Индукционная плавильная печь из кухонной плитки — Литье алюминия
С такой частотой можно заставить работать почти любой индуктор, уменьшаете индуктивность — увеличивайте конденсатор резонансного контура.
с частотой не все просто там проц рулит почти всем
Я в свое время тоже хотел из похожей плитки сделать некую технологическую «грелку», поэтому немного поразбирался в вопросе…
Так вот, логика управления там примерно такая:
1. Включается эта байда всегда сначала на максимальной частоте (что соответствует минимальной мощности) — около 60кГц. Включается на короткие промежутки времени — порядка полсекунды.
2. В эти полсекунды она определяет наличие кастрюли по провалам напряжения на индукторе. Если падение недостаточное (то есть, кастрюли нет), то дальше выключаемся. И изменение емкостей (в разумных пределах) тут особо не поможет; — нужна адекватная нагрузка контура.
3. Если кастрюлю нашли, то плавно уменьшаем частоту, контролируя при этом ток, доводя его до заданной мощности. Поскольку разная по размерам и форме посуда существенно влияют на резонансную частоту контура, то настройка контролируется только по току. И вообще, в процессе готовки все время идет непрерывная подстройка частоты. Минимальная частота (и максимальная мощность) — в районе 16кГц.
4. Кроме двух термодатчиков (собственно поверхности и радиатора IGBT) есть еще цепочка аварийного контроля тока. Если ток превышает некий порог, то по прерыванию начинается процедура «аварийного шатдауна». Резко выключать генератор нельзя — погорят транзисторы, поэтому частота плавно выводится на максимум, и только потом все выключается.
Короче, без правки (а на самом деле, написания заново) управляющей программки, заставить эту конструкцию работать на нестандартном индукторе и с сильно неподходящей «посудой» — задача нетривиальная, и одним подбором конденсаторов в общем случае не решается…
Написание же софтины само по себе хоть и не очень сложно, но вот процесс ее отладки на «заданном» железе — … :crazy:
В общем, меня тогда остановило отсутствие развязывающего транса подходящей мощности, а теперь я думаю, что оно и к лучшему: съэкономилось много денег на непогоревших IGBT’ах.
Изменено пользователем ArtieПлавка металла в индукционной электрической печи созданной в домашних условиях
Автор perminoviv На чтение 7 мин. Опубликовано
В мире уже сформировались устоявшиеся технологии производства металла и стали, которыми пользуются металлургические предприятия и сегодня. К ним относятся: конверторный способ получения металла, прокатка, волочение, литье, штамповка, ковка, прессование и т. д. Однако наиболее распространенным при современных условиях является переплавка металла и стали в конвекторах, мартеновских печах и электрических печах. Каждая из таких технологий имеет ряд недостатков и преимуществ. Однако наиболее совершенной и новейшей технологией сегодня является получение стали в электрических печах. Основными преимуществами последней над другими технологиями является высокая производительность и экологичность. Рассмотрим как собрать устройство где будет осуществляться плавка металла в домашних условиях своими руками.
Малогабаритная индукционная электрическая печь для плавления металлов в домашних условиях
Плавка металлов в домашних условиях возможна, если иметь электрическую печь, которую можно сделать своими руками. Рассмотрим создание индуктивной малогабаритной электрической печи для получения однородных сплавов (ОС). По сравнению с аналогами создаваемая установка будет отличаться такими особенностями:
- низкой себестоимостью (до 10000 руб), тогда как стоимость аналогов составляет от 150000 руб;
- возможностью регулирования температурного режима;
- возможностью скоростной плавки металлов в небольших объемах, что позволяет использовать установку не только в научной сфере, но и, например, в ювелирной, стоматологической областях и т.д.
- равномерностью и скоростью нагрева;
- возможностью размещения рабочего органа в печи в вакууме;
- сравнительно малыми габаритами;
- низким уровнем шума, почти полным отсутствием дыма, что позволит повысить производительность труда при работе с установкой;
- возможностью работы как от однофазной, так и от трехфазной сети.
Выбор типа схемы
Наиболее часто, при построении индукционных нагревателей, используются три основных типа схем: полумост, ассиметричный мост и полный мост. При конструировании данной установки были использованы два типа схем – полумост и полный мост с частотным регулированием. Этот выбор был вызван потребностью регулирования коэффициента мощности. Встала проблема поддержания режима резонанса в контуре, поскольку именно с его помощью возможна настройка требуемого значения мощности. Существует два способа регулирования резонанса:
- посредством изменения емкости;
- с помощью изменения частоты.
В нашем случае поддержка резонанса происходит за счет регулировки частоты. Именно эта особенность и вызвала выбор типа схемы с частотным регулированием.
Анализ составных частей схемы
Анализируя работу индукционной печи для плавки металла в домашних условиях (ИП) можно выделить три основные ее части: генератор, блок силового питания, и силовой блок. Для предоставления необходимой частоты при работе установки используется генератор, который для избежания помех от других блоков установки, соединяется с ними через гальваническую решения в виде трансформатора. Для обеспечения схемы силового напряжения необходим блок силового питания, который обеспечивает безопасную и надежную работу силовых элементов конструкции. Собственно, именно силовой блок формирует необходимы мощные сигналы для создания нужного коэффициента мощности на выходе схемы.
На рисунке 1 приведена общая принципиальная схема индукционной установки.
Создание схемы соединений
Схема соединений (монтажная) показывает соединения составных частей изделия и определяет провода, кабели, которые выполняют эти соединения, а также места их присоединения.
Для удобства дальнейшего монтажа установки была разработана схема соединений, отражающий основные контакты между функциональными блоками печи (рис. 2).
