Как паять бурой медь — Морской флот
Пайка – это соединение деталей между собой, для соединения этих деталей используется два основных компонента, это припой и флюс. Ни один процесс пайки не обходится без таких материалов как припой, флюс, канифоль, некоторые радиолюбители используют паяльные кислоты, различные смеси и прочее. В этой статье о них и поговорим.
Припой (олово)
Припой – это металл или сплав, применяется для соединения и пайки радиодеталей, имеет температуру плавления ниже, чем соединяемые металлы. Припой прочно соединяет радиодетали между собой, растекается по нему и заполняет зазоры или отверстия между соединяемыми деталями.
Припои бывают мягкие – температура плавления до 300°C и твёрдые – выше 300 °C. Мягкими припоями являются оловянно-свинцовые сплавы.
Продается они в катушках, тюбиках или же в виде прутков. Припои продаются даже с флюсом, такие легче плавятся и канифоль для пайки радиодеталей обычно не требуется. Радиолюбители часто применяют припой марки ПОС-61.
Радиолюбители часто применяют припой марки ПОС-61.
При использовании низкотемпературных припоев необходим специальный флюс, поскольку стандартный флюс при низких температурах малоактивен.
У бессвинцовых припоев температура плавления либо выше, либо ниже чем у свинцовооловянных видов припоя. Оловянно-свинцовые припои смачиваются лучше чем бессвинцовые, паять ими удобнее. Швы при использовании бессвинцовых припоев, возникающие при длительной эксплуатации также хуже, чем у припоев, содержащих свинец.
Канифоль
Канифоль бывает еловая или сосновая, применяют для пайки радиодеталей совместно с припоем, канифоль ускоряет пайку и способствует быстрому лужению радиодеталей. Канифоль помогает припою прилипнуть к поверхности и растекается по ней блестящей пленкой. После этого деталь очень легко припаивается.
Перед началом пайки разогретый паяльник сначала «макают» в канифоль, затем жалом паяльника дотрагиваются до припоя, после чего уже прикасаются к месту спаивания деталей. Количество канифоли здесь играет немаловажную роль и жалеть ее не надо Есть и другие способы нанесения канифоли, например, поднося кусочек к месту пайки, так например лудят вывода радиоэлементов или залуживают провода, всё зависит от конкретного случая.
Количество канифоли здесь играет немаловажную роль и жалеть ее не надо Есть и другие способы нанесения канифоли, например, поднося кусочек к месту пайки, так например лудят вывода радиоэлементов или залуживают провода, всё зависит от конкретного случая.
Флюс
Флюс предназначен для удаления окислов или жировых загрязнений с поверхности металла, улучшения растекания жидкого припоя и для смачивания места пайки.
С помощью флюса вывода радиодеталей залуживаются и паяются очень быстро. Флюсы бывают химически активными (кислотными) и пассивными (нейтральными). Активными флюсами называют те флюсы, в составе которых присутствуют вещества, способные вступать во взаимодействие с металлом, это кислоты, хлористый цинк. При использовании таких флюсов паяльные швы подвергаются коррозии, что конечно же является недостатком этих видов флюсов. Но это не означает что применять такие флюсы нельзя, можно, только после того как закончите работу, плату нужно очистить от этого флюса. Одним из таких флюсов является флюс ЛТИ-120.
Одним из таких флюсов является флюс ЛТИ-120.
Многие радиолюбители применяют нейтральный флюс СКФ, такой флюс состоит из: спирта
40% и абсолютно не вреден для печатных плат.
Такой флюс можно изготовить и самому в домашних условиях, для этого берется спирт (70-90%), можно приобрести например в аптеке, и канифоль, ее нужно измельчить. Затем наливаем спирт в небольшую емкость, например в тюбик, и туда насыпаем крошки канифоли, в процентном соотношении примерно 70% спирта и 30% канифоли, затем закрываем пробку и взбалтываем до тех пор, пока канифоль полностью не растворится.
Флюсы бывают для пайки алюминия, нержавеющей стали, латунных, медных и стальных изделий, в виде раствора или порошка. В обычных условиях алюминий с трудом поддается пайке, так как на его поверхности после очистки мгновенно снова образуется оксидная пленка. Поэтому после зачистки место будущего спая на алюминии или его сплавах немедленно заливают заранее расплавленной канифолью. Пайку ведут мощным (не менее 100 Вт) паяльником, используя припой, состоящий из 80% олова и 20% цинка или 95% олова и 5% висмута.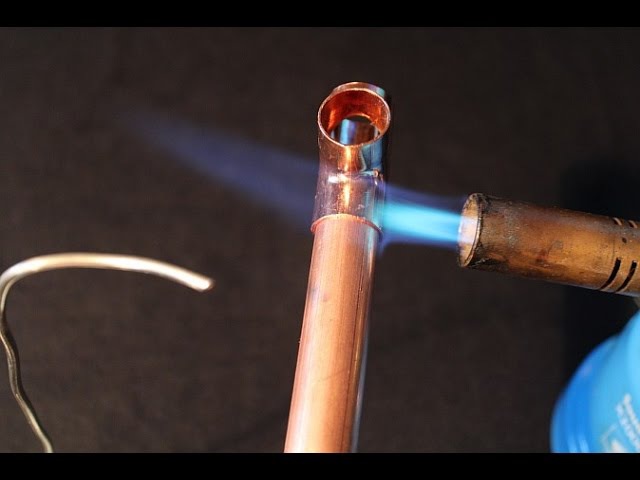 Припой набирают на паяльник и переносят на защищенную канифолью поверхность спая. Залуженный таким образом алюминий сравнительно легко поддается спаиванию. К его луженой поверхности можно припаять, например, медные провода.
Припой набирают на паяльник и переносят на защищенную канифолью поверхность спая. Залуженный таким образом алюминий сравнительно легко поддается спаиванию. К его луженой поверхности можно припаять, например, медные провода.
Паяльная паста
Паяльная паста представляет собой пастообразное вещество, состоит из мельчайших шариков припоя, флюса и различных добавок. Паяльные пасты бывают безотмывочные и водосмываемые, последние содержат активные вещества, частицы которых могут стать причиной коррозии, если не удалить их с поверхности печатной платы.
Паяльная паста в основном применяется для поверхностного монтажа, для чип (SMD) радиодеталей и особенно удобны для пайки в труднодоступных местах. Пайка радиодеталей такой пастой осуществляется с помощью паяльной (фен) или ИК станции. Если вкратце, то технология следующая, сначала наносят капли пасты на места будущего спая, располагают радиодетали и нагревают.
Последовательность действий при пайке следующая:
1. Сначала поверхность платы нужно очистить, обезжирить и высушить. Для ускорения сушки можно воспользоваться феном.
Сначала поверхность платы нужно очистить, обезжирить и высушить. Для ускорения сушки можно воспользоваться феном.
2. Печатную плату необходимо надежно зафиксировать в горизонтальном положении, чтобы компоненты не слетели.
3. Паяльную пасту нужно наносить на печатную плату в местах будущей спайки, добиться чтобы вся паяемая поверхность была смочена пастой.
4. На плату устанавливаются детали: чип резисторы, конденсаторы, микросхемы и пр…
Постарайтесь добиться точного совмещения ножек микросхем и компонентов на печатной плате.
5. В идеале плату нужно подогревать еще и снизу, через пару минут фен устанавливается на температуру 150*C и несильной струей воздуха чтобы не сдуть детали, прогревается паяемая верхняя сторона платы вместе с установленными деталями. Прогрев продолжается до тех пор, пока флюс из паяльной пасты не испарится. Далее фен устанавливается на температуру около 240*C (температура плавления оловянно-свинцовой паяльной пасты около 200*C), и поверхность платы снова прогревается, при этом частицы припоя в пасте должны оплавиться и сформировать аккуратную пайку.
6. После окончания пайки плате нужно дать время остыть, затем можно ее промыть
Паяльный жир и паяльная кислота
Паяльный жир (бывает активным и нейтральным) нужен для тех же целей, что и канифоль, снимать невидимую оболочку-окисел с металла и улучшать пайку. Но если канифоль не справляется с этой задачей и эту оболочку со стали снять не может, то паяльный жир – пожалуйста!
Если металл не хочет лудиться, применяют паяльную кислоту. Преимущества кислоты в том, что она быстрее и качественнее обезжиривает детали для пайки, чем канифоль и жир паяльный.
Недостаток ее в том, что после пайки она еще долго реагирует с металлом, а также является очень неплохим проводником электрического тока, поэтому ее никогда уважающие себя электрики и электронщики не используют, им ни к чему посторонние пути прохождения тока.
Медь, бронзу, латунь можно паять канифолью или флюсом, свинец канифолью не будет паяться, нужно паять паяльным жиром. Если никель, сталь или железо то применяют паяльную кислоту, после пайки остатки кислоты нужно смыть водой. Если есть вариант выбора, то стоит выбирать все таки паяльный жир, т.к. он совмещает в себе преимущества и кислоты и жидкой канифоли (флюса).
Если есть вариант выбора, то стоит выбирать все таки паяльный жир, т.к. он совмещает в себе преимущества и кислоты и жидкой канифоли (флюса).
Бура
Это высокотемпературный флюс (700-900*С), буру используют как флюс для пайки сталей, чугуна, меди и её сплавов среднеплавкими медными, латунными, золотыми и серебряными припоями. Расплавленная бура растворяет окислы металлов и очищает поверхность спаиваемых деталей. После применения буры при пайке необходимо удалять оставшиеся соли, применяя механическую зачистку.
Бура с борной кислотой при смешивании по весу один к одному образует борный флюс. Нужно перемешать составляющие, тщательно растереть в фарфоровой ступке, нагревая растворить в дистиллированной воде и выпаривать до твёрдого остатка. Для повышения активности флюса в смесь добавляют фтористые и хлористые соли.
Оксидал
Применяется для очистки жал паяльников или для пайки окисленных выводов радиодеталей. Для лучшего действия оксидала паяльник должен быть не менее 40 ватт. Продается оксидал в виде порошка, при работе с ним он выделяет неприятный запах и место около пайки покрывается «инеем». После пайки оксидалом остатки удаляются механическим путем.
Продается оксидал в виде порошка, при работе с ним он выделяет неприятный запах и место около пайки покрывается «инеем». После пайки оксидалом остатки удаляются механическим путем.
Цапонлак
Цапонлак применяют для покрытия печатных дорожек с целью защиты их от внешних воздействий, например для защиты от влаги. Со временем на местах спайки радиодеталей могут появляться микротрещины, а проникновение в трещину паров воды со временем вызывает образование не проводящих тока оксидов. Цапонлак, нанесенный на точку пайки, образует прочную поверхностную упругую пленку и защищает это место от влаги.
Цапонлак бывает разных цветов: зеленого, красного, синего… Наносить его на плату лучше кисточкой или мягкой губкой. Покрывать цапонлаком (и вообще любыми ацетоносодержащими веществами) печатные платы целиком не рекомендую. Для этих целей продаются специальные бесцветные лаки.
Плата, покрытая цапонлаком:
Цапонлак удобно применять для фиксации резьбовых соединений, например чтобы не развинчивалась гайка.
Для высокотемпературной пайки лучше применять специальные флюсы. К тому же они не «светят» как бура.
ФЛЮС ФК-235 ТУ 48-17228138/ОПП-007-96
Предназначен для высокотемпературной пайки меди, никеля, серебра, их сплавов, сталей.
Является эффективной заменой стандартных флюсов ПВ 209 и ПВ 284.
Элементный состав (масс.%):
В – 10,5 – 13,0%;
К – 28 – 32%;
F – 38 – 42%;
О – остальное.
Свойства:
Температура плавления 280 – 320°С
Температурный интервал активности 450 – 850°С
Соотношение эффективности флюса ФК – 235 и ПВ 209 4 : 1
ФЛЮС ФК-250 ТУ 48-17228138/ОПП-013-97
Предназначен для высокотемпературной пайки меди, никеля, серебра, их сплавов, жаропрочных и твердых сплавов, конструкционных и нержавеющих сталей.
Является улучшенной заменой стандартных флюсов ПВ 209 и ПВ 284.
Элементный состав (масс.%):
В – 13- 16 %;
К – 31 – 35 %;
О – 30- 33 %;
F – остальное.
Свойства:
Температура плавления 400 – 450°С
Температурный интервал активности 550 – 950°С
Соотношение эффективности флюса ФК – 250 и ПВ 209 4 : 1
Пайку металлов проводят, предварительно удаляя с их поверхности следы оксидов. Для этого применяют флюсы. Они должны предотвращать окисление при нагреве и стимулировать хорошего растекание расплавленного припоя.
Для этого применяют флюсы. Они должны предотвращать окисление при нагреве и стимулировать хорошего растекание расплавленного припоя.
Для пайки медных изделий идеально соответствует всем требованиям припой из буры. Вещество известно со средних веков. Добывали его в озерах Индии, Тибета, затем перевозили в Европу, где использовали для обработки тканей и кожи, производства стекол.
Бура широко применяется для работы с металлами. При изготовлении или ремонте металлических изделий проводится пайка бурой. Прежде всего, метод применяют для деталей из меди, латуни. Особенную разновидность этого флюса используют при ремонте ювелирных изделий.
Состав и свойства
Точное происхождение исторически сложившегося, тривиального названия окончательно не выяснено. Согласно химической номенклатуре бура – кристаллогидрат натриевой соли тетраборной кислоты.
Если в состав входит 10 молекул воды, то вещество называется декагидрат тетрабората натрия. Существуют виды кристаллогидрата с пятью молекулами воды.
Они называются пентагидратами тетрабората натрия. Строго говоря, состав буры представляет собой соль, окруженную гидратной оболочкой из 10 диполей воды.
При 64 ℃ декагидрат расплавляется, постепенно теряет воду. Полное обезвоживание буры происходит при 380°. Образующийся тетраборат стойко выдерживает нагревание до 742° и только потом расплавляется.
Такое поэтапное плавление буры несколько смущает обычных потребителей, привыкших к тому, что вещество плавится строго при одном значении температуры. Специфика объясняется присутствием молекул воды в кристаллогидрате. Эта особенность упрощает применение буры при пайке.
Качество вещества нормировано государственным стандартом. Существует две марки сырья, представляющего собой техническую буру:
- марка А – это 99,5%-ный декагидрат соли. Остальные 0,5% состоят из карбонатов, сульфатов, мизерного количества соединений свинца и мышьяка;
- марка Б — 94%-ный декагидрат, содержание примесей в котором составляет 6%.


Обе марки не очень устойчивы. Срок хранения технической буры не должен превышать полгода. В качестве флюса рекомендуют применять буру марки Б. Она полностью соответствует требованиям пайки, стоит дешевле, чем сырье марки А.
Преимущества и недостатки
Флюс, приготовленный на основе буры, очень популярен. Этот материал всегда есть в продаже. Для пайки медных изделий бура – самый доступный флюс, имеющий бюджетные цены.
Буру также используют для пайки некоторых видов сталей, ювелирных сплавов. Для процесса подходят припои с содержанием меди или серебра. Паяльные швы при необходимости всегда можно просто распаять.
В зависимости от элементного состава деталей можно пользоваться не только кристаллическим порошком, но и раствором. Кристаллогидрат прекрасно растворяется в воде.
Существуют некоторые сложности при использовании буры. Место припоя после окончания пайки покрыто налетом. Его нужно механически очищать.
Его нужно механически очищать.
Срок хранения материала ограничен, беречь его нужно в сухом месте. Несмотря на это, бура остается востребованной на производстве и в домашнем хозяйстве.
Применение порошка для латуни и меди
Практики часто используют флюс, который хранился дольше положенного времени. Для пайки латунью буру стоит заново переплавить. Охлажденный порошок нужно поместить в банку с герметичной крышкой. Пренебрежение этой процедурой может испортить работу из-за накопившихся при хранении шлаков.
В начале пайки рабочую зону надо прогреть до хорошо заметного красного цвета. Нагрев стоит начинать сначала по краям, а затем уже непосредственно в месте пайки.
