Как заточить сверло по металлу своими руками от теории к практике
- Как понять, что сверло затупилось
- Как заточить сверло по металлу
- Немного теории
- Конструкция сверла
- Параметры, которые нужно восстановить
- Зависимость угла заточки от обрабатываемого материала
- Инструменты для проверки правильности заточки
- Способы заточки по выведению задней плоскости
- Способы заточки по количеству скосов на режущей кромке
- Подточка перемычки и ленточки
- Правила заточки
- Заточка сверла на точиле
- Видео инструкция по заточке
- Немного теории
- Как продлить срок службы сверла
Во время работы режущие кромки сверла постепенно притупляются, снижается его эффективность, увеличивается нагрев и время сверления. Сделать инструмент снова пригодным к работе можно самостоятельно, если разобраться, как заточить сверло.
Наточить сверло можно в домашних условиях, но лучше, если это делать в мастерской или оборудованной подсобке, где установлено точило.
Восстановить остроту режущих кромок можно на обычном абразивном бруске, но это будет долгая и неблагодарная работа, на которую уйдет много времени и нервов. Для этого лучше подойдут следующие инструменты:
- обдирочно-заточный станок, по-простому называемый точилом;
- болгарка с установленным шлифовальным абразивным кругом;
- профессиональный станок для заточки сверл;
- специальная насадка на дрель для заточки сверл;
- другие приспособление для заточки сверл изготовленные своими руками.
Как понять, что сверло затупилось
Не стоит доводить инструмент до сильного затупления, т.к. затупившееся сверло быстрее нагревается, излишний нагрев может привести к его поломке. При поломке инструмента извлечь оставшиеся в отверстии части не всегда получается, что приводит к порче детали. К тому же осколки разлетаются в разные стороны и могут травмировать работника.
Признаки износа режущих кромок:
- быстрый нагрев сверла;
- появление скрипящего звука во время сверления;
- увеличивается время работы;
- на ощупь режущая кромка становится гладкой, округлой;
- появление заусенцев, сколов, неровностей на режущих поверхностях;
- степень износа хорошо видно, если смотреть через увеличительное стекло.
Как заточить сверло по металлу
Сам процесс заточки сверл по металлу не сложен и выполняется за пару минут, но только при наличии подходящего инструмента после беглого изучения теории и небольшой практики.
Немного теории
Для начала нужно разобраться с конструкцией инструмента и понять, каких его характеристики нужно будет восстановить, какие сохранить не испортив. В процессе понадобится инструмент для проверки углов и длин режущих кромок.
В процессе понадобится инструмент для проверки углов и длин режущих кромок.
Конструкция сверла
Сверло по металлу состоит из: хвостовика и рабочей части. Эти две части изготавливаются из разных металлов, которые соединяется в одну заготовку с помощью сварки. Хвостовик выполнен из стали, не подвергшейся закалке.
Рабочая часть выполняется из быстрорежущей закаленной инструментальной стали. Её можно условно разделить на несколько частей: калибрующую и режущую. На рабочей части находятся следующие элементы конструкции:
- две режущие кромки;
- две задние поверхности (затылок), идущие назад под наклоном от режущих кромок;
- две передние поверхности, находящиеся под режущей кромкой и переходящие в канавку для отвода стружки;
- перемычка на вершине между режущими кромками и задними поверхностями;
- две канавки для отвода стружки;
- две спинки, образующие внешнюю поверхность сверла;
- две ленточки, находящиеся на спинках.


Режущая кромка образуется на пересечении поверхностей передней части (канавки) и задней части (затылка). Для восстановления остроты режущей кромки на точиле или другим инструментом обрабатывается именно задняя поверхность.
В процессе работы тупятся именно режущие кромки. При заточке нужно восстановить их остроту, геометрию, а так же угол при вершине между задней и передней частью.
Параметры, которые нужно восстановить
При правильной заточке сверла по металлу нужно восстановить следующие его параметры:
- Угол при вершине. Его образуют режущие кромки на пересечении с перемычкой. Значение угла должен быть, в пределах 116° — 118°. Но это значение не строгое, для работы с материалами разной твердости и вязкости оно может быть в пределах от 60° до 150°. Есть и частные случаи, при которых он достигает 180°.
- Угол между режущей кромкой и осью. Он составляет половину значения угла при вершине, т. е., примерно, 58° — 59°, если значении угла при вершине 116° — 118°. Он должен быть одинаковым для каждой из двух режущих кромок. Это очень важно, т.к. при его несимметричности работать будет только одна кромка, сверло будет быстро изнашиваться неравномерно, сильнее греться, хуже врезаться в материал.
- Форма и длина режущих кромок. Длины режущих кромок должны быть равны с двух сторон. Длина кромки измеряется от центра перемычки до края (боковой вершины). Если длины режущих кромок будут разными, то появится биение при сверлении, а диаметр отверстия будет больше номинала, указанного на сверле. В редких случаях режущие кромки намеренно делают разной длины, чтобы получить отверстие немного больше номинального диаметра.
- Задний угол резания. Один из важнейших параметров при восстановлении, если его не соблюсти, то производительность сверления может уменьшиться несколько раз, вплоть до полной потери работоспособности. В зависимости от обрабатываемого материала он может изменяться в пределах от 7° до 17°.
 е., примерно, 58° — 59°, если значении угла при вершине 116° — 118°. Он должен быть одинаковым для каждой из двух режущих кромок. Это очень важно, т.к. при его несимметричности работать будет только одна кромка, сверло будет быстро изнашиваться неравномерно, сильнее греться, хуже врезаться в материал.
е., примерно, 58° — 59°, если значении угла при вершине 116° — 118°. Он должен быть одинаковым для каждой из двух режущих кромок. Это очень важно, т.к. при его несимметричности работать будет только одна кромка, сверло будет быстро изнашиваться неравномерно, сильнее греться, хуже врезаться в материал.
Зависимость угла заточки от обрабатываемого материала
Значение угла заточки при вершине и заднего угла резания при работе с металлом и другими материалами может отличаться в большую или в меньшую сторону. Чем меньше угол при вершине – тем длиннее режущая кромка, что положительно сказывается на теплоотводе, стойкости сверла. С уменьшением угла снижается прочность, а при его увеличении будет сложнее удерживать инструмент по центру в начале сверления.
Значение угла при вершине необходимо выбирать, отталкиваясь от твердости материала, который нужно обрабатывать. Чем материал тверже — тем больше должен быть угол при вершине.
Угол при вершине 118° ±2° с задним углом от 7° до 12° считается универсальным, их имеют в виду, когда говорят о спиральном сверле по металлу без указания материала для обработки. Именно эти углы именно эти углы мы будем рассматривать в данной статье для примера, как типовые.
Таблица с углами заточки сверла по металлу, рекомендованными при работе с разными материалами:
| Обрабатываемые материалы | Углы при вершине | Задний угол резания |
|---|---|---|
| Мягкие породы дерева, резина, мягкие волокнистые материалы, пластмассы | 60° | 12°-15° |
| Твердые сорта дерева, бакелит, твердые резины, твердые волокнистые материалы, мягкий чугун (ковкий чугун) | 90° | 12°-15° |
| Жаропрочные и коррозионностойкие стали и их сплавы, нержавейка | 127° | 12°-14° |
| Инструментальная сталь | 118°-150° | 7°-15° |
| Медь | 100°-118° | 12°-15° |
| Медные сплавы | 118°-150° | 12°-15° |
| Алюминиевые сплавы | 90°-140° | 12°-17° |
| Магниевые сплавы | 70°-118° | 12° |
| Титановые сплавы | 135°-140° | 12° |
Конструкционные и мягкие стали, чугун, твердая бронза. При работе с чугунным литьем на сверлах диаметром от 12 мм выполняется двойная заточка с углом переходной кромки 70°-75°. При работе с чугунным литьем на сверлах диаметром от 12 мм выполняется двойная заточка с углом переходной кромки 70°-75°. | 118° ±2° | 7°-12° |
Инструменты для проверки правильности заточки
Для проверки правильности углов и длин пользуются разными измерительными инструментами: транспортиром, угломером, штангенциркулем линейкой и т.д. Так же можно использовать шаблон для заточки сверл, на котором уже есть все правильные углы и нанесена шкала для проверки дин кромок. Такие шаблоны для проверки можно купить в магазине, но найти их в продаже будет сложно.
Шаблон для проверки заточки можно изготовить своими руками из листовой стали, жести или нержавейки по образцам шаблонов из магазина на изображениях выше, нанести на него разметку метчиком или алмазным карандашом. Либо сделать самый простой шаблон из двух или трех гаек. Гайка идеально подходит для этих целей, т.к. она является правильным шестиугольником, каждый внутренний угол которого равен 120 градусам. При соединении двух гаек угол между их гранями так же будет равен 120 градусам.
При соединении двух гаек угол между их гранями так же будет равен 120 градусам.
Такое приспособление подойдет только чтобы проверить угол при вершине. Гайки можно скрепить на сварку или на термоклей. Для этого гайки нужно нагреть, чтобы об них плавился термоклеевой стержень, намазать термоклеем, плотно прижать друг к другу и держать их так, пока они не остынут. Несмотря на кажущуюся хлипкость, скрепленные термоклеем гайки будут держаться очень крепко.
Сверла и гайки Углы гайки и связки гаек Проверка угла заточки при вершине сверла связкой гаекСпособы заточки по выведению задней плоскости
Существует несколько основных способов правильной заточки свёрл. Они отличаются по способу выведения задней плоскости, ее геометрией, сложности выполнения и итоговым характеристикам инструмента:
- Одноплоскостная заточка. Способ, при котором вся задняя поверхность образует одну плоскость под углом равным заднему углу резания. Применяется для свёрл диаметром до 3 миллиметров включительно, для которых сложно выполнить заточку по двум плоскостям. При этом задний угол резания выбирается в диапазоне от 15° до 25°. Если сделать его меньше, то задняя часть начинает задевать обрабатываемый материал и препятствовать сверлению. Его можно применять для сверл диаметром более 3 мм, при этом задний угол резания выбирается в зависимости от обрабатываемого материала 7° — 17°. Но придется удалить затылочную часть, сделав дополнительный скос под углом 15° — 25°.