Генератор частоты
Самым сложным блоком ИП является генератор. Он обеспечивает нужную частоту работы установки и создает начальные условия для получения резонансного контура. В качестве источника колебаний используется специализированный контроллер электронных импульсов типа КР1211ЕУ1 (рис.3). Этот выбор был вызван возможностью работы данной микросхемы в достаточно широком частотном диапазоне (до 5 МГц), что позволяет получать высокое значение мощности на выходе силового блока схемы.
На рисунках 4,5 приведены принципиальная схема генератора частоты и схема электрической платы.
Микросхема КР1211ЕУ1 генерирует сигналы заданной частоты, которые можно изменять с помощью регулирующего резистора, установленного вне микросхемой. Далее сигналы попадают на транзисторы, работающие в ключевом режиме. В нашем случае применяются кремниевые полевые транзисторы с изолированным затвором типа КП727. Их преимущества заключаются в следующем: максимально допустимый импульсный ток, который они могут выдерживать, равна 56 А; максимальное напряжение – 50 В. Диапазон этих показателей нас полностью устраивает. Но, в связи с этим возникла проблема значительного перегрева. Именно для решения данного вопроса и нужен ключевой режим, который позволит уменьшить время нахождения транзисторов в рабочем состоянии.
Блок питания
Данный блок обеспечивает подачу питания на исполнительные узлы установки. Главной его особенностью является возможность работы от однофазной и трехфазной сети. Источник питания на 380В используется для повышения коэффициента мощности, выделяемая в индукторе.
Входное напряжение подается на выпрямляющий мост, который преобразует переменное напряжение 220В в постоянное пульсирующее. К выходам моста подключены накопительные конденсаторы, которые поддерживают постоянный уровень напряжения после снятия нагрузки с установки. Для обеспечения надежности работы установки блок оборудован автоматическим выключателем.
Силовой блок
Данный блок обеспечивает непосредственное усиление сигнала и создания резонансного контура, с помощью изменения емкости круга. Сигналы с генератора попадают на транзисторы, которые работают в режиме усиления. Таким образом, они, открываясь в разные моменты времени, будоражат соответствующие электрические цепи, проходящие через повышающий трансформатор и пропускают по нему силовой ток в разных направлениях. В результате на выходе трансформатора (Tr1) мы получаем повышенный сигнал с заданной частотой. Этот сигнал подается на установку с индуктором. Установка с индуктором (Tr2 на схеме) состоит из индуктора и набора конденсаторов (С13 – Сп). Конденсаторы имеют специально подобранную емкость и создают колебательный контур, который позволяет регулировать уровень индуктивности. Этот контур должен работать в режиме резонанса, что вызывает стремительное повышение частоты сигнала в индукторе, и увеличение индукционных токов, за счет которых собственно и происходит нагрев. На рисунке 7 приведена электрическая схема силового блока индукционной печи.
Индуктор и особенности его работы
Индуктор – специальное устройство для передачи энергии от источника питания в изделие, нагревается. Индукторы изготавливают обычно из медных трубок. Во время работы он охлаждается проточной водой.
Плавка цветных металлов в домашних условиях при помощи индукционной печи заключается в проникновении в середину металлов индукционных токов, которые возникают за счет высокой частоты изменения напряжения, приложенного к зажимам индуктора. Мощность установки зависит от величины приложенного напряжения и от ее частоты. Частота влияет на интенсивность индукционных токов и соответственно на температуру в середине индуктора. Чем больше частота и время работы установки, тем лучше перемешиваются металлы. Сам индуктор и направления протекания индукционных токов приведены на рисунке 8.
Для однородного смешивания и избежание загрязнения сплава чужеродными элементами, например электродами из резервуара со сплавом, используют индуктор с обратным витком как показано на рисунке 9. Именно благодаря этому витку создается электромагнитное поле, которое удерживает металл в воздухе, превосходя силу притяжения Земли.
Конечный монтаж установки
Каждый из блоков крепится к корпусу индукционной печи с помощью специальных стоек. Это делается для того чтобы избежать нежелательных контактов токоведущих частей с металлическим покрытием самого корпуса (рис. 10).
Для безопасной работы с установкой, она полностью закрывается прочным корпусом (рис. 11), чтобы таким образом создать преграду между опасными элементами конструкции и телом человека, работающего с ней.
Для удобства наладки индукционной установки в целом было изготовлена панель индикации для размещения метрологических устройств, с помощью которых и происходит контроль за всеми параметрами установки. В таких метрологических устройств относятся: амперметр, который показывает ток в индукторе, вольтметр, подключенный на выходе индуктора, индикатор температурного режима, регулятор частоты генерации сигнала. Все приведенные параметры дают возможность для регулирования режимов работы индукционной установки. Также конструкция оборудована системой ручного включения, и системой индикации процессов нагрева. С помощью показов на устройствах собственно и происходит контроль за работой установки в целом.
Конструирование малогабаритной индукционной установки является достаточно сложным технологическим процессом, так как он должен обеспечить соблюдение большого количества критерий, таких как: удобство конструкции, малогабаритность, портативность и т.д. Данная установка работает по принципу бесконтактной передачи энергии в предмет, нагревается. В следствие целенаправленного движения индукционных токов в индукторе происходит непосредственно сам процесс плавки, продолжительность которого составляет несколько минут.
Создание данной установки является достаточно выгодным, так как область ее применения безгранична, начиная с использования для обычной лабораторной работы и заканчивая изготовлением сложных однородных сплавов из тугоплавких металлов.
Индукционная печь для плавки металла своими руками
Для плавки металла в малых масштабах бывает необходимо какое то приспособление. Особенно это остро ощущается в мастерской или при малом производстве. Максимально эффективным на сегодняшний момент является печь для плавки металла с электрическим нагревателем, а именно индукционная. Ввиду особенности ее строения, она может эффективно использоваться в кузнечном деле и стать не заменимым инструментом в кузнице.
Устройство индукционной печи
Печь состоит из 3 элементов:
- 1. Электронно-электрическая часть.
