится идеей, как сделать своими руками мини трубогиб для домашней мастерской без выполнения каких-либо токарных работ.
Основным материалом для изготовления трубогиба выступает квадратная профильная труба 40х40 мм с толщиной стенки 3 мм.
Сначала нужно будет отрезать кусок профтрубы подходящей длины, после чего размечаем посадочные места под подшипники и сверлим отверстия диаметром 12 мм.
1
Читайте также: Как сделать мини трубогиб из подшипника для медных трубокЕсли вы хотите сделать себе надежный и удобный в работе листогибочный станок, с подробным процессом изготовления и сборки можно ознакомиться в этой статье.
С помощью болгарки срезаем верхнюю часть профильной трубы. Потом прорезаем направляющие пазы для роликов. Круглым напильником по металлу убираем заусенцы.
Изготовление опорных роликов
1
Читайте также: Как сделать станок арматурогиб — для ручной гибки арматурыДля изготовления опорных роликов будут использоваться автомобильные болты с классом прочности 8,8 единиц (обычные болты не годятся).
В данном трубогибе предусмотрено две позиции размещения роликов, что позволит легче сгибать трубы. В качестве роликов используются подшипники 201.
Дополнительно автор использует шайбы, чтобы компенсировать зазор между профтрубой и подшипниками.
Основные этапы работ
Крепление для трубогиба автор изготавливает из металлического уголка 25*25 мм. Болгаркой срезаем часть одной из полок уголка, чтобы он не упирался в болты. Привариваем элементы крепления к профильной трубе. Сверлим отверстия диаметром 10 мм.
1
Читайте также: Трубогибочный станок из обрезков уголка своими рукамиНа следующем этапе отрезаем еще четыре куска от уголка 25х25 мм для направляющих прижимного ролика. Выставляем их под прямым углом и привариваем.
Выставляем их под прямым углом и привариваем.
Из куска металла вырезаем опорную площадку для прижимного винта. По центру пластины сверлим отверстие.
1
Читайте также: Классный самодельный трубогиб из старого домкратаПосле этого останется только изготовить сам прижимной блок, который состоит из резьбовой шпильки (винта от домкрата), двух подшипников и куска толстостенной трубы. Также потребуются шайбы и куски квадрата.
Подробно о том, как сделать мини трубогиб без токарных работ, можно посмотреть на видео ниже. Идея от автора YouTube канала «Самоделкин Иван».
Мне нравится1Не нравится
Андрей Васильев
Задать вопрос
Как сделать трубогиб для профильной трубы своими руками
Содержание статьи
Профильные трубы имеют широкие применение, являются незаменимыми в строительстве, а поэтому необходимы для самых различных целей: сооружение заборов, детских площадок, различного рода опор.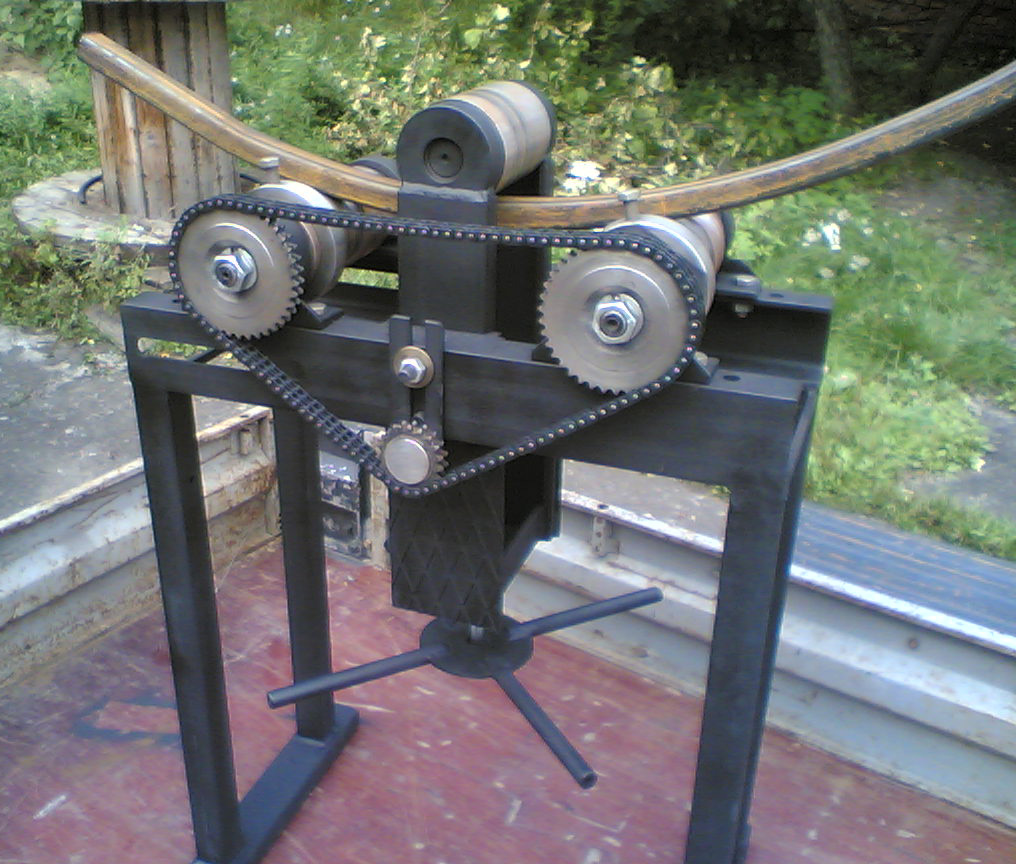 К примеру, если Вы решите сделать теплицу своими руками на приусадебном участке, профиль придется гнуть.
К примеру, если Вы решите сделать теплицу своими руками на приусадебном участке, профиль придется гнуть.
Собственноручный трубогиб
Сделать необходимый радиус загиба можно лишь с использованием специального приспособления – трубогиба, который внешне напоминает станок. В продаже представлен широкий ассортимент профилегибов как отечественного, так и зарубежного производства. Однако есть еще один вариант – самодельный трубогиб для профильной трубы. Сделать станок своими руками целесообразно в том случае, если необходимо выполнение загиба всего нескольких изделий и нет желания покупать дорогостоящий инструмент.
Вернуться к содержанию ↑Виды и применение профилегибов
Гибка профильных изделий является одной из самых сложных операций, ведь без использования специальных приспособлений придание профилю необходимой формы становится практически невозможным. На выбор потребителя производители предлагают следующие виды профилегибов:
- Ручной ПГ-1;
- Ручной ПГ-2;
- Ручной ПГ-4.

Использование любого из промышленных трубогибов упрощает процесс гибки, позволяет сэкономить время и усилия.
Ручной ПГ-1
Однако с целью экономии средств можно сделать ручной профилегиб своими руками. Его изготовление не требует больших финансовых затрат, основную часть материалов можно приобрести в точках приема черного металла по минимальной стоимости. При этом подобный станок не будет уступать заводскому по своей эффективности, только внешне выглядит не так красиво.