- Двухплоскостная (двухгранная). На задней поверхности зуба по отдельности затачиваются две плоскости под разными углами. Первая прилегает к режущей кромке и образует задний угол резания под углом 7° — 17°, выбираемым для обрабатываемого материала. Вторая плоскость стачивается под углом от 25° до 40°. Ребро пересечения плоскостей проходит через ось сверла под углом от 0 до 40° к главной кромке. Большой задний угол второй плоскости уменьшает осевую силу и увеличивает точность сверления, но резкий наклон ослабляет режущий клин, уменьшает его жёсткость и ухудшает теплоотвод. Поэтому для работы с высокопрочными материалами выбирают угол 25° — 30°, для средней и низкой прочности 35° — 40°.
- Коническая (криволинейная). Наиболее распространенный способ, который мы и будим рассматривать далее. Задний угол при такой заточке плавно увеличивается от режущей кромки и по всей задней поверхности. Т.е. задняя поверхность становится не одной прямой плоскостью, а приобретает криволинейную форму. У режущей кромки угол должен соответствовать значению от 7° до 17°, выбранному для обработки конкретных материалов. Выполнить коническую заточку сложнее, чем прямолинейные, потребуется больше практики чтобы «набить руку». В процессе слегка подкручивают хвостовик сверла сверху вниз, за счет чего на задней поверхности создается округлая форма, по форме напоминающая конус.
 Применяется для свёрл диаметром до 3 миллиметров включительно, для которых сложно выполнить заточку по двум плоскостям. При этом задний угол резания выбирается в диапазоне от 15° до 25°. Если сделать его меньше, то задняя часть начинает задевать обрабатываемый материал и препятствовать сверлению. Его можно применять для сверл диаметром более 3 мм, при этом задний угол резания выбирается в зависимости от обрабатываемого материала 7° — 17°. Но придется удалить затылочную часть, сделав дополнительный скос под углом 15° — 25°.
Применяется для свёрл диаметром до 3 миллиметров включительно, для которых сложно выполнить заточку по двум плоскостям. При этом задний угол резания выбирается в диапазоне от 15° до 25°. Если сделать его меньше, то задняя часть начинает задевать обрабатываемый материал и препятствовать сверлению. Его можно применять для сверл диаметром более 3 мм, при этом задний угол резания выбирается в зависимости от обрабатываемого материала 7° — 17°. Но придется удалить затылочную часть, сделав дополнительный скос под углом 15° — 25°. Поэтому для работы с высокопрочными материалами выбирают угол 25° — 30°, для средней и низкой прочности 35° — 40°.
Поэтому для работы с высокопрочными материалами выбирают угол 25° — 30°, для средней и низкой прочности 35° — 40°.Есть и другие способы заточки, они отличаются как оборудованием, на котором их можно выполнять, так и получающейся в итоге формой задней части зуба:
- винтовой и его подвиды: винтовой с заострением, сложно-винтовой;
- цилиндрический;
- эллиптический;
- фасонный.

Винтовые способы применяются в станках для изготовления и заточки сверл на производстве. Описывать механизм их выполнения нет смысла, т.к. вручную этот процесс повторить не получится. Цилиндрический способ является частным случаем конической заточки и используется очень редко.
Эллиптический способ один из самых простых, но для него нужны полые абразивные камни специфической формы, которые очень быстро изнашиваются. Для фасонной заточки так же нужны абразивные круги разной формы не прямого профиля. Поэтому в данной статье мы их рассматривать не будем.
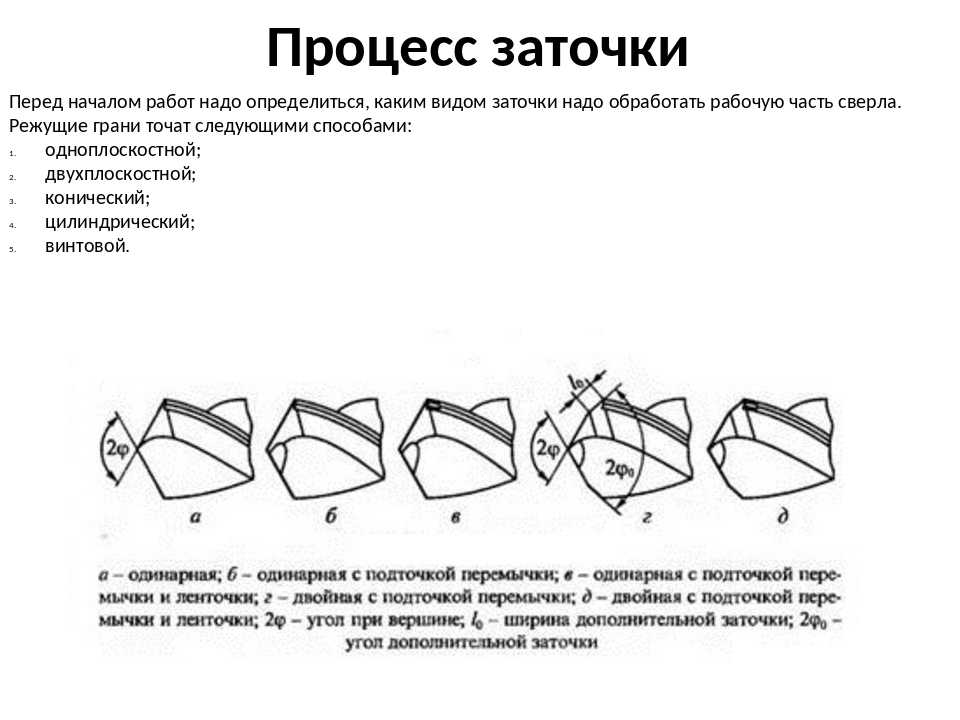
Способы заточки по количеству скосов на режущей кромке
Способы заточки разделяют по количеству образующихся режущих кромок. При этом угол при вершине будет не постоянный – он будет изменяться шагами от большего у центральной вершины к меньшему на боковых вершинах. Делается это для того, чтобы равномерно распределить отвод тепла и уменьшить нагрев инструмента по мере увеличения его диаметра, т.к. режущая кромка греется не равномерно — в центре греется меньше, чем на краях.
Выделяют следующие способы:
- Одинарную (нормальную). Самый распространенный способ, который мы будем рассматривать далее. При нормальной заточке геометрия режущей кромки не меняется – она остается ровной на всем ее протяжении.
- Двойную (двухугловую). Применяют для свёрл диаметром от 12 миллиметров для обработки твердых сталей и чугунных отливок. Заточка выполняется под двумя углами при вершине. Сначала на угол 116° — 140° по всей поверхности режущей кромки, как при нормальной (одинарной). После уменьшаем его на 40° — 50° на длине, соответствующей 1/5 диаметра сверла от внешнего края. При этом образуются две режущих кромки: главная или зона первой заточки и переходная – зона второй заточки. Режущая кромка становится длиннее, за счет чего улучшается теплоотвод, улучшается отвод стружки из-за ее дробления, значительно возрастает стойкость.
В интернете можно встретить такой термин, как трехугловая заточка свёрл, но это, по сути, двухугловая с подточкой ленточки со снятием фаски по всей внешней кромке. Данный способ подточки ленточки применяется как при двухугловой, так и при нормальной заточке.
Подточка перемычки и ленточки
Дополнительно к основной заточке можно подточить перемычку и ленточку. Не обработанная перемычка создает значительное сопротивление сверлению – продвижению сверла вглубь обрабатываемого материала. Чтобы уменьшить сопротивление перемычку подтачивают с двух сторон, но не полностью. Полное стачивание перемычки недопустимо, при этом заточку инструмента придется начинать заново, чтобы ее восстановить.
Есть несколько типов подточки перемычной кромки:
- с канавкой для отвода стружки;
- с увеличением передних углов на кромке перемычки;
- с увеличением передних углов на кромке перемычки и подрезанием задней части зуба;
- со стачиванием части перемычки;
- со стачиванием части перемычки и подточкой режущих кромок;
- с прорезкой перемычки.
Мы будем рассматривать только один способ с увеличением передних углов на кромке перемычки, но выполнять его будем абразивным кругом с прямоугольным профилем, при этом немного будут подтачиваться задние кромки, как в способе с подрезанием задней части зуба.
Подточку перемычки нужно выполнять со стороны канавок по очереди с двух сторон. Сверло устанавливается так, чтобы угол между его осью и подручником был примерно равен 45 градусам. Угол, относительно плоскости боковой поверхности диска выбирается в диапазоне от 0 до 10 градусов в зависимости от обрабатываемого материала, чем мягче материал – тем он больше.
Положение сверла в горизонтальной плоскости для стачивания перемычки Положение сверла в вертикальной плоскости для стачивания перемычкиПеремычку стачивают на глубину 0.1 — 0.15 диаметра инструмента. В результате повышается стойкость, инструмент лучше врезается в материал, повышается производительность сверления, уменьшается усилие подачи. Перемычку можно подточить на сверле любого диаметра, но для диаметров менее 5 миллиметров понадобятся специальные инструменты, например, алмазный надфиль.
При выполнении двухплоскостной заточки подточка перемычки не потребуется, т.к. она при этом уже будет подточена по условию выполнения двухплоскостной заточки.
Ленточка, а точнее ее боковая вершина — это самое уязвимое место сверла и её так же можно подточить, сделав небольшую фаску, что увеличит стойкость инструмента, продлит срок его службы. Подточка происходить по всей длине внешней кромки начиная от боковой вершины на ленточке. Кромка подрезается под углом 6° — 8°, фаска при этом получается шириной 0.1 – 0.2 мм и больше, это зависит от диаметра сверла. Этот способ применяется при диаметре инструмента более 12 мм для обработки твердых и неоднородных материалов.
Снятие фаски на ленточке Фаска, снятая со стороны ленточкиПри работе с материалами, требующими повышенной остроты сверла подрезание фаски на боковой грани и ленточке не выполняется. Для таких работ ленточку нужно подточить со стороны канавки, т.е. передней грани.