- 2. Индуктор и тигель.
- 3. система охаждения индуктора.
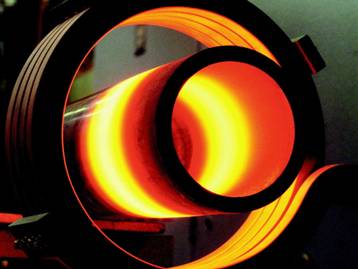
Для того чтобы собрать действующую печь для плавки металла достаточно собрать рабочую электрическую схему и систему охлаждения индуктора. Самый простой вариант плавки металла приведен в видео ниже. Плавка производится во встречном электромагнитном поле индуктора, которое взаимодействует с наводимыми электро-вихревыми токами в металле, что удерживает кусочек алюминия в пространстве индуктора.
Для того чтобы эффективно плавить металл, необходимы токи большой величины и высокой частоты порядка 400-600 Гц. Напряжение из обычной домашней розетки 220В обладает достаточными данными для плавления металлов. Необходимо только 50 Гц превратить в 400-600 Гц.
Для этого подойдет любая схема для создания катушки Тесла. Мне наиболее приглянулись 2 следующих схем на лампе ГУ 80, ГУ 81(М). И запитывание лампы трансформатором МОТ от микроволновки.
Данные схемы предназначены для катушки тесла, но индукционная печь из них получается отменная, достаточно заместо вторичной катушки L2 поместить во внутреннее пространство первичной обмотки L1 кусочек железа.
Первичная катушка L1 или индуктор состоит из свернутой в 5-6 витков медной трубки, на торцах которой нарезается резьба, для подсоединения системы охлаждения. Для левитационной плавки последний виток следует сделать в обратном направлении.
Конденсатор С2 на первой схеме и идентичный ему на второй задаёт частоту генератора. При значении в 1000 пикоФарад частота составляет около 400 кГц. Этот конденсатор обязательно должен быть высокочастотным керамическим и расчитанным под высокое напряжение порядка 10 кВ (КВИ-2, КВИ-3, К15У-1), другие типы не подходят! Лучше ставить К15У. Можно подсоединять конденсаторы параллельно. Также стоит учитывать мощность на которую расчитаны конденсаторы (это у них на писано на корпусе), берите с запасом. другие два конденсатора КВИ-3 и КВИ-2 греются при длительной работе. Все остальные конденсаторы берутся тоже из серии КВИ-2, КВИ-3, К15У-1, изменяются в характеристиках конденсаторов только емкость.
Вот в итоге схематично, что должно получиться. В рамки обвел 3 блока.
Система охлаждения выполнена из насоса с подачей 60л/мин, радиатор от любой вазовской машины, и вентилятор охлождения я поставил напротив радиатора обычный домашний.
Индукционная печь для плавки металла своими руками. Как собрать индукционную печь – схемы и инструкции Мини индукционная печь для плавки металла
Самым совершенным видом нагрева является такой, при котором тепло создается непосредственно в нагреваемом теле. Такой способ нагрева очень хорошо осуществляется пропусканием через тело электрического тока. Однако, прямое — включение нагреваемого тела в электрическую цепь не всегда возможно по причинам технического и практического характера.
В этих случаях совершенный вид нагрева может быть осуществлен применением индукционного нагрева, при котором тепло также создается в самом нагреваемом теле, что исключает излишний, обычно большой, расход энергий в стенках печи или в других нагревающих элементах. Поэтому, несмотря на сравнительно невысокий к. п. д. генерирования токов повышенной и высокой частоты, общий к. п. д. индукционного нагрева оказываётся часто выше, чем .
Индукционный способ позволяет также осуществлять быстрый нагрев неметаллических тел равномерно по всей их толщине. Плохая теплопроводность таких тел исключает возможность быстрого нагрева их внутренних слоев обычным способом, т. е. подводом тепла извне. При индукционном способе тепло образуется одинаково как в наружных слоях, так и во внутренних и может даже возникнуть опасность перегрева последних, если не сделать необходимой теплоизоляции наружных слоев.
Особо ценным свойством индукционного нагрева является возможность весьма высокой концентрации энергии в нагреваемом теле, легко поддающейся точной дозировке. Только можно получить тот же порядок плотности энергии, однако, этот способ нагрева трудно поддается контролю.
Особенности и общеизвестные преимущества индукционного нагрева создали широкие возможности применения его во многих отраслях промышленности. Кроме того, он позволяет создавать новые виды конструкций, которые вовсе не осуществимы пои обычных способах термообработки.
Физический процесс
В индукционных печах и устройствах тепло в электропроводном нагреваемом теле выделяется токами, индуктированными в нем переменным электромагнитным полем. Таким образом, здесь осуществляется прямой нагрев.
Индукционный нагрев металлов основан на двух физических законах: и законе Джоуля-Ленца. Металлические тела (заготовки, детали и др.) помещают в , которое возбуждает в них вихревое . ЭДС индукции определяется скоростью изменения магнитного потока. Под действием ЭДС индукции в телах протекают вихревые (замкнутые внутри тел) токи, выделяющие теплоту . Эта ЭДС создает в металле , тепловая энергия, выделяемая данными токами, является причиной нагрева металла. Индукционный нагрев является прямым и бесконтактным. Он позволяет достигать температуры, достаточной для плавления самых тугоплавких металлов и сплавов.
Интенсивный индукционный нагрев возможен лишь в электромагнитных полях высокой напряженности и частоты, которые создают специальными устройствами — индукторами. Индукторы питают от сети 50 Гц (установки промышленной частоты) или от индивидуальных источников питания — генераторов и преобразователей средней и высокой частоты.
