Индукционная печь для плавки и нагрева металла
 Индукционная печь – это оборудование, которое под воздействием токов высокой частоты способно осуществлять плавку металла и другие виды высокотемпературной обработки. На сегодняшний день, наверное, единственным способным конкурентом индукционным печам остались мартеновские печи, которые могут осуществлять плавку огромного объема металла за один раз. Все остальные способы нагрева стали неконкурентоспособными, потому что индукционный нагрев является идеальным в плане обработки всех видов металлов.
Индукционная печь – это оборудование, которое под воздействием токов высокой частоты способно осуществлять плавку металла и другие виды высокотемпературной обработки. На сегодняшний день, наверное, единственным способным конкурентом индукционным печам остались мартеновские печи, которые могут осуществлять плавку огромного объема металла за один раз. Все остальные способы нагрева стали неконкурентоспособными, потому что индукционный нагрев является идеальным в плане обработки всех видов металлов.
Индукционная печь отлично справляется с плавкой черных, цветных и драгоценных металлов, осуществляя их обработку на высшем уровне.
Индукционная печь история производства
Изобретена индукционная печь была после того, как в 1831 году Фарадей смог открыть закон об электромагнитной индукции. Изучив работы Максвелла, которые перекликались с открытием Фарадея, и, взяв в основу их открытия, ученые смогли создать первую индукционную печь, которая могла плавить небольшое количество металла под воздействием токов высокой частоты.
Первая индукционная печь была запатентована в Великобритании, однако хоть изобретение было проработано, воссоздать его на практике не вышло.
Первая выплавка стали была произведена в 1900 году в Швейцарии. Челлин в то время смастерил индукционную печь по собственным разработкам. Выполнена она была в роли однофазного трансформатора. Плавильной емкостью печи выступала кольцевая ванна, а расплавленный металл выполнял роль вторичной обмотки. В центре первой индукционной печи был размещен железный магнитопровод, окруженный обмоткой со специальной асбестовой изоляцией. Магнитопровод подавал переменный магнитный поток, который способен возбудить переменный ток.
Первую индукционную печь начали устанавливать на заводах Швейцарии, а впоследствии они стали появляться и в других странах.
- Постоянно требовалось производить жидкую завалку.
- Шлак нагревался не так хорошо, как это требовалось.
- Эксплуатация футеровки ИП вызывала определенные трудности.
Именно в тот момент производители поняли, что что-то не так, и начало развиваться производство дуговых сталеплавильных печей.
С 1925 года в промышленности появились индукционные печи без сердечника, способные осуществлять качественную плавку металла.
На сегодняшний день популярность набрали тигельные индукционные печи. Первые тигельные печи выпустила компания «Алекс». В основном в производстве такие печи использовали для плавки драгоценных и цветных металлов, но тогда их использовали, проводя различные эксперименты, а сегодня тигельные индукционные печи стали популярными и активно применяются для обработки всех видов металлов.
Современные индукционные печи виды
На сегодняшний день в производстве применяют два типа индукционных печей, однако, несмотря на это, тигельные являются наиболее популярными.
1. Плавильные печи с сердечником.
Индукционные печи с сердечником имеют следующую комплектацию: многовитковой индуктор цилиндрической формы, изготовленный из медной трубки; замкнутый сердечник, на который насаживается индуктор, выполняется из листовой электротехнической стали; огнеупорная керамическая футеровка обладающая узким кольцевым каналом, для жидкого металла.
Плавильная печь с сердечником обязательно должна иметь замкнутое электропроводное кольцо, поэтому расплавлять в ней отдельные куски металла, обладающего повышенной прочностью, не получится. Для запуска печи с сердечником необходимо заливать в кольцевой канал небольшую порцию жидкого металла.
Такие печи на сегодняшний день работают на частоте 50 Гц. Существует немало видов и конструкций индукционной печи с сердечником, причем могут быть они как однофазными, так и многофазными.
Чаще всего плавильные печи с сердечником используют для плавки цветных металлов, обладающих небольшой температурой плавления. Также могут применяться для получения чугуна высокого качества. При обработке чугуна данная печь может использоваться в роли плавильного устройства или же миксера (копильника).
2. Плавильные печи без сердечника
Индукционные плавильные печи без сердечника (тигельные) производят расплав металла в специальной емкости, изготовленной из материала, устойчивого к воздействию высоких температур (тигля). Тигель размещается внутри многовиткового индуктора. Как правило, индуктор изготавливают из толстой медной трубки, через которую будет пускаться специальная охлаждающая жидкость или техническая вода.
Так как сердечник в данном виде печей отсутствует, это влияет на резкое увеличение магнитного потока рассеивания. Число магнитных сил, которые будут сцепляться с металлом внутри тигля, существенно снижется. Из-за высокого уровня рассеивания токов высокой частоты, мощность индукционной тигельной печи должна быть несколько выше, чем у печи с сердечником.
Для индукционных тигельных печей характерна повышенная производительность, высокое качества нагрева за счет равномерного распределения тепла, а также возможность производить плавку металла безопасно для окружающих.
Индукционная печь достоинства и недостатки
У индукционных печей наряду с достоинствами есть определенный перечень минусов, которые не оказывают существенного влияния на качество выполняемой работы, но кому-то могут не понравиться.
Недостатков немного, поэтому сразу поговорим о них:
- Температура шлаков в процессе плавки существенно ниже, чем температура металлов. Это затрудняет проведение рафинировочного процесса, если речь идет о выплавке высококачественной стали.
- Футеровка обладает низким уровнем стойкости. Если будут резкие перепады температуры, то тигель довольно быстро выйдет из строя.
Преимуществ индукционная печь имеет гораздо больше, и мы поговорим о каждом, чтобы у вас могло сложиться мнение относительно полезности данного оборудования.
- Тепло выделяется непосредственно в металле, что позволяет начать выплавку металла практически сразу после запуска установки.
- Тепло равномерно распределяется по металлу, поэтому выплавка получается качественной и равномерной по химическому составу.
- Процесс управления рабочим процессом довольно прост благодаря автоматизированному программному обеспечению, которое самостоятельно осуществляет контроль по заранее внесенной программе.
- Высокая гигиеничность условия труда: в воздух не выделяются вредные запахи, так же отсутствует задымление.
- Индукционная печь отличается высокой производительностью.
- В тигельной печи есть возможность выплавки твердой шихты, при этом не нужно оставлять жидкий металл с предыдущей выплавки, как того требуют печи с сердечником.
- Масса футеровки незначительна, что позволяет не задерживать тепло в ней.
- Индукционная печь обладает компактными размерами, а это дает возможность удобно изолировать рабочее пространство, а также воссоздать любую необходимую для металла среду (вакуум, газовая, окислительная).
- Для управления программным обеспечением индукционной печи совсем не обязательно иметь на предприятия высококвалифицированный персонал.
- Индукционная печь потребляет незначительное количество электрической энергии, этот фактор позволяет экономить производственные ресурсы, тем самым снижая себестоимость изделия.
Как видите, перечень преимуществ, которыми обладает индукционная печь, довольно внушителен. При выборе установки для плавки металла очень важно обратить внимание на плюсы и минусы того иного оборудования, чтобы определиться, какая плавильная печь подойдет конкретно для вашего предприятия.
Если заметили ошибку, выделите фрагмент текста и нажмите Ctrl+Enter
Индукционный нагрев – применение в целях обработки металла
 Индукционный нагрев – это способ бесконтактной тепловой обработки металлов, способных проводить электрическую энергию, под воздействием токов высокой частоты. Индукционный нагрев все активнее стал применяться на предприятиях для осуществления высокотемпературной обработки металлов. На сегодняшний день индукционное оборудование смогло занять лидирующие позиции, вытесняя альтернативные методы нагрева.
