Индукционная печь своими руками: принцип действия, схемы
Индукционная печь, выполненная своими руками, является отличным решением для обогрева различных помещений.
Кроме обогрева индукционная печь может выполнять следующие функции:
- плавление металла;
- очистку драгоценных металлов;
- нагревание изделий из металла, после чего они проходят через процедуру закалки или через иные процессы.
 Однако вышеописанные функции обеспечивают промышленные установки, а если нужно выполнять обогрев дома, то обычно устанавливается печь для кухни, причем можно ее приобрести в готовом виде или сделать самостоятельно. Самодельная индукционная печь создается достаточно просто, и на этот процесс не нужно тратить много времени. Однако важно знать не только правила формирования данной конструкции, но и ее другие особенности, чтобы можно было при необходимости своими силами осуществить ремонт или замену каких-либо основных частей.
Однако вышеописанные функции обеспечивают промышленные установки, а если нужно выполнять обогрев дома, то обычно устанавливается печь для кухни, причем можно ее приобрести в готовом виде или сделать самостоятельно. Самодельная индукционная печь создается достаточно просто, и на этот процесс не нужно тратить много времени. Однако важно знать не только правила формирования данной конструкции, но и ее другие особенности, чтобы можно было при необходимости своими силами осуществить ремонт или замену каких-либо основных частей.
Принцип работы оборудования
Важно знать особенности действия данного вида печи, чтобы хорошо разбираться в ее работе и параметрах. Работает оборудование за счет того, что с помощью специальных вихревых токов обеспечивается разогрев материала. Получаются такие токи за счет специального индуктора, являющегося катушкой индуктивности. В ней имеется насколько витков провода, обладающего довольно существенной толщиной.
Индуктор может нагреваться за счет сварочного инвертора или другого оборудования. Принцип работы индукционной печи предполагает, что питание индуктора поступает от сети переменного тока, а также для этого может применяться генератор высокой частоты. Ток, протекая по индуктору, формирует переменное поле, пронизывающее пространство. Если в нем имеются какие-либо материалы, то именно на них наводятся токи, обеспечивая их эффективное нагревание.
Если используется печь для создания системы отопления в доме, то обычно в качестве материала выступает вода, которая нагревается. Если же оборудование предназначено для промышленных целей, то в качестве материала может использоваться металл, который под действием тока начинает плавиться. Таким образом, принцип работы индукционной плиты считается простым и понятным, поэтому создать ее своими силами достаточно просто.
Устройство индукционных печей может быть разным, поскольку можно выделить два совершенно разных вида:
- оборудование, оснащенное магнитопроводом;
- печи без магнитопровода.
В первом случае индуктор находится внутри специального металла, который под действием токов начинает плавиться. Во втором индуктор располагается снаружи. Схема каждого варианта имеет свои специфические отличия.
Считается, что особенности действия конструкции с магнитопроводом является более эффективным, поскольку этот элемент повышает плотность создаваемого магнитного поля, поэтому нагрев более оперативный и качественный.
Самым популярным примером печи, оснащенной магнитопроводом, является канальная конструкция. Схема данного оборудования состоит из замкнутого магнитопровода, созданного из трансформаторной стали. На этом элементе имеется индуктор, являющийся первичной обмоткой, и тигель, обладающий кольцеобразной формой. Именно в нем находится материал, предназначенный для плавления. Тигель создается из специального диэлектрика, обладающего хорошей устойчивостью к возгоранию. Используются данные конструкции для создания чугуна высокого качества или для плавления цветных металлов.
Разновидности и характеристики различных индукционных печей
Можно выделить несколько видов индукционных печей, принцип действия которых имеет определенные отличия. Некоторые предназначаются только для промышленных работ, а другие могут использоваться в домашних условиях, поэтому часто предназначаются для кухни, где обеспечивают качественный нагрев. Наиболее часто последние варианты формируются из сварочного инвертора, имеют простую конструкцию, за счет чего их обслуживание и ремонт являются простыми работами.