Затем нагретую зону следует постепенно посыпать флюсом, дождаться пока он растечется в виде пленки по краям детали. В этот момент разогретый латунный припой нужно окунуть в расплав буры, чтобы он покрылся горячей флюсовой пленкой.
Как показывает опыт, место пайки имеет при этом красный цвет, расплав буры окрашен в синеватые цвета. Очень долго держать припой во флюсе нельзя. Могут образоваться оксидные шлаки.
Очень долго держать припой во флюсе нельзя. Могут образоваться оксидные шлаки.
Затем следует опять прогреть рабочую зону. Латунь приобретёт оранжевый светящийся вид. Можно приступать непосредственно к проведению пайки. Если все сделать верно, припой заполнит все зазоры.
Место пайки станет золотистым. Когда процесс закончен, горячую зону нужно присыпать порошком буры и оставить остывать. Детали из меди в горячем (200 ℃) состоянии можно поместить в смесь, содержащую поровну ацетон и воду, или просто в воду. Резцы имеет смысл погрузить в горячий песок.
Правильно сделанное соединение имеет прозрачную пленку с легким синим оттенком. На нем нет капель припоя. При неправильно выполненной пайке шов покрывается черной пористой коркой.
Причиной может быть перегрев рабочей зоны, вследствие которого образовались шлаки, или плохое качество флюса на основе буры. Так проводят пайку латуни и других медьсодержащих сплавов.
Применение растворов
Для более легких металлов применяют раствор буры. Работать с жидким флюсом гораздо проще, достаточно просто окунуть в него деталь и начинать пайку. Подобным способом паяют ювелирные изделия, контакты, провода, другие мелкие детали.
Работать с жидким флюсом гораздо проще, достаточно просто окунуть в него деталь и начинать пайку. Подобным способом паяют ювелирные изделия, контакты, провода, другие мелкие детали.
Иногда присутствия только буры в составе флюса недостаточно. В таких случаях для пайки применяют смеси. Распространенная добавка, помогающая справиться с задачей, – борная кислота.
Обычно кислоту и буру берут в равных частях. Иногда применяют фториды цинка, хлориды калия, соли других щелочных металлов. Порошки тщательно растирают пестиком в фарфоровой ступке. Можно брать ступку из другого материала, главное, чтобы он не поглощал смесь буры.
При любой пайке сначала проводят зачистку концов деталей. Делать это можно наждачной бумагой, жесткой щеткой или надфилем. Затем насыпают тонкий слой порошка.
Раствор можно наносить кисточкой или простым окунанием детали. Затем рабочую зону равномерно прогревают, не достигая плавления деталей, проводят пайку с требуемым припоем. Он должен хорошо растечься в месте соединения тонким слоем.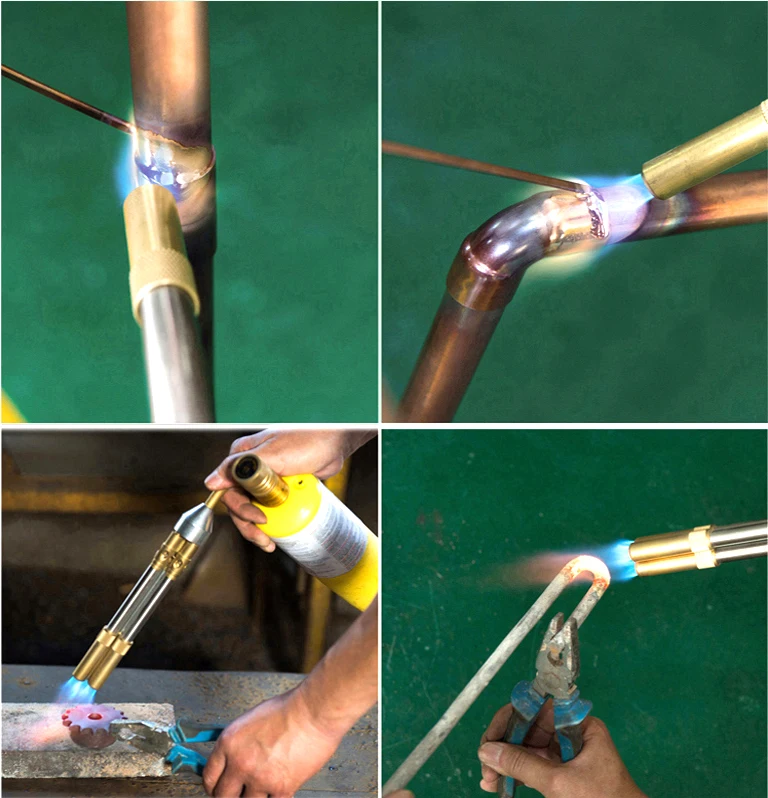
Процесс легко выполним в домашних условиях. На производстве для постоянной работы удобна паяльная станция. Существует несколько видов установок с различной комплектацией.
Они производятся в нашей стране и заграницей. Всегда можно подобрать модель, подходящую по набору функций и стоимости.
Соединение медных труб
Трубопроводы из меди – дорогое удовольствие. Вложение денег может быть оправдано при тщательно проведенном монтаже, который часто проводят методом капиллярной пайки с использованием буры в роли флюса.
Стоит отметить, что сегодня, продаются и другие флюсы, более удобные в применении. Одну трубу вставляют во вторую или фитинг так, чтобы зазор не превышал 0,4 мм.
Время пайки невелико, составляет 3 минуты. Важно, чтобы детали при работе оставались неподвижными. Чтобы порошок буры прилип к поверхности, медь вначале прогревают горелкой.
Для труб с диаметром до 108 мм процесс пайки проводят при низких температурах, не превышающих 450°. Шов получается широкий (до 50 мм), но не очень прочный. Широкие трубы, с диаметром больше 159 мм, паяют при высоких температурах. Выполнить процедуру могут только профессионалы.
Шов получается широкий (до 50 мм), но не очень прочный. Широкие трубы, с диаметром больше 159 мм, паяют при высоких температурах. Выполнить процедуру могут только профессионалы.
В обоих случаях расплав припоя хорошо проникает в капилляры деталей, что способствует образованию прочных соединений. Остатки буры рекомендуется удалять.
Нужно помнить, что пайка сопровождается образованием дыма, поэтому работать можно только в проветриваемых помещениях.
состав и правила применения флюса
Пайку металлов проводят, предварительно удаляя с их поверхности следы оксидов. Для этого применяют флюсы. Они должны предотвращать окисление при нагреве и стимулировать хорошего растекание расплавленного припоя.
Для пайки медных изделий идеально соответствует всем требованиям припой из буры. Вещество известно со средних веков. Добывали его в озерах Индии, Тибета, затем перевозили в Европу, где использовали для обработки тканей и кожи, производства стекол.
Бура широко применяется для работы с металлами. При изготовлении или ремонте металлических изделий проводится пайка бурой. Прежде всего, метод применяют для деталей из меди, латуни. Особенную разновидность этого флюса используют при ремонте ювелирных изделий.
При изготовлении или ремонте металлических изделий проводится пайка бурой. Прежде всего, метод применяют для деталей из меди, латуни. Особенную разновидность этого флюса используют при ремонте ювелирных изделий.
Состав и свойства
Точное происхождение исторически сложившегося, тривиального названия окончательно не выяснено. Согласно химической номенклатуре бура – кристаллогидрат натриевой соли тетраборной кислоты.
Если в состав входит 10 молекул воды, то вещество называется декагидрат тетрабората натрия. Существуют виды кристаллогидрата с пятью молекулами воды.
Они называются пентагидратами тетрабората натрия. Строго говоря, состав буры представляет собой соль, окруженную гидратной оболочкой из 10 диполей воды.
При 64 ℃ декагидрат расплавляется, постепенно теряет воду. Полное обезвоживание буры происходит при 380°. Образующийся тетраборат стойко выдерживает нагревание до 742° и только потом расплавляется.
Такое поэтапное плавление буры несколько смущает обычных потребителей, привыкших к тому, что вещество плавится строго при одном значении температуры. Специфика объясняется присутствием молекул воды в кристаллогидрате. Эта особенность упрощает применение буры при пайке.
Специфика объясняется присутствием молекул воды в кристаллогидрате. Эта особенность упрощает применение буры при пайке.
Качество вещества нормировано государственным стандартом. Существует две марки сырья, представляющего собой техническую буру:
- марка А – это 99,5%-ный декагидрат соли. Остальные 0,5% состоят из карбонатов, сульфатов, мизерного количества соединений свинца и мышьяка;
- марка Б — 94%-ный декагидрат, содержание примесей в котором составляет 6%.
Обе марки не очень устойчивы. Срок хранения технической буры не должен превышать полгода. В качестве флюса рекомендуют применять буру марки Б. Она полностью соответствует требованиям пайки, стоит дешевле, чем сырье марки А.
Преимущества и недостатки
Флюс, приготовленный на основе буры, очень популярен. Этот материал всегда есть в продаже. Для пайки медных изделий бура – самый доступный флюс, имеющий бюджетные цены.
Буру также используют для пайки некоторых видов сталей, ювелирных сплавов. Для процесса подходят припои с содержанием меди или серебра. Паяльные швы при необходимости всегда можно просто распаять.
Для процесса подходят припои с содержанием меди или серебра. Паяльные швы при необходимости всегда можно просто распаять.
В зависимости от элементного состава деталей можно пользоваться не только кристаллическим порошком, но и раствором. Кристаллогидрат прекрасно растворяется в воде.
Существуют некоторые сложности при использовании буры. Место припоя после окончания пайки покрыто налетом. Его нужно механически очищать.
Срок хранения материала ограничен, беречь его нужно в сухом месте. Несмотря на это, бура остается востребованной на производстве и в домашнем хозяйстве.
Применение порошка для латуни и меди
Практики часто используют флюс, который хранился дольше положенного времени. Для пайки латунью буру стоит заново переплавить. Охлажденный порошок нужно поместить в банку с герметичной крышкой.
В начале пайки рабочую зону надо прогреть до хорошо заметного красного цвета. Нагрев стоит начинать сначала по краям, а затем уже непосредственно в месте пайки.
Затем нагретую зону следует постепенно посыпать флюсом, дождаться пока он растечется в виде пленки по краям детали. В этот момент разогретый латунный припой нужно окунуть в расплав буры, чтобы он покрылся горячей флюсовой пленкой.
Как показывает опыт, место пайки имеет при этом красный цвет, расплав буры окрашен в синеватые цвета. Очень долго держать припой во флюсе нельзя. Могут образоваться оксидные шлаки.
Затем следует опять прогреть рабочую зону. Латунь приобретёт оранжевый светящийся вид. Можно приступать непосредственно к проведению пайки. Если все сделать верно, припой заполнит все зазоры.
Место пайки станет золотистым. Когда процесс закончен, горячую зону нужно присыпать порошком буры и оставить остывать.
Правильно сделанное соединение имеет прозрачную пленку с легким синим оттенком. На нем нет капель припоя. При неправильно выполненной пайке шов покрывается черной пористой коркой.
Причиной может быть перегрев рабочей зоны, вследствие которого образовались шлаки, или плохое качество флюса на основе буры. Так проводят пайку латуни и других медьсодержащих сплавов.
Применение растворов
Для более легких металлов применяют раствор буры. Работать с жидким флюсом гораздо проще, достаточно просто окунуть в него деталь и начинать пайку. Подобным способом паяют ювелирные изделия, контакты, провода, другие мелкие детали.
Иногда присутствия только буры в составе флюса недостаточно. В таких случаях для пайки применяют смеси. Распространенная добавка, помогающая справиться с задачей, – борная кислота.
Обычно кислоту и буру берут в равных частях. Иногда применяют фториды цинка, хлориды калия, соли других щелочных металлов. Порошки тщательно растирают пестиком в фарфоровой ступке. Можно брать ступку из другого материала, главное, чтобы он не поглощал смесь буры.
При любой пайке сначала проводят зачистку концов деталей. Делать это можно наждачной бумагой, жесткой щеткой или надфилем. Затем насыпают тонкий слой порошка.
Раствор можно наносить кисточкой или простым окунанием детали. Затем рабочую зону равномерно прогревают, не достигая плавления деталей, проводят пайку с требуемым припоем. Он должен хорошо растечься в месте соединения тонким слоем.
Процесс легко выполним в домашних условиях. На производстве для постоянной работы удобна паяльная станция. Существует несколько видов установок с различной комплектацией.
Они производятся в нашей стране и заграницей. Всегда можно подобрать модель, подходящую по набору функций и стоимости.
Соединение медных труб
Трубопроводы из меди – дорогое удовольствие. Вложение денег может быть оправдано при тщательно проведенном монтаже, который часто проводят методом капиллярной пайки с использованием буры в роли флюса.
Стоит отметить, что сегодня, продаются и другие флюсы, более удобные в применении. Одну трубу вставляют во вторую или фитинг так, чтобы зазор не превышал 0,4 мм.
Время пайки невелико, составляет 3 минуты. Важно, чтобы детали при работе оставались неподвижными. Чтобы порошок буры прилип к поверхности, медь вначале прогревают горелкой.
Для труб с диаметром до 108 мм процесс пайки проводят при низких температурах, не превышающих 450°. Шов получается широкий (до 50 мм), но не очень прочный. Широкие трубы, с диаметром больше 159 мм, паяют при высоких температурах. Выполнить процедуру могут только профессионалы.
В обоих случаях расплав припоя хорошо проникает в капилляры деталей, что способствует образованию прочных соединений. Остатки буры рекомендуется удалять.
Нужно помнить, что пайка сопровождается образованием дыма, поэтому работать можно только в проветриваемых помещениях.
для чего нужны и как пользоваться
На чтение 5 мин Просмотров 15.6к. Опубликовано
Бура – это порошок, который добавляется в так называемые высокотемпературные флюсовые металлических изделий. Температура плавления буры довольно высокая – 700 – 900°С.
Бура для пайки очень удобна в техническом использовании, все ее свойства хорошо известны, удобны и описаны в специальном регулирующем документе – ГОСТе 8429-77.
Где и как бура применяется?
С химической точки зрения – это соль натрия со сложным названием «декагидрат тетрабората натрия». С ее участием в роли активного элемента в защитной флюсовой смеси проводится соединение самых разных металлов, вплоть до сложных и капризных сплавов, к примеру, меди.
С ее участием в роли активного элемента в защитной флюсовой смеси проводится соединение самых разных металлов, вплоть до сложных и капризных сплавов, к примеру, меди.
По данной технологии для соединения используются дополнительные металлические припои, они также могут быть разного состава.
Инструменты и расходные материалы для пайки. При высокой температуре бура начинает плавиться, вследствие чего происходит очистка свариваемых поверхностей с одновременным растворением окислов в раскаленной флюсовой смеси.Суть этого процесса – образование солей с их последующей поверхностной кристаллизацией. Данный кристаллический налет после процесса сварки легко убирается.
Как готовится флюс с бурой?
Флюсовая борная смесь для использования в работе с металлами имеет свои особенности и готовится следующим образом: к примеру, буру для пайки латуни перемешивают с борной кислотой в равных пропорциях.
Смесь следует хорошенько перетереть в специальной химической посуде, а затем выпарить всю жидкость для финишного сухого остатка. Затем в полученное вещество добавляются соли фтора и хлора. В итоге формируется активный флюс, который станет отличным помощником в нагревании металлических деталей самого разного типа.
Затем в полученное вещество добавляются соли фтора и хлора. В итоге формируется активный флюс, который станет отличным помощником в нагревании металлических деталей самого разного типа.
Особенно ярко эти достоинства проявляются в процессах , который часто являются важными составными частями современных трубопроводов. Такие технологии сейчас в большой моде.
Они используются как при соединения новых труб, так и при качественном ремонте старых трубопроводов, бывших в эксплуатации в течение долгого времени.

Самая главная роль – это удаление оксидной пленки с металлической поверхности и активация растекания жидкого припоя по поверхности деталей.
Технические требования к флюсам.Вот ее технические преимущества:
- Слиянию поддаются детали из металла в любом, даже самом «неудобном» сочетании.