Индукционный нагрев – это способ бесконтактной тепловой обработки металлов, способных проводить электрическую энергию, под воздействием токов высокой частоты. Индукционный нагрев все активнее стал применяться на предприятиях для осуществления высокотемпературной обработки металлов. На сегодняшний день индукционное оборудование смогло занять лидирующие позиции, вытесняя альтернативные методы нагрева.
Индукционный нагрев как работает
Принцип действия индукционного нагрева предельно прост. Нагрев производится за счет трансформации электрической энергии в электромагнитное поле, обладающее высокой мощностью. Нагрев изделия осуществляется при проникновении магнитного поля индукторов в изделие, способное проводить электрическую энергию.
Заготовка (обязательно из материала, проводящего электрическую энергию) размещается в индукторе или в непосредственной близости с ним. Индуктор, как правило, выполняется в виде одного или нескольких витков провода. Чаще всего для изготовления индуктора используют толстые медные трубки (провода). Специальный генератор электрической энергии подает ее в индуктор, наводя токи высокой частоты, которые могут варьироваться от 10-и Гц до нескольких МГц. В результате наведения токов высокой частоты на индуктор, вокруг него образуется мощное электромагнитное поле. Вихревые токи образовавшегося электромагнитного поля проникают в изделие и преобразуются внутри его в тепловую энергию, осуществляя нагрев.
Во время работы индуктор довольно сильно нагревается за счет поглощения собственного излучения, поэтому он непременно должен охлаждаться во время рабочего процесса за счет проточной технической воды. Вода для охлаждения подается в установку при помощи отсасывания, такой метод позволяет обезопасить установку, если вдруг произойдет прожог или разгерметизация индуктора.
Индукционный нагрев применение в производстве
Как уже можно было понять из описанного выше, применяется индукционный нагрев в производстве довольно активно. На сегодняшний день индукционное оборудование успело занять лидирующее позиции, вытеснив конкурирующие способы обработки металлов на второй план.
Индукционная плавка металлов
Применяется индукционный нагрев для осуществления плавильных работ. Активное использование индукционных печей началось благодаря тому, что нагрев ТВЧ способен уникально обрабатывать все виды металлов, существующие на сегодняшний день.
Плавильная индукционная печь быстро осуществляет плавку металла. Температуры нагрева установки достаточно даже для плавки самых притязательных металлов. Главное преимущество индукционных плавильных печей заключается в том, что они способны производить чистую плавку металла с минимальным шлакообразованием. Работа выполняется за короткий промежуток времени. Как правило, время выплавки 100 килограмм металла равняется 45-и минутам.
Закалка ТВЧ (токами высокой частоты)
Главное достоинство, которым обладает индукционный нагрев по отношению к закалочным работам – это возможность проникновения тепла на глубину (глубокая закалка). На сегодняшний день закалка ТВЧ стала довольно часто производиться именно в индукционном оборудовании.
Индукционный нагрев позволяет не просто произвести закалку ТВЧ, но дает в конечном результате изделие, которое будет обладать отменным качеством. При использовании индукционного нагрева в целях осуществления закалочных работ количество брака в производстве существенно снижается.
Пайка ТВЧ
Индукционный нагрев полезен не только для обработки металла, но и для соединения одной части изделия с другой. На сегодняшний день пайка ТВЧ стала довольно популярной и смогла вытеснить сварку на второй план. Где только появляется возможность заменить сварку пайкой, производители делают это. Чем именно вызвано такое желание? Все предельно просто. Пайка ТВЧ дает возможность получить целостное изделие, которое будет обладать высокой прочностью.
Пайка ТВЧ получается целостной за счет прямого (бесконтактного) проникновения тепла в изделие. Для нагрева металла не требуется стороннее вмешательства в его структуру, что положительно сказывается на качестве готового изделия и на его сроке эксплуатации.
Термообработка сварных швов
Термообработка сварных швов – это еще один важный технологичный процесс, с которым отлично справится индукционный нагреватель. Термообработка осуществляется для того, чтобы придать изделию повышенную прочность и разгладить напряжение металла, которое, как правило, образуется в местах соединений.
Термообработка при помощи индукционного нагрева производится в три этапа. Каждый из них очень важен, ведь если упустить что-то, то впоследствии качество изделия станет другим и его срок эксплуатации снизится.
Индукционный нагрев положительно сказывается на металле, позволяя равномерно проникать на заданную глубину и разглаживать напряжение, образовавшееся во время произведения сварочных работ.
Ковка, пластика, деформация
Кузнечный нагреватель – это один из видов установок, в основе которых лежит индукционный нагрев. Используют кузнечный нагреватель для произведения деформации металла, а также в целях штамповки и т.п.
Индукционный нагрев равномерно прогревает металл, позволяет изогнуть его в нужных местах и придать изделию необходимую форму.
На сегодняшний день все больше предприятий стали использовать кузнечный нагреватель в целях штамповки и пластики изделий.
Индукционный нагрев способен справиться со всеми необходимыми операциями тепловой обработки металла, но чаще всего применяется в тех случаях, которые были описаны выше.
Индукционный нагрев преимущества и недостатки
У каждой вещи есть преимущества и недостатки, хорошие и плохие стороны. Индукционный нагрев не отличается и имеет как плюсы, так и минусы. Однако минусы индукционного нагрева настолько ничтожны, что не видны за огромным количеством преимуществ.
Так как недостатков у индукционного нагрева меньше, сразу же перечислим их:
- Некоторые установки являются довольно сложными и для их программирования необходимо квалифицированный персонал, который сможет обслуживать установку (осуществлять ремонт, чистку, программировать).
- Если индуктор и заготовка плохо согласованы между собой, то потребуется куда больше мощности нагрева, чем если выполнять похожу задачу в электрической установке.
Как видите, недостатков действительно немного и они не оказывают сильное влияние на принятие решение в пользу использования или неиспользования индукционного нагрева.
Достоинств индукционный нагрев имеет гораздо больше, но мы укажем только главные:
- Скорость нагрева изделия очень высокая. Индукционный нагрев практически сразу приступает к обработке металлического изделия, никаких промежуточных этапов прогрева оборудования не требуется.
- Нагрев изделия может производиться в любой воссозданной среде: в атмосфере защитного газа, в окислительной, в восстановительной, в вакуумной и в непроводящей жидкости.
- Индукционная установка обладает сравнительно небольшими размерами, благодаря чему довольно удобна в эксплуатации. Если возникает необходимость, то индукционное оборудование можно перевезти на место проведения работ.
- Нагрев металла производится через стенки защитной камеры, которая изготавливается из материалов способных пропускать вихревые токи, поглощая незначительное количество. Во время работы индукционное оборудование не нагревается, поэтому оно признано пожаробезопасным.
- Так как нагрев металла производится при помощи электромагнитного излучения, загрязнение самой заготовки и окружающей атмосферы отсутствует. Индукционный нагрев был по праву признан экологически безопасным. Он не причиняет абсолютно никакого вреда сотрудникам предприятия, которые будут находиться в цеху во время работы установки.
- Индуктор может быть изготовлен практически любой сложной формы, что позволит подогнать его под габариты и форму изделия, чтобы нагрев получился более качественным.
- Индукционный нагрев позволяет просто производить избирательный нагрев. Если нужно прогреть какую-то конкретную область, а не все изделие, то достаточно будет разместить в индукторе только ее.
- Качество обработки при помощи индукционного нагрева получается отменным. Количество брака в производстве существенно снижается.
- Индукционный нагрев позволяет экономить электрическую энергию и другие производственные ресурсы.
Как видите, достоинств у индукционного нагрева очень много. Выше были указаны лишь основные, которые оказали серьезное воздействие на решение многих владельцев приобрести индукционные установки для термообработки металла.
Если заметили ошибку, выделите фрагмент текста и нажмите Ctrl+Enter
Простой, но мощный индукционный нагреватель