Вернуться к содержанию ↑Материалы для изготовления профилегиба
Изготовление трубогиба для профиля своими руками потребует предварительной подготовки материалов. Перечень достаточно большой, однако стоимость каждой отдельной позиции является незначительной:
- Уголок, с помощью которого изготавливается станина.
- Трубы или профили, на которых станок будет стоять.
- Валы для сгибания. Их может сделать токарь.
- Цепной механизм.
- Натяжитель.
- Направляющая вала.
- Движущий элемент.
- Ручку, которую можно сделать из любого имеющегося в хозяйстве металла.
- Крепление из швеллера.
- Болты.

Помимо подготовки материалов следует заранее выбрать желаемый чертеж профилегиба.
Вернуться к содержанию ↑Чертежи для изготовления устройства
Чертежи для изготовления профилегиба бывают различные. Ими делятся с огромным удовольствием мастера и можно выбрать абсолютно любой. Единственное, на что следуют обратить особое внимание – схема должна включать точные замеры каждого элемента, иначе станок может попросту не получиться. Для изготовления трубогиба своими руками можно выбрать чертеж из следующих вариантов:
Чертеж для изготовления трубогиба
Чертеж для изготовления трубогиба своими руками
После того, как чертеж подобран и детально изучен, можно переходить к самому ответственному этапу – собственно изготовление.
Вернуться к содержанию ↑Процесс изготовления трубогиба
Поскольку гнуть профильные трубы достаточно тяжело, понадобится лебедка или гидравлический механизм. Также для изготовления своими руками необходима сварка, с помощью которой отдельные металлические элементы соединяются между собой.
Также для изготовления своими руками необходима сварка, с помощью которой отдельные металлические элементы соединяются между собой.
Сам процесс изготовления станка можно поделить на несколько этапов:
- Необходимо сделать валы. Поскольку своими руками такую задачу осуществить невозможно, рекомендуется прибегнуть к помощи токаря.
- На валы закрепляют шестерни и подшипники. Шестерни фиксируются через шпонку, а подшипники лучше приобретать сразу с опорами.
- С помощью сварочного аппарата изготавливается станок, точнее его конструкция-опора.
- К металлической опоре прикручивается прижимной вал.
- Затем привариваются гайки для пружин.
- Сверху конструкции приваривается площадка для закрепления пружин.
- Прикручиваются нижние опорные валы.
- Изготавливается натяжитель цепи.
- В последнюю очередь приделывается ручка для вращения вала. Очень удобно, если она будет с вращающейся трубкой, это значительно упростит процесс работы с ней и убережет ваши руки от мозолей.
- Для придания более эстетичного внешнего вида, металлический станок можно покрасить.
Валы
Шестеренки с подшипниками
Шестерни и цепь для сооружения станка можно взять от любого автомобиля, как отечественного, так и зарубежного. Вполне закономерно, что иностранные шестерни будут более высокого качества.
Опора для станка
Прижимной вал

Площадка
Установка валов
Натяжитель цепи
Ручка для вращения вала
Покраска станка
Когда работа завершена, можно приступать к испытанию устройства. Достаточно взять любой профиль и положить его на станок. Затем с помощью вращения ручки придать ход валам и тем самым выполнить изгиб трубы. Легко и быстро профиль приобретает необходимый радиус изгиба. Подобный станок станет незаменимым приспособлением в любом частном доме или на даче. Самодельный профилегиб можно использовать для строительства любых конструкций с металлическим каркасом, а на его изготовление потребуются сущие копейки.
Трубогиб своими руками
| Автор | Поделитесь | Оцените | Виктор Самолин |
|---|
для профильной трубы с размерами, чертежи, как сделать для круглой трубы, из тисков
На чтение 14 мин. Опубликовано
Сгибание трубы – полого цилиндра с определённой толщиной стенок – сопряжено с рядом неудобств. Из курса физики известно, что трубка из какого-либо материала почти не уступает в прочности сплошному пруту. Зато намного выигрывает у него в материалоёмкости и массе.
Поэтому труба в строительстве и изготовлении различных конструкций используется очень часто. И не менее часто требуется эту трубу согнуть, чтобы она смогла выполнить возложенную на неё функция.
Что это такое и для чего он нужен?
Трубогиб(трубогибочный станок) – это особое устройство, предназначенное для придания прямому участку трубы изогнутой формы.
Простейший способ согнуть трубу, если она имеет небольшой диаметр, тонкие стенки и сделана их относительно мягкого, пластичного материала – это согнуть её руками.
Но кроме простоты и быстроты, больше никаких плюсов у этого способа нет.
Стальная трубка с толщиной стенок более 2 мм мускульной силе среднестатистического мужчины уже не поддаётся. Радиус кривой изгиба неравномерен, к тому же существует опасность сплющивания трубы в месте её деформации.
Трубогиб решает две основные задачи – делает искривление трубы прогнозируемым, а также компенсирует недостаточную мускульную силу техническими приспособлениями. Область применения трубогиба очень обширна.
Отопление, водоснабжение, канализация, кондиционирование – вот далеко не полный перечень областей применения трубогиба. Он также используется в различных конструкциях и механизмах. Например, выхлопные трубы мотоциклов, глушитель автомобиля, рули велосипедов, рамы спортивных тренажёров, на теплицах – всё это примеры применения трубогиба.
Пример работыУстройство
Трубогибы бывают разными по типу привода и по устройству, но их объединяет одно: применение механической силы, деформирующей трубу необходимым образом. Конструктивно в подобных агрегатах выделяют следующие элементы:
- Стальная рама, на которой смонтирован гибочный механизм;
- Планки из прочного металла, фиксирующие ролики;
- Сами ролики, служащие для фиксации заготовки;
- Прижимной механизм с пуансоном необходимой кривизны и радиуса;
- Опоры, поддерживающие систему над полом для удобства работы.

Это описание лишь пример, так как в зависимости от типа привода и источника силы, которая сгибает трубу, трубогибы имеют значительное отличие в конструкции.
Виды
Человек изобрёл и разработал множество видов трубогибов, которые принято различать по параметрам.
Например, в зависимости от типа привода выделяю следующие разновидности гибочных систем:
- Электромеханические;
- Гидравлические;
- Ручные механические;
- Комбинированные.
В первых энергию, затрачиваемую на программируемую деформацию трубы, даёт электрический ток, подключаемый к устройству. Электромеханические трубогибы передают механическое воздействие на металлическую или пластиковую трубу через редуктор, который подключён к электродвигателю. Редуктор уменьшает крутящий момент, но за счёт этого увеличивает силу деформации.
В гидравлических машинах основа всего – гидроцилиндр, заполненный специальным маслом. Усилие, передаваемое на поршень гидроцилиндра, увеличивается по законам физики. Такой аппарат гнёт трубу постепенно. Это работает за счёт ступенчатого нагнетания давления масла в системе. Как правило, гидравлические трубогибы имеют ручной привод в виде рычага. Нажимая на рычаг и возвращая его в исходное положение, оператор обеспечивает плавное продвижение штока, на котором закреплён пуансон.