К основным разновидностям индукционных печей относятся:
- Вакуумная индукционная печь. В ней плавка осуществляется в вакууме, что позволяет удалить из различных смесей вредные и опасные примеси. В результате получаются изделия, которые совершенно безопасны для применения, отличаются высоким качеством. Следует отметить, что их ремонт считается сложной работой, а сам процесс создания, обычно, не может осуществиться своими силами без специализированного оборудования и необычных условий.
- Канальная конструкция. Она изготавливается с применением обычного сварочного трансформатора, который работает на частоте, равной 50 Гц. Здесь вторичная обмотка данного устройства заменяется тигелем кольцеобразной формы. Видео создания такой печи можно найти в интернете, причем ее схема не считается сложной. Применяться грамотно сформированное оборудование может для плавки большого количества цветных металлов, причем потребление энергии считается небольшим. Ремонт считается специфическим и сложным.
- Тигельная печь. Схема данной конструкции предполагает установку индуктора и генератора, которые являются самыми основными частями оборудования. Для формирования индуктора может применяться стандартная трубка из меди. Однако должно быть соблюдено необходимое количество витков, которое не должно быть больше 8, но и меньше 10. Схема самого индуктора может быть разной, он может иметь форму восьмерки или другую конфигурацию. Следует отметить, что ремонт данного оборудования считается достаточно простой работой.
- Индукционная печь для обогрева помещения. Как правило, она предназначается для кухни, создается на основе сварочного инвертора. Обычно данная установка применяется в комбинации с водогрейным котлом, который позволяет обеспечить отопление каждого помещения в строении, кроме того, можно будет подвести горячее водоснабжение к сооружению. Принцип работы заключается в том, что индуктор получает питание от сварочного инвертора. Считается, что эффективность данного оборудования является невысокой, однако нередко только оно является единственно возможным для создания отопления в доме.
Процесс формирования печи
Сделать для кухни или другого помещения в доме индукционную печь на основе инвертора можно своими усилиями. Для этого рекомендуется не только изучить теоретическую часть данного процесса, но и просмотреть обучающее видео.
Чтобы сформировать электромагнитное поле, которое будет иметься снаружи индуктора, необходимо применять специальную катушку, в которой будет достаточно большое количество витков. Дополнительно потребуется сгибать трубу, а данная работа обладает определенными сложностями, поэтому более рациональным решением в этом случае будет расположение прямой трубы непосредственно внутри катушки, в результате чего она будет работать в качестве сердечника.
Как правило, используется металлическая труба, однако она считается слабым теплоносителем, поэтому вместо нее может применяться полимерная труба, внутри которой будут находиться небольшие отрезки проволоки из металла. Для генератора тока оптимальным считается применение стандартного инвертора. Его обслуживание и ремонт считаются простыми и понятными работами, поэтому можно будет обеспечить долгий срок службы оборудования.
Таким образом, для создания конструкции потребуется:
- полимерная труба;
- стальная проволока;
- медный провод;
- сетка из проволоки;
- наличие самого инвертора.
Катанка из стали разрезается на мелкие части. Один торец трубы из полимеров закрывается сеткой, а в другой загружаются металлические отрезки проволоки. Второй торец также закрывается сеткой. Сверху трубы создается индукционная обмотка, для чего используется медный провод. Концы данной обмотки хорошо изолируются и подводятся к выходу инвертора. Как только аппарат включается, создается от катушки электромагнитное поле, что обеспечивает появление вихревых токов в сердечнике. Это приведет к его нагреванию, поэтому и вода, протекающая по трубе, начнет греться. Таким образом, получается идеальная конструкция для кухни или другого помещения, причем ее обслуживание и ремонт считаются простыми.
Лучше всего перед работами просмотреть обучающее видео, чтобы не совершить ошибок. После создания оборудования, можно установить его в нужном помещении. Оно может предназначаться не только для топочной, но даже и для кухни. Важно выбрать такое помещение, в котором можно будет легко ухаживать за печкой и осуществлять ее ремонт.