Привет, в данной самоделке я покажу процесс создания мощного, но простого индукционного нагревателя. Этот «индукционник» способен за считанные секунды разогревать стальное лезвие «до красна». С помощью него, можно «калить» предметы (инструменты, гвозди, саморезы), а так же расплавлять различные материалы (олово, алюминий и тд).

Вот схема которую нужно собрать
Перед началом чтения статья, я рекомендую посмотреть процесс сборки и испытаний:
[media=https://www.youtube.com/watch?v=cEaiQcxifcM]
Нам потребуется:
— 2 транзистора марки IRF3205
— 2 стабилитрон 1.5ке12
— 2 диода HER208
— 2 резистора на 10кОм и на 220Ом
— Пленочный конденсатор на 400В 1мкФ
— 2 ферритовых кольца (можно достать из старого блока питания компа)
— 2 изоляционные шайбы
— Радиатор (для охлаждения транзисторов)
— Пара винтиков (для закрепления транзисторов в радиаторе)
— Термопаста
— 2 кусочка слюды (для изоляции транзисторов от радиатора)
— Медный залакированный провод сечением 1.4мм2 длинной 1 метр
— Медный залакированный провод сечением 1.2мм2 2 куска по 1.5 метр
— Форма на намотки катушки (я буду использовать аккумулятор формата 18650)
— Аккумулятор для питания схемы (8-20В)
— 2 небольших кусочка провода
А так же:
— Бокорезы, ножик, отвертка, паяльник.
Подробное описание изготовления:
Шаг 1: Намотка катушки. Первым делом намотаем провод 1.4мм2 на «форму» (еще раз напомню что в качестве «формы» я буду использовать аккумулятор формата 18650) что-бы получить катушку.


Должно получится что-то наподобие этого

Далее ножиком снимаем изоляцию с катушки

И залуживаем провода

Должно получится примерно так

Шаг 2: Намотка катушки на ферритовые кольца. На этом этапе необходимо намотать провод 1.2мм2 на ферритовые кольца.

Для этого возьмем кольцо и проденем в него провод.

И начинаем намотку

Обратите внимание, что витки должны быть плотно натянуты. В итоге получаем это.

Шаг 3: Закрепление и подготовка транзисторов. Первым делом подготовим термопасту. Я буду использовать весьма распространенную КПТ-8.

Необходимо нанести тонким слоем термопасту по всей площади на 2 кусочка слюды.

Что бы получилось так.

Затем «приклеиваем» слюду на радиатор

То же самое делаем и с самим транзистором.

Аккуратно прислоняем транзистор (между слюдой) к радиатору.

И прикручиваем его с помощью нескольких винтиков.

Так же проделываем и со вторым транзистором. Таким образом на данном этапе уже имеется 2 транзистора прикрученных к радиатору и готовых к дальнейшей пайки.
Шаг 4: Пайка компонентов по схеме.
На этом этапе начинается самая «интересная» часть. После ее завершения уже получится полностью готовое устройство.
Подготовим 2 резистора на 220 Ом.
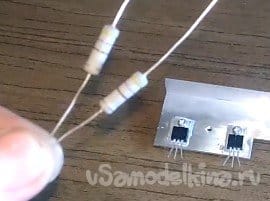
Их необходимо припаять к левым ногам транзисторов.

И затем оставшиеся концы соединить между собой и залудить.

Затем необходимо подготовить стабилитроны.

Их необходимо припаять между левой и правой «ножкой» транзистора. Все это делается с 2 транзисторами.


Что бы получилось так.

Теперь необходимо соединить «правые» ножки транзисторов (истоки) перемычкой. В ее роли послужит остаток залакированного медного провода.


Подготовим 2 резистора на 10 кОм

Затем соединяем левую ногу транзистора (затвора) с правой ногой (истоком) резистором на 10 кОм


Так же делаем и со вторым транзистором. Получаем подобие этого.

Теперь настала очередь диодов.

Необходимо припаять анод диода (значок треугольничка) к левой ноге транзистора.

А второй конец диода к центральной ноге к другому транзистору.

После сделать то же самое, но с другим транзистором.

Далее нужна катушка, которую сделали еще на первом этапе
Её концы необходимо припаять к стокам транзисторов (центральные ноги транзисторов).

Следом нужно припаять конденсатор между катушкой как на фото.


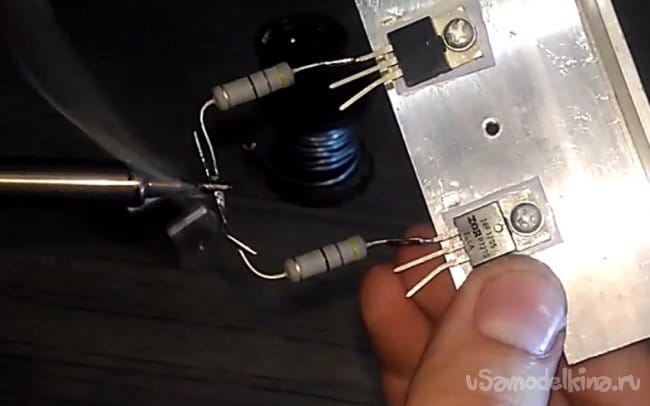
Один из последних этапов и присоединение дросселей. Но сначала его необходимо подготовить, для этого снимаете изоляцию и залуживаете концы.

Вслед за этим с каждой стороны транзистора его нужно припаять к общей точке соединения резистором на 220 Ом и место куда паяли конденсатор.


Теперь можно подготовить 2 небольших кусочка провода(желательного разного цвета) для питания всей схемы.Один из провода (в моём случаи желтый) припаиваем к месту соединения резисторов на 220 Ом, сюда будет подключаться плюс

а черный провод (минус) идет на правую ногу (истоку) одного из транзисторов.