Такой аппарат гнёт трубу постепенно. Это работает за счёт ступенчатого нагнетания давления масла в системе. Как правило, гидравлические трубогибы имеют ручной привод в виде рычага. Нажимая на рычаг и возвращая его в исходное положение, оператор обеспечивает плавное продвижение штока, на котором закреплён пуансон.
Ручные механические трубогибы не имеют в своей конструкции гидроцилиндра. Вместо них труд слесаря облегчают передаточные механизмы, которые за счёт большего расстояния позволяют получить выигрыш в силе. Достаточно простой и при этом распространённый вид таких гибочных машин – роликовый трубогиб с цепной передачей.
Ролик прижимается мощным винтом, а круглая или профилированная заготовка протягивается между прижимным и опорными роликами путём вращения рукоятки, которая приводит в действие весь механизм. Валы роликов связаны друг с другом шестернями. Шестерни подобраны так, чтобы сделав большее число оборотов рукояти, можно было бы подвинуть изделие ненамного, но с большой силой. Тот же самый принцип используется в понижающей передаче велосипеда при движении в гору.
Тот же самый принцип используется в понижающей передаче велосипеда при движении в гору.
Комбинированные типы гибочных устройств могут в различных вариациях соединять ручной, электрический и гидравлический компоненты. В качестве примера можно привести классический станок с гидроцилиндром, где перемещение поршня обеспечивается не качанием рычага, а насосом высокого давления с электродвигателем. В этом случае человек только контролирует процесс, а работу выполняет электропривод, продвигающей шток за счёт растущего давления в цилиндре.
Следует отметить, что трубы большого диаметра из крепких марок стало практически невозможно согнуть без утраты прочности и образования мест повышенного напряжения металла. Для гибки больших прочных труб помимо механического воздействия на заготовку, применяют ещё и термическое. Трубу разогревают либо особой спиралью, либо индукционными токами докрасна, а потом постепенно придают ей нужную форму. Для этого используют крупногабаритные электромеханические станки большой мощности. Нагретая и затем отпущенная или закалённая труба не будет иметь в себе напряжения. На ней не скажется усталость металла, а изгиб будет плавным и ровным.
Трубу разогревают либо особой спиралью, либо индукционными токами докрасна, а потом постепенно придают ей нужную форму. Для этого используют крупногабаритные электромеханические станки большой мощности. Нагретая и затем отпущенная или закалённая труба не будет иметь в себе напряжения. На ней не скажется усталость металла, а изгиб будет плавным и ровным.
Стоит отметить, что нагревание очень редко требуется при гибке труб малого диаметра, поэтому оснащать самодельный гибочный станок спиралью или греть пропановой горелкой ни к чему. Однако нагрев докрасна продолжает использоваться при отсутствии станка, когда равномерность кривизны изгиба не имеет большого значения.
Принцип работы
В основе принципа работы любого трубогиба лежит оказание давления на трубу, в результате которого она принимает криволинейную форму.
Распространённый вариант фабричного трубогиба – гидравлический с рычагом.
С одной стороны цилиндр сделан глухим, в нём имеется только клапан для долива масла в систему. С противоположного конца из цилиндра выходит шток с надетым на него пуансоном. В заводских моделях производитель представляет несколько пуансонов, которые позволяют получить трубы с разным радиусом изгиба.
С противоположного конца из цилиндра выходит шток с надетым на него пуансоном. В заводских моделях производитель представляет несколько пуансонов, которые позволяют получить трубы с разным радиусом изгиба.
Труба вставляется в агрегат поперёк хода поршня. Совершая возвратно-поступательные движения рычагом, пользователь нагнетает давление в цилиндре до тех пор, пока шток с пуансоном не упрётся в трубу по центру. По бокам от штока труба удерживается двумя упорами. Выборки на упорах соответствуют профилю трубы: круглому или прямоугольному в сечении.
Диаметр гидроцилиндра и длина рычага подобраны таким образом, чтобы минимизировать мускульное усилие. При качании рычага шток продавливает трубу между упорами. Если нужно получить изгиб большой длины, труба вручную перемещается вдоль всего аппарата.
В ручном аппарате труба или профиль укладываются на два ролика, сверху прижимаются третьим роликом через винт. Винт оснащён длинными рукоятями, что помогает изгибать трубу. Второй ворот смонтирован на одном из роликов, а тот, в свою очередь, связан с другими цепной передачей через шестерни. Вращая роликовый блок, мастер подаёт трубу по механизму, равномерно сгибая её по всей длине. Если полученная кривизна слишком крута либо труба толстостенная, может потребоваться не один проход, а постепенное продавливание за несколько раз.
Вращая роликовый блок, мастер подаёт трубу по механизму, равномерно сгибая её по всей длине. Если полученная кривизна слишком крута либо труба толстостенная, может потребоваться не один проход, а постепенное продавливание за несколько раз.
Для профильной трубы
Профильная труба часто применяется для сборки каркасов теплиц, беседок, ворот и калиток, навесов и много другого.
Поэтому и у владельца гаража или дачного участка рано или поздно встаёт вопрос, как согнуть профтрубу в домашних условиях.
На помощь придёт трубогиб.
Однако готовые решения стоят больших денег. Поэтому лучший вариант – сделать его своими руками.
Для изготовления такого приспособления потребуются следующие инструменты:
- Углошлифовальная машина, в просторечии – болгарка;
- Дрель с набором свёрл по металлу;
- Сварочный аппарат, лучше всего – бытовой электродный инвертор;
- Набор ключей или головок.
Прежде, чем приступать к работе, нужно оформить чертёж будущей гибочной машины, чтобы все детали соотносились друг с другом.
Основными элементами домашнего трубогиба являются:
- Рама, сваренная из стального швеллера или двутавра толщиной не менее 4мм;
- Валы роликов;
- Сами ролики;
- Звёздочки для подключения цепной передачи;
- Цепь для привода со старого велосипеда или газораспределительного механизма;
- Винт, опускающий прижимной ролик;
- Рукоятки вращения прижимного винта и валов – пустотелая стальная трубка или цельный прут;
- Различная фурнитура: гайки, болты, шайбы, гровера, шплинты.
Сразу стоит оговориться, что если у вас в арсенале отсутствуют ролики и валы, изготовить их самостоятельно без токарного станка не представляется возможным. В крайнем случае, можно обрезать существующие металлические стержни до нужных размеров и отшлифовать. В качестве роликов можно использовать бочонки с внутренним отверстием.
Ещё один вариант – старые подшипники. Если их посадить на вал, предварительно разогрев в пламени пропановой горелки, а потом проварить, чтобы они вращались вместе с валом, то получится ролик с идеальной круговой поверхностью.
С центральным роликом
Последовательность действий при сборке самодельного трубогиба с центральным прижимным роликом будет следующей:
- С помощью болгарки раскроите швеллер или двутавр на части нужного размера. Прихватите их точечно, а затем, когда рама будет готова, проварите по всей длине. После из эстетических соображений можно зашлифовать швы заточным кругом.
- Предусмотрите либо ножки из обрезков того же швеллера, либо крепёжные отверстия под болты, которые позволят прихватывать станок к верстаку.