- Соединения выходят прочными и надежными даже между металлами и неметаллическими материалами.
- Работу можно начинать с металлами, имеющими любую исходную температуру.
- С помощью данной технологии детали можно не только соединять, но и эффективно разъединять – их можно без проблем распаять.
- Отличие пайки от классической сварки в том, что основной металл не плавится, и поэтому нет явления под названием «коробление». В результате детали никак не деформируются.
- Бура помогает эффективной сцепке припоя с металлическими поверхностями.
- Техническая бура незаменима при способе, который называется «капиллярной пайкой»: она влияет на ее производительность.
- Паяные соединения характеризуются высоким качеством и долговечностью.

Этапы пайки с бурой
Весь процесс состоит из последовательных этапов, выполнение которых является обязательным:
- Тщательная подготовка поверхностей заготовок перед нагревом.
- Чистка проводится для избавления от окисных пленок, здесь как раз и нужна техническая бура.
- Паяльной лампой производится нагрев свариваемых поверхностей до нужной температуры.
- В пространство между деталями вводится разогретый металлический припой в жидком состоянии.
- Суть соединения – объединение основного металла с жидким металлическим припоем в хорошо разогретом состоянии.
- Процесс заканчивается при окончательной кристаллизации припоя.

Пайка медных труб с использованием буры
Таблица применения буры.
Для начала нужно запастись необходимыми инструментами и материалами:
- паяльная лампа или газовая горелка;
- специальный припой, выбранный с учетом природы металлов, которые нужно спаять;
- бура с оптимальными свойствами согласно ГОСТу 8429-77;
- металлические щетки для очистки деталей;
- инструмент для резки металла;
- кисти для покрытия деталей флюсовым слоем.
Отдельного предупреждения заслуживает выбор газовой горелки. Дело в том, что эти приспособления предлагаются на рынке в огромных количествах и в разных моделях.
Модным приспособлением в газовых горелках является система автоматического пьезорозжига.
Наш совет: горелку с ним можно выбрать только при полной уверенности, что продукция произведена известным и солидным предприятием. Если такой уверенности нет, лучше купить классическую модель высокого качества.
А теперь основные этапы процесса пайки с использованием буры для соединения двух медных труб:
- Тщательная чистка поверхностей внутри труб специальными щетками с металлической щетиной.
- Теперь чистка наружных поверхностей труб с помощью шкурки.
- Нанесение технической буры с помощью кисти.
- Стыковка труб, которые покрыты флюсовым слоем, друг с другом.
- Разогрев деталей газовой горелкой. Действие пламени должно длиться не меньше 20-ти секунд.
- На рабочий участок вводится припой, который также расплавляется под действием горелки. Припой наносится максимально равномерным слоем.

Контроль качества соединения с использованием флюса из буры проводится разными методами: разрушающими и неразрушающими. Чаще всего вполне достаточно внешнего осмотра для определения возможных дефектов. Это делать можно даже с лупой.
как пользоваться паяльной бурой? Как паять железо? Состав. Что это такое и для чего она нужна?
Для того чтобы осуществить пайку металла, требуется заблаговременно ликвидировать с поверхности остатки оксидов. С данной целью используется флюс, который также необходим для предотвращения окисления во время нагревания и стимуляции растекаемости расплавленных припоев. Чтобы паять изделия из меди, лучше всего использовать буру в качестве припоя, соответствующую всем обязательным требованиям.
Что это такое и для чего нужна?
Бурой для пайки называют высокотемпературный вид флюса порошкообразного вида, что применяется во время соединения изделий из металла путем пайки. Плавление данного вещества может происходить под влиянием температуры более 700 градусов по Цельсию. Паяльная бура имеет свой ГОСТ, согласно которому происходит ее изготовление, регулируются характеристики.
Плавление данного вещества может происходить под влиянием температуры более 700 градусов по Цельсию. Паяльная бура имеет свой ГОСТ, согласно которому происходит ее изготовление, регулируются характеристики.
Вещество в виде порошка внешне очень похоже на соль, другими словами оно называется тетраборат натрия. Синтез буры происходит естественным путем, а добыча ее осуществляется из солевых озерных отложений.
Применение данного вещества довольно широко, но чаще всего она используется для спайки труб из меди.
Преимуществами применения буры можно назвать следующие моменты:
- у материалов, которые планируется обрабатывать, может быть разный температурный режим;
- получение качественного, надежного сварочного шва не только между металлами, но и между металлической и неметаллической поверхностью;
- простота распаивания швов при необходимости в разъединении деталей;
- при спайке детали не коробятся и не деформируются;
- увеличение производительности во время капиллярной пайки;
- получение ровных и долговечных швов даже у мастера с небольшим опытом работы.

Недостатки у тетрабората натрия следующие:
- выделение большого объема солей, которые с высокой скоростью застывают на металле;
- впитывание влаги из окружающей среды;
- сложность подбора нужного количества буры для неопытного сварщика.
Состав и свойства
Химическая номенклатура буры для пайки свидетельствует, что это кристаллогидрат соли натрия тетраборной кислоты. Если в составе вещества имеется 10 водяных молекул, то его называют декагидратом тетрабората натрия. Говоря простыми словами, это соль, что окружена оболочкой, в составе которой 10 или 5 молекул воды.
Температура в 64 градуса тепла способствует тому, что декагидраты плавятся и при этом теряют воду. Обезвоживается бура при температуре 380 градусов по Цельсию. Тетраборату свойственна выдержка нагрева до температуры в 742 градуса и плавка при ее повышении.
Обезвоживается бура при температуре 380 градусов по Цельсию. Тетраборату свойственна выдержка нагрева до температуры в 742 градуса и плавка при ее повышении.
В составе буры присутствуют натрий хлор, барий хлор и в некоторых случаях борная кислота. Флюс в виде раствора имеет высокую способность к растворению окислов металла, а также жировых пленок и всего лишнего, что может препятствовать спайке материалов.
Благодаря использованию буры во время пайки многие изделия выпускаются без брака.
Виды
По внешнему виду сварочную буру делят на 2 вида.
- Твердая. В порошковом виде флюс имеет вид твердых мелких фракций. Такая форма способствует легкости выкладывания буры на металлическую поверхность перед процессом спаивания, вещество при этом не растекается. Твердую буру реализуют в коробах, которые герметичны, тем самым оберегают вещество от воздействия влаги и негативного влияния окружающей среды. В порошковой фракции бура имеет белый цвет.
- Разведенная. Этот вид буры считается наиболее подходящим для легкого металла и его сплава. Вещество представляет собой ту же порошковую буру, но растворенную в жидкости. Данная особенность флюса способствует тому, что его можно использовать при низких температурах спаивания. Пользоваться бурой в разведенном виде довольно просто: в нее макают мелкие металлические элементы и после этого паяют. Такой флюс популярен в ювелирном деле, а также при работе с проводами, контактами.
 В порошковой фракции бура имеет белый цвет.
В порошковой фракции бура имеет белый цвет.Популярные производители
Бура для пайки реализуется под двумя марками:
- А – применяется при работе с цветными металлами, фриттом, фаянсовой посудой и другим;
- Б – незаменима для эмали, глазури, технического оборудования, проволоки и сантехнических элементов.

Популярными производителями данного вещества на сегодня можно назвать Rexant, «ЗУБР», «Латус» и другие. Данные товары пользуются хорошим спросом у потребителя, так как имеют высокие качественные характеристики и доступную стоимость.
А также хорошо себя зарекомендовали Буйский химический завод, ХимПэк и Xiamen.
Как пользоваться?
Минимальной температурой пайки, при которой можно паять железо даже с помощью растворенной буры, является 400 градусов по Цельсию. Зачастую вещество используют в совокупности с борной кислотой, в результате чего состав получается более универсальным с низкой рабочей температурой. При горении бура напоминает стекольную массу, а также выделяет соли, которые стоит немедленно удалять.
Если требуется смешать буру с иным компонентом, то в этом случае стоит соблюдать пропорцию 1 к 1. Перемешивание твердых частиц стоит производить в фарфоровой ступе или иной емкости, которая не имеет свойства впитывать. Жидкую буру заблаговременно нужно нагреть. При выпаривании раствора наблюдается образование твердого флюсового осадка.
Перемешивание твердых частиц стоит производить в фарфоровой ступе или иной емкости, которая не имеет свойства впитывать. Жидкую буру заблаговременно нужно нагреть. При выпаривании раствора наблюдается образование твердого флюсового осадка.
Для увеличения активности буры ее смешивают с фтористой или хлористой солью. Первым методом использования буры является ее размещение на месте будущей пайки, таким образом вещество сможет разогреться и расплавиться на установленном участке. Если у мастера имеется жидкая пайка, то в нее стоит окунуть элемент, далее припаять его обычным способом.
Для того чтобы после использования буры во время пайки получить хороший результат, металл рекомендуется заранее подготовить, устранив с него ржавчину. После этого металлическую поверхность прогревают паяльной лампой, оставляя маленький зазор между деталями. В зазор вводят буру с припоем, а после начального этапа кристаллизации вещества прекращают нагрев.
После этого металлическую поверхность прогревают паяльной лампой, оставляя маленький зазор между деталями. В зазор вводят буру с припоем, а после начального этапа кристаллизации вещества прекращают нагрев.
Последовательность действий должна строго соблюдаться, при этом не стоит переусердствовать с количеством флюса.
Буру для пайки часто используют как не имеющие опыта сварщики, так и профессионалы своего дела. Преимущества данного способа сваривания материалов во многом превосходят его недостатки. Данный вид припоя способен хорошо проникать в детали, гарантируя прочность их соединения. Согласно рекомендациям специалистов пайку стоит проводить в помещении, которое хорошо проветривается, так как в ходе данной процедуры образуется много дыма.
О том, как работает бура, смотрите далее.
что такое флюс бура, применение, ГОСТ
Бура – это флюс, используемый при соединении металлических деталей методом пайки. Бура, которая выпускается в виде порошка, относится к категории высокотемпературных флюсов, поскольку температура ее плавления находится в интервале 700–900°. Порошок буры, характеристики которого оговариваются в соответствующем нормативном документе (ГОСТ 8429-77), хорошо растворяется в воде и при нагревании превращается в стеклянную массу, которая и обеспечивает защиту зоны пайки.
Кристаллы буры могут быть прозрачными или сероватыми, но всегда блестят характерно «жирно»
Сферы применения
Бура, представляющая собой соль, в состав которой входит слабая борная кислота и сильное основание, имеет и научное название – декагидрат тетрабората натрия. При помощи этого вещества, используемого в качестве флюса, выполняется пайка таких металлов, как сталь, чугун, медь и ее сплавы. При этом для такой пайки используются среднеплавкие припои, основу которых могут составлять медь, латунь, серебро и золото.
При помощи этого вещества, используемого в качестве флюса, выполняется пайка таких металлов, как сталь, чугун, медь и ее сплавы. При этом для такой пайки используются среднеплавкие припои, основу которых могут составлять медь, латунь, серебро и золото.
При расплавлении буры, что происходит при достаточно высокой температуре, поверхности соединяемых деталей очищаются, а окислы, которые на них присутствуют, растворяются в разогретом флюсе. В процессе выполнении пайки, для которой используется такой тугоплавкий флюс, как бура, соответствующая требованиям ГОСТа 8429-77, образуются соли, кристаллизирующиеся на поверхности формируемого соединения. После завершения технологической операции соляной налет необходимо удалить.
Требования ГОСТа к составу флюса на основе буры
Чтобы получить из буры борный флюс, которым можно пользоваться при пайке деталей из меди, чугуна, стали и других металлов, данное вещество необходимо смешать с борной кислотой в пропорции 1:1. Полученную смесь тщательно перетирают в фарфоровой емкости, а затем выпаривают лишнюю жидкость, чтобы получить сухой остаток, в который добавляют фтористые и хлористые соли. По такой технологии получают активные флюсы, позволяющие выполнять качественную пайку деталей из различных металлов.
По такой технологии получают активные флюсы, позволяющие выполнять качественную пайку деталей из различных металлов.
Ознакомиться с требованиями ГОСТ к технической буре (тетраборат натрия) можно, скачав документ в формате pdf по ссылке ниже.ГОСТ 8429-77 Бура. Технические условия
Скачать
Преимущества использования
Медные трубы в качестве составных элементов трубопроводов различного назначения сегодня пользуются большой популярностью. В связи с этим пайка меди твердым припоем, для выполнения которой используется такой флюс, как бура, стала достаточно распространенным технологическим процессом. Использование данного метода соединения изделий из меди позволяет не только выполнять монтаж новых трубопроводов, но и осуществлять качественный ремонт тех, которые уже эксплуатируются на протяжении определенного времени.
Бура удаляет с поверхности оксидную пленку и способствует растеканию жидкого припоя
Применение технической буры в качестве флюса при пайке меди имеет следующие преимущества.
- Качественной пайке могут подвергаться металлические детали в любом сочетании.
- Металлические изделия, которые необходимо соединить при помощи пайки, могут иметь любую начальную температуру.
- При применении буры качественные и надежные соединения можно получать даже между металлическими и неметаллическими деталями.
- Паяные соединения, полученные с использованием такого флюса, можно в любой момент распаять, если в этом возникает необходимость.
- Основной металл при выполнении пайки не плавится, как это происходит при сварке, что позволяет избежать такого нежелательного процесса, как коробление (и, соответственно, изменения геометрической формы соединяемых изделий).
- Применение буры позволяет обеспечить отличную схватываемость припоя и поверхностей соединяемых деталей.
- Техническая бура, используемая в качестве флюса, обеспечивает высокую производительность такого процесса, как капиллярная пайка.
- Полученные при использовании флюса данного типа паяные соединения отличаются высокой прочностью, надежностью и долговечностью.

Спаянные медные трубы с использованием буры в качестве флюса
Чтобы разобраться в том, какие факторы оказывают влияние на качество выполнения пайки, следует знать этапы данного технологического процесса. Алгоритм выполнения пайки выглядит следующим образом.
- Поверхности деталей, которые необходимо соединить при помощи пайки, необходимо тщательно подготовить.
- Загрязнения удаляются при помощи стандартных средств – щеток, ветоши и др. А для удаления с поверхности деталей тугоплавких окисных пленок как раз и используется такой флюс, как техническая бура.
- Поверхности изделий, подлежащих соединению, необходимо нагреть до определенной температуры, для чего применяется паяльная лампа.
- В зазор между соединяемыми деталями вводится жидкий припой, который также разогревается при помощи паяльной лампы или обычной газовой горелки.
- Взаимодействие разогретого основного металла и жидкого припоя обеспечивает получение надежного паяного соединения.
- Процесс пайки можно считать завершенным в тот момент, когда произойдет полная кристаллизация припоя.

Как выполняется пайка медных труб
Прежде чем приступить к пайке, необходимо подготовить следующие инструменты и расходные материалы:
- щетки с металлической щетиной для зачистки соединяемых поверхностей;
- приспособления и инструменты, при помощи которых соединяемые детали будут нарезаться по требуемым размерам;
- газовая горелка или паяльная лампа;
- припой, который выбирается в зависимости от того, из какого материала изготовлены соединяемые детали;
- бура, характеристики которой должны соответствовать требованиям ГОСТа 8429-77;
- кисточки, необходимые для того, чтобы наносить флюс.
Флюс, припой и горелка – основные компоненты для пайки медных сплавов
Особое внимание следует уделить выбору газовых горелок, которые на современном рынке представлены в большом ассортименте. Такое приспособление, предназначенное для обеспечения полноценного разогрева основного металла и припоя, может быть оснащено автоматическим пьезорозжигом или изготовлено в классическом исполнении. Выбирать горелки, для розжига которых используется пьезоэлемент, стоит только в том случае, если такое устройство произведено под известной торговой маркой. В противном случае лучше приобрести обычную качественную горелку, которая обеспечит вам бесперебойную работу на протяжении длительного времени.