Вот финальное фото уже полностью рабочей и собранной схемы.

Шаг 5: Подключение и проверка.
Для питания схемы я буду использовать Li Po аккумулятор для квадрокоптеров.

Но можно использовать любой другой (или даже несколько) напряжением от 8 В до 20 В.
Плюс с аккумулятора припаиваем к проводу, который присоединен с резисторам на 220 Ом, в моем случаи это желтый. Но я подключаю через амперметр, что бы еще и показать ток потребляемый схемой. Вы конечно можете этого не делать. Минус же идет на другой провод (черный), я рекомендую его припаять через кнопку, но для демонстрации я просто буду их соединять когда нужно что бы схема заработала.

У меня ток достигал 15А. Эти значения могут колебаться в зависимости от разных условий, просто учитывайте это.
Спасибо за внимание. Всем удачи в начинаниях!
 Доставка новых самоделок на почту
Доставка новых самоделок на почтуПолучайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.Индукционная печь | Индукционные нагреватели
 Для нагрева и плавки железной руды и металлов сталелитейная промышленность применяет различные типы печей для переработки металла. По виду применяемого топлива индукционные печи бывают – пламенные, к ним относятся мартеновские, доменные, шахтные, газовые тигельные, и печи для плавки металла с электрическим нагревом. Электропечи имеют классификацию, которая зависит от метода конвертации электрической энергии в тепловую. Одним из таких методов является плавка металлов в среде индуктивного магнитного поля.
Для нагрева и плавки железной руды и металлов сталелитейная промышленность применяет различные типы печей для переработки металла. По виду применяемого топлива индукционные печи бывают – пламенные, к ним относятся мартеновские, доменные, шахтные, газовые тигельные, и печи для плавки металла с электрическим нагревом. Электропечи имеют классификацию, которая зависит от метода конвертации электрической энергии в тепловую. Одним из таких методов является плавка металлов в среде индуктивного магнитного поля.
Устройство и принцип работы индукционных печей
Впервые, свойство индуктивного нагрева было описано уравнением Максвелла, а затем разработано на практике английским физиком Майклом Фарадеем. Пионерами постройки индуктивных плавильных печей были англичане, в 1890 году была возведена ИП печь, но из-за отсутствия мощных источников электроэнергии не имели широкого распространения.
Вначале ΧΧ века происходит скачок индустрии, появляются мощные генераторы электроэнергии с токами высокой частоты, которые смогли полностью обеспечивать все параметры индукционных печей.
Конструкция индукционного нагревателя представляет собой многовитковую катушку цилиндрической формы, которая называется индуктором, через него пропускается электрическое напряжение переменного тока, вследствие чего возникают магнитные поля, возбуждающие вихревые токи.
Во внутреннее пространство индуктора помещается сосуд, или емкость, в которой находится металл или руда. Под воздействием магнитного поля и вихревых токов в металле повышается сопротивление, что по всем законам физики вызывает его нагрев и за счет этого происходит процесс плавки.
Мощность индукционных плавильных печей зависит от величины подаваемого напряжения и частоты электрического тока. Эта зависимость применяется в типах индукционных печей – нагревательные установки для термической обработки и плавильные печи.
Особенности применения индуктивных нагревателей
Конструктивная схема индуктивных печей имеет свои особенности, которых нет в других конструкциях печей.
- Передача электрической энергии к нагреваемому объекту происходит без контакта с электроустановкой.
- Выделение тепла происходит непосредственно в месте нагрева, что позволяет максимально использовать энергию образующегося тепла.
- Высокая скорость нагрева объекта, помещенного в индуктор.
Индукционные печи для плавки металлов значительно меньше потребляют электроэнергию. Так как этот метод нагрева происходит непосредственно в среде металла, это позволяет получать их сплавы различных марок и свойств фактически не имеющих примесей и получать отливки равномерные по химическому составу.
В индукционных печах можно плавить различные типы металлов, это стали различных марок, высококачественный чугун, цветные металлы.
Особенность конструкции ИП нагревателей, это малая масса футеровки индукционной печи по сравнению с массой металла, в связи, с чем снижается тепловая энергия печи, позволяет производить плавку периодически, что исключается в печах других конструкций.
К недостаткам индукционных печей можно отнести следующие факторы:
- дорогое и сложное в изготовление электрическое оборудование;
- наличие «холодных» шлаков, которые затрудняют процесс рафинации металла, этот метод термообработки используется при изготовлении высококачественных сталей.
- от резкого перепада температур, низкая долговечность футеровки.
Применение индукционных нагревательных печей позволяет автоматизировать процессы плавки, получать высоко легирующие металлы, обеспечивать хорошие условия труда для обслуживающего персонала. К тому же максимально снижается загрязнение окружающей среды.
Если заметили ошибку, выделите фрагмент текста и нажмите Ctrl+Enter
Индукционный нагреватель металла на 12 киловатт – схема инвертора и компоненты
Сейчас мы узнаем как сделать своими руками индукционный нагреватель, который можно использовать для разных проектов или просто для удовольствия. Вы сможете мгновенно плавить сталь, алюминий или медь. Вы можете использовать её для пайки, плавления и ковки металлов. Вы можете использовать самодельный индуктивный нагреватель и для литья.
Мое учебное пособие охватывает теорию, компоненты и сборку некоторых из важнейших компонентов.
Инструкция большая, в ней мы рассмотрим основные шаги, дающие вам представление о том, что входит в такой проект, и о том, как его спроектировать, чтобы ничего не взорвалось.
Для печи я собрал очень точный недорогой криогенный цифровой термометр. Кстати, в тестах с жидким азотом он неплохо себя показал против брендовых термометров.
Шаг 1: Компоненты