- Просверлите отверстия под валы. Также с помощью дрели и болгарки сделайте прорези в вертикальной части рамы. В них будет ходить вверх и вниз вал прижимного ролика. Вставьте валы с надетыми роликами в проделанные отверстия и зафиксируйте их шплинтами.
- Резьбовое соединение штока прижимного ролика и глухой рамы делается либо с помощью токарного станка, либо с помощью метчика. Помните, что резьбу большого диаметра нарезать очень сложно. Обязательно используйте отработку или иную дешёвую смазку при нарезке резьбы.
- Внешнюю часть валов аккуратно сточите с двух сторон, чтобы на них можно было надеть звёздочки. Цепь надевайте с лёгким провисом, если сделать охват слишком тугим, на преодоление сопротивления будет тратиться дополнительная сила.
- Присоедините к одному из валов рычаг – для фиксации используйте тот же замок, что и для звёздочек. Если есть желание укрепить рычаг на валу – просверлите отверстие и нарежьте внутреннюю резьбу. После вкручивания туда болта рычаг зафиксируется, а выкрутив болт, рычаг всегда можно будет снять для транспортировки. Вращая рычаг, можно будет протягивать заготовку через вальцы. Закручивая прижимной винт, можно изменять радиус кривизны сгибаемой трубы.
Чертежи и размеры самодельной конструкции:
С переломной рамой
Не менее популярным при изготовлении своими руками является схема трубогиба с переломной рамой. Конструктивно он отличается тем, что все ролики в нём неподвижны, то есть только вращаются, но двигаются вверх-вниз.
Давление на трубу происходит путём приподнимания части рамы, где смонтирован один из крайних роликов. Процесс сборки похож на предыдущий, но имеет свои нюансы:
- Раму для переломного трубогиба сделайте не цельной, а состоящей из двух частей. Две части можно соединить шпилькой с двумя гайками.
- Подъём концевого ролика очень удобно осуществлять с помощью винтового подъёмного устройства или домкрата.
- Для вращения звёздочек некоторые умельцы приспосабливают электродвигатель переменного тока или даже бензиновый, снятый с мотоблока или топливного генератора.
Но чаще всего такие агрегаты всё же используют мускульную силу пользователя. В этом случае они не требуют практически никаких ресурсов. В этом их ценность: такое устройство очень просто сложить в багажник автомобиля и привезти на стройку, где ещё нет электричества.
Ниже приведены чертеж и размеры самодельного трубогиба:
Еще пример:
Простой трубогиб
В условиях домашней мастерской можно изготовить несколько типов трубогибов. Многое здесь зависит от потребностей пользователя устройства. В ситуации, когда человеку нужно постоянно гнуть медную трубку небольшого диаметра под прямым углом, изготовление стационарного трубогиба с переломной рамой на основе домкрата представляется излишней тратой времени и сил.
Ниже приведены самые простые и лёгкие в изготовлении виды трубогибов для различных нужд.
Для круглой трубы
Простейший трубогиб с минимумом деталей – это ручное устройство, состоящее из основы, двух шкивов, упора и рычага.
Он предназначен для сгибания труб круглого сечения под прямым углом или меньше.
Основа может быть простой металлической плитой. В ее центре неподвижно крепится шкив. На оси первого шкива закреплён П-образный кронштейн. Конец кронштейна продолжается рычагом, а в середине на очи закреплён второй шкив, который свободно вращается. Внизу от первого шкива располагают упор, который предотвращает проворачивание трубы.
Механизм такого трубогиба предельно прост. Круглая труба вставляется между упором и первым шкивом. Кронштейн одним из краёв касается упора, и труба получается зажатой между двух шкивов. Поворачивая кронштейн рычагом, мастер оказывает давление на конец трубы и постепенно второй шкив описывает окружность вокруг первого, неподвижного. Зажатая между ними труба искривляется по радиусу неподвижного шкива.
Из тисков
Большие стационарные тиски с успехом могут быть использованы вместо прижимного устройства.Задача сборки облегчается тем, что тисковый трубогиб не требует рамы, соединяющей верхний прижимной и нижние упорные ролики. Для него хватит двух швеллеров достаточной глубины, чтобы в стенках можно было просверлить отверстия под валы роликов.
На широком основании монтируются упорные ролики на расстоянии минимум 400-600 мм друг от друга. На узком основании собирается один ролик, вращаемый рычагом достаточной длины. Затем конструкция вставляется в тиски, между роликами помещается труба и затягивается. Вращая рукоять рычага, трубу или профиль протягивают через роликовые вальцы.
Эта модель удобна тем, что является максимально портативной и может извлекаться из ящика с инструментами лишь по необходимости.
Самодельный роликовый
Роликовый трубогиб может иметь различную конфигурацию. Это может быть как простейший ручной механизм, состоящий из двух рычагов, шкива и прижимного ролика, так и достаточно сложное прокатное устройство с электрическим или даже бензиновым приводом.
Ключевой особенностью этого трубогиба являются ролики, которые либо обжимают трубу, прокатываясь по ней, либо сдавливают её с разных сторон. В зависимости от поперечного сечения роликов устройство будет заточено под круглую либо профильную трубу.
В первом случае внутренняя поверхность ролика между двумя гребнями будет вогнутой, во втором – ровной.
Чертежи:
Из домкрата
Гидравлический домкрат удобно использовать для поджима трубы. Его использование оправдано с круглой и профильной трубой из стали, больших диаметров или с толстыми стенками. Учитывая, что гидравлическим домкратом можно вывесить более трёх тонн, получается, что диаметр и толщина трубы, которую вы сможете согнуть, ограничивается скорее конструкцией самой системы и тем, сможете ли вы прокрутить рычаг, протаскивая заготовку.
Чертеж и размеры:
При достаточной длине рычага ручки вращения роликов этот вид трубогиба требует меньше всего физической силы при работе с серьёзными материалами.
Арбалетного типа
В трубогибе арбалетного типа отсутствует механизм протяжки профиля.Он используется, когда изделие гнётся на небольшую длину.
Своё название трубогиб получил за металлическую треугольную раму, расположенную параллельно земле.
В вершинах этой рамы две опоры, ориентированные на круглую либо профильную трубу (это зависит от формы выемки на упорах). В третьей вершине находится шток с пуансоном, то есть дугой, выгнутой наружу. Для прижима пуансона к трубе, которая деформируется между двумя упорами, обычно применяют гидроцилиндр. В быту его легче всего заменить гидравлическим домкратом.
Чертеж самодельного трубогибочного станка арбалетного типа:
Таким образом, для изготовления арбалетного трубогиба, оснащённого гидродомкратом, нужно сварить треугольную раму, в вершинах которой будут располагаться упоры и прижимной шток.
Изготовление компактного трубогиба-улитки
Трубогиб-улитка получил своё название из-за детали, которая служит силовым трафаретом при изгибе трубы.В процессе гибки труба прижимается к улитке специальным роликом, который описывает окружность.
В целом, конструкция такого трубогиба напоминает закаточную машинку для стеклянных банок.
Улитка самодельного агрегата может представлять круг из стали толщиной 3-4 мм, на который ребром приварена спирально закрученная толстая стальная лента. В изготовлении такой улитки не обойтись без пропанового резака, которым греют заготовки, чтоб согнуть, а потом закаляют.