Простейший индуктор устройств косвенного индукционного нагрева низкой частоты — изолированный проводник (вытянутый или свернутый в спираль), помещенный внутрь металлической трубы или наложенный на ее поверхность. При протекании по проводнику-индуктору тока в трубе наводятся греющие ее . Теплота от трубы (это может быть также тигель, емкость) передается нагреваемой среде (воде, протекающей по трубе, воздуху и т. д.).
Индукционный нагрев и закалка металлов
Наиболее широко применяется прямой индукционный нагрев металлов на средних и высоких частотах. Для этого используют индукторы специального исполнения. Индуктор испускает , которая падает на нагреваемое тело и затухает в нем. Энергия поглощенной волны преобразуется в теле в теплоту. Эффективность нагрева тем выше, чем ближе вид испускаемой электромагнитной волны (плоская, цилиндрическая и т. д.) к форме тела. Поэтому для нагрева плоских тел применяют плоские индукторы, цилиндрических заготовок — цилиндрические (соленоидные) индукторы. В общем случае они могут иметь сложную форму, обусловленную необходимостью концентрации электромагнитной энергии в нужном направлении.
Особенностью индукционного ввода энергии является возможность регулирования пространственного расположения зоны протекания .
Во-первых, вихревые токи протекают в пределах площади, охватываемой индуктором. Нагревается только та часть тела, котора
Индукционная печь своими руками — конструкция и параметры, особенности эксплуатации

Индукционная печь может использоваться для плавления небольшого количества металла, разделения и очистки драгоценных металлов, для нагрева металлических изделий с целью их закалки или отпуска.
Кроме того, такие печи предлагается использовать для обогрева жилища. Индукционные печи имеются в продаже, но интересней и дешевле изготовить такую печь своими руками.
Принцип действия
Принцип действия индукционной печи основан на разогреве материала с помощью вихревых токов.Для получения таких токов используется так называемый индуктор, который представляет собой катушку индуктивности, содержащую всего несколько витков толстого провода.
Индуктор питается сети переменного тока 50 Гц (иногда через понижающий трансформатор) или от генератора высокой частоты.
Протекающий по индуктору переменный ток генерирует переменное магнитное поле, которое пронизывает пространство. Если в этом пространстве окажется какой-либо материал, то в нем будут наводиться токи, которые начнут нагревать этот материал. Если этот материал – вода, то у нее будет повышаться температура, а если это металл, то через некоторое время он начнет плавиться.
Индукционные печи бывают двух типов:
- печи с магнитопроводом;
- печи без магнитопровода.
Принципиальная разница между двумя этими типами печей состоит в том, что в первом случае индуктор расположен внутри плавящегося металла, а во втором – снаружи. Наличие магнитопровода увеличивает плотность магнитного поля, пронизывающего помещенный в тигель металл, что облегчает его нагревание.

Индукционный нагреватель
Примером индукционной печи с магнитопроводом является канальная индукционная печь. Схема такой печи включает замкнутый магнитопровод из трансформаторной стали, на котором располагаются первичная обмотка – индуктор и кольцеобразный тигель, в котором располагается материал для плавления. Тигель изготавливается из жаропрочного диэлектрика. Питание такой установки осуществляется от сети переменного тока с частотой 50 Гц или генератора с повышенной частотой 400 Гц.
Такие печи используются для плавления дюраля, цветных металлов или получения высококачественного чугуна.
Большее распространение имеют тигельные печи, не имеющие магнитопровода. Отсутствие в печи магнитопровода приводит к тому, что магнитное поле, создаваемое токами промышленной частоты, сильно рассеивается в окружающем пространстве. И для того, чтобы увеличить плотность магнитного поля в диэлектрическом тигеле с материалом для плавления, необходимо использовать более высокие частоты. При этом считается, что если контур индуктора настроен в резонанс с частотой питающего напряжения, а диаметр тигеля соизмерим с длиной волны резонанса, то в районе тигеля может сконцентрироваться до 75% энергии электромагнитного поля.

Схема изготовления индукционной печи
Как показали исследования, для обеспечения эффективного плавления металлов в тигельной печи желательно, чтобы частота питающего индуктор напряжения превышала резонансную частоту в 2-3 раза. То есть, такая печь работает на второй или третьей частотной гармонике. Кроме того, при работе на таких повышенных частотах происходит лучшее перемешивание сплава, что улучшает его качество. Режим с применением еще больших частот (пятой или шестой гармоники) может использоваться для поверхностной цементации или закалки металла, что связано с появлением скин-эффекта, то есть, вытеснением электромагнитного поля высокой частоты к поверхности заготовки.
Выводы по разделу:
- Существуют два варианта индукционной печи – с магнитопроводом и без магнитпровда.
- Канальная печь, относящаяся к первому варианту печей, более сложна по конструкции, но может питаться непосредственно от сети 50 Гц или сети повышенной частоты 400 Гц.
- Тигельная печь, относящаяся к печам второго типа, более проста по конструкции, но требует для питания индуктора генератора высокой частоты.
Конструкции и параметры индукционных печей
Канальная
 Одним из вариантов изготовления индукционной печи своими руками является канальная.
Одним из вариантов изготовления индукционной печи своими руками является канальная.
Для ее изготовления можно использовать обычный сварочный трансформатор, работающий на частоте 50 Гц.
В этом случае вторичную обмотку трансформатора надо заменить кольцевым тигелем.
В такой печи можно плавить до 300-400 г цветных металлов, а потреблять она будет 2-3 кВт мощности. Такая печь будет иметь большой кпд и позволит выплавлять металл высокого качества.
Основной трудностью изготовления канальной индукционной печи своими руками является приобретение подходящего тигеля.
Для изготовления тигеля должен использоваться материал с высокими диэлектрическими свойствами и высокой прочности. Такой как электрофарфор. Но такой материал не просто найти, а еще трудней обработать в домашних условиях.