Основные компоненты высокочастотного индукционного нагревателя для нагрева металла электричеством — инвертор, драйвер, соединительный трансформатор и колебательный контур RLC. Вы увидите схему чуть позже. Начнем с инвертора. Это — электрическое устройство, которое изменяет постоянный ток на переменный. Для мощного модуля он должен работать стабильно. Сверху находится защита, которая используется, чтобы защитить привод логического элемента МОП-транзистора от любого случайного перепада напряжения. Случайные перепады вызывают шум, который приводит к переключению на высокие частоты. Это приводит к перегреву и отказу МОП-транзистора.
Линии с большой силой тока находятся внизу печатной платы. Много слоев меди используются, чтобы позволить им пропускать более 50А тока. Нам не нужен перегрев. Также обратите внимание на большие алюминиевые радиаторы с водяным охлаждением с обеих сторон. Это необходимо, чтобы рассеивать тепло, вырабатываемое МОП-транзисторами.
Изначально я использовал вентиляторы, но чтобы справиться с этой мощностью, я установил небольшие водяные насосы, благодаря которым вода циркулирует через алюминиевые теплоотводы. Пока вода чистая, трубки не проводят ток. У меня также установлены тонкие слюдяные пластины под МОП-транзисторами, чтобы гарантировать отсутствие проводимости через стоки.
Шаг 2: Схема инвертора
Это схема для инвертора. Схема на самом деле не такая сложная. Инвертированный и неинвертированный драйвер повышает или понижает напряжение 15В, чтобы настроить переменный сигнал в трансформаторе (GDT). Этот трансформатор изолирует чипы от мосфетов. Диод на выходе мосфета действует для ограничения пиков, а резистор минимизирует колебания.
Конденсатор C1 поглощает любые проявления постоянного тока. В идеале, вам нужны самые быстрые перепады напряжения на цепи, так как они уменьшают нагрев. Резистор замедляет их, что кажется нелогичным. Однако если сигнал не угасает, вы получаете перегрузки и колебания, которые разрушают мосфеты. Больше информации можно получить из схемы демпфера.
Диоды D3 и D4 помогают защитить МОП-транзисторы от обратных токов. C1 и C2 обеспечивают незамкнутые линии для проходящего тока во время переключения. T2 — это трансформатор тока, благодаря которому драйвер, о котором мы поговорим далее, получает обратный сигнал от тока на выходе.
Шаг 3: Драйвер
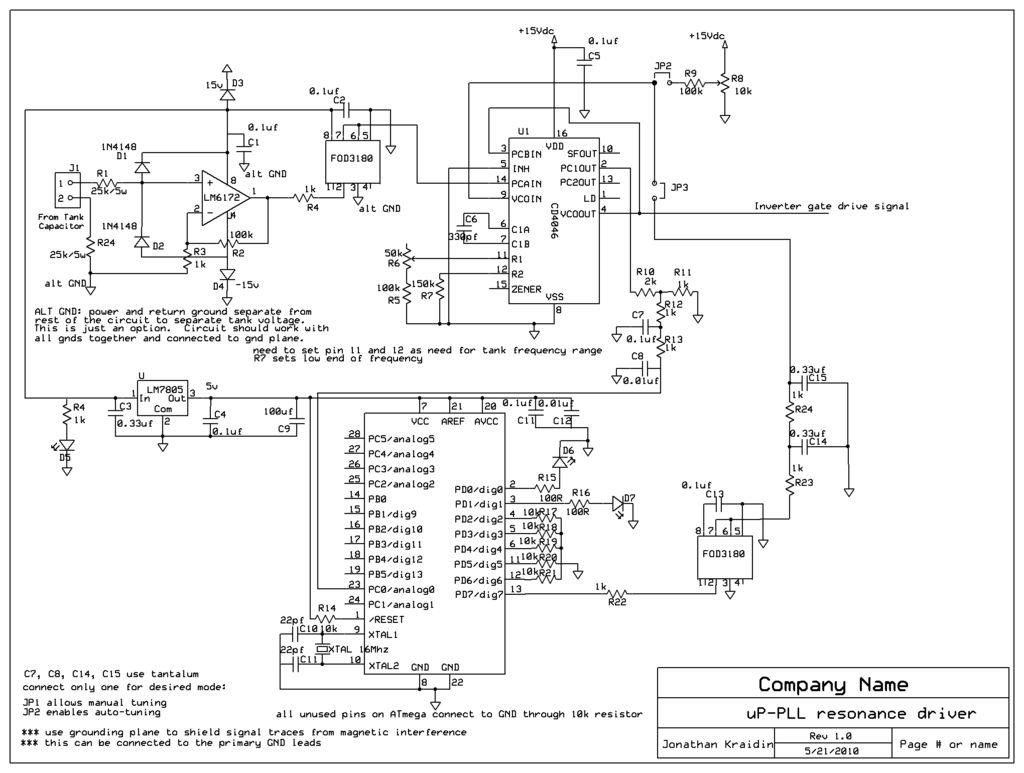
Эта схема действительно большая. Вообще, вы можете прочитать про простой маломощный инвертор. Если вам нужна большая мощность, вам нужен соответствующий драйвер. Этот драйвер будет останавливаться на резонансной частоте самостоятельно. После того, как ваш металл расплавится, он останется заблокированным на правильной частоте без необходимости какой-либо регулировки.
Если вы когда-либо строили простой индукционный нагреватель с чипом PLL, вы, вероятно, помните процесс настройки частоты, чтобы металл нагревался. Вы наблюдали за движением волны на осциллографе и корректировали частоту синхронизации, чтобы поддерживать эту идеальную точку. Больше не придется этого делать.
В этой схеме используется микропроцессор Arduino для отслеживания разности фаз между напряжением инвертора и емкостью конденсатора. Используя эту фазу, он вычисляет правильную частоту с использованием алгоритма «C».
Я проведу вас по цепи:
Сигнал емкости конденсатора находится слева от LM6172. Это высокоскоростной инвертор, который преобразует сигнал в красивую, чистую квадратную волну. Затем этот сигнал изолируется с помощью оптического изолятора FOD3180. Эти изоляторы являются ключевыми!
Далее сигнал поступает в PLL через вход PCAin. Он сравнивается с сигналом на PCBin, который управляет инвертором через VCOout. Ардуино тщательно контролирует тактовую частоту PLL, используя 1024-битный импульсно-модулированный сигнал. Двухступенчатый RC-фильтр преобразует сигнал PWM в простое аналоговое напряжение, которое входит в VCOin.
Как Ардуино знает, что делать? Магия? Догадки? Нет. Он получает информацию о разности фаз PCA и PCB от PC1out. R10 и R11 ограничивают напряжение в пределах 5 напряжений для Ардуино, а двухступенчатый RC-фильтр очищает сигнал от любого шума. Нам нужны сильные и чистые сигналы, потому что мы не хотим платить больше денег за дорогие мосфеты после того, как они взорвутся от шумных входов.
Шаг 4: Передохнём
Это был большой массив информации. Вы можете спросить себя, нужна ли вам такая причудливая схема? Зависит от вас. Если вы хотите автонастройку, тогда ответ будет «да». Если вы хотите настраивать частоту вручную, тогда ответ будет отрицательным. Вы можете создать очень простой драйвер всего лишь с таймером NE555 и использовать осциллограф. Можно немного усовершенствовать его, добавив PLL (петля фаза-ноль)
Тем не менее, давайте продолжим.
Шаг 5: LC-контур
К этой части есть несколько подходов. Если вам нужен мощный нагреватель, вам понадобится конденсаторный массив для управления током и напряжением.
Во-первых, вам нужно определить, какую рабочую частоту вы будете использовать. Более высокие частоты имеют больший скин-эффект (меньшее проникновение) и хороши для небольших объектов. Более низкие частоты лучше для больших объектов и имеют большее проникновение. Более высокие частоты имеют большие потери при переключении, но через бак пройдет меньше тока. Я выбрал частоту около 70 кГц и дошел до 66 кГц.
Мой конденсаторный массив имеет ёмкость 4,4 мкФ и может выдерживать более 300А. Моя катушка около 1мкГн. Также я использую импульсные пленочные конденсаторы. Они представляют собой осевой провод из самовосстанавливающегося металлизированного полипропилена и имеют высокое напряжение, высокий ток и высокую частоту (0.22 мкФ, 3000В). Номер модели 224PPA302KS.
Я использовал две медные шины, в которых просверлил соответствующие отверстия с каждой стороны. Паяльником я припаял конденсаторы к этим отверстиям. Затем я прикрепил медные трубки с каждой стороны для водного охлаждения.
Не берите дешевые конденсаторы. Они будут ломаться, и вы заплатите больше денег, чем если бы вы сразу купили хорошие.
Шаг 6: Сборка трансформатора
Если вы внимательно читали статью, вы зададите вопрос: а как управлять LC-контуром? Я уже рассказывал об инверторе и контуре, не упоминая, как они связаны.
Соединение осуществляется через соединительный трансформатор. Мой от Magnetics, Inc. Номер детали — ZP48613TC. Adams Magnetics также является хорошим выбором при выборе ферритовых тороидов.
Тот, что слева, имеет провод 2мм. Это хорошо, если ваш входной ток ниже 20А. Провод перегреется и сгорит, если ток больше. Для высокой мощности вам нужно купить или сделать литцендрат. Я сделал сам, сплетя 64 нити из проволоки 0.5мм. Такой провод без проблем может выдержать ток 50А.
Инвертор, который я показал вам ранее, принимает высоковольтный постоянный ток и изменяет его на переменные высокие или низкие значения. Эта переменная квадратная волна проходит черезч соединительный трансформатор через переключатели мосфета и конденсаторы связи постоянного тока на инверторе.
Медная трубка из емкостного конденсатора проходит через нее, что делает ее одновитковой вторичной обмоткой трансформатора. Это, в свою очередь, позволяет сбрасываемому напряжению проходить через конденсатор емкости и рабочую катушку (контур LC).