Такое приспособление, предназначенное для обеспечения полноценного разогрева основного металла и припоя, может быть оснащено автоматическим пьезорозжигом или изготовлено в классическом исполнении. Выбирать горелки, для розжига которых используется пьезоэлемент, стоит только в том случае, если такое устройство произведено под известной торговой маркой. В противном случае лучше приобрести обычную качественную горелку, которая обеспечит вам бесперебойную работу на протяжении длительного времени.
Зачистка места соединения перед пайкой
Сам процесс пайки с помощью буры, включая подготовительные процедуры перед его выполнением, удобнее всего рассмотреть на примере соединения двух труб, изготовленных из меди. Выполняется такой процесс в следующей последовательности.
- Внутренние поверхности соединяемых труб тщательно зачищаются, для чего используется щека с металлической щетиной.
- Наружную зачистку медных труб, выполняемую до образования металлического блеска их поверхностей, осуществляют при помощи наждачной шкурки.
- После тщательной зачистки на внутренние и наружные поверхности наносится бура, для чего используется специальная щеточка.
- Покрытые флюсом в месте будущего соединения медные трубы необходимо состыковать между собой. После этого можно приступать к пайке.
- Перед началом процесса поверхности труб необходимо разогреть до требуемой температуры, для чего используется газовая горелка. Воздействовать пламенем на поверхности соединяемых изделий следует не менее 15–20 секунд.
- После того как поверхности труб разогреты до требуемой температуры, в область пайки вводится припой, который расплавляется также под воздействием пламени газовой горелки. Наносить расплавленный припой на поверхности соединяемых деталей следует равномерно, чтобы обеспечить качество и надежность формируемого соединения.

Нанесение флюса на место пайки
После выполнения пайки с помощью буры следует выполнить контроль полученного соединения, для чего могут быть использованы разрушающие и неразрушающие методы.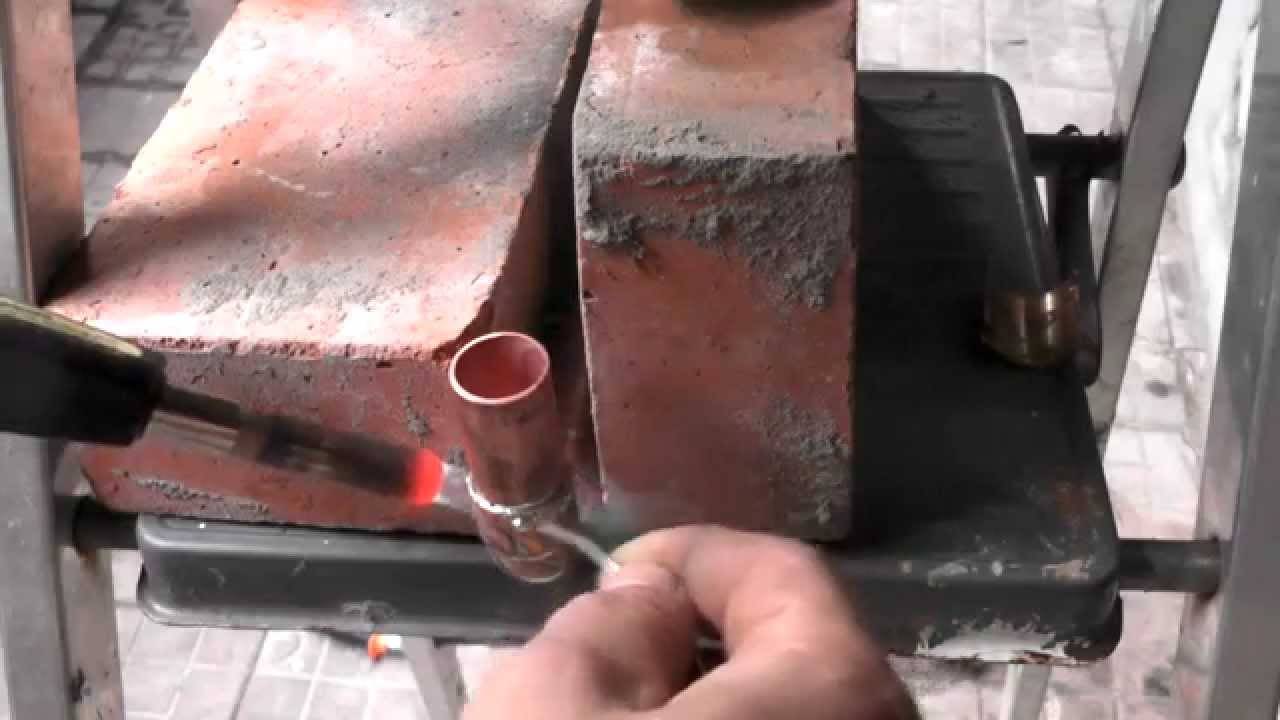 Чаще всего такой контроль выполняется при осмотре полученного соединения на предмет наличия внешних дефектов. Для выполнения такого осмотра, который позволяет выявить многие недостатки соединения, может использоваться увеличительная лупа.
Чаще всего такой контроль выполняется при осмотре полученного соединения на предмет наличия внешних дефектов. Для выполнения такого осмотра, который позволяет выявить многие недостатки соединения, может использоваться увеличительная лупа.
Применение при ковке
Бура в качестве флюса используется и при осуществлении такой технологической операции, как ковка. При выполнении ковки, сопровождающейся значительным нагревом обрабатываемой заготовки, на поверхности последней образуется толстый слой окалины. Нередки также случаи, когда заготовка просто пережигается, что приводит к значительному ухудшению ее характеристик. Чтобы избежать этого, поверхность заготовки в процессе выполнения ковки посыпают тонким слоем буры, выступающей в роли флюса.
В заключение практический урок в формате видео по пайке меди с использованием флюса.
ПАЙКА ЛАТУНИ в домашних условиях[особенности, видео, советы]
[Пайка латуни] может быть достаточно просто выполнена и в домашних условиях, хотя многие умельцы и не решаются на такую работу, боясь определенных сложностей, которые могут возникнуть в процессе ее выполнения.
Между тем, техника выполнения пайки латуни достаточно простая и не требует какой-то специальной подготовки.
Наиболее часто пайку латуни выполняют обыкновенной газовой горелкой и для этих целей в качестве припоя можно воспользоваться оловом, бурой либо иным аналогичным материалом, который может заменить традиционный флюс.
Следует отметить, что данную работу можно также выполнить специальным графитовым электродом или паяльником, используя соответствующий припой.
По своей сути пайка данного материала чем-то напоминает пайку стали, меди или чугуна, однако имеет некоторые особенности и тонкости, которые необходимо в обязательном порядке учитывать.
Следует отметить, что детали из латуни более просто обрабатывать, чем заготовки из стали, меди или чугуна.
Особенностью пайки в домашних условиях латуни, чугуна или меди, в отличие от стали, является то, что на их поверхности образуется оксидная пленка, которая влияет на качество производимого соединения.
Несмотря на это в домашних условиях при правильном подходе к делу, выполнить пайку латунных заготовок бурой, а также деталей из меди можно не только газовой горелкой, но и паяльником, в отличие от чугуна или стали, сварка которых осуществляется исключительно электродом.
Некоторые особенности
Пайка по своей сути является наиболее оптимальным способом получить достаточно прочное и неразъемное соединение, как деталей выполненных из латуни, так и заготовок из других материалов, в том числе и из чугуна. Сварка графитовым электродом, в свою очередь, требует определенных навыков и подготовки.
При осуществлении соединения между элементами обязательно вводится расплавленный припой, и для этого можно воспользоваться оловом или бурой.
Припой должен иметь температуру плавления несколько ниже температуры плавления основного материала.
При помощи пайки между собой можно прочно соединять самые разные материалы, в том числе детали, выполненные из чугуна или меди.

Очень часто это бывает единственным способом осуществить скрепление металлических поверхностей различных типов.
Конечно, пайку в некотором роде можно определенным образом сравнить с выполнением сварки, когда соединение поверхностей производится электродом, однако в этом случае общим является только конечный результат.
Суть самого процесса выполнения пайки совершенно иная.
Основное различие между сваркой и пайкой заключается в том, что при соединении поверхностей электродом плавится основной материал, а при работе с паяльником плавится только металл-связка.
Видео:
Кроме этого, в пайке обязательно должен присутствовать флюс, в качестве которого может выступать бура.
Конечно, пайка обеспечивает менее прочное соединение поверхностей алюминия, меди или чугуна, чем например сварка, однако позволяет работать даже с мелкими заготовками.
Объяснить это можно тем, что используемый при пайке флюс, в качестве которого может выступать бура, под воздействием относительно высоких температур выделяет определенные химические элементы, которые и уменьшают прочность основного соединения, кроме этого, сам шов получается пористым.
Пайку алюминия, как и, например, сварку чугуна, лучше всего производить внахлест, а не встык.
Несмотря на то, что по прочности соединения пайка несколько уступает сварке электродом, она в настоящее время активно используется в самых разных отраслях промышленности.
При помощи нее осуществляют необходимое скрепление не только латунных заготовок, но и изделий из меди и даже из чугуна.
Чаще всего пайку различных типов металлов производят паяльником, однако при необходимости для этих целей можно воспользоваться и газовой горелкой.
Для выполнения пайки, в том числе и латунных заготовок, в обязательном порядке требуется припой или флюс, в качестве которого очень часто выступает бура.
Следует отметить и то, что сварка может быть как высокотемпературной, так и низкотемпературной. В домашних условиях используется первый вариант пайки.
На видео выше можно увидеть, как выполняется пайка латунных заготовок.
Характеристики материалов
Вообще латунь представляет собой сплав меди и цинка. Особенно часто он используется для производства различной домашней утвари, труб, радиаторов и многих других приспособлений.
Домашнему мастеру очень часто приходится сталкиваться с необходимостью провести соответствующую обработку поверхностей из латуни, а поэтому необходимо знать все особенности этого специфического металла.
Для выполнения пайки латунной поверхности очень важно правильно подобрать соответствующий флюс и в этом случае лучше всего подходит бура, которая способна эффективно убрать с поверхности образуемую оксидную пленку.
Приобрести данный флюс, роль которого исполняет бура, можно практически в любом строительном магазине по вполне доступной стоимости. Флюс на основе буры позволяет обеспечить более качественное затекание основного связывающего компонента в образуемые зазоры.
Флюс на основе буры позволяет обеспечить более качественное затекание основного связывающего компонента в образуемые зазоры.
Также с особой тщательностью следует подбирать и припой для латуни.
Так, если данная работа будет выполняться в газовой среде, то в этом случае лучше всего воспользоваться серебряными или медно-фосфорными припоями.
Такой припой отлично подходит и для работы с латунью, которая имеет высокое содержание меди. В этом случае можно использовать припой на основе самой латуни с более низкой температурой плавления.
С особой тщательностью и осторожностью припой и флюс следует подбирать в том случае, когда необходимо соединить между собой детали из совершенно разных материалов.
Видео:
Так, например, качество пайки латуни и непосредственно меди во многом зависит от того, кокой будет использоваться припой, а также флюс (бура).
Именно эти компоненты, главным образом, влияют на качество шва и его пористость.
Выполняя в условиях дома пайку латуни в среде газов, рекомендуется использовать определенный флюс, который в некоторых случаях можно заменить тонким слоем таких материалов, как никель или медь.
Это позволит избежать выделения из латунной поверхности содержащегося там цинка, соответственно, и само соединение получится более прочным и качественным.
В настоящее время можно приобрести припои, которые в своем составе содержат элементы, заменяющие обыкновенный флюс.
Это дает возможность значительно упростить работу, сделать ее более качественной и быстрой.
В качестве такого универсального припоя может выступать меднофосфорный состав.
Порядок работы
После того как будут подробно разобраны и изучены все свойства используемых в процессе пайки латуни материалов, можно переходить непосредственно к самому процессу.
Для начала следует подготовить весь требуемый инструмент и материал. Под рукой должна быть газовая горелка или паяльник, а также соответствующий припой и флюс.
Под рукой должна быть газовая горелка или паяльник, а также соответствующий припой и флюс.
Данный материалы следует подбирать максимально внимательно, чтобы в итоге шов получился максимально качественным и плотным.
В некоторых случаях припой для латуни можно приготовить самостоятельно и для этого необходимо будет взять в определенных пропорциях медь и техническое серебро, расплавить их в специальном тигеле и тщательно перемешать.
Когда расплавленная смесь станет полностью однородной, емкость с ней необходимо будет поместить в холодную воду до полного остывания.
Далее приготовленный таким образом припой следует аккуратно измельчить или нарезать.
При приготовлении припоя своими руками следует особое внимание уделять однородности его структуры, так как от этого во многом будет зависеть качество и прочность будущего соединения.
В этом случае не стоит экономить на расходных материалах и делать выбор в пользу более дешевых и менее качественных компонентов.
Видео:
В свою очередь флюс для пайки готовится из буры и борной кислоты, которые также можно совершенно свободно приобрести в любом строительном магазине.
Данные компоненты берутся в одинаковых пропорциях и заливаются обыкновенной водой.
После того, как для пайки латуни будут готовы все необходимые компоненты, можно переходить непосредственно к самой работе.
Для этого берется латунная заготовка, предварительно очищенная от грязи и различных масляных пятен и аккуратно посыпается измельченным припоем.
После этого в действие приводится газовая горелка, при помощи которой производится прогрев рабочих поверхностей до определенной температуры.
Здесь главное не перегреть латунную деталь, чтобы она не лопнула и не деформировалась.
Если латунные поверхности имеют большую толщину, то их прогрев следует производить в обязательном порядке постепенно.
При соблюдении всех рекомендаций и порядке действий, шов получится достаточно плотным и качественным.
Более подробно о том, как паять латунь без посторонней помощи в домашних условиях, подробно рассказано на видео в нашей статье.
для чего нужна и как пользоваться
Во время пайки используется много разновидностей припоев. Каждый из них обладает собственными преимуществами, что делает его полезным для той или иной сферы. Флюс для пайки бура зачастую применяется для спаивания сложных металлов, таких как чугун, сталь или медь, но может пригодиться и для других процедур. Это один из самых распространенных и проверенных временем флюсов, что используются как в промышленной сфере, так и в частной. Бура для пайки обладает относительно невысокой стоимостью и может подходить для многих видов пайки. Она дает комплексное воздействие, что упрощает процесс и не требует добавления других компонентов, хотя в ювелирной сфере встречаются и более сложные флюсы на ее основе.
Бура для пайки меди
Бура для пайки латунью помогает не только улучшить свойства спайки металла, но и очистить его поверхность от лишних пленок, налетов и прочих вещей, которые могут повредить качественному и надежному соединению. В чистом виде это высокотемпературный флюс, температура плавления которого составляет, примерно, 700-900 градусов Цельсия. Но свойства материала позволяют его легко растворять в воде, благодаря чему получается более мягкий флюс. От степени растворения зависит, насколько высокой температурой плавления будет обладать материал. За все время существования специалисты по пайке придумали множество способов применения и создания комбинаций для данного материала. Бура паяльная производится согласно ГОСТ 8429-77.
В чистом виде это высокотемпературный флюс, температура плавления которого составляет, примерно, 700-900 градусов Цельсия. Но свойства материала позволяют его легко растворять в воде, благодаря чему получается более мягкий флюс. От степени растворения зависит, насколько высокой температурой плавления будет обладать материал. За все время существования специалисты по пайке придумали множество способов применения и создания комбинаций для данного материала. Бура паяльная производится согласно ГОСТ 8429-77.
Преимущества буры для пайки
- Бура для пайки меди является одним из немногих широкодоступных флюсов для тугоплавких металлов;
- Стоимость материала является относительно низкой, в сравнение с другими материалами подобного рода;
- Есть возможность разводить буру до нужной консистенции в воде, так как она обладает хорошей растворимостью;
- Флюс доступен практически во всех магазинах и проблем с поиском подходящей марки не бывает;
- Длительный срок хранения.

Недостатки
- После применения образуется налет солей, которые необходимо счищать механическим методом;
- Требуется выбирать места для хранения, в которых нет влаги, так как от большой влажности флюс начнет портиться;
- Для подготовки материала к использованию необходимо потратить время и подобрать правильную пропорцию, что может привести к ошибке.