Тигельная
Важнейшими элементами тигельной печи индукционного типа являются:
- индуктор;
- генератор напряжения питания.
В качестве индуктора для тигельных печей мощностью до 3 кВт можно использовать медную трубку или провод диаметром 10 мм или медную шину сечением 10 мм². Диаметр индуктора может составлять около 100 мм. Число витков от 8 до 10.
При этом существует много модификаций индуктора. Например, его можно выполнить в виде восьмерки, трилистника или иной формы.
 В процессе работы индуктор обычно сильно нагревается. В промышленных образцах для индуктора используется водяное охлаждение витков.
В процессе работы индуктор обычно сильно нагревается. В промышленных образцах для индуктора используется водяное охлаждение витков.
В домашних условиях использование такого метода затруднительно, однако индуктор может нормально работать в течение 20-30 минут, что вполне достаточно для домашних работ.
Однако такой режим работы индуктора вызывает появление на его поверхности окалины, что резко уменьшает кпд печи. Поэтому время от времени индуктор приходится заменять на новый. Некоторые специалисты для защиты от перегрева предлагают покрывать индуктор жаропрочным материалом.
Генератор переменного тока высокой частоты – другой важнейший элемент тигельной печи индукционного типа. Можно рассмотреть несколько типов таких генераторов:
- генератор на транзисторе;
- генератор на тиристоре;
- генератор на МОП- транзисторах.
Простейшим генератором переменного тока для питания индуктора является генератор с самовозбуждением, схема которого имеет один транзистор типа КТ825, два резистора и катушку обратной связи. Такой генератор может вырабатывать мощность до 300 Вт, а регулировка мощности генератора осуществляется путем изменения постоянного напряжения источника питания. Источник питания должен обеспечивать ток до 25 А.
Предлагаемый для тигельной печи генератор на тиристоре включает в схему тиристор типа Т122-10-12, динистор КН102Е, ряд диодов и импульсный трансформатор. Тиристор работает в импульсном режиме.
Проведенный анализ схемы показал, что в такой схеме имеются достаточно мощные паразитные колебания на частотах, близких к 120 МГц.

Индукционная печь самостоятельного изготовления
Такие сверхвысокочастотные излучения могут негативно повлиять на здоровье человека. В соответствии с российскими нормами безопасности с высокочастотными колебаниями разрешается работать при плотности потока электромагнитной энергии не более 1-30 мВт/м². Для данного генератора, как показали расчеты, это излучение на расстоянии в 2,5 м от источника достигает 1,5 Вт/м². Такая величина является неприемлемой.
Схема генератора на МОП-транзисторах включает четыре МОП-транзистора типа IRF520 и IRFP450 и представляет собой двухтактный генератор с независимым возбуждением и индуктором, включенным в мостовую схему. В качестве задающего генератора используется микросхема типа IR2153. Для охлаждения транзисторов требуется радиатор не менее 400 см² и воздушный обдув.
Этот генератор может обеспечивать мощность питания до 1 кВт и менять частоту колебаний в пределах от 10 кГц до 10 МГц. Благодаря этому печь, использующая генератор такого типа, может работать как в режиме плавления, так и поверхностного нагрева.
 Печь длительного горения может работать на одной закладке от 10 до 20 часов. При изготовлении печи длительного горения своими руками нужно учитывать особенности конструкции, чтобы она выдавала максимум тепла при минимальных затратах энергии. О том, как правильно собрать печь, читайте на нашем сайте.
Печь длительного горения может работать на одной закладке от 10 до 20 часов. При изготовлении печи длительного горения своими руками нужно учитывать особенности конструкции, чтобы она выдавала максимум тепла при минимальных затратах энергии. О том, как правильно собрать печь, читайте на нашем сайте.
Возможно, вам будет интересно узнать о газовых обогревателях для гаража. Каким он должен быть, чтобы обеспечивалось тепло и безопасность, читайте в этом материале.
Использование для обогрева
 Для обогрева жилища печи такого типа, как правило, используются вместе с водогрейным котлом.
Для обогрева жилища печи такого типа, как правило, используются вместе с водогрейным котлом.
Одним из вариантов самодельного водогрейного котла индукционного типа является конструкция, нагревающая трубу с протечной водой с помощью индуктора, получающего питание от сети с помощью ВЧ сварочного инвертора.
Однако, как показывает анализ таких систем, из-за больших потерь энергии электромагнитного поля в диэлектрической трубе кпд подобных систем крайне низок. Кроме того, для обогрева жилища требуется очень большое количество электроэнергии, что делает такой обогрев экономически невыгодным.
Из данного раздела можно сделать выводы:
- Наиболее приемлемым вариантом изготовленной своими руками индукционной печи является тигельный вариант с генератором питания на МОП-транзисторах.
- Использование изготовленной своими руками индукционной печи для обогрева дома невыгодно экономически. В этом случае лучше приобрести заводскую систему.
Особенности эксплуатации
Важным вопросом использования печи индукционного типа является безопасность.Как уже говорилось выше, в печах тигельного типа используются источники питания высокой частоты.
При этом, генераторы, изготовленные своими руками, могут излучать паразитные высокочастотные колебания, которые могут принести определенный вред здоровью человека.
Поэтому при эксплуатации индукционной печи индуктор необходимо располагать вертикально, перед включением печи на индуктор надо надевать заземленный экран. При включенной печи необходимо наблюдать за происходящими в тигле процессами на расстоянии, а после выполнения работ немедленно выключать ее.
При эксплуатации изготовленной своими руками индукционной печи необходимо:
- Принимать меры для защиты пользователя печью от возможного высокочастотного излучения.
- Учитывать возможность ожога индуктором.
При работе с печью необходимо учитывать и термическую опасность. Касание горячим индуктором кожи может вызвать сильный ожог.