Шаг 7: Делаем рабочую катушку
Один из вопросов, который мне часто задавали: «Как ты делаешь такую изогнутую катушку?» Ответ — песок. Песок будет препятствовать разрушению трубки во время процесса изгиба.
Возьмите медную трубку от холодильника 9мм и заполните ее чистым песком. Перед тем, как сделать это, закройте один конец какой-нибудь лентой, а также закройте другой после заполнения песком. Вкопайте трубу соответствующего диаметра в землю. Отмерьте длину трубки для вашей катушки и начните медленно наматывать её на трубу. Как только вы сделаете один виток, остальные будет сделать несложно. Продолжайте наматывать трубку, пока не получите количество желаемых витков (обычно 4-6). Второй конец нужно выровнять с первым. Это упростит подключение к конденсатору.
Теперь снимите колпачки и возьмите воздушный компрессор, чтобы выдуть песок. Желательно делать это на улице.
Обратите внимание, что медная трубка также служит для водного охлаждения. Эта вода циркулирует через емкостный конденсатор и через рабочую катушку. Рабочая катушка генерирует много тепла от тока. Даже если вы используете керамическую изоляцию внутри катушки (чтобы удерживать тепло), вы по-прежнему будете иметь чрезвычайно высокие температуры в рабочем пространстве, нагревающие катушку. Я начну работу с большим ведром ледяной воды и через некоторое время она станет горячей. Советую заготовить очень много льда.
Шаг 8: Обзор проекта
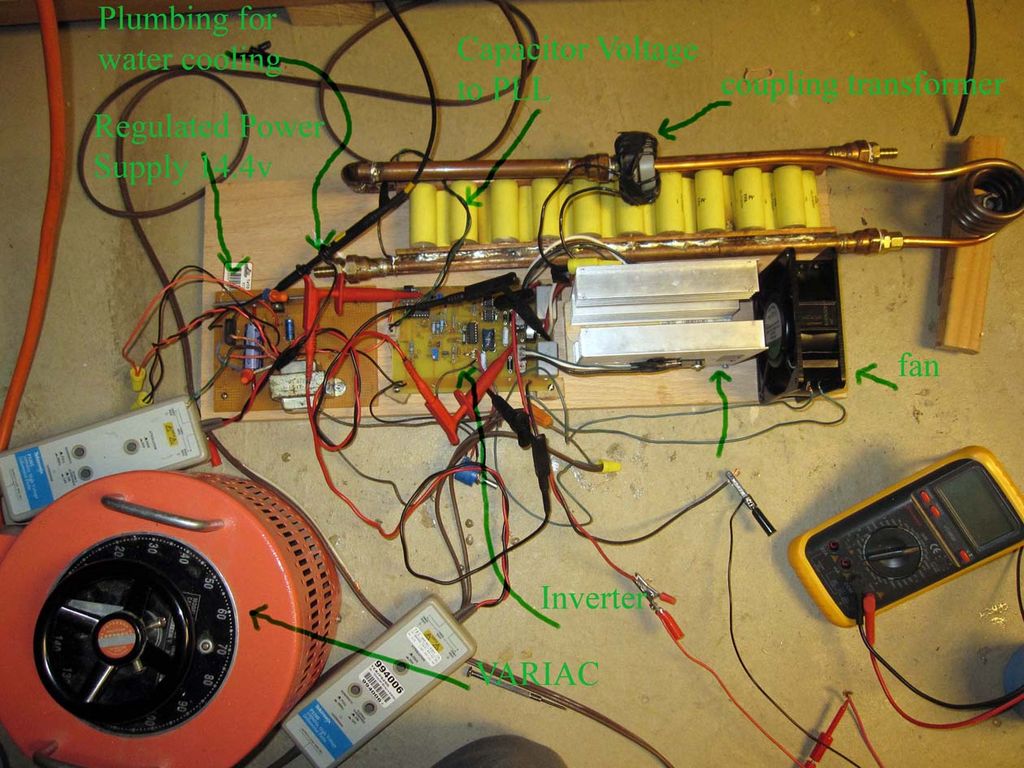
Выше представлен обзор проекта на 3 кВт. Он имеет простой PLL-драйвер, инвертор, соединительный трансформатор и бак.
Видео демонстрирует 12кВт индукционный горн в работе. Основное различие заключается в том, что он имеет управляемый микропроцессором драйвер, более крупные МОП-транзисторы и теплоотводы. Блок 3кВт работает от 120В переменного тока; блок 12 кВт использует 240В.
Индукционная печь из сварочного инвертора своими руками
Идея изготовления приборов отопления из готовых элементов и блоков промышленного производства далеко не нова и имеет довольно большое число поклонников. Одним из таких экспериментов, дающий возможность своими руками изготовить индукционную печь из сварочного инвертора можно назвать эталонным по качеству и результативности успеха. При помощи простых устройств в домашних условиях используя сварочный аппарат как источник питания можно собрать не только индукционную печь, но и котел отопления.
Принцип работы индукционного нагрева и устройство индукционных печей
 Индукционная печь из сварочного аппарата по своему устройству очень схожа с бытовыми индукционными печами, да и принципы, на которых основывается работа этих устройств, во многом схожи. В основе работы устройства положен принцип электромагнитной индукции. В силовое поле, образуемое вокруг проводника, по которому течет электрический ток, помещается металлический сердечник. В результате действий электрического тока образуется электромагнитное поле, которое воздействует на кристаллическую решетку сердечника. Под действием поля возникают вихревые токи, которые и создают нагрев сердечника до температуры плавления.
Индукционная печь из сварочного аппарата по своему устройству очень схожа с бытовыми индукционными печами, да и принципы, на которых основывается работа этих устройств, во многом схожи. В основе работы устройства положен принцип электромагнитной индукции. В силовое поле, образуемое вокруг проводника, по которому течет электрический ток, помещается металлический сердечник. В результате действий электрического тока образуется электромагнитное поле, которое воздействует на кристаллическую решетку сердечника. Под действием поля возникают вихревые токи, которые и создают нагрев сердечника до температуры плавления.
Преимущества такой индукционной печи заключается:
- в скоротечном равномерном нагреве металла помещенного в спираль катушки;
- в специфической направленности нагрева – греется только металл, помещенный в установку, а не все оборудование;
- при плавке получается однородный металл без вкрапления примесей и добавок;
- нагрев происходит настолько быстро, что специальные добавки не успевают испаряться. К слову это очень важно при работе с ценными металлами, например, при плавке золота или золотосодержащих сплавов.
Однако, конструкция не может обойтись без источника питания, способного выдавать ток нужных параметров и к тому же снабженного устройствами защиты от перегрева и короткого замыкания. Так что для изготовления печи используется сварочный аппарат как источник питания и изготовленный своими руками индуктор из медной трубки.
Индукционная печь на транзисторах – схема изготовления и подключения
 На сегодняшний день существует несколько популярных схем изготовления индукционной печи на полевых транзисторах. Эти схемы во многом схожи со схемами бытовых сварочных инверторов, в них также используются полевые транзисторы и пленочные конденсаторы, а в качестве системы охлаждения медные или латунные радиаторы или кулер для обдува воздухом. Так что для тех кто не ищет легких путей и готов поработать паяльником схема сборки источника питания для индуктора выглядит следующим образом:
На сегодняшний день существует несколько популярных схем изготовления индукционной печи на полевых транзисторах. Эти схемы во многом схожи со схемами бытовых сварочных инверторов, в них также используются полевые транзисторы и пленочные конденсаторы, а в качестве системы охлаждения медные или латунные радиаторы или кулер для обдува воздухом. Так что для тех кто не ищет легких путей и готов поработать паяльником схема сборки источника питания для индуктора выглядит следующим образом:
- в схеме участвуют два полевых транзистора IRFZ44V;
- два диода UF4007 или UF4001;
- резистор 470 Ом, 1 вт;
- конденсаторы разной мощности – 1 мкФ – 3 шт, 220 нФ – 4 шт, 470 нФ – 1 шт, 330 нФ – 1 шт;
- эмалевый медный провод 1,2 мм – для обмотки ферритовых колец и такие же провода диаметром 2 мм.
- В качестве дроссельных колец можно использовать ферритовые кольца от старых приемников или блоков питания компьютеров.
- В качестве радиаторов используются латунные или медные пластины большой площади и большим количеством оребрения;
- В качестве прокладочных шайб используются резиновые кольца и шайбы из тонкого текстолита или гетинакса.
 Первым этапом работы выступает изготовление дросселя – на кольцо из феррита наматывается проволока диаметром 1,2 мм. Оптимальным считается намотка 7-15 витков проволоки с одинаковым расстоянием между витками.
Первым этапом работы выступает изготовление дросселя – на кольцо из феррита наматывается проволока диаметром 1,2 мм. Оптимальным считается намотка 7-15 витков проволоки с одинаковым расстоянием между витками.
Следующим шагом выступает сборка батареи конденсаторов – при параллельном соединении батарея должна иметь мощность 4,7 мкФ.
Сам индуктор изготавливается из медной проводи диаметром 2 мм и имеет 7-8 полных витков с концами, имеющими длину ½ витка обмотки.
После соединения всех элементов в качестве источника питания используется аккумулятор напряжением 12 вольт и емкостью 7,2а/ч. При включении схемы емкости аккумулятора должно хватить на 30-40 минут работы и при этом он будет выдавать ток силой примерно 10А.