Разновидности буры
Существует две основные разновидности, которые касаются внешнего вида материала. Первым вариантом является твердая форма. Флюс паяльный бура поставляется в виде порошка с мелкими твердыми фракциями. Благодаря этому, ее легко выложить на поверхность металла перед пайкой в нужном количестве и она не будет растекаться при этом. Такая разновидность поставляется в специальной коробке, защищающей материал герметично от проникновения влаги и прочих посторонних факторов. Фракции имеют белый цвет.
Бура для пайки в виде порошка
Второй разновидностью, которая чаще применяется для более легких металлов и их сплавов, является разведенная бура. В данном случае вам предлагается тот же материал, но растворенный в жидкости. Благодаря этому его можно применять при более низкой температуре пайки. Использование такой разновидности также является более легким, так как мелкие детали просто макаются в жидкость, после чего их можно подвергать пайке. Это используется как в ювелирной отрасли, так и в других местах, где идет работа с небольшими изделиями. Контакты, провода и прочие разновидности техники хорошо контактируют с растворенным флюсом. Несмотря на том, что принцип, как пользоваться бурой для пайки в жидком виде несколько отличается от стандартного, они имею практически одинаковый эффект.
В данном случае вам предлагается тот же материал, но растворенный в жидкости. Благодаря этому его можно применять при более низкой температуре пайки. Использование такой разновидности также является более легким, так как мелкие детали просто макаются в жидкость, после чего их можно подвергать пайке. Это используется как в ювелирной отрасли, так и в других местах, где идет работа с небольшими изделиями. Контакты, провода и прочие разновидности техники хорошо контактируют с растворенным флюсом. Несмотря на том, что принцип, как пользоваться бурой для пайки в жидком виде несколько отличается от стандартного, они имею практически одинаковый эффект.
Встречаются также разновидности в виде смесей, когда применяются еще и другие флюсы. Это необходимо в тех случаях, когда нельзя достичь заданных результатов при помощи одного вещества. Пропорции и состав зависят от конкретных целей. Чаще всего ее соединяют вместе с борной кислотой.
Состав и физико-химические свойства
В состав буры для пайки входят хлористый натрий и хлористый барий, в некоторый случаях в нее добавляют борную кислоту. Далеко не для всех процедур она используется в чистом виде, так как для этого потребуется слишком высокая температура плавления. Порошок для пайки бура – это высокотемпературный флюс, так что основным его свойством является стойкость к высоким температурам. Стоит отметить, что свои химические свойства материал отлично сохраняет и при меньшей концентрации, чем идет в поставке. Таким образом, раствор флюса обладает достаточно высоким уровнем растворения окислов всех основных металлов, для работы с которыми он применяется.
Далеко не для всех процедур она используется в чистом виде, так как для этого потребуется слишком высокая температура плавления. Порошок для пайки бура – это высокотемпературный флюс, так что основным его свойством является стойкость к высоким температурам. Стоит отметить, что свои химические свойства материал отлично сохраняет и при меньшей концентрации, чем идет в поставке. Таким образом, раствор флюса обладает достаточно высоким уровнем растворения окислов всех основных металлов, для работы с которыми он применяется.
Также он может растворять жировые пленки и прочие лишние вещи, которые будут мешать нормальной спаиваемость материала. Пайка бурой уберегает от многих видов брака, которые могут встречаться в работе.
Технические характеристики
Выделяют две основные марки вещества, которые определяются по ГОСТ как марка А и марка Б:
- А – используется для цветных металлов, фритт, фаянсовой посуды и т.д.;
- Б – для эмалей, глазурей, технического оборудования, сантехники, проволоки и т. д.
 д.
д.Технические характеристики: | А | Б |
| Внешний вид | Белый мелкофракционный порошок | |
| Бура (Na2B4O7 *10H2O), %, | 99,5 | 94.0 |
| Осадок, % | 0,04 | 0.1 |
| Карбонат (СO32–), % | 0,1 | 0.2 |
| Сульфат (SO42–), % | 0,1 | 0.2 |
| Металлы (Pb2+), % | 0,005 | 0.01 |
| Мышьяк (As3+), % | 0,001 | 0.001 |
Особенности пайки
Минимальная температура пайки, даже при работе с раствором, должна составлять более 400 градусов Цельсия. Чаще всего используются смеси в месте с бороной кислотой, благодаря чему состав приобретает универсальность и более низкую рабочую температуру.
«Важно!
Во время горения бура становится похожей на некую стеклянную массу.»
В период непосредственного спаивания в месте применения данного материала образуются соли. Они дают видимый глазу осадок, который не желательно оставлять на поверхности. Чтобы избавиться от него, следует воспользоваться механическим способом очистки.
При смешивании буры с каким-либо другим веществом чаще всего применяются пропорции 1 к 1. Если происходит перемешивание твердых компонентов, то лучше всего перетирать их в ступке из фарфора или прочего материала, который не обладает свойствами впитывания.
Жидкость для раствора предварительно нагревается. Если раствор выпаривать, то в итоге останется твердый остаток из флюса, так как температура его кипения выше 100 градусов Цельсия. Стоит отметить, что флюсованный припой практически никогда не содержит буру. Чаще всего в его состав входит канифоль еловая.
Чтобы бура приобрела большую активность, в нее добавляют фтористую или хлористую соль. Есть два способа как применять флюс для пайки бура. Это может быть размещение твердого порошка в месте спаивания, так как он будет разогреваться и расплавляться при температурном воздействии. Также можно применять все в жидком виде раствора, просто погружая заготовки во флюс, а дальше уже применять обыкновенную пайку.
Популярные фирмы и марки
На современном рынке встречаются следующие распространенные производители этого флюса:
- Буйский химический завод;
- ХимПэк;
- Xiamen.
Как припаять медные трубки к медной пластине с помощью суперсплава 1 —
В этом видео показано, как припаять медную трубку к медной пластине с помощью прутка Super Alloy 1 и набора флюса и пропановой горелки.
Медь — недорогой металл, используемый во многих отраслях промышленности благодаря своей высокой теплопроводности и электропроводности, коррозионной стойкости и ковкости. Благодаря этим благоприятным качествам медь является идеальным выбором для линий и трубопроводов кондиционирования воздуха, водопровода, систем пожаротушения и трубопроводов природного газа.
Несмотря на то, что на рынке доступно множество медных припоев, набор для припоя и флюса из нескольких металлов Super Alloy 1 обладает некоторыми уникальными качествами. Этот припой склеивает медь, а также алюминий, металлический горшок, нержавеющую сталь, гальванизированный металл и многое другое — по отдельности или в любой комбинации. А Super Alloy 1 можно использовать практически с любым источником тепла, что делает этот припой медных трубок быстрым и легким для среднего домашнего мастера. Но подождите, это еще не все!
Super Alloy 1 — это набор для припоя, который содержит стержни для припоя и емкость с жидким флюсом.Флюс — это ключ к успеху.
Флюспозволяет расплавленному металлу течь и связываться более эффективно, и этот конкретный флюс действует как визуальный ориентир температуры — он превращается из золотистого в коричневый пивной, когда основной металл (медь) достигает рабочей температуры 350 ° F.
Для пайки медных трубок сначала очистите медь наждачной бумагой или аналогичным абразивным материалом
Обильно нанесите флюс на стык между медной трубкой и медной пластиной.
Затем нагрейте основной металл, пока флюс не начнет пузыриться и не станет коричневым, показывая, что медная трубка готова для прутка припоя.
Установите стержень, продолжая перемещать резак, чтобы избежать перегрева медной трубки.
Когда закончите, дайте медной трубке остыть, затем смойте флюс водой и металлической щеткой.
Примечание : При использовании продуктов Muggy Weld соблюдайте все рекомендации AWS по безопасности и охране здоровья.
Проблемы с пайкой витражей — Устранение распространенных проблем
Проблемы с пайкой — быстрые советы
Нет ничего более раздражающего, чем потратить часы на проектирование, резку и сборку детали, только чтобы почувствовать разочарование в конце, потому что проблемы с пайкой витража испортили окончательную отделку.
Вот несколько советов по наиболее частым проблемам и вопросы, которые мне задают, которые, надеюсь, быстро дадут вам ответы на ваши проблемы с пайкой. Эта страница будет расти по мере того, как я буду добавлять новые.
Щелкните по ссылкам ниже, чтобы перейти в раздел:
Протечка припоя
Толстые линии припоя
Корродированная медная фольга
Пайка цинка
Остался припой
Утечка припоя на другую сторону
Припой просачивается на другую сторону1.Ваша резка может быть причиной этой проблемы с пайкой . При неточной резке остаются более широкие зазоры, через которые припой может протекать на заднюю сторону.
2. Утюг может быть слишком горячим, , из-за чего припой плавится слишком быстро. Установите реостат где-то между 700 — 750F (360 на Hakko FX-701) или проверьте, что у вас есть правильный температурный наконечник, если он термостатически управляемый (# 7 для Weller 100W). Если все в порядке, проверьте утюг у специалиста.
3. Жидкий флюс с большей вероятностью, чем гелевый флюс, вызывает именно эту проблему пайки. Попробуйте другой тип флюса и проверьте разницу.
4. Возможно, вы просто паяете слишком медленно, , из-за чего припой слишком быстро плавится в одном месте. См. №5, если вы думаете, что это вызывает у вас трудности.
5. Это может быть ваш припой типа . 60/40 течет легче, чем 50/50, и при слишком медленной пайке могут возникнуть проблемы с пайкой.Вы можете попробовать сначала припаять заднюю сторону с помощью 50/50, затем перевернуть и сделать лицевую сторону с помощью 60/40.
Решение
- Прикрепите детали надежно вместе
- Осторожно приподнимите, если необходимо, используя доску
- Во время пайки подложите под деталь слегка влажное полотенце или фланель. Он охладит припой, когда коснется его, и предотвратит его стекание на другую сторону.
Толстые линии припоя — распространенная проблема пайки
Вопрос читателя:
Я надеялся получить от вас совет.Я сделал деталь, и на ней довольно толстые линии припоя, но оказалось, что мой паяльник недостаточно горячий, чтобы правильно сгладить толстые линии. Есть ли у вас какие-нибудь советы, как исправить эту ситуацию? Может ли что-нибудь вроде наждачной бумаги сгладить неровный припой? Любые советы приветствуются!
Я прикрепил изображение неудачной детали, которая вышла из строя… Обычно я бы никогда не стал паять такой толстый слой, но для этой детали я специально пытался сделать ее похожей на покебол, каким он должен быть!
Предложения Милли:
- Наждачная бумага не подойдет, так как она недостаточно прочная, чтобы гладко натереть припой
- Попробуйте снизить скорость во время пайки, чтобы припой расплавился.
- Если утюг недостаточно нагревается, даже если вы сразу же замедляете работу, попробуйте наконечник большего размера.Они отдают больше тепла.
- Убедитесь, что ваш наконечник чистый. Я использую тиннер MG Tip Tinner, указанный ниже. Просто чудо, как блестит железный наконечник 🙂
Корродированная медная фольга
Вопрос читателя:
Недавно делал абажур. После первоначальной пайки мне пришлось перестать работать над ним на несколько дней. Когда я вернулся, медные швы были корродированы и не могли быть паяны. Долго приходилось очищать швы и перепаять детали.
Milly’s предложение:
- Ой. Извлеченный урок: не прекращайте пайку на полпути, если это вообще возможно.
- Сотрите флюс с фольги, если останавливаетесь. Если вам нужно остановиться до того, как вы закончите, промойте работу, чтобы очистить швы от флюса, чтобы он не разъедал медную фольгу. Kwik-Clean Flux / средство для удаления патины отлично подходит для этой задачи, если вы не хотите возиться с мылом и водой.
Проблемы с пайкой U-образного профиля из цинка
Цинковый профильU предназначен для краевой рамки вашего изделия.Следует взять припой. Однако для нагрева требуется больше времени, поэтому попробуйте следующее:
- При пайке цинка держите утюг на цинке немного дольше, чем на свинце.
- При пайке цинка со свинцом сначала прикоснитесь к цинку, чтобы немного нагреть его, прежде чем коснуться свинца. Цинк может потемнеть и выглядеть почти обгоревшим, но это поможет очистить его.
- Цинк нагревается дольше, поэтому на углу, цинк к цинку, держите железо на цинке, чтобы нагреть цинк и активировать флюс.Затем нанести припой на цинк, сверху утюг и расплавить припой.
- Попрактикуйтесь с ломом цинка и свинца.
- Цинк не плавится, как свинец, поэтому, возможно, если у вас возникли проблемы, вы делаете это слишком быстро?
Что делать с остатками припоя?
Использование канавок для экономии припояВот отличный совет, который прислала мне читательница Вики Фаррелл
- Сделайте мелкие бороздки на доске
- Соберите оставшиеся кусочки припоя и разложите их около канавок
- Раскаленным утюгом вставьте биты в канавки, образуя красивые длинные припоя.Вам не нужен флюс
- Когда остынет, просто подденьте их гвоздем для подковки
- Вы также можете припаять стержни к концу припоя на катушке, чтобы вам не приходилось держаться за горячий конец.
- Эти палочки намного проще в использовании, чем пытаться собирать остатки припоя!
Спасибо, Вики.
Не стесняйтесь добавлять любые комментарии о том, как вы решаете проблемы с пайкой, ниже. Заранее спасибо 🙂
Другие статьи по пайке
Медная фольга для пайки
Методы пайки витражей — ключ к гладкой пайке
Лучший паяльник для витражей
Кромки для витражей под пайку
Надеюсь, это поможет!
https: // все витражи.com / soldering-issues 08-31T09: 54: 32 + 00: 00 Milly Frances Конструкция из медной фольги Конструкция Lead Came ConstructionРуководства по изготовлению витражейБыстрые советы, пайка медной фольги Проблемы с пайкой — быстрые советы Нет ничего более раздражающего, чем потратить часы на проектирование, резку и сборку детали, только чтобы почувствовать разочарование в конце, потому что проблемы с пайкой витража испортили окончательную отделку.Вот несколько советов по наиболее частым проблемам и вопросы, которые мне задают, которые, надеюсь, помогут … Milly FrancesMilly [email protected] ВитражиПоделитесь витражами с любовью!
Как паять: Пайка через отверстие
Добавлено в избранное Любимый 62Введение
Пайка — один из самых фундаментальных навыков, необходимых для работы в мире электроники.Они сочетаются друг с другом, как горох и морковь. И хотя можно изучать и создавать электронику без необходимости брать в руки паяльник, вы скоро обнаружите, что с помощью этого простого навыка открывается целый новый мир. Мы в SparkFun считаем, что пайка должна быть в арсенале каждого. Мы считаем, что в мире растущего технологического окружения важно, чтобы люди повсюду могли не только понимать технологии, которые они используют каждый день, но также иметь возможность создавать, изменять и исправлять их.Пайка — один из многих навыков, которые помогут вам в этом.
В этом руководстве мы рассмотрим основы пайки через сквозные отверстия — также известной как пайка через сквозные отверстия (PTH), обсудим необходимые инструменты, рассмотрим методы правильной пайки и покажем вам, куда вы можете пойти. оттуда. Мы также обсудим доработку, относящуюся к пайке через отверстие, и дадим вам несколько советов и приемов, которые сделают починку любой части электроники легким делом. Это руководство предназначено как для новичков, так и для экспертов.Если вы никогда раньше не прикасались к утюгу или хотите немного освежиться, в этом руководстве каждый найдет что-то для себя.
Рекомендуемая литература
Как уже говорилось ранее, вы можете изучать и собирать электронику, не касаясь паяльника. Если вы хотите узнать больше о теории электроники перед тем, как научиться паять, мы рекомендуем начать с некоторых из этих руководств:
Что такое схема?
Каждый электрический проект начинается со схемы.Не знаю, что такое схема? Мы здесь, чтобы помочь.
Что такое электричество?
Мы можем видеть электричество в действии на наших компьютерах, освещающее наши дома, как удары молнии во время грозы, но что это такое? Это непростой вопрос, но этот урок прольет на него некоторый свет!