Подточка ленточки со стороны канавки Ленточка, подточенная со стороны канавкиПравила заточки
Для заточки сверл в мастерских и на производстве, чаще всего, используют точило, реже специальное оборудование. В процессе восстановления режущей грани нужно придерживаться следующих правил:
- чем твёрже материал, из которого изготовлено сверло, тем с меньшей скоростью следует его обрабатывать;
- нужно соблюдать короткие циклы заточки, за одно касание круга снимать незначительный слой материала, не давая инструменту нагреваться;
- сверло не прижимается сильно к точильному кругу — это увеличит его нагрев;
- периодически охлаждайте сверло, например, в, заранее приготовленной, баночке с холодной водой.
Во время заточки нельзя допускать перегрева сверла, он приведет к растрескиванию, размягчению металла, снижению стойкости инструмента. Понять, что металл сильно греется можно по изменению его цвета.
При заточке поверхности зачищают до тех пор, пока не исчезнут все сколы и зазубрины. Нужно стремиться сделать их идеально гладкими, контролируя при этом все необходимые углы и длины граней.
Заточка сверла на точиле
Спиральные сверла по металлу, чаще всего, точат на точиле, его еще называют наждаком, точильно-полировальным, обдирочно-заточным или просто станком для заточки. Точило используют для обработки металлических заготовок и деталей, их шлифовки и заточки. Оно прекрасно подходит для заточки спиральных и других видов свёрл.
Для заточки понадобится абразивный круг из белого электрокорунда прямого профиля. Его марка должна быть 14А (A) или 25А (WA). Они предназначены для обработки углеродистых, легированных, быстрорежущих и нержавеющих марок сталей, заточки стального закаленного инструмента.
Абразивные круги так же называют наждачными и шлифовальными кругами. Реже их называют наждачными и шлифовальными камнями.
Белые абразивные кругиРабочая поверхность камня должна быть ровной, без закруглений, выбоин и впадин. Если на поверхности есть дефекты, то их нужно устранить правилом, это процесс называется правкой шлифовального круга. При этом его поверхность стачивается, приобретая нужную форму, в данном случае – плоскую.
Для правки шлифовального камня используют алмазные и эльборовые карандаши (вставки), алмазные правящие гребенки, реже пользуются шарошками, подручными материалами, отрезными кругами с алмазным и эльборовым покрытием.
Алмазные правящие гребенки Алмазные карандаши для правки шлифовальных кругов Шарошкодержатель с шарошкамиПроцесс правки шлифовальных кругов разными правящими инструментами хорошо представлен в данном видео ролике:
На точиле должен быть установлен подручник, без него будет сложно выполнить качественную заточку. Подручник — это, чаще всего, металлическая регулируемая платформа, которая устанавливается перед диском для того, чтобы на нее можно было опереться или использовать как направляющую при работе с наждаком.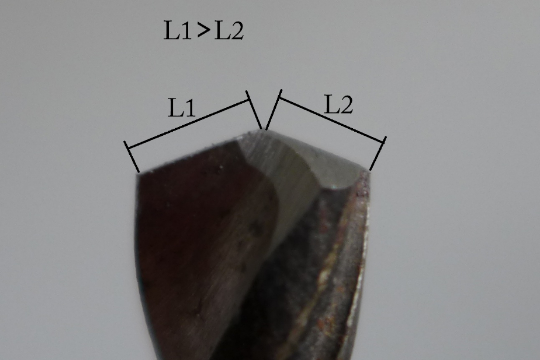
Подручник нужно выставить горизонтально, чтобы его верхняя плоскость была на одном уровне с осью вращения наждачного круга. Зазор между кругом и подручником нужно сделать минимально возможным, зазор в один миллиметр будет идеальным для заточки.
Выставленный подручник на точилеДля примера рассмотрим выполнение конической одинарной заточки с подрезанием перемычки. Т.к. данный вид заточки, хоть и не самый простой, но самый распространенный и подходит для восстановления остроты свёрл диаметром от 3 миллиметров.
Убедитесь в том, что на точило установлен камень из белого электрокорунда, его геометрия выправлена, а подручник установлен на одном горизонтальном уровне с осью вращения абразивного круга и на расстоянии в 1 мм от его поверхности.
Важно! По технике безопасности у точила запрещено работать в перчатках, не важно, тканевые они или медицинские. Это актуально для любых станков, где есть вращающиеся части из-за угрозы наматывания материала и затягивания частей тела.
Для начала нужно проработать все действия с выключенным точилом. На подручнике нужно нарисовать маркером линию под углом в 60 градусов к плоскости торца наждачного круга. Это нужно, чтобы вывести угол при вершине, примерно, в 120 градусов.
Рисуем на подручнике линию под углом 60 градусовСверло нужно взять двумя руками, ведущей рукой за рабочую часть, второй рукой – за хвостовик. После его нужно положить на подручник так, чтобы его боковая грань при взгляде сверху совпала с линией, нарисованной на подручнике.
Между подручником и сверлом нужно положить указательный палец – он будет исполнять роль качели при конической заточке. Когда инструмент лежит на пальце, то между ним и наждачным кругом образуется угол, примерно равный 7° — 12°. Именно это значение нужно выдержать на режущей кромке.
Берем сверло в руки и кладем на подручникТеперь нужно отработать движения, которыми будет производиться коническая заточка. Слегка придавливаем переднюю кромку сверла к наждаку, при этом кромка должна находиться в горизонтальной плоскости. Далее медленно опускаем хвостовик вниз, не ослабляя прижим, до тех пор, пока на поверхности круга не будет лежать задняя часть задней поверхности. При этом круг должен провернуться.
Далее медленно опускаем хвостовик вниз, не ослабляя прижим, до тех пор, пока на поверхности круга не будет лежать задняя часть задней поверхности. При этом круг должен провернуться.
Отводим сверло назад от круга, переворачиваем его другой режущей кромкой и снова прикладываем к кругу в том же положении, которое было в первый раз. Повторяем колебательное движение хвостовиком так, чтобы наждак опять провернулся. Данное движение с поворотом наждака и переворотом сверла нужно отработать несколько раз, до тех пор, пока оно не будет выполняться автоматически.
После можно включать точило и приступать к заточке. В процессе выполняются всё те же действия:
- выравниваем сверло по нарисованной на подручнике отметке на угол 60° к точилу;
- прикладываем к точилу переднюю кромку, следя за ее горизонтальным положением;
- опускаем хвостовик до полной обработки задней грани;
- отводим и переворачиваем на 180° вокруг оси;
- повторяем весь процесс.

После выполнения нескольких подходов, когда при визуальном осмотре, режущие кромки будут гладкие и острые, а на задней части будет закругленный скос, нужно проверить соответствие углов и длин режущих кромок. Для этого желательно иметь под рукой специальный шаблон, угломер или транспортир для измерения углов заточки и штангенциркуль для измерения длин режущих кромок.
Первая ошибка, которую можно допустить в процессе заточки и выявить при проверке – это заваливание режущей кромки вперед. Из-за чего она не будет самой высокой точкой зуба, а на задней поверхности будет своеобразна возвышенность, горка. При этом сверло работать не будет, т.к. при сверлении оно просто будет тереться задней поверхностью о материал. Ошибку нужно исправить, выполнив заточку заново.
Правильная и неправильная заточка сверла по металлуВторое, что нужно проверить – это соответствие длин режущих кромок, измеряемое от центральной точки на перемычке до боковых вершин режущих кромок. Эти расстояния должны соответствовать с двух сторон, иначе отверстие при сверлении будет разбиваться, его итоговый диаметр будет больше номинала, указанного на сверле.
Эти расстояния должны соответствовать с двух сторон, иначе отверстие при сверлении будет разбиваться, его итоговый диаметр будет больше номинала, указанного на сверле.
Далее проверяем угол при вершине сверла при помощи специального или самодельного шаблона. При проверке можно обнаружить, что угол получился немного больше или меньше, чем 120 градусов, в целом, на это можно закрыть глаза и оставить как есть. Но, если угол при вершине у одного зуба будет больше, чем у второго, то это нужно исправлять, иначе одна сторона сверла работать не будет, а вторая будет сильно греться и быстрее изнашиваться
Угол при вершине соответствует 120 градусам Угол при вершине немного больше 120 градусовФинальным этапом проверки будет сверление какой-то ненужной металлической заготовки. При этом сверло должно вгрызаться в металл плавно, без биения от центра, стружка должна равномерно выходить с двух сторон из канавок в одинаковом количестве. Получившееся отверстие не должно превышать номинальный диаметр, указанный на сверле, более чем на 0.05 – 0.1 см.
Получившееся отверстие не должно превышать номинальный диаметр, указанный на сверле, более чем на 0.05 – 0.1 см.
Теперь можно выполнить подточку перемычки, что должно уменьшить усилие при сверлении, инструмент будет лучше врезаться в металл, а его стойкость повысится.
Стачивание перемычкиВидео инструкция по заточке
Так же мы настоятельно рекомендуем посмотреть видео инструкцию по заточке спиральных сверл на точиле от Виктора Леонтьева. В этом видео подробно рассказывается обо всем процессе заточки, начиная с теории и заканчивая практикой.
Как продлить срок службы сверла
«Посадить» сверло не сложно, сложнее будет вернуть ему работоспособность. Чтобы продлить срок его службы нужно помнить о следующих правилах работы:
Чтобы продлить срок его службы нужно помнить о следующих правилах работы:
- Не допускайте перегрева свёрл. Перегрев рабочей части сверла способствует размягчению металла, его быстрому затуплению.
- Подберите скорость вращения. Скорость вращения сверла подбирают в зависимости от его типа и диаметра. Для разных материалов нужное число оборотов при одинаковом диаметре сверла так же будет отличаться.
- Смазывайте сверло. При сверлении отверстий в металле возникает сильное трение между сверлом и заготовкой, что приводит к его перегреву и быстрому износу. Для уменьшения трения в место соприкосновения сверла с деталью подливают машинное масло.
- Извлекайте стружку. При работе с деревом нужно часто извлекать сверло и очищать его от набившейся стружки. Ее избыток может привести к перегреву, а так же сверло может застрять в детали и сломаться. Давайте сверлу остывать между погружениями.