В заводских агрегатах улитка поделена на сегменты, соединённые штифтами или болтами. Каждая из частей улитки может отгибаться, что даёт более крутой и красивый изгиб.
С помощью трубогиба-улитки можно гнуть не только трубу, но и прутья, арматуру, прежде всего, для художественного оформления и для завитков.
Пример можно увидеть на чертеже:
Заключение
Трубогиб – полезный инструмент, который может пригодиться при прокладке металлических трубопроводов в системах отопления и кондиционирования, изготовлении металлических каркасов всевозможных видов и многого другого.
Высокая стоимость на заводские устройства побуждает людей, владеющих навыками ручного труда, к самостоятельному изготовлению трубогибов. Устройства, изготовленные своими руками, ничем не уступают фабричным и могут иметь самую разнообразную конфигурацию.
Трубогиб, трубогиб, трубогиб
Мы — эксперты в области гибки труб с полувековым опытом идеальных изгибов
Трубогибы— это наше самое давнее наследие компании BendPak, и, поскольку они стали источником вдохновения для первой половины нашего названия («Bend»), мы особенно гордимся каждым трубогибом, который мы проектируем, производим и выпускаем. Каждый новый трубогиб опирается на успех своего предшественника, обеспечивая многократные поколения безупречной гибки труб.
После стольких десятилетий работы у нас есть кристально четкое представление о том, что работает, а что нет. Но больше всего на свете для каждого созданного нами трубогиба единственный приоритет — непревзойденная производительность и качество. Специалисты по сборке BendPak и группы НИОКР тестируют каждый гибочный станок, сходящий с конвейера, внимательно исследуя каждую деталь, чтобы убедиться, что он работает так же хорошо или лучше, чем было задумано. Название BendPak уже давно является эталоном качества. Когда дело доходит до гибочного станка BendPak, похоже, что наше имя написано на нем дважды.
Часто задаваемые вопросы
ББ-2 (5115150)
Трубогиб Blue-Bullet с Deluxe 302 Die Package
Встречайте сверхпрочный трубогиб BendPak «Blue-Bullet» для выхлопных труб. Он взлетает, как выстрел, и каждый раз помогает вам достигать производственной цели. Включает комплект штампов и двухфункциональный блок окончательной обработки для прецизионных расширений оригинальных деталей и развальцовки.
от $ 9325 + БЕСПЛАТНАЯ ДОСТАВКА!
Узнать большеКупить
1302BAS-302 (5115180)
3-кнопочное управление / автоматический трубогиб с комплектом штампов Deluxe 302
Серия BendPak 1302BAS состоит из мощных автоматических трубогибов, предназначенных для ускорения процесса гибки.Удобный компактный обжимной пресс с боковой загрузкой включает в себя комплект штампов и двухфункциональный блок окончательной обработки для чрезвычайно точного расширения оригинального оборудования и развальцовки.
От $ 10000 + БЕСПЛАТНАЯ ДОСТАВКА!
Узнать большеКупить
1302BA-302 (5115121)
Цифровой автоматический трубогиб с Deluxe 302 Die Package
Трубогибы серии BendPak 1302BA имеют эргономично расположенную и очень сложную клавиатуру, которая может записывать схемы изгиба для точного и повторяющегося использования.В очень загруженных магазинах автоматический трубогиб сэкономит время и упростит дублирование результатов.
от $ 10680 + БЕСПЛАТНАЯ ДОСТАВКА!
Узнать большеКупить
Большая 3-дюймовая матрица (5105570)
Опционально 300-1 большой комплект 3-дюймовых матриц / 6 компонентов / приобретается с трубогибом
Дополнительный комплект из 6 частей, 3 дюйма, расширяет возможности гибки трубогиба BendPak.
От $ 1150 + БЕСПЛАТНАЯ ДОСТАВКА!
Узнать большеКупить
Поднимите сейчас,
Выплата со временем
с кредитной картой Synchrony Car Care ™.
Удобные ежемесячные платежи упрощают приобретение оборудования.
Учить большеОрган изгиба
Наши гибочные станки мощные, но компания BendPak занимается тем, что расширяет возможности и .Вот почему мы предлагаем полный спектр моделей гибочных станков с различной архитектурой в соответствии с вашим личным стилем гибки. Наша классическая серия ручных гибочных станков Blue Bullet идеально подходит для производителей, которые любят работать своими руками. Мы также предлагаем многофункциональные автоматические и полуавтоматические гибочные станки с цифровым управлением для тех, кому нужна максимальная точность. Или, если вы работаете спиной к стене, обратите внимание на модели с боковой загрузкой. Стандартные и роскошные комплекты штампов BendPak гарантируют, что любой специальный изгиб, который вы собираетесь выполнить, вы сможете выполнить на своем бендере BendPak.Мы занимаемся изготовлением гибочных станков дольше, чем большинство компаний занималось производством гибки, поэтому можно смело называть нас истинными специалистами в области гибки.
Гидравлические цилиндры промышленного назначения
В каждый трубогиб BendPak встроены гидравлические цилиндры промышленного уровня, которые имеют цельный, предварительно установленный, подвергнутый механической обработке стальной поршень, обернутый специально разработанными, нагруженными давлением U-образными поршневыми уплотнениями, подпорками и изнашиваемыми полосами, которые полностью исключают перепуск жидкости. . Микрогладкий хромированный стержень изготовлен из высокопрочной, шлифованной и отполированной микролегированной стали C-1045/50 и покрыт до минимальной толщины.001 «диаметрально, чтобы гарантировать превосходную работу и срок службы цилиндра. Превосходные, высокопрочные, механически нагруженные уплотнения штока делают утечку штока в прошлое, в то время как специально разработанный износостойкий уретановый грязесъемник штока обеспечивает исключительную защиту. Сварной корпус цилиндра Изготовлен из прочных стальных труб, произведенных в соответствии со спецификациями ASTM.Эта комбинация превосходного основного материала и превосходной обработки гарантирует, что цилиндры останутся прямыми, гладкими и служат очень долгое время.Встроенный ограничитель потока обеспечивает управляемый спуск в случае неожиданного разрыва шланга.
Дополнительное пошаговое цифровое руководство пользователя
Наша исчерпывающая программа BendData включает более 10 000 приложений для гибки. Простая компьютерная программная система проведет вас на каждом этапе изготовления выхлопной трубы и выхлопной трубы. Покрытие включает отечественные и легкие грузовики еще с 1965 года.
Трубогибы — Металлообработка
В Baileigh мы являемся экспертами в области трубогибов с более чем 15-летним опытом инноваций.Что отличает наши трубогибы от трубогибов? Запатентованная конструкция, позволяющая экономить время, прочная конструкция и широкий выбор вариантов — от самого маленького ручного трубогиба до самого большого вальцегибочного станка с ЧПУ.