Заключение
- Для изготовления индукционной печи своими руками лучше выбрать вариант тигельной печи, которая имеет более простую конструкцию, но требует для питания напряжение высокой частоты.
- Из предложенных схем генератора высокой частоты наиболее приемлемой является схема на МОП-транзисторах, обеспечивающая мощность в 1 кВт и позволяющая регулировать частоту генерации.
- При работе с индукционной печью, изготовленной своими руками, необходимо обращать внимание на защиту от паразитного высокочастотного излучения и ожогов индуктором.
- Использование индукционных печей в водогрейных котлах для обогрева дома экономически невыгодно.
Видео на тему
Индукционная печь для плавки металла своими руками
Многие люди считают, что процесс плавки металла требует огромных сооружений, практически заводов с большим количеством персонала. Но ведь есть ещё такая профессия, как ювелир и такие металлы как золото, серебро, платина и другие, используемые для изготовления ажурных и изысканных украшений, некоторые из которых по праву считаются настоящими произведениями искусства. Ювелирная мастерская – предприятие, не терпящее излишней масштабности. А процесс плавления в них просто необходим. Поэтому индукционная печь для плавки металла здесь необходима. Она и не большая, и очень эффективная, и проста в обращении.
Принцип действия
 Принцип работы индукционной печи для плавки металла
Принцип работы индукционной печи для плавки металлаПринцип работы индукционной печи является замечательным примером, как нежелательное явление используется с повышенным КПД. Так называемые вихревые индукционные токи Фуко, которые обычно мешают в любом виде электротехники, здесь направлены только на положительный результат.
Для того чтобы структура металла начала нагреваться, а затем и плавиться, его необходимо поместить под эти самые токи Фуко, а образуются они в индукционной катушке, чем по большому счёту и является печь.
Проще говоря, все знают, что во время работы любой электрический прибор начинает нагреваться. Индукционная печь для плавки металла использует этот нежелательных в других случаях эффект на полную мощность.Преимущества перед другими видами плавильных печей
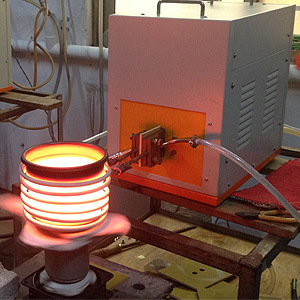
 Компактная индукционная печь для плавки металла
Компактная индукционная печь для плавки металлаИндукционные печи – не единственное изобретение, используемое для плавления металлов. Есть ещё знаменитые мартены, домны и другие виды. Однако рассматриваемая нами печь имеет перед всеми остальными ряд неоспоримых преимуществ.
- Печи, работающие на принципе индукции, могут быть довольно компактными, и их размещение не доставит никаких трудностей.
- Высокая скорость плавки. Если другие печи для плавки металла требуют несколько часов только на разогрев, индукционная справляется с этим в несколько раз быстрее.
- Коэффициент полезного действия лишь немного не достигает отметки в 100 %.
- По чистоте расплава индукционная печь уверенно занимает первое место. В других устройствах приготовленная к расплаву заготовка непосредственно соприкасается с нагревательным элементом, что зачастую приводит к загрязнению. Токи Фуко нагревают заготовку изнутри, воздействуя на молекулярную структуру металла, и побочных элементов в неё не попадает.
Последнее преимущество просто необходимо в ювелирном деле, где частота материала повышает его ценность и уникальность.
Размещение печи
Компактная индукционная печь, в зависимости от размеров может быть напольной и настольной. Какой бы вариант вы не выбрали, есть несколько основных правил для выбора места, куда её поставить.
- При всей простоте обращения с печью – это всё-таки электрический прибор, который требует соблюдения мер безопасности. И первое, что необходимо учитывать при установке – наличие правильного источника питания, соответствующего модели аппарата.
- Возможность провести качественное заземление.
- Обеспечение установки подводом воды.
- Для настольных печей необходимо устойчивое основание.
- Но самое главное, во время работы ничего не должно мешать. Если даже расплав по объёму и массе не слишком большой, его температура больше 1000 градусов и случайно выплеснуть его из формы, значит, нанести очень сильную травму или себе или тому, что находится рядом.
Про то, что вблизи работающей индукционной печи не должно быть никаких горючих и тем более взрывоопасных материалов и говорить нечего. А вот пожарный щит в шаговой доступности абсолютно необходим.
Виды индукционных печей
 Тигельная индукционная печь
Тигельная индукционная печьШироко применяются два вида индукционных печей: канальный и тигельный. Отличаются они только по методу работы с ними. Во всём остальном, включая преимущества, такие плавильные печи очень схожи. Рассмотрим каждый вариант по отдельности:
- Канальная печь. Основное достоинство этого вида – непрерывный цикл. Загружать новую порцию сырья и выгружать уже расплавленный металл можно прямо во время нагрева. Единственная сложность может возникнуть при запуске. Канал, по которому жидкий металл будет выводиться из печи должен быть заполнен.
- Тигельная печь. В отличие от первого варианта каждую порцию металла придётся загружать отдельно. В этом и смысл. В термостойкий тигель помещается сырьё и ставится внутрь индуктора. После того, как металл расплавится, его сливают из тигля и только потом загружают следующую порцию. Такая печь идеальна для небольших мастерских, где не требуется больших масс расплавленного сырья.
Главное преимущество обоих вариантов в быстроте производства. Однако тигельная печь выигрывает и здесь. Кроме того её вполне можно смастерить своими руками в практически домашних условиях.
Самодельная индукционная печь не таит в себе никаких сложностей, чтобы её не смог собрать обычный человек, хоть немного знакомый с электротехникой. У неё всего три основных блока:
- Генератор.
- Индуктор.
- Тигель.
Индуктор – медная обмотка, которую можно смастерить самостоятельно. Тигель придётся искать или в соответствующих магазинах, или доставать иными способами. А в качестве генератора могут быть использованы: сварочный инвертор, собственноручно собранная транзисторная или ламповая схема.