- Делайте отверстия в металле за несколько проходов. Если необходимо просверлить отверстие диаметром более 6 мм, желательно делать это за несколько проходов сверлами разного диаметра, постепенно увеличивая диаметр на 5-6 мм. Это так же позволит просверлить размеченные отверстия точнее.
- При заточке подтачивайте перемычку и ленточку. Это повысит стойкость, сверло будет лучше врезается в материал, возрастает производительность сверления, уменьшается усилие подачи.
 Если необходимо просверлить отверстие диаметром более 6 мм, желательно делать это за несколько проходов сверлами разного диаметра, постепенно увеличивая диаметр на 5-6 мм. Это так же позволит просверлить размеченные отверстия точнее.
Если необходимо просверлить отверстие диаметром более 6 мм, желательно делать это за несколько проходов сверлами разного диаметра, постепенно увеличивая диаметр на 5-6 мм. Это так же позволит просверлить размеченные отверстия точнее.Ниже приведена таблица с приблизительными значениями количества оборотов в минуту в зависимости от диаметра сверла и обрабатываемого материала.
| Ø, мм | Мягкие породы дерева | Твердые породы дерева | Сталь | Медь | Алюминий |
|---|---|---|---|---|---|
| Спиральные сверла по металлу | |||||
| до 6 | 3000 | 3000 | 3000 | 3000 | 3000 |
| 6-10 | 3000 | 1500 | 1000 | 1200 | 2500 |
| 10-16 | 1500 | 750 | 600 | 750 | 1500 |
| 16-25 | 750 | 500 | 350 | 400 | 1000 |
| Спиральные сверла с подрезателем по дереву | |||||
| до 3 | 1800 | 1200 | — | — | — |
| 6 | 1800 | 1000 | — | — | — |
| 9 | 1800 | 750 | — | — | — |
| 12 | 1800 | 750 | — | — | — |
| 16 | 1800 | 500 | — | — | — |
| 19 | 1400 | 250 | — | — | — |
| 22 | 1200 | 250 | — | — | — |
| 25 | 100 | 250 | — | — | — |
| Перьевое (перовое) сверло по дереву | |||||
| до 12 | 2000 | 1500 | — | — | — |
| 12-25 | 1750 | 1500 | — | — | — |
| 25-39 | 1500 | 1000 | — | — | — |
Как правильно заточить сверло по металлу
8278
31. 08.2018
08.2018
Самостоятельная заточка сверла по металлу
Арсенал любого мастера, как начинающего, так и опытного профессионала, включает в себя сверла. Острота режущей части со временем снижается, а сверло изнашивается и затупляется. Когда требуется проделать отверстия в металлических изделиях, становится очевидным, что использовать такой инструмент не только неудобно, но даже опасно. Поэтому так важно вовремя восстанавливать геометрию буравчика и понимать, как заточить сверло по металлу в домашних условиях.
Чтобы режущие приспособления хорошо функционировали, каждый мастер обязать изучить информацию о правильной заточке сверла. Работа этого режущего инструмента заключается во вращательных движениях при осевой подаче. С его помощью возможно просверлить как сквозные отверстия в металле, так и уже существующие. Диаметр и глубина отверстий могут сильно различаться в зависимости от размеров самого сверла и угла его наклона.
Виды сверл:
Плоские. С их помощью можно проделывать глубокие отверстия большого диаметра.
Спиралевидные.
Центровые. Применяются для центровки элементов. Кольцевые.
Абсолютно все приспособления со временем притупляются и теряют остроту, что мешает работе. Но как понять новичку или еще неопытному мастеру, что уже необходимо производить заточку? Рассмотрим ряд признаков, которые свидетельствуют о том, что сверло стоит срочно наточить:
Появление неприятного гула и резкого скрипа говорит об изношенности режущего приспособления.
Кромки быстро нагреваются во время работы сверла, не происходит отвод тепла от режущего уголка. Уголок в свою очередь затупляется, теряя остроту и становясь закругленным. После чего истираются грани и кромки, что способствует перегреву инструмента.
Отверстия в металле становятся недостаточно глубокими, нечеткими, снижается их качество. Металлическая стружка при этом выходит неправильно.
Металлическая стружка при этом выходит неправильно.
Оборудование
Заточка должна выполняться на специализированном оборудовании с соблюдением техники безопасности. Чтобы не навредить себе, следует помнить о нескольких нюансах:
Защита глаз. Наличие емкости с жидкостью для охлаждения инструмента.
Научиться работать в точильными агрегатами просто необходимо, ведь проводить эти работы следует регулярно. На видео ниже показано правильное использование подобного оборудования. Для бытовых целей можно пользоваться простыми станками:
- Устройство с точильным камнем.
- Электрический точильный станок.
- Электрическая дрель. Болгарка. Используется в том случае, если нет жестких требований к углу заточки.
- Точильная насадка на дрель.
Все эти станки отличаются высокой производительностью, точностью заточки и простой технологией применения. Они просты в использовании и оснащены комфортной системой управления, благодаря которой вы имеете возможность отслеживать скорость заточки. Дополнительными преимуществами считаются доступная цена и небольшие габариты.
Они просты в использовании и оснащены комфортной системой управления, благодаря которой вы имеете возможность отслеживать скорость заточки. Дополнительными преимуществами считаются доступная цена и небольшие габариты.
Особенности заточки сверл спирального типа
После того, как вы определили, что сверло изношено и нуждается в оперативной наточке, скрипит и сильно нагревается, необходимо приобрести набор специальных инструментов. О том, как правильно заточить сверло по металлу в домашних условиях, можно узнать из видео мастер-класса ниже. Кроме того, важно ознакомиться с параметрами, напрямую влияющими на процесс заточки, ведь контроль угла на глаз недопустим: Передний угол между сверлом и режущей частью в основании. Желательный наклон угла режущей части – 20 градусов. Задний угол аналогичный переднему, но на задней части. Значение наклона заднего угла – 10 градусов. Угол при вершине приспособления. Он одинаков во всех сверлах, имеет постоянное значение 118 градусов.
Виды заточки сверл:
- Конический. Предназначен для сверл с диаметром от 3 мм. При этом изделие необходимо удерживать двумя руками (одной за рабочую режущую часть, а другой за хвостовую), прижимается к рабочей шлифовальной поверхности, сопровождаясь легким покачиванием инструмента. Движение должны быть плавными и не сильно быстрыми, сверло затачивается неотрывно от камня на станке.
- Одноплоскостной. Это один из видов ручной заточки, подходит для сверл с диаметром до 3 мм, задний угол наклона при заточке может составлять от 28 до 30 градусов. Сверло необходимо приставить к кругу точильного приспособления, при этом следить за тем, чтобы режущая сторона была параллельно кругу.
- Ручной способ заточки. Чтобы произвести работы самостоятельно, используя наждачные приспособления, стоит придерживаться инструкции.
1 метод: Берем сверло левой рукой за рабочую сторону, а правой – захватываем хвостовую.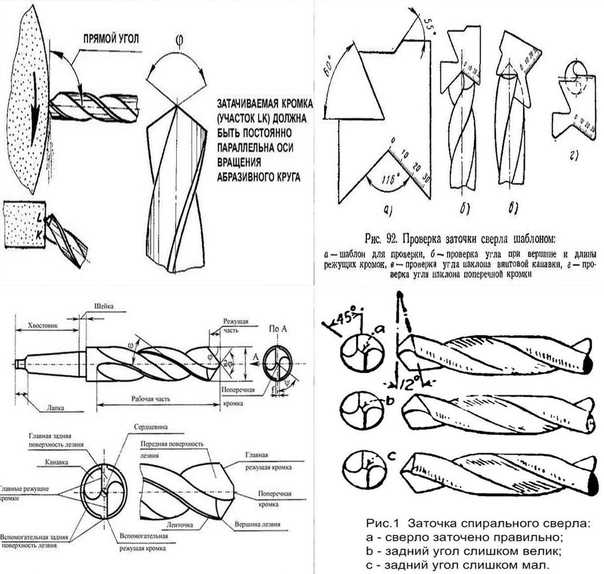 Так удобнее производить заточку инструмента в упрощенном виде. Заднюю часть буравчика прижимаем к рабочей поверхности точильного аппарата, плавными и медленными движениями аккуратно покачиваем рукой, раскачивая при этом сверло. Движения должны быть мягкими и непрерывными в направлении от режущей кромки, буравчик нельзя отрывать от камня на станке. Задняя часть торца должна приобрести конусообразную форму. Аналогичные действия производим и со вторым зубом. В процессе работы нельзя забывать об охлаждении инструмента, помещая сверло периодически в емкость с холодной жидкостью (вода, масляный раствор или смесь воды и соды).
Так удобнее производить заточку инструмента в упрощенном виде. Заднюю часть буравчика прижимаем к рабочей поверхности точильного аппарата, плавными и медленными движениями аккуратно покачиваем рукой, раскачивая при этом сверло. Движения должны быть мягкими и непрерывными в направлении от режущей кромки, буравчик нельзя отрывать от камня на станке. Задняя часть торца должна приобрести конусообразную форму. Аналогичные действия производим и со вторым зубом. В процессе работы нельзя забывать об охлаждении инструмента, помещая сверло периодически в емкость с холодной жидкостью (вода, масляный раствор или смесь воды и соды).
2 метод: Сверло берем аналогичным образом, как и в первом способе заточки. Буравчик со стороны режущей кромки прижимаем к плоскости шлифовального круга и медленно вращаем по кругу вокруг своей оси. Движения также должны быть непрерывными, не отрываясь от точильного аппарата. Получаем хвостовую часть конусообразной формы. При этом должна быть видна симметричность кромок относительно центральной оси вращения. Необходимо, чтобы они имели одинаковую длину и были ровными. В некоторых случаях после того, как была произведена заточка сверл, необходимо произвести доводку. Это позволит вам устранить все зазубрины и неровности, а также сделать все кромки максимально гладкими и однородными, подточив сверло.