Такое устройство можно собрать самостоятельно, правда при этом, нет гарантии, что оно выдержит непрерывный режим работы, поскольку оно лишено устройства автоматического отключения при перегреве. Именно поэтому индукционная печь из сварочного инвертора намного практичнее и проще, как в изготовлении, так и в обслуживании.
Индукционная печь из сварочного инвертора – приспособление для плавки металла и для нагрева теплоносителя в системе отопления
 Идея использования такой индукционной установки в качестве плавильной печи металла во многом позволяет применить ее и в качестве котла отопления для небольшого помещения.
Идея использования такой индукционной установки в качестве плавильной печи металла во многом позволяет применить ее и в качестве котла отопления для небольшого помещения.
Преимуществом такого применения является:
- В отличие от плавки металла при наличии постоянно циркулирующего теплоносителя система не подвергается перегреву;
- Постоянная вибрация в электромагнитном поле не позволяет оседать на стенках нагревательной камеры отложениям, сужающим просвет;
- Принципиально схема без резьбовых соединений с прокладками и муфтами исключает возможность протечек;
- Установка практически бесшумна в отличие от других типов отопительных котлов;
- Сама установка без традиционных ТЭН-ов, имеет больший ресурс работы и высокую надежность;
- Нет выбросов продуктов сгорания, риск отравления продуктами горения топлива сведен к нулю.
Практическая составляющая процесса создания оборудования для обогрева помещения при помощи индукционной печи из инверторного сварочного аппарата состоит из следующих шагов.
- Для изготовления корпуса подбирается пластиковая труба с толстыми стенками и предназначенную, для использования в трубопроводах с высокой температурой и под высоким давлением;
- Для того чтобы металлический наполнитель постоянно находится в полости нагревателя изготавливаются две крышки с сеткой, чтобы через нее не вываливался наполнитель.
- В качестве наполнителя подбирается стальная проволока диаметром 5-8 мм, и режется кусочками длиной 50-70 мм.
- Отрезками проволоки заполняется корпус трубы и подсоединяется к системе.
Принцип работы этого устройства состоит в следующем:
- Индуктор из медной проволоки диаметром 2-3 мм с 90 – 110 витками устанавливается снаружи корпуса из пластиковой трубы;
- Корпус заполняется теплоносителем;
- При включении инвертора ток поступает на индуктор;
- В спирали индуктора образуются вихревые потоки, которые начинают воздействовать на кристаллическую решетку металла внутри корпуса;
- Отрезки металлической проволоки начинают нагреваться и нагревать теплоноситель;
- Поток теплоносителя после нагревания начинает движение, нагретый теплоноситель замещается холодным.
Такая принципиальная схема системы отопления на индукционном нагревательном элементе в практическом исполнении имеет один существенный недостаток – теплоноситель должен постоянно проталкиваться напором. Для этого в систему должен быть обязательно включен циркуляционный насос. Кроме того, рекомендуется установить и дополнительно датчик температуры это позволит контролировать теплоноситель и защитить котел от перегрева.
Индукционные печи для нагрева металла
По вопросам приобретения оборудования и обращайтесь в отдел маркетинга ООО «Термолит»
Тел./Ф.: (0619) 42-40-12; 42-02-19; 42-03-14
Моб.: (095)040-75-17; (098)63-502-63;
E-mail: [email protected];
Печи индукционного нагрева
В древности гончарам после обжига керамических изделий в горнах время от времени попадались любопытные твёрдые блестящие кусочки. Со временем гончары начали всё больше задумываться о том, какова природа таинственных кусочков и чем они могут быть полезны в обиходе. Так постепенно зародилось ремесло и искусство обработки такого материала, как металл — металлургия.
Прошло много тысяч лет с того момента, как человек впервые получил металл из руды. С тех пор приспособления для металлургии значительно изменились. В современной промышленности для плавки металлов используются эффективные индукционные печи для нагрева металла.
[contact-form-7 404 «Not Found»]
Устройство установки
Основные части нагревательной печи — это плавильный аппарат, тиристорный преобразователь частоты и конденсаторная батарея. В состав плавильного аппарата входят каркас и две стойки с плунжерами.
Плавка металла осуществляется в элементе нагревательной печи под названием тигель. Он состоит из утрамбованных футеровочных масс, расположен в индукторе. Сырьё для плавки (шихта) помещается в полость тигеля сверху.
Нагревательная печь расположена на опоре. Эта опора представлена двумя стойками, представляющими собой сварные конструкции. Крепится опора на фундаменте посредством анкерных болтов. Каждая стойка имеет шарнирные крепления для установки каркаса нагревательной печи. Последний представлен бетонной подовой плитой, верхней бетонной плитой, рамой и идуктором. Каркас — это цилиндрическая или прямоугольная сварная конструкция, в основе которой нержавеющая или углеродистая сталь.
Индукционная печь для нагрева металла плавит материал при помощи такого элемента, как индуктор. Устройство создаёт мощное электромагнитное поле, которое и приводит к повышению температуры металла изнутри его структуры. Индуктор является съёмным, поэтому его поломка не страшна, ведь всегда можно демонтировать устройство и осуществить его ремонт или замену.
Нагревательная печь по достижении определённой температуры материала наклоняется для слива металла. Это достигается благодаря перекачке масла через гидрораспределитель в полости плунжеров. После слива металла нагревательная печь принимает исходное положение под действием силы тяжести и собственного веса.
Масло к плунжерам подаёт гидростанция. Состав этого элемента представлен блоком гидропривода и масляным баком. Блок гидропривода — это комплект гидроаппаратуры с электродвигателем, смонтированной на крышке масляного бака.
Преобразователь частоты, трубошины, конденсаторы, а также элементы индуктора и кабели подвода электричества к нему нуждаются в охлаждении. Охлаждение вышеперечисленных компонентов осуществляется с помощью системы водоохлаждения. Состав системы водоохлаждения представлен раздаточным коллектором, сливным коллектором с датчиками, аппаратурой автоматического управления протоком и температурой воды, а также системой трубопроводов.
Весь рабочий процесс нагревательной печи контролируется электрооборудованием, представленным тиристорным преобразователем частоты, пультом управления и сигнализацией.
Преимущества нагревательных печей от компании «Термолит»
Электропечи от «Термолита» отличаются такими достоинствами:
- Высокая мощность плавления.
- Надёжность и безотказность в работе.
- Исполнение на основе современных передовых технологий.
- Конструкция из экологически чистых и качественных материалов, без использования асбеста.
- Надёжные тиристорные преобразователи частоты, автоматически регулирующие частоту во время процесса плавления.
- Оптимальный расчёт и подбор параметров компонентов агрегатов, что благоприятно сказалось на производительности, энергоэффективности и их КПД.
- Использование надёжных импортных комплектующих (компоненты из Чехии и Германии).
- Надёжная защита гидроцилиндров от попадания раскалённого металла.
- Безопасность.