Индукционная печь на сварочном инверторе
Самый простой и широко распространённый вариант. Усилия придётся затратить лишь на сооружения индуктора. Берётся медная тонкостенная трубка 8-10 см в диаметре, и загибается по нужному шаблону. Витки должны располагаться на расстоянии 5-8 мм, а их количество зависит от характеристик и диаметра инвертора. Закрепляется Индуктор в текстолитовом или графитовом корпусе, а внутрь установки помещается тигель.
Индукционная печь на транзисторах
В этом случае придётся поработать не только руками, но и головой. И побегать по магазинам в поисках нужных запчастей. Ведь понадобятся транзисторы разной ёмкости, парочка диодов, резисторы, плёночные конденсаторы, два разных по толщине медных провода и парочка колец от дросселей.
- Перед сборкой необходимо учитывать, что полученная в итоге схема во время работы будет сильно нагреваться. Поэтому необходимо использовать довольно большие радиаторы.
- Конденсаторы параллельно собираются в батарею.
- На дроссельные кольца наматывается медная проволока диаметром 1,2 мм. В зависимости от мощности, витков должно быть от 7 до 15.
- На цилиндрический предмет, подходящий по диаметру к размерам тигля, наматывают 7-8 витком медной проволоки диаметром 2 мм. Концы проволоки оставляют достаточно длинными для подключения.
- По специальной схеме всё монтируется на плату.
- Источником питания может быть 12-вольтовый аккумулятор.
- Если есть необходимость, можно изготовить текстолитовый или графитовый корпус.
- Мощность устройства регулируется путём увеличения или уменьшения витков обмотки индуктора.
Собрать такое устройство самостоятельно не просто. И браться за эту работу можно только в том случае, когда есть уверенность в правильности своих действий.
Индукционная печь на лампах
В отличие от транзисторной, ламповая печь получится намного мощнее, а значит, и обращаться и с ней и со схемой придётся осторожнее.
- Соединённые параллельно 4 лучевые лампы будут генерировать токи высокой частоты.
- Медную проволоку сгибают спиралью. Расстояние между витками 5 и более миллиметров. Сами витки диаметром 8-16 см. Индуктор должен быть такого размера, чтобы внутри легко помещался тигель.
- Индуктор помещают в корпус из материала, не проводящего ток (текстолит, графит).
- На корпус можно поставить неоновую лампу-индикатор.
- Так же можно включить в схему подстроечный конденсатор.
Изготовления обеих схем требует обладания некими знаниями, получить которые можно, но лучше, если этим займётся настоящий специалист.
Охлаждение
Этот вопрос, наверное, самый сложный из всех тех, которые ставятся перед человеком, решившим самостоятельно собрать плавильный аппарат на основе индукционного принципа. Дело в том, что ставить вентилятор непосредственно вблизи печи не рекомендуется. Металлические и электрические части охлаждающего устройства могут негативно сказаться на работе печки. Стоящий же в отдалении вентилятор может не обеспечить нужное охлаждение, что приведёт к перегреву.
Второй вариант – это провести водяное охлаждение. Однако качественно и правильно выполнить его в домашних условиях не только сложно, но и финансово не выгодно. В этом случае стоит задуматься: не экономнее ли будет приобрести промышленный вариант индукционной печи, выпущенный на заводе, с соблюдением всех необходимых технологий?
Техника безопасности при выплавке металла в индукционной печи
Сильно распространяться на эту тему не нужно, так как практически каждый знает основные положения техники безопасности. Следует остановиться лишь на тех вопросах, которые присущи исключительно этому виду оборудования.
- Начнём всё-таки с личной безопасности. При работе с индукционной печью следует хорошо понимать, что температуры здесь очень сильно повышены, а это риск получения ожогов. Так же прибор электрический и требует повышенного внимания.
- Если вы купили готовую печь, следует обратить внимание на радиус воздействия электромагнитного поля. В противном случае часы, телефоны, видеокамеры и другие электронные гаджеты могут начать сбоить или совсем поломаются.
- Рабочую одежду следует подбирать с неметаллическими застёжками. Их наличие наоборот будет влиять на работу печи.
- Особое внимание в этом отношении следует уделить ламповой печи. Все элементы с высоким напряжением должны быть упрятаны в корпус.
Конечно, в городской квартире вряд ли пригодится такая аппаратура, но радиолюбителям, которые постоянно занимаются лужением, и ювелирных дел мастерам без индукционной печки не обойтись никак. Для них эта вещь очень полезная, можно сказать незаменимая, а как она помогает в их работе, лучше спросить у них самих.
Индукционная печь своими руками: схемы, фото и видео
Индукционная печь уже давно не новинка – это изобретение существует еще с 19-го века, однако лишь в наше время, с развитием технологий и элементной базы, оно наконец-то начинает повсеместно входить в быт. Раньше в тонкостях работы индукторных печей было множество вопросов, не все физические процессы были до конца понятны, а сами агрегаты имели массу недостатков и использовались только в промышленности, в основном для плавки металлов.
Теперь же, с появлением мощных высокочастотных транзисторов и дешевых микроконтроллеров, совершивших прорыв во всех сферах науки и техники, появились и по-настоящему эффективные индукционные печи, которые можно свободно использовать для бытовых нужд (готовка еды, подогрев воды, отопление) и даже собрать своими руками.
Физические основы и принцип действия печи
 Рис.1. Схема индукционной печи
Рис.1. Схема индукционной печиПрежде чем выбрать или изготовить индукторный нагреватель, следует разобраться, что это такое. В последнее время наблюдается вспышка интереса к данной теме, но мало кто имеет полноценное представление о физике магнитных волн. Это породило множество заблуждений, мифов и массу неработоспособных либо небезопасных самоделок. Сделать индукторную печь своими руками можно, но перед этим стоит получить хотя бы элементарные знания.