Необходимо, чтобы они имели одинаковую длину и были ровными. В некоторых случаях после того, как была произведена заточка сверл, необходимо произвести доводку. Это позволит вам устранить все зазубрины и неровности, а также сделать все кромки максимально гладкими и однородными, подточив сверло.
Советы новичкам
Если вы проводите заточку буравчиков для металла впервые, вам следует знать о некоторых важных моментах:
- Если у вас плохое зрение, специалисты рекомендуют надевать очки с большими диоптриями и устанавливать яркую подсветку в рабочей зоне. Существует также специальный точильный станок для людей с плохим зрением.
- Используйте болгарку только в крайних случаях, так как ее положение нельзя зафиксировать, что может стать причиной неприятных ситуаций и травм у новичков.
- Старайтесь не производить заточку всухую, используйте охлаждающую жидкость для предотвращения перегрева станка и инструмента. Иначе сверло может быстро нагреться при высокой интенсивности вращения.
- Не забывайте также убирать периодически слой металлической стружки.
- Заточку сверл возможно произвести и дома самостоятельно, если подробно изучить все правила работы с приборами и учесть нюансы самой техники заточки. Не пренебрегайте также мерами предосторожности и используйте средства защиты, чтобы избежать неприятных последствий.
 Иначе сверло может быстро нагреться при высокой интенсивности вращения.
Иначе сверло может быстро нагреться при высокой интенсивности вращения.
источник
Смотрите видео:
Как самому заточить сверло по металлу. На точильном станке
Содержание
- Как самому заточить сверло по металлу. На точильном станке
- Заточка сверл приспособление. Приспособление для заточки сверл своими руками: 2 варианта
- Шаг №1 — разметка гайки
- Шаг №2 — режем по разметке
- Шаг №3 — подготовка второй гайки
- Шаг №4 — свариваем гайки
- Шаг №5 — вставляем сверло
- Шаг №6 — точим граней
- Способ №2 – приспособа из дерева
- Пошаговая инструкция
- Как пользоваться?
- Простая и эффективная заточка сверл. Как правильно заточить сверло по металлу?
- Важнейшие параметры
- Некоторые правила заточки сверла
- Процесс заточки сверла
- Видео как самому заточить сверло по металлу
 Как правильно заточить сверло по металлу?
Как правильно заточить сверло по металлу?Как самому заточить сверло по металлу. На точильном станке
Обычное точило имеется у большинства домашних мастеров. Оно отлично подходит для заточки режущих насадок. Сверла не исключение.
При работе со сверлами желательно оборудовать точило подручником. Эту небольшую платформу нужно разместить так, чтобы расстояние между ее краем и торцом круга не превышало 1-го мм.
Как заточить сверло по металлу на точиле? Первым делом нужно оценить степень тупости инструмента. Если он очень тупой, то у него задние поверхности лишены симметричности. Вернуть ее без специального приспособления едва ли получится. Впрочем, изготавливается оно очень просто.
- На подручнике нужно начертить прямую линию под углом 60 ° к торцу точила.
- По намеченной линии закрепить на платформе кусок уголка из нержавейки.

Собственно, приспособление готово. Для соблюдения нужного угла нужно лишь плотно прижимать затачиваемый предмет к прикрепленному уголку.
Непосредственно в процессе работы сверло нужно держать правильно. Для этого 2-а пальца правой руки нужно положить на подручник. Они будут своеобразной опорой. Сам затачиваемый предмет нужно положить на импровизированную опору и удерживать за хвостовик пальцами левой руки. Его следует повернуть так, чтобы рабочая кромка располагалась горизонтально.
Остается подвести рабочую кромку к торцу точила и слегка прижать ее. При этом правая рука должна оставаться неподвижной, а пальцы левой руки должны слегка покачивать хвостовик инструмента вверх-вниз. Такие движения обеспечивают равномерную обработку сверла от режущей кромки до задней поверхности.
После обработки одной поверхности, нужно прокрутить инструмент и повторить процедуру на второй поверхности.
Завершается весь процесс проверкой угла заточки. В вершине сверла он должен быть равен 120 °. Если угол будет больше, то оно будет плохо вгрызаться в металл. При меньшем угле оно будет лучше резать металлическую поверхность, но быстро застрянет в толще металла, так как образующаяся стружка будет застревать в отводящих канавках.
Если угол будет больше, то оно будет плохо вгрызаться в металл. При меньшем угле оно будет лучше резать металлическую поверхность, но быстро застрянет в толще металла, так как образующаяся стружка будет застревать в отводящих канавках.
Стоит отметить, что при таком подходе к заточке задние поверхности сверла становятся скругленными. По этой причине ее называют конической. Она отлично подходит для инструмента диметром больше 3-х мм.
Более тонкие сверла затачиваются без покачивания хвостовика, поэтому задняя поверхность у них плоская. Такую заточку называют одноплоскостной.
После завершения основных работ рекомендуется довести рабочую поверхность. Доводка заключается в устранении шероховатостей, которые остаются на металле после обработки грубым наждаком. Ее лучше всего делать на диске с мелким абразивом.
Плоская и конусовидная заточка применима к любым типам сверл по металлу, в том числе к спиральным и корончатым.
К слову, сверла по дереву затачиваются точно таким же способом. Единственное отличие — итоговый угол должен составлять 140 °.
Единственное отличие — итоговый угол должен составлять 140 °.
Заточка сверл приспособление. Приспособление для заточки сверл своими руками: 2 варианта
Заточенные свёрла – это необходимость для любых слесарных работ. Однако правильно их точить умеют немногие, — это целая наука. Что же делать новичку?
Изготовить приспособление для заточки сверл своими руками. Конечно, заточка будет не такой качественной, как ручная, однако свёрла со своими функциями справляться будут.
Чтобы заточить сверло, нужно точно выдержать угол наклона его режущей части, который составляет около 120 градусов. В этом и заключается суть приспособления, — зафиксировать сверло и соблюсти этот угол.
Приспособа из двух гаек и болта
Тем, у кого есть начальные знания и навыки слесарных работ по силам изготовить долговечное приспособление из металла.
Для работы понадобится:
Шаг №1 — разметка гайки
Разметка гайки
Делаем посадочное гнездо для сверла. Для этого с помощью штангель-циркуля размечаем гайку, как показано на фото выше.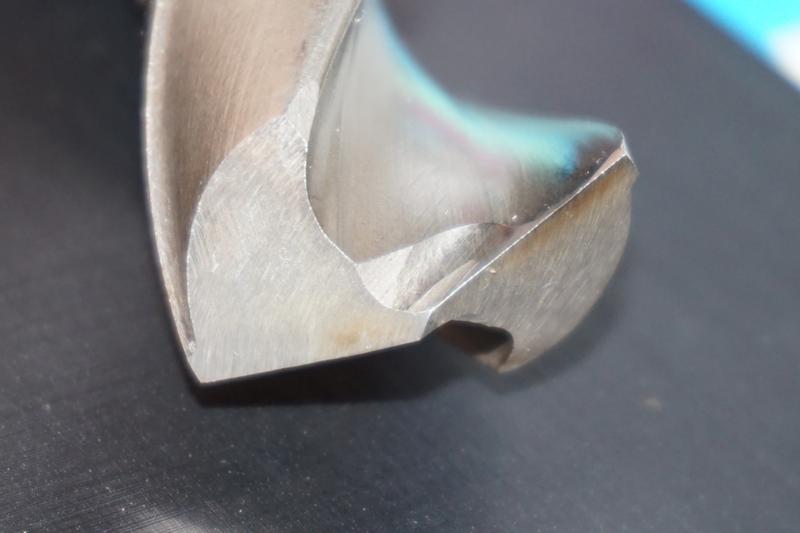 Разметку делаем с двух сторон гайки.
Разметку делаем с двух сторон гайки.
Шаг №2 — режем по разметке
Режем по разметке
Гайка с выпиленным пазом для сверла
2
В итоге должно получиться так, как показано на фото выше.
Шаг №3 — подготовка второй гайки
Вторая гайка на размер меньше
Накладываем сверху вторую гайку меньшего размера.
Шаг №4 — свариваем гайки
Свариваем гайки друг с другом
1
Фиксируем обе гайки в тисках, и прихватываем их электросваркой. Двух точек будет достаточно.
Приспособа готова к работе
2
В целую гайку вворачиваем болт. Приспособление готово к использованию.
Шаг №5 — вставляем сверло
Вставляем сверло
Вставляем сверло в приспособление и фиксируем его болтом так , чтобы его кончик немного выступал за грани гайки с пазом.
Шаг №6 — точим граней
Точим согласно граней гайки
1
Затачиваем сверло на наждаке или болгарке. Грани гайки стараемся не стачивать.
Грани гайки стараемся не стачивать.
Заточка сверла окончена
2
Сверло заточено. Угол в 120 градусов выдержан.
Способ №2 – приспособа из дерева
Приспособление для заточки из деревянного бруска
Этот вариант подойдёт для тех, кто не умеет пользоваться сварочным аппаратом или не имеет к нему доступа. Принцип конструкции аналогичный.
Для изготовления приспособления из дерева понадобиться:
Пошаговая инструкция
- Брусок центруют, — с торца делают разметку по диагоналям
- По разметке брусок просверливают подходящим сверлом насквозь, — паз для затачиваемого сверла
- Сверху бруска отпиливают его углы под 30 градусов, — разметку делают с помощью транспортира. Нулевое значение для разметки – ось просверленного отверстия под паз
- Сбоку бруска сверлят отверстие под фиксирующий саморез так, чтобы оно соединялось с пазом для сверла
Как пользоваться?
Заточка на ленточном гриндаре
В паз вставляется сверло, которое фиксируется саморезом, закрученным сбоку бруска, — кончик сверла должен немного выступать за грани приспособы.
Затачивают на ленточном гриндаре или болгарке. Дерево стараются сильно не стачивать.
В заключение следует отметить, что деревянное приспособление делается для близких диаметров сверл. Например, одна приспособа для сверл диаметром 7,8,9 мм, другое для диаметров 4,5,6 мм.
Простая и эффективная заточка сверл. Как правильно заточить сверло по металлу?
Как заточить сверло по металлу? Это естественный вопрос после продолжительной его эксплуатации. Из какого бы материала не изготавливалось сверло, оно со временем притупляется, что затрудняет процесс сверления.