Подробнее Читать меньшеРучные роторные ленточнопильные машины Посмотреть все
Нужно изготавливать единичные детали? Выбирайте недорогой ручной трубогиб. Наша конструкция позволяет изгибать трубу на 180 °, не перемещая фиксирующие штифты.Эти гибочные машины начального уровня имеют стальную или чугунную раму. Подробнее о Ручные ротационные ленточнопильные машины
Гидравлический роторный ленточнопильный станок Просмотреть все
Сделанные в США, наши гидравлические трубогибы позволяют выполнять производственные партии поручней, шасси, каркасов безопасности и многого другого. Дизайн без помощи рук и съемные инструменты сэкономят время в вашем магазине. Подробнее о Гидравлический ротационный ленточнопильный станок
Наш автомобильный глушитель включает полный набор инструментов для гибки, развальцовки, развальцовки и обжимки труб глушителя.Эта машина может сократить аутсорсинг и увеличить прибыль вашей автомастерской. Подробнее о Выхлопные трубы
Изготовленный из тяжелой стали, каждый станок для гибки труб на оправке Baileigh может сгибать тонкостенные трубы в узкие радиусы. Наша линия варьируется от небольших ручных моделей до автоматических станков для гибки стержней для промышленного производства. Узнать больше о Станки для гибки стержней
Вальцегибочные станки позволяют создавать широкие изгибы с большим радиусом.Мы предлагаем ручные вальцегибочные станки (для малых диаметров), гидравлические вальцегибочные станки (большие и толстые трубы) и вальцегибочные станки с ЧПУ (сложные гибы и высокая производительность). Узнать больше о Вальцегибочные машины
Трубогиб и его особенности
Инструмент для гибки труб
Формирование плавного угла, частичного изгиба или окружности очень часто требуется при изготовлении самых разнообразных металлических конструкций из профильной трубы.Сделаем акцент на том, что все трубы изначально делаются прямыми. Часто гораздо удобнее сделать изгиб трубы соответствующей конфигурации после измерений на месте, но не покупать готовые изгибы трубы. Вот почему на небольших предприятиях все чаще закупается специализированное оборудование: трубогибочный станок или ручной трубогиб.
«Следует отметить, что современный трубогиб достаточно прост в эксплуатации и для работы с ним не требуется значительных физических усилий.Например, предлагаемые ручные трубогибы BlackSmith оснащены рычажным механизмом. Кроме того, у нас есть ряд трубогибочных машин с гидравлическим или электрическим приводом, создающим необходимое усилие ».
Трубогибы — основной функционал
Принцип работы трубогибов всех типов примерно одинаков. В трубогибе для металлопроката, как правило, предусмотрены две рабочие зоны. Каждая из рабочих зон имеет различное расстояние между опорными валами, что увеличивает функциональность станка или ручного инструмента.Трубы для производства изделий с меньшим радиусом изгиба обрабатываются с одной стороны, а с большим радиусом — с другой. Также на станке можно гнуть брус о край.
Ручной трубогиб выполняет следующие операции: гибку дуги и гибку колец. Небольшой вес (65 кг) позволяет транспортировать ручной трубогиб к месту монтажа легких металлоконструкций (теплицы, двери, ворота и т. Д.). Параметры материалов, обрабатываемых ручным трубогибом: труба Ø 30 мм, труба 40×40 мм, плоскость 40×10 мм, квадрат 16×16 и стержень Ø 16 мм.Диапазон обрабатываемого металла может быть расширен за счет различных оправок.
Электрическая трубогибочная машина используется для гибки труб различного поперечного сечения в промышленных масштабах и при интенсивной эксплуатации. Высокая производительность электротрубогибов достигается за счет дополнительных функций, таких как вращение валов в обоих направлениях (реверс) и управление ножными педалями или кнопками на панели управления.
При этом сравнительно невысокая стоимость нашего трубогибочного инструмента позволяет приобретать его даже для небольшого производства.Возможности электрогибочных станков: гибка шпата из круглой трубы Ø 30 мм и квадратной трубы 80 х 40 мм, а также из квадрата 16 х 16 мм и прутка Ø 16 мм.
Также электрические трубогибочные станки оснащены дополнительными съемными оправками для каждого конкретного случая, чтобы соответствовать диаметру или конфигурации поперечного сечения трубы.
Кольцевой трубогиб для тяжелых условий эксплуатации на Grizzly.com
Прекрасное дополнение к любой мастерской слесаря.
Трубогиб с кольцевым роликом G0792 можно использовать для создания дуг, окружностей и спиралей.
Это достигается за счет подачи трубы вперед и назад через машину с постепенно увеличивающейся силой, прилагаемой верхним роликом.
G0792 может изгибаться с передней бабкой в вертикальном или горизонтальном положении.
Как правило, горизонтальное положение требуется только при гибке очень длинных заготовок, которые могут создавать ограниченное пространство в вертикальном положении.
Идеально подходит для изготовления поручней морских и винтовых лестниц, изогнутых алюминиевых оконных рам, мотков труб, декоративных металлических изделий и многого другого.
Благодаря надежному двигателю мощностью 2 л.с. и диаметрам верхнего и нижнего валков 3-13 / 16 дюймов, эта электростанция может обрабатывать трубы номиналом до 1-1 / 8 дюйма, 1-9 / 16 дюймов x 1-9 / 16 дюймов. Квадратная низкоуглеродистая сталь размером 1/16 дюйма, низкоуглеродистая сталь с C-образным каналом 2 дюйма x 1 дюйм x 1/8 дюйма и цельная низкоуглеродистая сталь диаметром 5/8 дюйма.
Внешняя подставка с ножным управлением вперед / назад и двойным аварийным остановом была разработана с учетом простоты использования и безопасности.
Как и все машины Grizzly, G0792 поставляется с годовой гарантией, которая распространяется на детали и гарантирует, что устройство не имеет заводских дефектов. (Гарантия не распространяется на расходные материалы.)
Руководство G0792 было написано нашим отделом технической документации в США и содержит полезную информацию.
Полное и легкое для чтения руководство содержит подробные инструкции по сборке и обслуживанию вашего гибочного станка.
Команды обслуживания клиентов и технической поддержки Grizzly: U.С. на основе.
Детали и принадлежности для трубогибочного станка доступны в Интернете и отправлены со склада запчастей Grizzly в Спрингфилде, штат Миссури.
Изготовлено на заводе ISO 9001
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
- Двигатель: 2 л.с., 220 В, однофазный, 8,6 А
- Количество ведомых валков: 2
- Диаметр верхнего рулона: 3-13 / 16 «
- Диаметр нижнего рулона: 3-13 / 16 «
- Диаметр вала: 1,18
- Вертикальное перемещение верхнего вала: 3-1 / 2 «
- Расстояние между центрами нижних валов: 10-3 / 4 «
- Вместимость:
Квадратная низкоуглеродистая сталь: 1-9 / 16 «x 1-9 / 16» x 1/16 «
C-образная низкоуглеродистая сталь: 2″ x 1 «x 1/8» - Минимальный внешний радиус: 11-3 / 4 «
- Максимальная скорость гибки: 14.8 FPM
- Метод управления: электронная ножная педаль
- Приблизительный вес в упаковке: 626 фунтов
Для раскатки сложной дуги требуются вспомогательные ролики, которые не поставляются с G0792. Посетите Grizzly.com для получения дополнительных матриц для круглых материалов.