Индукционная печка по принципу работы основана на явлении электромагнитной индукции. Ключевой элемент здесь – это индуктор, представляющий собой высокодобротную катушку индуктивности. Индукционные печи широко применяются для нагрева или плавления электропроводящих материалов, чаще всего металлов, за счет термического эффекта от наведения в них вихревого электрического тока. Представленная выше схема иллюстрирует устройство этой печи (рис. 1).
Генератором G вырабатывается напряжение переменной частоты. Под действием его электродвижущей силы в катушке индуктора L протекает переменный ток I1. Индуктор L совместно с конденсатором C представляет собой колебательный контур, настроенный в резонанс с частотой источника G, благодаря чему эффективность работы печи существенно возрастает.
В соответствии с физическими законами в пространстве вокруг индуктора L возникает переменное магнитное поле H. Это поле может существовать и в воздушной среде, но для улучшения характеристик иногда применяют специальные ферромагнитные сердечники, имеющие лучшую магнитную проводимость в сравнении с воздухом.
Силовые линии магнитного поля проходят сквозь объект W, помещенный внутрь индуктора, и наводят в нем магнитный поток Ф. Если материал, из которого сделана заготовка W, является электропроводным, в ней возникает наведенный ток I2, замыкающийся внутри и формирующий вихревые индукционные потоки. В соответствии с законом теплового воздействия электричества вихревые токи разогревают объект W.
Изготовление индуктивного нагревателя
 Рис. 2
Рис. 2Индукционная печь состоит из двух основных функциональных блоков: индуктора (нагревающая индукционная катушка) и генератора (источника переменного напряжения). Индуктор представляет собой оголенную медную трубку, свернутую в спираль (рис. 2).
Для изготовления своими руками печи мощностью не более 3 кВт индуктор должен быть сделан со следующими параметрами:
- диаметр трубки – 10 мм;
- диаметр спирали – 8-15 см;
- количество витков катушки – 8-10;
- расстояние межу витками – 5-7 мм;
- минимальный просвет в экране – 5 см.
Нельзя допускать соприкосновения соседних витков катушки, соблюдайте указанное расстояние. Индуктор никаким образом не должен соприкасаться с защитным экраном печи, зазор между ними должен быть не меньше указанного.
Изготовление генератора
 Рис.3. Схема на лампах
Рис.3. Схема на лампахСтоит отметить, что индукционная печь для своего изготовления требует хотя бы средних радиотехнических навыков и умений. Особенно важно обладать ими для создания второго ключевого элемента – высокочастотного генератора тока. Ни собрать, ни воспользоваться сделанной своими руками печью не получится без этих знаний. Более того, это может быть опасно для жизни.
Для тех же, кто берется за это дело со знанием и пониманием процесса, существуют различные способы и схемы, по которым может быть собрана индукционная печь. Выбирая подходящую схему генератора, рекомендуется отказываться от вариантов с жестким спектром излучения. К ним относится широко распространенная схема с использованием тиристорного ключа. Высокочастотное излучение от такого генератора способно создать мощнейшие помехи для всех окружающих радиоприборов.
Еще с середины 20 века среди радиолюбителей большим успехом пользовалась индукционная печь, собранная на 4-х лампах. Ее качество и КПД далеко не самые лучшие, а радиолампы в наше время труднодоступны, тем не менее многие продолжают собирать генераторы именно по этой схеме, так как у нее есть большое преимущество: мягкий, узкополосный спектр генерируемого тока, благодаря которому такая печь излучает минимум помех и максимально безопасна (рис. 3).
Настройка режима работы этого генератора производится при помощи переменного конденсатора C. Конденсатор обязательно должен быть с воздушным диэлектриком, зазор между его пластинами должен составлять не менее 3 мм. На схеме также присутствует неоновая лампа Л, служащая индикатором.
Схема универсального генератора
Рис.4. Более современная схемаСовременные индукционные печи работают на более совершенных элементах – микросхемах и транзисторах. Большим успехом пользуется универсальная схема двухтактного генератора, развивающая мощность до 1 кВт. Принцип работы основан на генераторе независимого возбуждения, при этом индуктор включен в режиме моста (рис. 4).
Достоинства двухтактного генератора, собранного по такой схеме:
- Возможность работать на 2-й и 3-й моде помимо основной.
- Присутствует режим поверхностного нагрева.
- Диапазон регулирования 10-10000 кГц.
- Мягкий спектр излучения во всем диапазоне.
- Не нуждается в дополнительной защите.
Перестройка частоты осуществляется с помощью переменного резистора R2. Рабочий диапазон частот задается конденсаторами C1 и C2. Межкаскадный согласующий трансформатор должен быть с кольцевым ферритовым сердечником сечением не менее 2 кв.см. Намотка трансформатора делается из эмалированного провода сечением 0,8-1,2 мм. Транзисторы нужно усадить на общий радиатор площадью от 400 кв.см.
Заключение по теме
Излучаемое индукторной печкой электромагнитное поле (ЭМП) оказывает воздействие на все проводники вокруг. В том числе происходит влияние на организм человека. Внутренние органы под действием ЭМП равномерно прогреваются, повышается общая температура тела во всем объеме.
Поэтому при работе с печью важно соблюдать определенные меры предосторожности во избежание негативных последствий.
Прежде всего, корпус генератора должен быть экранирован при помощи кожуха из листов оцинкованного железа или сетки с мелкими ячейками. Это снизит интенсивность облучения в 30-50 раз.
Также следует иметь в виду, что в непосредственной близости от индуктора плотность энергетического потока будет выше, особенно вдоль оси намотки. Поэтому индукционная катушка должна быть расположена вертикально, а за нагревом лучше наблюдать издалека.