Важнейшие параметры
В домашних мастерских для обработки металла применяются спиральные сверла различного диаметра. Они чаще всего выполняются из высоколегированной стали, а наиболее прочные — из победита или с использованием упрочняющих напаек.
Все они имеют следующие основные зоны: рабочая часть, хвостовик и шейка. Хвостовик предназначен для закрепления инструмента в патрон сверлильного оборудования, для чего есть специальная лапка. Рабочая часть изготовлена в виде спирального участка, завершающегося острым кончиком — режущим конусом.
Рабочая часть изготовлена в виде спирального участка, завершающегося острым кончиком — режущим конусом.
Некоторые правила заточки сверла
Заточка сверла по металлу производится для решения следующих задач: поддержание остроты режущей кромки, обеспечение требуемого угла конусности, центровка инструмента. Такая цель может быть достигнута при обработке рабочей зоны абразивным элементом — наждачным кругом, болгаркой и т.д.
Лучше всего проводить операцию на специальном оборудовании, но заточку можно осуществить и вручную, в домашних условиях и с применением приспособлений. Основной принцип операции — тонкая обработка режущих зон при надежной фиксации сверла в необходимом положении.
Контроль параметров проводится с применением штангенциркуля и визуально. Для оценки конусного угла рекомендуется использовать шаблон. Для сверл диаметром до 10 мм размер перемычки на кончике конуса не должен превышать 0,4 мм, а при диаметре свыше 10 мм — 1,5 мм.
Степень и чистота обработки зависит от зернистости абразивного элемента. При значительном притуплении инструмента используется грубый наждак с последующей доводкой. Если характер дефектов не очень серьезен, то можно применить мелкозернистый диск. Небольшой износ выправляется бархатным абразивным элементом (им же производятся доводочные операции).
При значительном притуплении инструмента используется грубый наждак с последующей доводкой. Если характер дефектов не очень серьезен, то можно применить мелкозернистый диск. Небольшой износ выправляется бархатным абразивным элементом (им же производятся доводочные операции).
Степень цилиндричности сверла (центровка) оценивается измерением размера ленточек от конусного кончика до начала конусного участка. Их размер должен быть абсолютно одинаковым. Сам режущий участок должен составлять идеальный конус.
Процесс заточки сверла
Ручное точение сверла производится с помощью точильного станка (наждака) или болгаркой при ее фиксации в виде станка. На сверле отмечается центр инструмента — красная отметка в конусной вершине. Она при заточке перемещается горизонтально относительно поверхности верстака, на котором закреплен шлифовальный диск.
Шлифуемую поверхность участка следует располагать параллельно плоскости диска. Другими словами, сверло при точении конусной части подносится к кругу под наклоном, величина которого соответствует половине угла заточки конуса.
Режущая кромка затачивается методом шлифовки задней поверхности. Оба пера конуса необходимо обработать абсолютно идентично. Заточка сверла осуществляется двумя руками: левой рукой обеспечивается его фиксация и передвижение, а правой — вращение по часовой стрелке. Обеими руками следует работать синхронно, постепенно передвигая инструмент вперед для заточки всей длины.
В процессе шлифовки рекомендуется не отрывать деталь от круга. Все движения должны быть плавными и спокойными. Ход работы визуально контролируется по красной отметке.
После обработки первого зуба аналогичная процедура проводится со вторым пером. Угол заточки проверяется шаблоном, а в случае недостаточного снятия металла операция повторяется.
При существенном износе инструмента может потребоваться заточка и режущей кромки цилиндрической части. Обработка ленточки задней поверхности этого участка ведется на торце абразивного круга. Само сверло продвигается к кругу параллельно его поверхности.
Заточка начинается с установки на станке или болгарке крупнозернистого круга. Следующий этап — обработка на дисках с мелкой зернистостью. Операция завершается доводкой с применением полировочного круга. В частности, для завершающего этапа рекомендуется зеленый карбидно-кремниевый круг с зернистостью не более 6.
Следующий этап — обработка на дисках с мелкой зернистостью. Операция завершается доводкой с применением полировочного круга. В частности, для завершающего этапа рекомендуется зеленый карбидно-кремниевый круг с зернистостью не более 6.
При проведении работ следует строго следить за разогревом металла, а для этого проводить регулярное водяное охлаждение.
Видео как самому заточить сверло по металлу
Как заточить сверла (5 разных способов)
Ваше сверло издает раздражающие визжащие звуки каждый раз, когда вы его запускаете? Вам трудно сверлить дерево и мягкий металл? Если вы ответили «да» на любой из вопросов, возможно, вашему лезвию требуется некоторая заточка.
Вам не нужно каждый раз бежать в магазин, чтобы заменить затупившееся, сломанное или сколотое сверло. Затачивая режущие кромки, вы можете сэкономить время и деньги. Хотя это может потребовать некоторой практики, вы можете добиться чего-то близкого к фабричной заточке, используя любой из пяти самодельных методов, перечисленных ниже. Но давайте сначала наметим процедуру.
Хотя это может потребовать некоторой практики, вы можете добиться чего-то близкого к фабричной заточке, используя любой из пяти самодельных методов, перечисленных ниже. Но давайте сначала наметим процедуру.
Инструкции по заточке сверл
Когда сверло затупится, не поддавайтесь желанию сильнее прижать его к материалу. Помимо повреждения бит, вы рискуете поранить себя. Процедура заточки насадок довольно проста, но для ее совершенствования требуется регулярная практика. Перед началом всегда надевайте защитные очки. И не надевайте перчатки, так как они могут зацепиться за шлифовальный круг, захватив с собой вашу руку.
1. Изучите скучный бит
Авторы и права: blickpixel, PixabayРазличные биты не изнашиваются одинаково. Изучив их, вы можете сказать, сколько металла вам нужно удалить, чтобы кромка оставалась острой. Это определит, нужен ли вам круг для кругового или тонкого шлифования.
2. Выберите свой любимый инструмент
Кредит: Life-Of-Pix, Pixabay Большинство инструментов для заточки дороги, и у вас может не быть роскоши выбора. Тем не менее, большинство инструментов будут работать нормально, если вы будете следовать правильной процедуре. Если вам нужно выбрать один из нескольких инструментов, учитывайте такие факторы, как тип шлифовального круга (грубый или мелкий), простота использования и тип сверла.
Тем не менее, большинство инструментов будут работать нормально, если вы будете следовать правильной процедуре. Если вам нужно выбрать один из нескольких инструментов, учитывайте такие факторы, как тип шлифовального круга (грубый или мелкий), простота использования и тип сверла.
3. Держите сверло правильно
Кредит: kropekk_pl, PixabayДержите сверло под углом 60 градусов к шлифовальному кругу, используя доминирующую руку для направления, а другую для подачи. Так как ваши руки будут слишком близко к шлифовальному кругу, будьте осторожны, чтобы не порезать их.
4. Обрежьте посадку
Авторы и права: Alexei_other, PixabayСлегка поднимите левую руку, продолжая прижимать биту к колесу не дольше 5 секунд. Помните, что цель состоит не в том, чтобы стереть сверло, а в том, чтобы пройтись по матовой поверхности.
5. Отрежьте долото
Авторы и права: terski, Pixabay Чтобы создать угол долота, переместите левую руку вправо. Угол должен составлять 45 градусов от края.
6. Форма площадки
Авторы и права: Capri23auto, PixabayВращайте или вращайте долото против часовой стрелки, чтобы создать закругленную площадку. Хорошо округленная посадка обеспечит губе большую поддержку.
7. Поверните долото
Авторы и права: Bru-nO, PixabayПоверните долото на 180 градусов и повторите предыдущие три шага. Это гарантирует, что вы заточите и другую губу.
8. Повторите
Повторите шаги несколько раз для достижения максимальных результатов. Если края сверла несимметричны, продолжайте вращать стороны, чтобы убедиться, что вы не отдаете предпочтение одному над другим. Как только вы достигнете этой симметрии, ваша дрель готова к использованию.
Пять различных методов заточки
Теперь, когда вы знакомы с процедурой, вы можете узнать, какие у вас есть варианты заточки сверл. Ниже приведены некоторые из них.
1. Использование угловой шлифовальной машины
Использование угловой шлифовальной машины — один из наиболее удобных способов заточки сверл. Но вам может понадобиться приспособление, чтобы облегчить вашу работу. Чтобы сделать приспособление, возьмите кусок дерева и просверлите в нем отверстие в соответствии с углом вершины сверла. Например, если у вас угол при вершине 120 градусов, проведите на дереве линию под углом 60 градусов и просверлите ее.
Но вам может понадобиться приспособление, чтобы облегчить вашу работу. Чтобы сделать приспособление, возьмите кусок дерева и просверлите в нем отверстие в соответствии с углом вершины сверла. Например, если у вас угол при вершине 120 градусов, проведите на дереве линию под углом 60 градусов и просверлите ее.
Прикрепив сверло к кондуктору, поместите его на верстак. Держите сверло рукой, одновременно оказывая давление на отверстие. После этого захватите рыболов свободной рукой, пока насадка параллельна поверхности дерева, и включите ее. Надавите на сверло, чтобы заточить землю, и переверните его на 180 градусов, чтобы заточить обе стороны. Сделав это, выньте насадку из зажимного приспособления и прижмите ее к верстачным тискам, чтобы заточить рельефы.
2. Алмазные напильники
В отличие от большинства инструментов для заточки, алмазные напильники не имеют электрического питания и полезны при заточке сверл со шнеком или направляющим винтом. Использование алмазного надфиля — один из самых практичных способов заточки таких насадок без их повреждения.
Естественно, ручная заточка занимает больше времени, чем стандартные электрозаточные инструменты. Однако использование алмазного напильника — единственный способ защитить хрупкую насадку на направляющем винте от повреждений. Хорошо то, что вы можете легко заточить сверла с помощью алмазного напильника. Инструмент вполне доступен по цене и пригодится, когда вы находитесь далеко от своих электроинструментов.