Если вы хотите узнать больше о создании схем, не прибегая к паяльнику, ознакомьтесь с нашим руководством по созданию макетов без пайки:
Как использовать макетную плату
Добро пожаловать в чудесный мир макетов.Здесь мы узнаем, что такое макетная плата и как с ее помощью построить вашу самую первую схему.
Наконец, мы будем опираться на некоторые предыдущие руководства, поэтому рекомендуется, чтобы вы прочитали и поняли эти предметы, прежде чем двигаться дальше в этом руководстве:
Основы печатной платы
Что такое печатная плата? В этом руководстве мы разберем, из чего состоит печатная плата, и разберем некоторые общие термины, используемые в мире печатных плат.
Полярность
Введение в полярность электронных компонентов. Узнайте, что такое полярность, в каких частях она есть и как ее идентифицировать.
Если вы все увлечены вышеперечисленным чтением, давайте приступим прямо к делу!
Что такое припой?
Перед тем, как научиться паять, всегда полезно узнать немного о припое, его истории и терминологии, которая будет использоваться при его обсуждении.
Припой , как говорится, можно использовать двумя разными способами. Припой, , существительное , относится к сплаву (веществу, состоящему из двух или более металлов), который обычно представляет собой длинную тонкую проволоку в катушках или трубках. Припой, глагол , означает соединение двух металлических частей в так называемое паяное соединение . Итак, паяем припоем!
Проволока для припоя продается в катушке (слева) и в трубке (справа). Они бывают как свинцовыми, так и бессвинцовыми. Свинцовый припойпротив бессвинцового припоя — краткая история
Одна из наиболее важных вещей, о которых следует помнить, когда дело доходит до припоя, заключается в том, что традиционно припой состоял в основном из свинца (Pb), олова (Sn) и нескольких других металлов. Этот припой известен как свинцовый припой . Как стало известно, свинец вреден для человека и может привести к отравлению свинцом при воздействии больших количеств. К сожалению, свинец также является очень полезным металлом, и он был выбран в качестве основного металла для пайки из-за его низкой температуры плавления и способности создавать отличные паяные соединения.
Поскольку известно о вредных последствиях пайки с выводами свинца, некоторые ключевые лица и страны решили, что лучше больше не использовать этилированные припои. В 2006 году Европейский Союз принял Директиву об ограничении использования опасных веществ ( RoHS ). Эта директива, сформулированная просто, ограничивает использование свинцового припоя (среди других материалов) в электронике и электрическом оборудовании. При этом использование бессвинцового припоя стало нормой в производстве электроники.
Бессвинцовый припой очень похож на свой свинцовый аналог, за исключением того, что, как указано в названии, он не содержит свинца.Вместо этого он состоит в основном из олова и других металлов в следовых количествах, таких как серебро и медь. Этот припой обычно помечается символом RoHS, чтобы потенциальные покупатели знали, что он соответствует стандарту.
Выбор подходящего припоя для работы
Когда дело доходит до производства электроники, лучше всего использовать бессвинцовый припой, чтобы обеспечить безопасность ваших продуктов. Однако, когда дело касается вас и вашей электроники, выбор припоя остается за вами. Многие люди по-прежнему предпочитают использовать этилированный припой из-за его превосходной способности действовать как соединительный агент.Тем не менее, другие предпочитают безопасность функциональности и выбирают бессвинцовые. SparkFun продает обе разновидности, чтобы люди могли сделать этот выбор самостоятельно.
Бессвинцовый припой не лишен недостатков. Как уже упоминалось, свинец был выбран потому, что он лучше всего подходит для таких ситуаций, как пайка. Когда вы убираете свинец, вы также лишаетесь некоторых свойств припоя, которые делают его идеальным для того, для чего он был предназначен — для соединения двух металлических частей. Одно из таких свойств — температура плавления.Олово имеет более высокую температуру плавления, чем свинец, поэтому для достижения текучести требуется больше тепла. И хотя олово выполняет свою работу, иногда ему требуется небольшая помощь. Многие варианты бессвинцовых припоев имеют так называемый сердечник из флюса . На данный момент просто знайте, что флюс — это химический агент, который способствует растеканию бессвинцового припоя. Хотя можно использовать бессвинцовый припой без флюса, это значительно упрощает достижение тех же эффектов, что и при использовании свинцового припоя. Кроме того, из-за дополнительных затрат на изготовление бессвинцового припоя он иногда может быть дороже, чем свинцовый припой.
Помимо свинцового или бессвинцового припоя, при выборе припоя следует учитывать ряд других факторов. Во-первых, помимо свинца и олова существует множество других составов припоя. Посетите страницу пайки в Википедии, чтобы ознакомиться с обширным списком различных типов. Во-вторых, припой бывает разной толщины или толщины. При работе с небольшими компонентами часто лучше использовать очень тонкий кусок припоя — чем больше число, тем меньше калибр. Для крупных компонентов рекомендуется использовать более толстую проволоку.Наконец, припой, помимо проволоки, бывает и в других формах. Приступая к пайке поверхностного монтажа, вы увидите, что паяльная паста является предпочтительной формой. Однако, поскольку это руководство по пайке через отверстие, паяльная паста не рассматривается подробно.
Покупка припоя
SparkFun предлагает катушки с припоем разных размеров, как со свинцовыми, так и с бессвинцовыми припоями. Если вам нужно достаточно для одного проекта или запасы на предстоящую зиму, у SparkFun есть то, что вам нужно. Вы также можете посетить категорию пайки каталога SparkFun, чтобы узнать о других вариантах пайки.
Без свинца
свинцово-кислотный
Теперь, когда вы знаете, как выбрать лучший припой для работы, давайте перейдем к инструментам и дополнительной терминологии.
Паяльники
Есть много инструментов, которые помогают при пайке, но ни один из них не является более важным, чем паяльник. По крайней мере, вам понадобится хотя бы утюг и немного припоя для выполнения поставленной задачи. Паяльники бывают разных факторов, от простых до сложных, но все они работают примерно одинаково.Здесь мы обсудим части утюга и различные типы утюгов.
Анатомия паяльника
Вот основные части, из которых состоит паяльник.
- Жала для паяльника — Ни один утюг не обходится без жала. Наконечник — это часть железа, которая нагревается и позволяет припою течь вокруг двух соединяемых компонентов. Хотя припой будет прилипать к наконечнику при нанесении, распространенное заблуждение состоит в том, что наконечник переносит припой.Наконечник фактически передает тепло, повышая температуру металлических компонентов до точки плавления припоя, и припой соответственно плавится. Большинство утюгов дают вам возможность поменять наконечник, если вам нужно заменить старый наконечник или если вам нужно перейти на другой тип наконечника. Наконечники бывают разных размеров и форм, чтобы соответствовать любому компоненту.
Несколько типов насадок. Слева направо: кончик конуса (также известный как кончик копыта), два конических кончика разной ширины и кончик долота.
Замена наконечника — это простой процесс, который состоит из либо отвинчивания палочки, либо простого надавливания и вытягивания наконечника.
Наконечник: Эффективность передачи тепла от жала к стыку зависит от размера жала паяльника, которое вы используете. Обычно вам нужно иметь паяльное жало примерно такой же ширины, как и паяльная площадка, к которой вы паяете. Для получения дополнительной информации ознакомьтесь с этой статьей Hakko.- Жезл — Жезл — это часть утюга, которая удерживает наконечник.Это тоже часть, которой занимается пользователь. Палочки обычно изготавливаются из различных изоляционных материалов (таких как резина), чтобы предотвратить передачу тепла наконечника наружу палочки, но они также содержат провода и металлические контакты, которые передают тепло от основания или выхода к наконечнику. . Эта двойная роль нагрева и предотвращения ожогов делает высококачественные палочки очень ценными.
Две разновидности жезлов. Обратите внимание, как наконечники ввинчиваются в палочку, обеспечивая взаимозаменяемость.У некоторых жезлов есть наконечники, которые просто вдавливаются и вынимаются без каких-либо крепежных механизмов.
Некоторые утюги состоят из просто жезла, который подключается к розетке. Эти утюги настолько просты, насколько это возможно, и в них нет никаких элементов управления для изменения температуры. В этих утюгах нагревательный элемент встроен прямо в трубку.
Простой паяльник, состоящий только из палочки. Некоторые из этих утюгов не имеют сменных наконечников.- База — Основа паяльника — это блок управления, который позволяет регулировать температуру.Палочка прикрепляется к основанию и получает тепло от внутренней электроники. Существуют аналоговые базы, на которых есть циферблат, который контролирует температуру, и есть цифровые базы, на которых есть кнопки для установки температуры и дисплей, который сообщает вам текущую температуру. Некоторые основания даже имеют дополнительные функции, такие как тепловые профили, которые позволяют быстро изменять количество тепла, подаваемого на наконечник для пайки различных компонентов.
Два варианта основания паяльника.Слева цифровая база с кнопками управления и цифровым дисплеем. Справа аналоговая база, которая использует циферблат для контроля температуры.
База обычно состоит из большого трансформатора и нескольких других управляющих электронных устройств, которые позволяют безопасно изменять температуру наконечника.
Внутренности основания паяльника
- Подставка (подставка) — подставка для утюга (часто называемая подставкой) — это подставка для утюга, когда он не используется.Подставка может показаться тривиальной, но оставлять без присмотра утюг на столе или верстаке представляет собой потенциальную опасность: он может обжечь вас или, что еще хуже, обжечь ваш стол и вызвать пожар. Опять же, они могут быть такими же простыми, как металлическая подставка, или могут быть сложными, предлагая функцию автоматического отключения, которая снижает температуру наконечника, когда палочка помещается в подставку. Это поможет предотвратить износ насадки со временем.
Различные типы железных опор. Обратите внимание, что некоторые позволяют использовать обычную губку, а другие — латунную.
- Латунная губка — Во время пайки ваш наконечник будет склонен к окислению , что означает, что он станет черным и не захочет принимать припой. В припоях, особенно в бессвинцовых припоях, есть примеси, которые имеют тенденцию накапливаться на кончике вашего железа, вызывая это окисление. Вот тут-то и пригодится губка. Время от времени следует тщательно очищать наконечник, удаляя этот налет. Традиционно для этого использовалась настоящая влажная губка.Однако использование влажной губки может значительно сократить срок службы наконечника. Если протереть наконечник прохладной влажной губкой, наконечник имеет тенденцию расширяться и сжиматься при изменении температуры. Это расширение и сжатие приведет к износу наконечника и иногда к образованию отверстия сбоку наконечника. Если в наконечнике есть отверстие, его нельзя паять. Таким образом, латунные губки стали стандартом для очистки наконечников. Латунные губки вытягивают излишки припоя с наконечника, позволяя наконечнику сохранять текущий уровень нагрева.Если у вас нет латунной губки, лучше использовать обычную губку, чем ничего.
Покупка паяльника
Независимо от того, новичок вы или опытный профессионал, у нас есть паяльник для вас!
Наши рекомендации:
Ищете другие варианты паяльника? Нажмите на кнопку ниже, чтобы увидеть дополнительные опции в каталоге!
Щелкните здесь, чтобы увидеть больше паяльников и станцийПринадлежности для пайки
Теперь, когда вы знаете все тонкости паяльника, пришло время обсудить другие инструменты, которые помогут вам в вашем приключении по пайке.
- Solder Wick — ластик для паяльного карандаша. При решении таких вопросов, как перемычки или снятие деталей (распайка), фитиль для припоя очень удобен. Фитиль для припоя, также известный как оплетка для распайки, состоит из тонкой медной проволоки, сплетенной вместе. Припой пропитан медью, что позволяет «стереть» лишние капли припоя.
- Tip Tinner — это химическая паста, используемая для очистки жала паяльника.Он состоит из слабой кислоты, которая помогает удалить пригорелые остатки (например, когда вы случайно оплавили жало на компоненте) и помогает предотвратить окисление (неприятный черный материал), который накапливается на жале паяльника, когда он не используется.
- Вакуумный припой (присоска для припоя) — отличный инструмент для удаления припоя, оставшегося в сквозных отверстиях при делении компонентов. Мы рассмотрим, как использовать этот инструмент немного позже в этом руководстве.
Припой Вакуумный
В наличии TOL-13203Пылесос для пайки, отличный (а иногда и недооцененный) маленький инструмент для доработки припоя.Позволяет вытягивать расплав…
7- Водорастворимый флюс Pen — Флюс — это химический агент, который способствует растеканию бессвинцового припоя. Ручки для флюса позволяют наносить жидкий флюс на труднопроходимые компоненты, чтобы улучшить внешний вид паяных соединений. Рекомендуется очистить и удалить остатки водорастворимого флюса на доске.
- No Clean Flux Pen — Флюс — еще один химический агент, который способствует растеканию бессвинцового припоя.Ручки для флюса позволяют наносить жидкий флюс на труднопроходимые компоненты, чтобы улучшить внешний вид паяных соединений. Очистка и удаление флюса не требуется. Тем, кто заинтересован в удалении остатков флюса, необходим изопропиловый спирт (IPA).
Другие предлагаемые инструменты
В этих инструментах нет необходимости, но они, несомненно, иногда облегчают пайку.
- Третья рука (третья рука) — Третья рука отлично подходит для удержания печатных плат, проводов и компонентов на месте во время пайки.
Третья рука
В наличии ТОЛ-09317Это лучший помощник паяльщика, третья рука. Поставляется с тяжелым основанием, двумя зажимами типа «крокодил», держателем паяльника и…
11Комплект для третьих рук SparkFun
23 доступно TOL-11784Вы разочарованы отсутствием ловкости у большинства третьих рук? SparkFun Third Hand дает вам возможность держать…
60- Panavise Jr.- Вакуумное основание — еще один отличный инструмент для удержания печатных плат, проводов и компонентов на месте во время пайки и переделки платы.
- Тиски Stickvise для печатных плат — Эти низкопрофильные тиски для печатных плат идеально подходят для плоского удерживания печатной платы во время пайки, тестирования и подключения проводов на столе. Они также легко помещаются под микроскопом, чтобы всегда держать печатную плату в фокусе. Обеспокоены случайным расплавлением стандартных нейлоновых губок с помощью Stickvise? Возможно, вы захотите модернизировать, взяв пару высокотемпературных губок из ПТФЭ.Они не расплавятся и не повредятся при случайном контакте с паяльником.
Stickvise Тиски для печатных плат
Распродано TOL-17235Эти плоские держатели для печатных плат хороши тем, что ваши руки могут лежать прямо на столе для точной пайки и измерения.
- Плоскогубцы-иглы — Мини-плоскогубцы необходимы любому любителю или инженеру-электрику.Очень важно для вставки устройств в макеты и сгибания штифтов.
Плоскогубцы для иглы
27 доступно TOL-08793Мини-плоскогубцы. Это отличные маленькие плоскогубцы! Незаменим для любого любителя или инженера-электрика. Решающее значение для вставки устройства…
1Электронные снипперы
В наличии TOL-10447Хотя наши маленькие диагональные фрезы отлично подходят для хобби, иногда вам нужно что-то с чуть большей режущей способностью.Эти электро…
6Диагональные фрезы
В наличии TOL-08794Мини-диагональные фрезы. Это отличные маленькие резаки! Незаменим для обрезки выводов и дополнительных хвостовиков для припоя.4 дюйма в длину.
3- Фрезы для заподлицо — Позволяют очень аккуратно отрезать провода близко к паяному соединению. Диагональные резаки хороши, но если вам действительно нужно подойти поближе и лично, то резаки заподлицо — это то, что вам нужно.
Защитные очки SparkFun
В наличии SWG-11046С этими защитными очками SparkFun у вас будет пара легких, экономичных и стильных линз для защиты вашего драгоценного…
3- Monocle — Полезно для проверки паяных соединений и компонентов SMD на печатной плате.Светодиод обеспечивает достаточное освещение на рабочем расстоянии.
Набор сумок для инструментов SparkFun
На пенсии TOL-14683Этот набор инструментов отлично подходит для тех из вас, кому нужен портативный инструмент для сборки с большим количеством места, чтобы добавить свой собственный.