JD2. Трубогиб
Трубогиб Model 32 — это, по сути, сверхпрочная версия модели 3
. Однако, когда мы изначально проектировали его в середине 1980-х годов, это был механический трубогиб, ориентированный на производителей гоночных автомобилей, которым требовался доступный по цене трубогиб, который по-прежнему производятся качественные гибы.Гидравлика была добавлена только спустя годы.
Перенесемся на 25 лет вперед, и строители поменяли передачи. Теперь строителям гусеничных машин необходимо изгибать трубы с наружным диаметром 2 дюйма x 0,250 дюйма, и теперь тонкостенные трубы стали более распространенными, чем тогда. Мы знали, что основной принцип Model 3 практически невозможно превзойти, поэтому ответ был — просто сделать его лучше. Модель 32 — результат.
Различия между двумя гибочными станками заключаются в следующем: прочность рамы увеличена более чем вдвое, а штифты из сплава диаметром 7/8 дюйма и 100 000 фунтов на квадратный дюйм были модернизированы до диаметра 1 1/4 дюйма.
Был разработан механизм блокировки штампа, который помогает изгибать как тонкостенные, так и очень толстостенные трубки, предотвращая расслабление штампа, когда он не изгибается. Пружинная отдача — это причина №1 сморщивания тонкостенных трубок. Модель 32 с самого начала была разработана для механической или гидравлической работы. Его гидравлический поворотный блок вращается вокруг истинной центральной оси цилиндров, тем самым устраняя боковую нагрузку на гидроцилиндр во время гибки. Это значительно продлевает срок службы цилиндра. Теперь также встроена цельная стальная вилка гидроцилиндра с быстроразъемным штифтом.Храповик для предотвращения пружинения теперь входит в комплект поставки гибочного станка. Это позволило нам разработать новую систему рычагов с храповым механизмом с уменьшением усилия изгиба более чем на 20%. Геометрия самого гибочного станка была изменена, чтобы лучше использовать следящие планки нового поколения 3, что обеспечило лучший изгиб.
Размеры болтов и втулок приводной тяги увеличены с 1/2 дюйма до 3/4 дюйма, чтобы выдерживать дополнительную нагрузку.
ПРОЧНАЯ СТАЛЬНАЯ КОНСТРУКЦИЯ — Разработана с учетом долговечности и доступности.Все детали на 100% обработаны на станке с ЧПУ. Звенья рамы изготовлены из стали толщиной 3/4 дюйма, а звенья привода — из холоднокатаной стали толщиной 1/2 дюйма. По сравнению с штифтами диаметром 7/8 дюймов в Model 3, в Model 32 используются штифты из сплава увеличенного диаметра 1 1/4 дюйма, 100 000 фунтов на квадратный дюйм, для преодоления жестких изгибов. Гибочные штампы с быстрой заменой изготавливаются на станке с ЧПУ из цельных стальных заготовок и имеют пожизненную гарантию от поломки. Стальные штампы устраняют проблемы, характерные для алюминиевых штампов других производителей, такие как разрыв и растекание канавок при гибке хромомолибденовых трубок 4130.
БОЛЬШАЯ ПРОИЗВОДИТЕЛЬНОСТЬ — Сгибает круглые трубы и трубы с наружным диаметром от 1/2 до 2 1/2 дюймов. и квадратные трубки от 1/2 до 2 дюймов. Этот гибочный станок рассчитан на изгиб стальных труб DOM с наружным диаметром 2 дюйма x 0,250 дюйма. Также можно изготавливать сплошную сталь диаметром до 1 1/2 дюйма. ПРИМЕЧАНИЕ: Для гибки круглых труб с наружным диаметром более 2 дюймов. стенка x .120 дюймов, квадратные трубки диаметром более 1 1/2 дюйма или твердые частицы диаметром более 1 дюйма требуют гидравлики.
* НАБОРЫ ПЛАСТИК ПРОДАЕТСЯ ОТДЕЛЬНО *
ПРОСТОТА ЭКСПЛУАТАЦИИ — Модель 32 использует храповой механизм с большим передаточным числом чтобы вы могли удобно изгибать трубки большего размера без посторонней помощи.Например, средний оператор может согнуть круглую трубку из низкоуглеродистой стали размером 1 3/4 дюйма на 0,095 дюйма одной рукой и трубу размером 1 дюйм x 0,065 дюйма одним пальцем. Плашки можно заменить менее чем за 30 секунд. При использовании храпового механизма время изгиба обычно находится в диапазоне 30-60 секунд для труб с внешним диаметром 1 дюйм и выше. Гидравлика может быть немного медленнее или быстрее в зависимости от выбранного силового агрегата.
ВЫСОКАЯ ТОЧНОСТЬ — Со стандартным колесом индикатора градусов на каждой модели 32 для точного изгиба достаточно просто смотреть на указатель до тех пор, пока не будет достигнута желаемая степень изгиба.Высококонтрастная желтая маркировка на черном колесе обеспечивает отличную читаемость при изгибе.
МЕХАНИЗМ БЛОКИРОВКИ ПЛАСТИНЫ — Стандартным для каждой модели 32 является механизм блокировки штампа. По мере вращения штампа при изгибе приводные отверстия в штампе проходят под стопорным штифтом. Когда приводное отверстие находится ниже стопорного штифта, оно опускается в приводное отверстие, и когда давление снимается с гибочного станка, вращение матрицы блокируется в этом положении. Когда изгиб возобновляется, аппарель, врезанная в стопорный штифт, автоматически поднимет штифт из приводного отверстия.Этот механизм в сочетании с входящим в комплект храповым механизмом, препятствующим пружинению, позволяет модели 32 лучше изгибать тонкостенные трубки, а также трубки большего диаметра, такие как 2 «наружный диаметр x 0,250» стенки DOM.
УКАЗАТЕЛЬ ГРАДУСОВ — Стандарт на каждой модели 32 представляет собой индикаторную пластину для быстрой регулировки градуса. Просто ослабьте нижнюю гайку, поверните колесо градуса до нуля градусов и усилием пальца затяните в нужном положении.
РУЧКА ДЛЯ ТЕЛЕСКОПИРОВАНИЯ 36 «- Входит бесплатно в ручную версию гибочного станка.Новая конструкция имеет вдвое большую площадь опоры по сравнению с предыдущим типом для увеличения срока службы и обеспечивает достаточное усилие для труб размером до 1 3/4 дюйма. Однако, если требуется большее усилие для более жестких изгибаемых приложений, теперь вы можете просто получить более длинный кусок стандартной 1-дюймовой трубы сортамента 40 и вставьте его в храповой рычаг. Стандартно поставляется с вытяжным штифтом, поэтому ручку можно убрать, когда она не используется, что позволяет сэкономить ценное пространство на полу.