3. Использование настольного шлифовального станка
Один из самых быстрых способов заточки сверла — использование настольного шлифовального станка. Если вы похожи на большинство домашних мастеров, возможно, у вас уже есть такой. Все, что вам нужно сделать, это надеть защитную одежду и начать заточку. Хорошо то, что точильный камень почти не изнашивается при легком использовании.
Большинство настольных шлифовальных станков имеют два заточных круга. Один из них грубый, а другой тонкий. Курсовое колесо должно выполнять большую часть работы по заточке, прежде чем вы переключитесь на точное колесо для последних штрихов. Благодаря тому, что рядом с инструментом находится холодная вода, вы можете сохранить структурную целостность долота, погружая его в воду несколько раз для охлаждения.
Благодаря тому, что рядом с инструментом находится холодная вода, вы можете сохранить структурную целостность долота, погружая его в воду несколько раз для охлаждения.
Однако к заточке от руки может потребоваться некоторое время, чтобы привыкнуть. Так что не ожидайте такой же точности, как при использовании специальных инструментов для заточки. Более того, держать пальцы слишком близко к быстро вращающемуся шлифовальному камню — это риск, на который не каждый готов пойти.
4. Точилка для сверл Drill Doctor
Если вы ищете один из самых точных инструментов для заточки сверл, попробуйте точилку для сверл Drill Doctor. Хотя специальный инструмент для заточки довольно дорогой, он обеспечивает точную заточку.
К сожалению, Drill Doctor не позволяет погружать сверло в воду для охлаждения. Поэтому сверло может нагреться и потерять свою структурную целостность, особенно при быстрой его заточке. Кроме того, инструмент может только затачивать биты. Если вы хотите заточить ножи и ножницы, подумайте о том, чтобы потратить больше на комбинированный блок.
Как и большинство коммерческих инструментов для заточки, Drill Doctor имеет тонкий шлифовальный камень. Хотя они полезны для поддержания гладкости краев, они медленно удаляют металлы. Это означает, что для заточки очень тупых бит потребуется больше времени.
5. Использование инструмента для заточки бит с приводом от дрели
Использование точилки с приводом от дрели — один из самых дешевых способов заточки сверл. Это будет стоить вам значительно меньше, чем специальный инструмент для заточки, а результаты будут почти такими же хорошими. Всего за 20 долларов вы можете получить небольшой, портативный и простой в использовании инструмент для заточки. Настройка занимает очень мало времени, и вы можете использовать его, когда находитесь далеко от своего рабочего места.
Охлаждение сверла во время заточки позволит режущей кромке дольше оставаться острой. Вы можете либо окунуть биту в воду, либо намочить ее с помощью пульверизатора. Точилка с приводом от дрели поможет вам поддерживать гладкую поверхность сверла благодаря тонкому шлифовальному камню. Тем не менее, потребуется больше времени, чтобы протереть изношенные биты.
Тем не менее, потребуется больше времени, чтобы протереть изношенные биты.
Одним из распространенных недостатков этого типа точилки является ограничение размера насадок, с которыми она может работать. Многие будут точить только биты до полдюйма в диаметре. Кроме того, инструмент может быть утомительным в использовании, так как вы должны крепко держать его и правильно расположить для получения точных результатов. Хотя вы не можете заменить точильный круг, стоимость замены всего инструмента почти такая же, как покупка нового сменного круга.
Заключение
Сверла со временем затупляются, ломаются или скалываются. Без острого края вам будет трудно просверлить даже самые мягкие материалы. К счастью, вам не нужно покупать новую биту каждый раз, когда она изнашивается. Теперь вы можете вдохнуть новую жизнь в старые и изношенные детали, которые в противном случае вы бы выбросили. Вам больше не нужно тратить деньги на покупку дорогих заменителей.
Рекомендуемое изображение предоставлено: stokpic, Pixabay
Содержание
- 1 Шаги по заточке сверл
- 1. 1 1. Изучите затупившуюся насадку
- 1.2 2. Правильно держите насадку5.
- 1.4 4. Отрежьте посадку
- 1.5 5. Отрежьте зубило
- 1.6 6. Сформировать посадку
- 1,7 7. Поверните бит
- 1,8 8. Повторите
- 1.
- 2 Пять различных методов оборуженности
- 20105 2.1 1. Использование угловой шлифовальной машины
- 2.2 2. Алмазные напильники
- 2.3 3. Использование настольной шлифовальной машины
- 2.4 4. Устройство для заточки сверл Drill Doctor
- 2.5
- 3 Заключение
 1 1. Изучите затупившуюся насадку
1 1. Изучите затупившуюся насадкуМетоды заточки кобальтовых сверл
24 мая 2021 г. 1 Комментарий
Сверла с кобальтом — лучший вариант для самых прочных материалов для индивидуального стального проекта. Они сделаны из небольшого процента кобальта, сплавленного с горячей обработкой стали; эти долота, естественно, более прочные и более термостойкие, чем обычные сверла, из-за примеси кобальта. Некоторые кобальтовые сверла могут даже выдерживать температуру до 1100 градусов по Фаренгейту.
Некоторые кобальтовые сверла могут даже выдерживать температуру до 1100 градусов по Фаренгейту.
Было бы лучше, если бы у вас было остроконечное сверло из кобальта, чтобы легче формировать вырез и, следовательно, отверстия были идеальными. В зависимости от задачи и того, сверлите ли вы дерево, сталь, железо или титан, сверла доступны в различных размерах и углах заточки. Кобальтовые сверла обладают высокой термостойкостью, что делает их идеальными для многократного использования. Но через короткое время передняя кромка становится тупой и требует заточки. Если у вас есть шлифовальный станок, вы сможете заточить насадки самостоятельно.
Зачем нужно точить сверла?Как и сменный автомобиль, буровое долото начинает изнашиваться в ту же минуту, когда вы начинаете им пользоваться. В отличие от сменной машины, восстановить первоначальную остроту сверла относительно легко.
Если вам интересно, зачем затачивать сверла вместо того, чтобы оставить их или заменить, вот несколько причин.
Снижает риск получения травм: На профессиональных кухнях есть пословица: тупые ножи режут пальцы. Реальный эквивалент сверл — чем они тупее, тем больше вероятность того, что они могут нанести травму.
Снижает вероятность того, что сверло сломается: Сломанное сверло может быстро превратиться в снаряд, если оно сломается в середине сверления. Это также пустая трата времени, так как вам приходится ездить и покупать новые биты.
Защищает вашу дрель: Ваши пальцы, глаза и лицо — не единственные вещи, которые могут быть повреждены тупым сверлом. Чем легче сверло, тем тяжелее будет работать дрель, что может вызвать нагрузку на двигатель.
Экономичность: Зачастую дешевле заточить уже имеющиеся биты, чем покупать новые.
Обеспечивает чистый срез: Острые сверла готовы к аккуратному проходу материала. Когда сверла затупляются, они, как правило, зацепляются за предметы, в которые сверлят, что может сделать ваш законченный проект менее аккуратным.
Ниже приведены шаги по заточке кобальтовых сверл.
ШАГ 1Проверьте свои тупые детали. Ваша цель состоит в том, чтобы избавиться от достаточного количества металла, чтобы получить острое лезвие. Многие настольные шлифовальные машины имеют два шлифовальных круга, один грубый и один тонкий. Если биты повреждены, начните с грубого колеса и переключитесь на более тонкое позже в процессе; если ваши биты не выглядят жалко, начните с более мелкого наждака.
ШАГ 2Наденьте защитные очки и включите шлифовальный станок. Крепко возьмитесь за сверло и держите переднюю кромку точно параллельно передней части наждачного круга. Медленно и осторожно перемещайте биту, пока она не коснется колеса. не поворачивайте и не вращайте его; держите его прямо и держите под первым заводским углом 60 градусов.
ШАГ 3 Держите биту под этим углом к колесу не более четырех-пяти секунд. Помните: ваша цель — быстро отшлифовать тусклую поверхность, а не повредить сверло. Специализируйтесь на шлифовке пятки биты, где кончик встречается с изогнутым стержнем, а не с краем, для достижения идеального угла. Если кривая недостаточно крутая, буровое долото не будет плавным.
Помните: ваша цель — быстро отшлифовать тусклую поверхность, а не повредить сверло. Специализируйтесь на шлифовке пятки биты, где кончик встречается с изогнутым стержнем, а не с краем, для достижения идеального угла. Если кривая недостаточно крутая, буровое долото не будет плавным.
Подробнее: Что такое сверло Jobber?
Сделайте паузу после 4-5 секунд заточки и опустите сверло в питьевую воду, чтобы охладить металл. Невыполнение этого требования приведет к тому, что буровое долото станет слишком горячим, чтобы его можно было носить, и даже быстрее повлияет на металл, что сократит практический срок службы долота. Как только сверло станет прохладным на ощупь, осмотрите его, чтобы убедиться, что оно точно заточено на той стороне, с которой вы только работали.
ШАГ 5 Когда цель будет достигнута с первичной стороны, поверните сверло на 180 градусов и используйте аналогичный процесс шлифовки и охлаждения для другой стороны наконечника. Стремитесь к этому углу в 60 градусов, а наклон и вершина, которые имеют эквивалентную ширину с каждой стороны сверла, позволяют инструменту сверлить прямые отверстия. Некоторые люди предпочитают затачивать со всех сторон, чтобы обеспечить одинаковую заточку, держа сверло в доминирующей руке и переворачивая его на 180 градусов через каждые несколько секунд заточки.
Стремитесь к этому углу в 60 градусов, а наклон и вершина, которые имеют эквивалентную ширину с каждой стороны сверла, позволяют инструменту сверлить прямые отверстия. Некоторые люди предпочитают затачивать со всех сторон, чтобы обеспечить одинаковую заточку, держа сверло в доминирующей руке и переворачивая его на 180 градусов через каждые несколько секунд заточки.
После того, как кончик сверла соприкоснется во время тонкой заточки, и обе кромки острые и, следовательно, будут одинаковой ширины, проверьте сверло. Держите наконечник перпендикулярно куску дерева и поверните сверло рукой. Даже при таком небольшом давлении хорошо заточенное сверло должно создать начало отверстия. Если нет, пересмотрите свой наконечник и вернитесь к наждачному кругу. Опять же, намеренно стремитесь к этому идеальному уклону в 60 градусов с одинаковой шириной с обеих сторон. Не расстраивайтесь, если вы несколько раз сядете за руль — это часть тренировочной кривой.