На пенсииПайка первого компонента
Давайте применим все эти инструменты в действии. В этом первом видео рассказывается об основах пайки вашего первого компонента — заголовков!
Ознакомьтесь с версией для Vimeo здесь.
Обзор
Это действительно так просто! Следуйте простым правилам Дэйва, чтобы каждое паяное соединение было надежным.
- Будьте осторожны при обращении с горячим утюгом
- Используйте третьи руки или тиски, чтобы удерживать платы во время пайки
- Поставьте утюг на хороший средний огонь (325-375 градусов C)
- Если вы видите дым от припоя, уменьшите нагрев.
- Лужите наконечник припоем перед каждым соединением, чтобы подготовить соединение
- Используйте сторону наконечника (также известную как зона наилучшего восприятия), а не самый наконечник утюга
- Нагрейте площадку и деталь, которую вы хотите припаять, равномерно и одновременно
- Снимаем припой, потом утюг
- Хороший паяный шов должен быть похож на вулкан или поцелуй Херси, а не на клубок или комок
Мы также составили эту биграмму, чтобы помочь вам лучше понять, что делает паяное соединение хорошим.
Щелкните, чтобы увеличить изображение.
Когда вы закончите, залудите жало, чтобы продлить срок его службы, прежде чем выключать паяльник.
Расширенные методы и устранение неполадок
Расширенный PTH
Когда вы освоите основы создания хороших паяных соединений, пора изучить некоторые из более продвинутых методов PTH, которые вы можете использовать. В этом видео рассматривается использование флюса, снятие перемычек припоя, демонтаж компонентов, а также некоторые другие советы и рекомендации.
Вот еще несколько советов по пайке PTH:
Распайка часто может быть лучшим способом научиться паять. Есть много причин для демонтажа детали: ремонт, модернизация, утилизация и т. Д. Многие методы, используемые в видео, помогают в процессе демонтажа.
Существует еще один метод удаления припоя из сквозных отверстий, который мы называем методом щелчка.
Если вы не уверены, что созданное паяное соединение обеспечивает электрическое соединение, вы можете использовать мультиметр для проверки целостности цепи.
Держать заголовки напротив платы
Для тех, у кого есть ловкость, вы можете установить ряд заголовков, удерживая штифты у доски! Вы можете попробовать использовать ленту и липкую ленту, как упоминалось ранее. Ниже приведен пример установки женских заголовков на ProtoShield. Тем не менее, вы можете использовать штыревые разъемы или использовать эту технику для пайки разъемов на любой плате.
Возьмите штабелируемый жаток с внутренней резьбой и сдвиньте его с верхней стороны щита.Рукой для пайки потяните головку указательным и большим пальцами к краю платы. Другой рукой прижмите заголовок указательным пальцем и возьмитесь за доску большим пальцем. Удерживайте заголовок средним пальцем. Старайтесь не прикасаться к контактам разъема в местах соприкосновения паяльника.
Возьмите паяльник рукой и закрепите один из контактов. Повторите для каждого заголовка.Прикрепив по одному штырю к каждому заголовку, вы должны убедиться, что штифты прямые и перпендикулярны вашей доске. Если это не так, вы можете попытаться разогреть штифт жатки и отрегулировать выравнивание жатки.
Если заголовки выровнены, вы можете припаять остальные штырьки на плате, чтобы завершить установку заголовков на плате!
Продвинутый SMD
Ищете другие советы и рекомендации, используя только свой паяльник? По словам Пита, ознакомьтесь с этими передовыми методами переделки SMD-компонентов.
Очистка остатков флюса
При работе с бессвинцовым припоем флюс имеет тенденцию попадать повсюду, будь то флюс в припое или внешний флюс, нанесенный пользователем. Определенные типы флюса могут со временем разъедать печатную плату и компоненты, поэтому полезно знать, как очистить печатные платы, чтобы на них не было остатков флюса. Это также может вызвать короткое замыкание между контактами из-за влажности воздуха и образования крошечных дендритов.Общие проблемы могут варьироваться от загрузки кода в Arduino с помощью преобразователя последовательного интерфейса в USB до ошибок при отправке данных через I 2 C.
Как они выглядят? Что ж, давайте посмотрим на изображения ниже. На изображении слева видны остатки водорастворимого флюса на паяных соединениях. Они могут проявляться в виде желтого или коричневого налета на паяных соединениях или вокруг них. На изображении справа нет чистого потока, который использовался на SparkFun Edge. Они могут казаться на доске грубоватыми и белыми.Он непроводящий, поэтому его можно оставить на плате.
Если на плате остались остатки водорастворимого флюса, их следует удалить. Никакого чистого флюса, удалять его не нужно. Самый простой способ удалить водорастворимый флюс с доски — использовать маленькую щетку с жесткой щетиной (зубные щетки отлично подходят) или ватную палочку. Затем протрите паяное соединение горячей деионизированной водой, чтобы удалить водорастворимый флюс. Изопропиловый спирт можно использовать вместо воды. Если вам необходимо удалить с плиты флюс, не требующий очистки, лучше всего использовать изопропиловый спирт, а не воду.Имейте в виду, что вам нужно будет проверить документацию на свой припой, чтобы узнать о правильной методике очистки, поскольку для других типов флюсов может потребоваться ацетон.
| Удаление водорастворимого флюса кистью | Удаление водорастворимого флюса с помощью ватной палочки | Удаление чистого флюса с помощью ватной палочки |
Если вы паяете несколько плат, возможно, придется чистить их партиями.Для этого мы рекомендуем мультиварку, наполненную дистиллированной водой. Дистиллированная вода защищает ваш контур от других загрязнений и загрязнений. Ниже показано изображение очищаемых держателей батарей. Не все доски можно так окунуть в воду. Поэтому может потребоваться очистка паяных соединений вручную. Если наполнить мультиварку горячей деионизированной водой, процесс ускорится.
| Макать доски в мультиварке | Очистка паяных соединений светодиодной ленты вручную |
Избегайте попадания датчиков воды или компонентов, которые могут удерживать воду.Некоторые компоненты чувствительны к воде, поэтому вам следует избегать погружения этих плат в воду и не допускать намокания этих компонентов. Вот краткий список компонентов, которым следует избегать контакта с водой. Если в них попадет вода и вы включите плату, это, вероятно, повредит компонент.
- Символьные ЖК-дисплеи
- 7-сегментные светодиодные дисплеи
- Батареи
- Модули GPS
- Беспроводные модули
- Датчики атмосферного давления
- Потенциометры ползунковые
- Микрофоны
- Динамики
- ИС для монитора сердечного ритма
Когда вы закончите чистку доски, удалите с нее лишнюю воду.Сжатый воздух творит чудеса, так что вам не нужно ждать, пока он испарится. Вы также можете сушить доску бумажными полотенцами, но при этом могут остаться ворсинки. Таким образом, для сушки доски лучше использовать салфетки с низким содержанием ворса. Если у вас есть термофен, вы также можете использовать его для нагрева доски. Только убедитесь, что на доске ничего не расплавлено.
| Сжатый воздух для сушки картона | Салфетки с низким содержанием ворса для сушки доски |
Чистить плату не обязательно на 100%, однако это значительно увеличит срок службы вашей схемы.Кроме того, данные, отправленные через последовательный порт, будут надежными, когда плата чистая. Для получения дополнительной информации о чистке печатной платы щелкните ниже.
Сборка электроники: мойкаТестирование и устранение неисправностей паяных соединений
После того, как вы закончите чистку, не стесняйтесь проверять свои паяные соединения с помощью мультиметра, установленного в режим непрерывности, как указано ранее. Это полезно, если вы столкнулись с проблемами и вам нужно проверить, правильно ли припаян штырь к плате. Для получения дополнительной информации ознакомьтесь с нашим руководством по использованию мультиметра.
Ищете советы по устранению неполадок? Ознакомьтесь с контрольным списком оборудования в нашем руководстве для получения дополнительной информации!
Ресурсы и дальнейшее развитие
Мы только начали спускаться по кроличьей норе для пайки. После того, как вы освоите пайку PTH, вы можете попробовать свои силы в этих других навыках и учебных пособиях.
Для получения дополнительной информации о пайке зубчатых крепежных отверстий на контактных площадках, ознакомьтесь с нашим руководством по пайке зубчатых отверстий.
Как паять: зубчатые монтажные отверстия
12 мая 2015 г.
Учебное пособие, показывающее, как паять зубчатые отверстия (или зубцы). Это может пригодиться, если вам нужно припаять модуль или печатную плату к другой печатной плате. Эти звенья становятся популярными благодаря встроенным модулям Wi-Fi и Bluetooth.
Или ознакомьтесь со следующими руководствами, чтобы припаять компонент поверхностного монтажа (SMD) к коммутационной плате.
Ищете другие руководства по пайке? Попробуйте взглянуть на любой учебник, посвященный пайке!
Сделай сам световая скульптура
В этом проекте цифрового производства с использованием 3D-печати, лазерной резки и самодельной электроники вы создадите красивый дизайнерский объект для своего рабочего стола или прикроватной тумбочки.
Шилды для Arduino v2
Обновление нашего классического руководства по Arduino Shields! Все, что Arduino экранирует.Что это такое и как их собрать.
И, конечно, какая инструкция по пайке без чего припаять. SparkFun продает множество наборов, которые отлично подходят для оттачивания ваших навыков пайки. Есть даже серия наборов «Научиться паять», в которых есть все инструменты, необходимые для начала работы.
Адаптер SparkFun ISP Pogo
В наличии КОМПЛЕКТ-11591Выводы Pogo значительно упрощают жизнь, когда вы пытаетесь программировать, не припаяя ни одной детали, и когда вы подключаете…
4Звуковой комплект SparkFun SparkPunk
На пенсии КОМПЛЕКТ-11177SparkFun SparkPunk Kit — это звуковой генератор, выполненный в духе Atari Punk Console.Вместо того, чтобы просто воссоздать t…
6 На пенсииКомплект для пайки ночника
На пенсии КОМПЛЕКТ-14638Night Light — это промежуточный комплект, который дает хорошие уроки тем, кто хочет расширить свои знания в области пайки…
2 На пенсииИли просмотрите эти сообщения в блоге, связанные с пайкой и инструментами!
Согласно Питу: Пайка точка-точка
27 февраля 2017 г.
2017 Rocky Mountain Invitational Solder-Off
20 декабря 2017 г.
Friday Product Post: Где припой? Припой там!
30 марта 2018 г.
3D-печать для пайки Helping Hands
16 апреля 2018 г.
Enginursday: в центре внимания поставщиков Weller Tools
4 октября 2018 г.
Технологии и искусство
15 января 2019 г.,
Крепление печатной платы для скрытой прокладки
18 ноября 2019 г.,
Работа на дому в электронике
1 апреля 2020 г.
Reflow Toaster Oven — взлом Qwiic!
25 июня 2020 г.
Контурная скульптура как новое хобби
11 августа 2020 г.
Общие сведения о пайке Часть 6: Как припаять провода к плате
Я думаю, мы все согласны с тем, что доставка посылки может быть прекрасным моментом.Однако, когда этот пакет является первой партией печатных плат из вашей последней разработки, это даже лучше. Все время, которое вы потратили на моделирование и проектирование, за которым следует схематический снимок, компоновка печатной платы и анализ, наконец, находится в ваших руках как рабочее оборудование. Откройте пробку от шампанского, пора праздновать, пока кто-нибудь не возьмется за паяльник, чтобы внести пару изменений.
Я не собираюсь здесь никому наступать на ногу, но для тех из нас, кто проводит большую часть времени за экраном компьютера, очень часто не хватает самых развитых навыков пайки.Просто выскользнув из паяльника, очень легко испортить эти нетронутые и дорогие новые печатные платы. Чтобы решить эту проблему, вот несколько общих проблем с пайкой, которых следует избегать, а также несколько практических советов о том, как припаять провода к плате.
Некоторые проблемы, возникающие в результате плохой пайки
Существует множество причин того, что плохо формируются паяные соединения или даже происходит повреждение компонентов или платы во время ручной пайки, но причину этих непредвиденных обстоятельств можно разделить на четыре основные области:
- Паяльные поверхности не очищены от окислителей или других загрязнений.
- Паяное соединение было нагрето недостаточно.
- Паяное соединение нагревается слишком сильно.
- Использовано неподходящее количество припоя.
Любая из этих проблем (или их комбинация) может привести к следующим проблемам.
Холодная пайка
Если приложить недостаточное количество тепла, паяное соединение с выводами будет выглядеть тусклым — когда используется припой без нагрузки, тусклый вид является обычным явлением. Это может произойти, если утюг был недостаточно горячим или если его не применяли достаточно долго, чтобы довести металл до температуры плавления, подходящей для припоя.Это может вызвать ослабление сустава, что может помешать электрическому соединению и, возможно, сломаться.
Перегрев стыка
Эти обесцвеченные соединения могут быть результатом слишком большой мощности паяльника, паяльника, который слишком долго удерживает паяльник на месте, или загрязнения поверхностей пайки, которое препятствует эффективной передаче тепла к металлу. Если слишком рано уловить чрезмерное тепло, любое обесцвечивание или пригоревший флюс должны быть легко удалены без дальнейших проблем.Но если тепло остается на стыке слишком долго, это может привести к физическому повреждению медных дорожек и контактных площадок на плате.
Недостаточное смачивание
При достаточном смачивании припой должен полностью заполнить отверстие, в которое припаивается провод, или покрыть весь оголенный провод, который контактирует с контактной площадкой. Если отверстие не заполнено полностью, могут остаться зазоры и промежутки, которые в будущем могут сломаться, как холодное паяное соединение. Недостаточное смачивание обычно вызвано загрязнением поверхности припоя.
Соединение без пайки
Недостаточное количество припоя, используемого во время пайки, может привести к физически слабому стыку. К счастью, эту проблему легко исправить, повторно нагрея соединение и добавив больше припоя.
Избыточный припой
Если во время пайки будет добавлено слишком много припоя, на отверстии может остаться большой слой припоя. Хотя поначалу это может показаться не вызывающим беспокойства, чрезмерное количество припоя делает идентификацию плохих паяных соединений практически невозможной. Избыточный припой также может соединиться с другим металлом на плате и потенциально вызвать короткое замыкание.y
В дополнение к плохим паяным соединениям, которые обычно можно отремонтировать с помощью хорошей переделки, повреждение других компонентов и схем на плате представляет собой гораздо более серьезную проблему, связанную с ручной пайкой. В этих случаях картон обычно следует утилизировать, что приводит к дополнительному времени производства и дополнительным затратам. Это легко может произойти при использовании большого паяльника для доступа к очень маленьким компонентам. Чтобы избежать этих проблем, настоятельно рекомендуется не пытаться паять вручную сложные, густонаселенные платы с небольшими компонентами, где доступ или пространство для паяльника, пинцета или других инструментов значительно ограничены.
Рекомендации по пайке проводов к плате
Вот несколько советов о том, как успешно припаять провода и компоненты к печатной плате.
Препарат
Убедитесь, что поверхности вашей печатной платы, выводы компонентов и все провода, которые вы собираетесь паять, чистые. С новой печатной платой прямо от вашего контрактного производителя это не должно быть проблемой. Однако на старых платах окисление или загрязнения, такие как масло, пыль или влага на плате, могут создать проблему во время пайки.Эти остатки следует просто стереть; в противном случае вам может потребоваться нанести на печатную плату химический очиститель, например изопропиловый спирт. Вам также необходимо убедиться, что жало вашего паяльника чистое и не содержит каких-либо окислителей или загрязнений. Это можно сделать, протерев наконечник о чистящую салфетку — и не забудьте залудить наконечник припоем после его очистки. Лужение защищает наконечник от окисления и улучшает его способность проводить тепло.
Используйте хорошие инструменты и материалы
Важно использовать паяльник подходящего размера и мощности для конкретного формируемого соединения.Слишком большая мощность может привести к повреждению компонентов, а недостаточная мощность может привести к возникновению холодного паяного соединения. Вы также захотите использовать высококачественный припой, который обеспечит надежные паяные соединения.