НОВОЕ ПОКОЛЕНИЕ СЛЕДУЮЩИЕ БРУСЫ 3 — Они вдвое легче, чем старые модели, и в них используются вставки на болтах, которые в среднем на 243% прочнее.Подушечки пластин обрабатываются с точностью до 1/1000 градуса до теоретически идеального угла для оптимального качества гибки. Вкладыши изготовлены из не заедающего материала подшипника, чтобы не поцарапать дорогой материал. Также доступны вставки из делрина для использования с алюминием. Роликовый штифт удерживает ведомую планку в нужном положении при загрузке труб. Имея более 600 часов на исследования и разработки и подготовку инструмента, мы уверены, что это лучшие наборы штампов на рынке сегодня.
Гидравлическая версия
ГИДРАВЛИЧЕСКИЙ ЦИЛИНДР С ЦЕНТРАЛЬНЫМ ПОВОРОТОМ — Гидравлический поворотный блок вращается вокруг истинной центральной оси цилиндров, тем самым устраняя боковую нагрузку на гидроцилиндр во время гибки.Это значительно продлевает срок службы цилиндра. Теперь также встроена цельная стальная вилка гидроцилиндра с быстроразъемным штифтом.
ГИДРАВЛИЧЕСКИЙ гибочный станок модели 32 Включает:
1. Гибочный станок
2. Градусная пластина
3. Цилиндр
ГИДРАВЛИЧЕСКИЙ гибочный станок модели 32 не включает насос, который необходимо приобретать отдельно. Мы предлагаем как пневматические / гидравлические, так и электрические насосы.
Квадратный трубогиб для гибки труб
Наши трубогибочные машины, например, могут специализироваться на следующих областях применения.Если вам нужно специальное решение для гибки или правки труб для вашего трубного проекта — возможно, это будет возможно со Stierli Bieger.
Гибка газовых и водопроводных труб
Газовые и водопроводные трубы можно гнуть на гибочном станке Stierli с помощью стандартных инструментов для гибки труб. Для каждого размера трубы используется отдельный сегмент гибки.
Наряду с трубами, соответствующими стандарту DIN EN _______, трубы для перил можно гнуть без оправки. Однако эти трубы имеют больший радиус изгиба.
Изгиб нержавеющих труб невозможен. Такие трубы всегда необходимо гнуть на оправке.
Гибка газовых труб на стандартном трубогибе выполняется быстрее, чем на станке для гибки труб на оправке.
Гибка прямоугольных / квадратных труб
Гибка прямоугольных или квадратных труб может выполняться с помощью специального инструмента. При этом трубка изнутри слегка сжимается, чтобы материал мог течь.
Эта процедура гибки труб очень экономична и быстрее, чем на станке для гибки труб на оправке.
Колено американской трубы
При гибке квадратных или прямоугольных труб внутренняя часть слегка сжимается, чтобы материал мог течь контролируемым образом. Это также известно как «американский изгиб трубы».
Эта процедура часто используется, когда такие трубы требуют экономичного изгиба. Таким образом, не требуется дорогостоящая машина для гибки стержней, и процесс гибки также выполняется быстрее.
Трубы плоские
Трубы могут быть плоскими в металлической или стальной конструкции.Плоские трубы можно использовать, например, для изготовления распорок.
Гибка тяжелых труб большого диаметра до 400 мм
Трехвалковые гибочные машины для большего диапазона диаметров очень дороги или даже не производятся производителями трехвалковых гибочных станков.
Если радиус изгиба не должен быть слишком маленьким, такую трубу можно также пошагово согнуть на гибочном прессе Stierli.
Большие диаметры> 400 мм по запросу.
Трубы складные
Мы создали решения для гибки труб в металлических и стальных конструкциях. В результате можно сэкономить на трудоемких работах по распиловке и сварке.
Процесс гибки труб при вытяжке
Более тонкие трубы и трубы меньшего радиуса можно гнуть, чем на стандартной трубогибочной машине (процесс гибки труб под давлением). Процесс гибки труб с вытяжкой имеет еще несколько возможных применений, чем процесс гибки под давлением.
Для гибки труб мы можем порекомендовать вам, например, следующие станки:
Руководство по проектированию гибки труб | Listertube Tube Engineering Services
Типы гибки труб
Чтобы понять оптимальные конструктивные характеристики для гибки труб и производства манипуляций, важно понимать различные методы гибки труб.Существует три основных подхода, известных соответственно как гибка под давлением, гибка с вытяжкой и гибка валком.
Гибка компрессионных труб
Сгибание компрессионной трубки похоже на сгибание медной трубки вокруг колена; вы удерживаете один конец трубки неподвижно и придаете ей форму вокруг первого (в данном случае колена). Следующим шагом будет простой ручной инструмент для гибки труб, который часто используется сантехниками для изготовления медных труб. Для изготовления более сложных многогибочных компонентов, для труб небольшого диаметра, где их можно гнуть вручную, приспособления для ручной гибки используют гибку сжатием.Могут быть изготовлены довольно сложные формы.
Как только мы перейдем к материалам большего диаметра и более жестким материалам, таким как сталь, мощность станка станет существенной, и гибка с вытяжкой станет обычным методом формования. Ключевое отличие состоит в том, что инструмент тянет или протягивает трубу вокруг бывшего инструмента. Фактически, вместо того, чтобы зажимать трубу позади каркаса, она прижимается к каркасу, а зажим и каркас вращаются вместе с трубкой, протянутой вокруг каркаса по дуге позади него, просто прижимаясь к каркасу прессом.
Как следует из названия, пресс-форма не зажимает трубку, а просто прижимает ее к штампу, но трубку можно протянуть мимо нее. Изгиб при вытяжке решает некоторые проблемы сжатия, которые могут возникнуть при изгибе на сжатие.
Тяговая гибка
Тягово-гибочные станки могут быть простыми с ЧПУ (с числовым управлением) или полностью с ЧПУ (с числовым управлением от компьютера). Важнейшие соображения для нашей цели заключаются в том, что инструмент для гибки должен точно захватывать трубу, чтобы протягивать ее по изгибу; это означает, что инструмент должен соответствовать внешнему диаметру трубы; и центральный каркас, вокруг которого протягивается труба, должен соответствовать требуемому изгибу; это означает, что инструмент должен соответствовать радиусу изгиба готовой трубы.
Некоторые тонкостенные (в зависимости от диаметра или спецификации материала) трубки могут разрушиться при изгибе, и в процессе гибки с вытяжкой (в отличие от изгиба сжатием) можно поддерживать трубку в точке, где происходит изгиб, вставляя оправку по центру трубы. По этой причине изгиб под вытяжкой иногда называют изгибом на оправке.
Валковая гибка
Если вам нужен очень пологий изгиб, т. Е. Большой радиус кривизны, то вытяжное изгибание становится невозможным, поскольку размер инструмента (и станка, на котором он устанавливается) становится недопустимым.Именно здесь вступает в игру валковая гибка, иногда называемая толкающей гибкой.
Он работает, проталкивая трубку, как правило, через три ролика — два с одной стороны трубки и один между ними с другой. Если ролики слегка опираются на трубку, то очевидно, что она просто пройдет через них без изгиба, но по мере увеличения давления роликов трубка начнет деформироваться, становясь вогнутой на стороне одного ролика, поскольку два внешних ролика пытаются протолкните его вокруг внутреннего ролика.