ШАГ 7 Как только вы будете уверены в остроте сверла, вставьте его в дрель, возьмите обрезки дерева и начните сверлить. Он должен «вгрызаться» в древесину непосредственно с минимальным давлением, и, как только вы вытащите сверло из дерева, он должен выбрасывать древесную стружку, потому что она выходит.
Он должен «вгрызаться» в древесину непосредственно с минимальным давлением, и, как только вы вытащите сверло из дерева, он должен выбрасывать древесную стружку, потому что она выходит.
1 ответ
Оставить комментарий
Как легко заточить сверла » NAPA Know How Blog
Опубликовано Джефферсон Брайант Ноу-хау
Старожилы часто называют простой путь неправильным, но это не всегда так. Другими словами, для каждой работы найдется подходящий инструмент, и то же самое относится и к заточке сверл. Есть правильный способ сделать это, и есть лучший способ сделать это. Да, вы можете абсолютно точно заточить сверла с помощью настольной шлифовальной машины или небольшой ленточной шлифовальной машины, но этот метод, хотя и довольно простой, не является легким. Вы можете полностью разрушить режущую кромку своего сверла, пытаясь понять, как получить правильный угол. Зачем тратить свое драгоценное время, когда есть инструмент, который может затачивать сверла менее чем за 30 секунд каждое? С отличными результатами каждый раз, Drill Doctor — ваш лучший выбор.
Как обсуждалось в нашей недавней статье о сверлах, наиболее распространенные сверла используют угол 118 или 135 градусов. Drill Doctor 500X способен справиться с обоими задачами с помощью простой регулировки. Станок может работать с битами от 3/32 дюйма до 1/2 дюйма и до 3/4 дюйма с дополнительным большим патроном для бит. Он также может разделять точки для самоцентрирования. Этот инструмент реально экономит время, особенно когда у вас что-то становится скучным в середине проекта.
Вот что бывает, когда у вас затупилось сверло. Обратите внимание, что отверстие смещено от центра, а одна сторона поцарапана. Острый бит работает лучше и быстрее, чем тупой. Острые сверла безопасны. Процесс сверления буквально представляет собой процесс отрыва материала от основного корпуса. Тупые сверла режут медленно, требуют большего давления для резки и увеличивают количество тепла, подводимого к детали. Все это приводит к нецентральным отверстиям, испорченным деталям и сломанным битам. Сломать сверло во время сверления очень опасно, часто это заканчивается кровавым месивом на верстаке из-за того, что вы пронзили себя.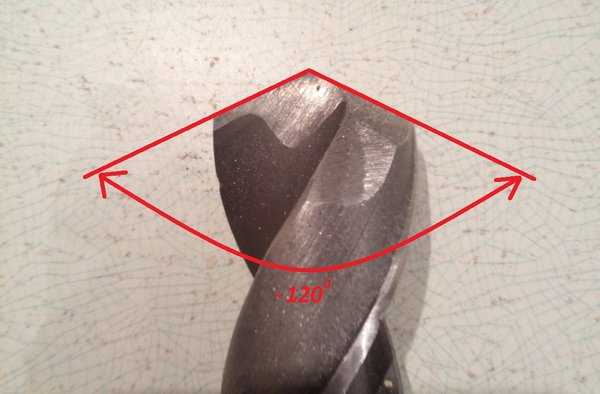 Острое сверло, как и нож, быстро и эффективно разрезает материал, так что меньше травм на материале и меньше травм на вашем человеческом теле.
Острое сверло, как и нож, быстро и эффективно разрезает материал, так что меньше травм на материале и меньше травм на вашем человеческом теле.
Пользоваться дрелью очень просто, мы составили руководство по использованию этого инструмента, чтобы убедиться, что ваши сверла острые и безопасные. Начните с выбора битов. Осмотрите кончик каждой насадки. Если есть какие-либо сколы или неровные края, сверло необходимо заточить. Осторожно ощупайте край; он должен быть острым и не закругленным. Если одна сторона долота меньше другой, то долото отдавало предпочтение одной стороне; это должно быть исправлено путем заточки.
Края зазубренные и сколотые, этим сверлом никогда не получится чистое отверстие.Мы покрасили биту какой-то машинной краской, чтобы показать прогресс. Вам не нужно этого делать, но это полезно.
Далее вам нужно решить, какой угол вы хотите установить на долото. Большинство бит для хобби используют угол 118 градусов, и это стандартная настройка угла для Drill Doctor. Вы можете изменить угол сверла, вам просто нужно немного его заточить, чтобы получить полное изменение. См. нашу статью о сверлах для более подробной информации о различиях между ними. У 118-градусной насадки более острый конец, а у 135-градусной насадки более плоский. При включенном, но выключенном приборе Drill Doctor поместите патрон в направляющую для выравнивания так, чтобы выемка на патроне находилась на отметке 118 градусов (прямо вверх). Если вы затачиваете 135-битную насадку, отрегулируйте патрон на одно деление вправо.
Вы можете изменить угол сверла, вам просто нужно немного его заточить, чтобы получить полное изменение. См. нашу статью о сверлах для более подробной информации о различиях между ними. У 118-градусной насадки более острый конец, а у 135-градусной насадки более плоский. При включенном, но выключенном приборе Drill Doctor поместите патрон в направляющую для выравнивания так, чтобы выемка на патроне находилась на отметке 118 градусов (прямо вверх). Если вы затачиваете 135-битную насадку, отрегулируйте патрон на одно деление вправо.
Откройте патрон, повернув рукоятку. Вставьте биту в патрон, пока она не достигнет зажимных рычагов. Нажмите кнопку, чтобы открыть зажимы одной рукой, и вставьте биту на место другой рукой. Освободите зажимы. Зажимы выровняют биту в правильном положении. Затяните патрон так, чтобы он крепко зажал биту. Убедитесь, что бита не упала между зажимными лезвиями внутри патрона.
Убедитесь, что бита не упала между зажимными лезвиями внутри патрона.
Затем закройте патрон на бите ровно настолько, чтобы бита не выпала.
Вставьте патрон в порт выравнивания и установите выемку в желаемом угловом положении, как обсуждалось ранее. Пружинные зажимы выравнивают биту, а затем зажимают патрон, чтобы зафиксировать ее.
Затем выберите угол сверления в порте заточки Drill Doctor. Ослабьте ручку и поднимите порт, чтобы он соответствовал нужному углу, 118 или 135.
В Drill Doctor есть две настройки: 118 и 135. Мы выбрали 135.Включите станок и вставьте патрон в порт. Медленно вставьте патрон в станок, пока патрон не сядет в порт. Вы можете услышать, как бита соприкасается с вращающейся заточной головкой.
С патроном в приспособлении для заточки прижмите коромысло к ведомому штифту и медленно вращайте патрон, считая каждый полный оборот, пока не завершится заточка.
Нажимайте на порт направляющей вверх, пока он не коснется штифта наверху. Вы готовы к заточке. Медленно вращайте патрон по часовой стрелке, считая каждую половину оборота. Каждое четное число — это один ход. Большинству бит требуется 20-40 вращений, чтобы завершить процесс заточки. Работайте битой до тех пор, пока она не перестанет шлифоваться. Время от времени вы можете проверять свой прогресс.
Заточка прекратилась, но лезвие еще не заточено, видны сколы краев и краска еще.Бит, похоже, немного отступил назад, поэтому мы выровняли его и начали заново.
Правильно заточенное долото будет иметь чистое долото (режущая кромка), пятку ниже острия (так называемый положительный рельеф), а угол долота должен составлять 1-1:30, если смотреть на долото, как показано на рисунке. Если угол находится на 2 часа, попробуйте еще раз, только переместите метку на 1-2 места вправо. Если угол долота равен 12:45, переместите его влево. Вы можете точно отрегулировать угол в соответствии с вашим сверлом, что является одной из замечательных особенностей Drill Doctor.
Если вы не разделяете точку, все готово. Если вы раскалываете точку, держите биту в патроне и переходите к следующему шагу. С помощью Drill Doctor очень просто разделить насадку. После заточки просто вставьте биту в отверстие для раскалывания (сбоку станка) и медленно вдавите ее в движущийся точильный камень. Выньте патрон, поверните его на пол-оборота и повторите. Два шага и все. Раздвоенный наконечник помогает удерживать сверло по центру в более твердых материалах.
Отверстие сбоку предназначено для расщепления наконечника, что помогает удерживать сверло по центру.Несколько секунд с каждой стороны и готово.
Это сверло полностью заточено с новым разъемным наконечником. Готов сделать несколько отверстий!
Заточка сверл вручную — это вид искусства, который, безусловно, полезен, но сложен в освоении и требует много времени. Drill Doctor прост в использовании и стоит своих денег, чтобы выполнить работу. Этот автор регулярно отправляет своего 13-летнего сына работать в магазин с ведром старых сверл и сверлильным доктором. Это так просто.
Это так просто.
Ознакомьтесь со всеми инструментами и оборудованием, доступными в NAPA Online, или доверьтесь одному из наших 17 000 пунктов обслуживания NAPA AutoCare для планового технического обслуживания и ремонта. Для получения дополнительной информации о том, как заточить сверла, поговорите со знающим специалистом в местном магазине NAPA AUTO PARTS.
Категории
Ноу-хау
Теги
Твердосплавные сверла, сверла, сверление, сверла HHS, техническое обслуживание инструмента, инструменты
Редуктор на всю жизнь, Джефферсон Брайант проводит в мастерской больше времени, чем где-либо еще. Его карьера началась в автомобильной аудиоиндустрии в качестве менеджера магазина, а затем он проложил себе путь до должности дизайнера продукции в Rockford Fosgate. В 2003 году он начал писать технические статьи для журналов и с тех пор работает автомобильным журналистом. Его работы были представлены в Car Craft, Hot Rod, Rod & Custom, Truckin’, Mopar Muscle и многих других.