Приложите к стыку соответствующий нагрев и припой.
Начните с добавления небольшого количества припоя на кончик утюга. Этот припой не будет использоваться для фактического соединения, но поможет отвести тепло от утюга к паяемым поверхностям. Правильно расположив провод или компонент на плате, держите утюг так, чтобы его наконечник контактировал с обеими паяемыми поверхностями одновременно.Оставьте утюг на месте на несколько секунд и будьте осторожны, чтобы не перегреть стык. Если вы заметили какие-либо пузыри на поверхности доски, снимите утюг и дайте доске остыть, прежде чем снова начать.
Нагрейте обе поверхности и осторожно прикоснитесь к ним припоем. Припой должен плавиться и течь, в то время как флюс внутри припоя станет жидким и начнет пузыриться. Продолжайте подавать нить припоя к стыку, пока не образуется небольшой холмик. На этом этапе вы можете удалить жилу припоя, а также утюг и подождать, пока новое паяное соединение остынет.Не подвергайте соединение нагрузке, пока оно остынет, так как оно может затвердеть и превратиться в твердое паяное соединение.
Поскольку существует множество факторов, которые могут повлиять на правильное количество тепла, которое нужно использовать, например, сплав припоя, вес меди, терморазгрузка, тип компонента или калибр проводов и толщина платы, может быть трудно измерить. Однако со временем ваша способность определять правильное количество тепла улучшится.
DFM для печатных плат HDI
Загрузить сейчас
Практика, практика, практика
Лучший способ улучшить свои навыки пайки — это практика.Если у вас валяется старая, выброшенная печатная плата, распаяйте несколько компонентов и припаяйте их обратно. Требуется время, чтобы узнать, как долго держать паяльник на плате для оптимального нагрева. Конечная цель — получить паяное соединение, подобное изображению, показанному ниже, где серый припой образует вогнутую кромку, не выходя за пределы стыка.
Вид сбоку коричневого провода, проходящего через зеленую плату, с серым галтелем припоя наверху
Как ваш контрактный производитель печатных плат может помочь
Подводя итог, хорошее, надежное соединение при пайке проводов к плате будет иметь следующие характеристики:
- Свинцовый припой будет чистым и блестящим без обесцвечивания.
- Неэтилированный припой может иметь тусклый вид.
- Припой создаст вогнутый галтель от основания до вывода.
- Припой полностью заполнит отверстие для компонентов THT и полностью закроет оголенный провод, контактирующий с площадкой для SMD, создавая физически прочное соединение.
Изменение компонентов при тестировании и отладке печатной платы является нормальной частью процесса разработки. Однако, если пайка будет слишком сложной, вы можете случайно повредить печатную плату.В этом случае вам следует обратиться за помощью к контрактному производителю печатной платы.
Как чистить паяльники для витражей
Блог Living Sun Glass поддерживается читателями. Когда вы совершаете покупку по ссылкам в блоге, мы можем получать партнерскую комиссию бесплатно для вас.
Время от времени случается со всеми, когда вы начинаете бороться с паяльником, когда делаете витражи, а не железо, которое делает всю тяжелую работу за вас. В таком случае возможно, что жало паяльника просто необходимо хорошо почистить.
Когда чистить паяльники для витражей
Это на самом деле очень легко определить, когда вы знаете, что ищете.
Чтобы паяльник работал должным образом, он должен быть чистым. Другими словами, жало паяльника должно быть блестящим.
Для начала подключите его и подождите, пока он нагреется. Когда он нагреется и жало паяльника не блестит, попробуйте почистить его, следуя приведенным ниже инструкциям.
Губки для паяльника
Те, кто пользуется витражными паяльниками, всегда должны иметь при себе губку для чистки жала. Это может быть влажная губка или проволочная / металлическая губка.
Для влажной губки обязательно используйте ту, которая предназначена для использования с паяльником. Не все губки одинаковы, и вы не хотите использовать губку с пластиком, иначе она расплавится и создаст ужасный беспорядок и потенциально испортит кончик вашего утюга. Вместо этого выберите вот такой.
Время протирания утюга при изготовлении витража
Тот факт, что у вас есть влажная губка, не означает, что вы должны постоянно протирать кончик утюга. На самом деле, время вытирания утюга очень важно.
Металлы окисляются на воздухе, а горячий металл может окисляться быстрее, если за ними не ухаживать должным образом. Это может привести к образованию твердого черновато-коричневого твердого налета, который невозможно стереть. Это нарастание мешает теплопередаче от наконечника железа к припою и сильно повлияет на вашу работу.
Вы когда-нибудь слышали термин «лужение железного наконечника»? Покрывая железный наконечник несколькими каплями припоя, припой образует барьер между металлом наконечника и воздухом вокруг него, помогая сохранить наконечник.
Итак, когда вы кладете утюг на подставку на несколько минут, перемещая детали, чтобы переставить их, не протирайте утюг в первую очередь!
Вместо этого оставьте припой в покое и вставьте его в подставку. Когда вы будете готовы снова начать пайку, возьмите утюг и протрите наконечник перед тем, как приступить к .Таким образом, вы не оставите металлический наконечник открытым на какое-то время.
Попробуйте Flux
Возможно, вы пытались протереть кончик утюга губкой и обнаружили, что он все равно не блестит. Следующий шаг — попробовать флюс.
Используя химическую кисть, быстро протрите флюс с обеих сторон наконечника. Это поможет гарантировать, что припой будет течь по всей поверхности, и, как правило, исправит любые проблемы, с которыми вы сталкиваетесь с тусклыми участками на поверхности наконечника.
Используйте нашатырный спирт
После попытки очистить кончик паяльника губкой и флюсом, следующим шагом будет нашатырный спирт, если другие не сработают.
Нашатырный спирт для очистки жала паяльника из цветного стекла выпускается в виде твердого блока, похожего на кусок мыла. Это опасно, поэтому, пожалуйста, прочтите все советы по безопасности, включенные в упаковку или на нее. Моя практика заключается в том, что я ВСЕГДА надеваю нитриловые перчатки при работе с ним и НИКОГДА не вдыхаю пары, которые выходят из него. (Вы можете использовать ловушку для дыма, если вам нужна помощь с вентиляцией.)
Чтобы использовать ее, просто протрите горячим утюгом поверхность легким чистящим движением. Он должен сработать довольно быстро, но иногда налипание трудно удалить.Как только весь наконечник станет чистым и блестящим, немедленно добавьте к нему припой, и он плавно растечется по всему наконечнику.
Паяльное жало все еще не чистое?
Возможно, пришло время заменить насадку.
Жала паяльника легко заменяются. Замены обычно можно найти во многих магазинах витражей. Не забудьте купить тот, который специально сделан для вашего утюга, поскольку каждая марка, как правило, бывает разных размеров и форм.Например, наконечники для утюгов Weller не будут одинакового размера и не будут взаимозаменяемыми с наконечниками для утюгов Hakko.
В качестве примечания, пожалуйста, не используйте напильник, металлический шлифовальный станок или наждачную ткань для шлифования или соскабливания металлических наконечников. Это только повредит покрытие на наконечнике утюга и испортит его. Попробуйте 3 метода очистки, упомянутых выше, и если они не удаются, просто замените наконечник утюга.
Наличие паяльника для цветного стекла в хорошем состоянии и его поддержание в таком состоянии существенно повлияет на ваше удовольствие и успех в пайке.
И последний совет: всегда лужите железный наконечник перед его выключением или отключением от сети.
Ещё из блога: Как припаять крючки к витражам Suncatcher.
Нужна помощь в улучшении пайки?
Если вам нужны четкие и простые инструкции о том, как разбить каждый шаг, и все основы того, как сделать припой великолепно, независимо от вашей техники или текущего уровня навыков, вам нужен курс «Пайка 101».Это онлайн-курс, который поможет вам разобраться во всем, что вам нужно знать о пайке медной фольги. Узнайте больше и посмотрите трейлер курса.
Как паять | Капп Сплав
Перед
Разрушение оксидного покрытия путем перемешивания и флюсования является одним из ключей к успешной пайке, особенно для деталей из алюминия, нержавеющей стали и никелированных деталей. Важно выполнять эти шаги в своевременной непрерывной последовательности 1-2-3…. В противном случае прочное оксидное покрытие может преобразоваться и затруднить соединение припоя.Итак, перед тем, как начать, убедитесь, что у вас есть все инструменты и расходные материалы, подготовленные и готовые к работе.
Предварительное лужение
Для некоторых трудно поддающихся пайке соединений с большой площадью поверхности может быть очень полезно предварительно залудить область соединения на каждой части припоем перед тем, как приступить к соединению деталей. Просто выполните следующие действия, чтобы покрыть область стыка каждой детали ровным слоем припоя. Затем, когда детали остынут, повторите шаги еще раз, чтобы соединить детали. Здесь также действует правило 1-2-3.Не стоит сегодня оловить заранее, а на следующий день паять. Для успешной пайки важна свежая поверхность, не содержащая оксидов. Предварительное лужение деталей с помощью правильного припоя может значительно улучшить соединения на трудно паяемых металлах и деталях с большой площадью поверхности.
Шаг 1
Предварительно очистите основной металл или соединяемые металлы. Используйте наждачную бумагу, проволочную щетку, пескоструйную очистку и т. Д. Подготовьте поверхности из алюминия и нержавеющей стали с помощью проволочной щетки из нержавеющей стали. Разрушение оксидного покрытия путем перемешивания и флюсования является одним из ключей к успешной пайке, особенно для деталей из алюминия, нержавеющей стали и никелированного покрытия.Важно выполнять эти шаги в своевременной непрерывной последовательности 1-2-3…. В противном случае прочное оксидное покрытие может преобразоваться и затруднить соединение припоя.
Шаг 2
Нанесите соответствующий неагрессивный жидкий флюс Kapp для втягивания припоя в зону соединения / ремонта. Флюс также служит для удаления оксидных слоев, препятствующих прочному соединению. Рекомендуемый флюс указан на каждой странице информации о припоях. Вы можете легко использовать стержень для распределения флюса.
Шаг 3
С помощью мягкого пламени, теплового пистолета или паяльника нагрейте основной металл, прилегающий к месту ремонта.Прямое пламя на участке ремонта может привести к перегреву припоя и флюса. При использовании паяльника нагревайте область стыка обеих частей, а не стержень. НЕ НАГРЕВАЙТЕ СТАНКУ НАПРЯМУЮ!
Шаг 4
Держите наконечник резака на расстоянии 4–6 дюймов от основного металла. Если необходимо подать пламя непосредственно на стержень или флюс, оттяните наконечник резака еще дальше от рабочей поверхности и продолжайте движение.
Шаг 5
Флюс начнет пузыриться и станет светло-коричневым.Помимо подготовки основного металла к припою, эти изменения указывают на правильную рабочую температуру флюса. Если флюс станет черным, он загрязнит ваш сустав и помешает прочному соединению. В этом случае дайте области остыть, очистите ее и начните заново. Инструкция по пайке Kapp 180709
Шаг 6
Когда флюс станет коричневым, пора применить стержень. Перетащите стержень по области для пайки, пока он не начнет течь. ПОСЛЕ ПОТОКА СТЕРЖНЯ ПРЕКРАТИТЕ ПОДАЧУ НАГРЕВА! Если требуются дополнительные слои, продолжайте перетаскивать стержень по области.
Шаг 7
Иногда необходимо нагреть кончик стержня пламенем, чтобы припой легче стекал на место ремонта. НЕ НАГРЕВАЙТЕ ПРУТ ДО ТОЧКИ ПЛАВЛЕНИЯ! Вы просто пытаетесь смягчить стержень, чтобы легче начать движение.
Шаг 8
Обратите внимание на отложение припоя. Припой должен склеиваться ровно. НЕ ПЕРЕГРЕВАЙТЕ! Пруток припоя расплавится при перегреве, но не склеится должным образом. Если вы приложите тепло к стержню припоя, а не к деталям, припой расплавится и потечет, но он просто сядет на вашу часть и его можно будет легко удалить щеткой.Стык следует за теплом. Нагрейте детали, и припой последует за ним и создаст прочное соединение.
Шаг 9
Если вы прекратили пайку и хотите нанести больше припоя или вылить осадок, дайте ему немного остыть, добавьте еще флюса и снова нагрейте. Флюс поможет процессу соединения, будь то добавление припоя или просто вытекание предыдущего слоя.
Шаг 10
Удалите излишки флюса теплой водой и металлической щеткой или чистой тряпкой. Флюс вызывает коррозию, и его остатки следует тщательно удалять, даже если флюс не требует очистки.
Пайка меди и латуни: как паять альтернативные металлы
Вероятно, из-за роста стоимости серебра, в последнее время на форумах появилось много шума о пайке меди, а также о пайке меди с серебром или латунью — что меня тоже интересовало. Вот несколько отличных советов и предложений по пайке меди и латуни, которые я узнал из этих сообщений, от опытных участников Interweave и экспертов Lapidary Journal Jewelry Artist .
Тулит и сетчатые серьги от Лекси Эриксон.
Пайка меди: правильное использование горелки
«Карандашные резаки просто не производят достаточно тепла для быстрой пайки меди. Если вы собираетесь использовать бутановую горелку, попробуйте взять одну из более крупных горелок и иметь как можно большее пламя на вашей горелке. . Медь — действительно твердый металл для пайки из-за окисления, которое образуется на поверхности. Также, если вы используете серебряный припой, старайтесь использовать только легкий или легкий-легкий, поскольку они плавятся при немного более низких температурах, чем средние или твердые.»(отправлено участником BogIron)
Отличный совет по пайке, независимо от того, какой металл вы используете: «Помните, горелка не плавит припой; горелка нагревает металл, что, в свою очередь, вызывает растекание припоя». (опубликовано Lapidary Journal Jewelry Artist редакторы Том и Кей Бенхэм)
Пайка меди: используйте правильный припой
Подвеска Southwest Spirit от Лекси Эриксон. «Я также обнаружил, что использование сверхлегкого серебряного припоя было для меня уловкой… так что мне нужно было только нагреться до 820 ° F и соединять медь со стерлинговым [с] небольшой бутановой горелкой для карандашей… когда я использовал легкий [серебряный припой ], Я думаю, что весь флюс был нагрет до того, как температура припоя и металла достигла 1200 ° F.»(отправлено участником Ли Энн Уилмот)
«Когда я паяю медь, я использую серебряный припой, а когда я протравливаю свою деталь, я помещаю кусок стали в кислоту, и она покрывает медью серебряный припой… Я использую связывающую проволоку, чтобы покрыть свои медные детали, и она отлично работает… Однажды сталь вышла из маринада, я действительно верю, что это не повлияет на будущее серебро… по крайней мере, у меня никогда не было проблем, как только я достаю сталь ». (опубликовано пользователем JanineB @ 7)
«Когда вы используете сталь в маринаде, она фактически удаляет остатки меди из предыдущих ванн для травления.Так что ваше решение для рассола почти такое же, как новое! «(Отправлено участником Cat_P)
Паяльная латунь: успешное травление
Karatium and Sterling Band Кэтрин Рихерт.
Если после травления ваша латунь не такая медная, «смешайте раствор из двух частей перекиси водорода [с] тремя частями белого уксуса [и] замочите в нем изделие на 20–30 минут, и латунь снова должна стать латунной. снимает медь с латуни. Не храните ее в закрытом контейнере… Возможно, вам понадобится скраббби, чтобы удалить коричневые пятна.»(отправлено участником LeeAnne70)
Бронзовая складчатая брошь от Хелен Дриггс.
После пайки латуни «вместо травления, чтобы удалить старый флюс, я просто кипятил его в простой воде, а не в маринаде. Когда вы кладете латунь в большинство солений, вы делаете своего рода золочение с истощением; вместо поверхность, вы выводите медь на передний план, удаляя цинк с латуни, и это розовый цвет, который вы получаете, поэтому я просто опускаю свою в кипящую воду, чтобы растворить старый флюс.