Технические характеристики
| Тип установки | Мощность источника питания, кВт | Рабочая частота, кГц | Источник питания, ИП | Температура нагрева*, С |
| ИНУ-100-1,0 | 100 | 1,0 | ТПЧ-100 | 1200 |
| ИНУ-100-2,4 | 100 | 2,4 | ТПЧ-100 | 1200 |
| ИНУ-100-8,0 | 100 | 8,0 | ТПЧ-100 | 1200 |
| ИНУ-120-2,4 | 120 | 2,4 | ТПЧ-120 | 1200 |
| ИНУ-160-1,0 | 160 | 1,0 | ТПЧ-160 | 1200 |
| ИНУ-160-2,4 | 160 | 2,4 | ТПЧ-160 | 1200 |
| ИНУ-160-8,0 | 160 | 8,0 | ТПЧ-160 | 1200 |
| ИНУ-250-1,0 | 250 | 1,0 | ТПЧ-250 | 1200 |
| ИНУ-250-2,4 | 250 | 2,4 | ТПЧ-250 | 1200 |
| ИНУ-250-4,0 | 250 | 4,0 | ТПЧ-250 | 1200 |
| ИНУ-250-8,0 | 250 | 8,0 | ТПЧ-250 | 1200 |
| ИНУ-350-1,0 | 350 | 1,0 | ТПЧ-350 | 1200 |
| ИНУ-350-2,4 | 350 | 2,4 | ТПЧ-350 | 1200 |
| ИНУ-400-1,0 | 400 | 1,0 | ТПЧ-400 | 1200 |
| ИНУ-400-2,4 | 400 | 2,4 | ТПЧ-400 | 1200 |
| ИНУ-500-1,0 | 500 | 1,0 | ТПЧ-500 | 1200 |
| ИНУ-500-2,4 | 500 | 2,4 | ТПЧ-500 | 1200 |
| ИНУ-650-1,0 | 650 | 1,0 | ТПЧ-650 | 1200 |
| ИНУ-650-2,4 | 650 | 2,4 | ТПЧ-650 | 1200 |
| ИНУ-800-0,25 | 800 | 0,25 | ТПЧ-800 | 1200 |
| ИНУ-800-0,5 | 800 | 0,5 | ТПЧ-800 | 1200 |
| ИНУ-800-1,0 | 800 | 1,0 | ТПЧ-800 | 1200 |
| ИНУ-1200-0,25 | 1200 | 0,25 | ТПЧ-1200 | 1200 |
| ИНУ-1200-0,5 | 1200 | 0,5 | ТПЧ-1200 | 1200 |
| ИНУ-1200-1,0 | 1200 | 1,0 | ТПЧ-1200 | 1200 |
| ИНУ-1600-0,25 | 1600 | 0,25 | ТПЧ-1600 | 1200 |
| ИНУ-1600-0,5 | 1600 | 0,5 | ТПЧ-1600 | 1200 |
| ИНУ-1600-1,0 | 1600 | 1,0 | ТПЧ-1600 | 1200 |

Заказать индукционную печь для нагрева металла
ООО «Термолит» является современным, динамично развивающимся, наукоёмким предприятием. В нашем штате специалисты только с высокой квалификацией. Поэтому если Вы решили купить индукционную печь для нагрева металла у нас, то можете быть на сто процентов уверенными в успешности своего приобретения.