Особенности создания оборудования
 Индукционная печь, созданная на основе инвертора, не обладает какими-либо параметрами, которые позволяли бы людям устанавливать нужную температуру воды. Поэтому можно говорить о том, что данное оборудование не является совершенно безопасным для постоянного использования. Поэтому лучше всего во время процесса формирования индукционной печи предусматривать установку автоматики и устройства контроля. В этом случае можно не только повысить безопасность устройства, но и упростить его использование, а ремонт будет требоваться очень редко.
Индукционная печь, созданная на основе инвертора, не обладает какими-либо параметрами, которые позволяли бы людям устанавливать нужную температуру воды. Поэтому можно говорить о том, что данное оборудование не является совершенно безопасным для постоянного использования. Поэтому лучше всего во время процесса формирования индукционной печи предусматривать установку автоматики и устройства контроля. В этом случае можно не только повысить безопасность устройства, но и упростить его использование, а ремонт будет требоваться очень редко.
Для этих целей на выходе из трубы необходимо смонтировать специальную группу безопасности, к которой причисляется предохранительный клапан, манометр и воздухоотводчик.
Чтобы во время использования оборудования не возникало перегрева, необходимо выполнить установку элемента аварийного отключения, которым можно управлять с помощью термостата. Может быть установлен терморегулятор, оснащенный датчиком температуры. Можно смонтировать реле, которое обеспечивает размыкание цепи в том случае, если температура теплоносителя достигает определенного уровня.
Таким образом, существует несколько разновидностей индукционных печей, отличающихся принципом работы, внешним видом, конструкцией и параметрами. Для обогрева дома можно даже своими силами сформировать конструкцию, для чего может применяться стандартный сварочный инвертор. Полученная установка при добавлении многочисленных дополнительных элементов будет безопасной, надежной и качественной, а также эффективной и простой в использовании.
Индукционные печи для кухни
Плита – ключевой элемент бытовой техники, без которого невозможно обойтись ни на одной кухне. И если раньше помощницами хозяек были электрические и газовые варочные панели, то сейчас популярность приобретают индукционные печи. И это оправданно, ведь они обладают массой неоспоримых преимуществ: пожаробезопасностью, экономичностью, высокой скоростью разогрева и приготовления пищи. Индукционные печи- самая современная бытовая техника для кухни
Индукционные печи- самая современная бытовая техника для кухниПринцип работы индукционной печи
На рынке бытовой техники индукционная печь появилась в 80-х годах прошлого столетия, однако к изобретению отнеслись недоверчиво из-за высокой стоимости и непонятного принципа функционирования. Только после того, как рестораторы начали использовать индукционную панель и прочувствовали ее преимущества, их примером воспользовались хозяйки, желающие упростить и ускорить приготовление пищи.
 Для приготовления пищи на индукционной плите нужна специальная посуда
Для приготовления пищи на индукционной плите нужна специальная посуда
Индукционные варочные панели принципиально отличаются от электрических и газовых, следующими аспектами:
- Нагрев покрытия. В традиционных печках в первую очередь нагревается конфорка, после чего передает тепло, стоящей на ней посуде. Индукционный нагрев предполагает разогрев непосредственно дна сковороды либо кастрюли. Стеклокерамическая панель при этом нагревается от посуды, а после ее снятия остывает в течение 5 минут.
- Коэффициент полезного действия. Индукционные электрические плиты имеют КПД 90% за счет того, что энергия не тратится на нагревание конфорки, а воздействует на дно кастрюли.
- Экономия электроэнергии. Регулировка температуры индукционной печи происходит практически моментально, что ведет к рациональному потреблению электроэнергии.
- Безопасность. При работе печки сама панель не нагревается, поэтому можно не бояться получения ожогов.
Особенности приготовления еды
Часто хозяйки преднамеренно отказываются от покупки электроиндукционных печей, поскольку опасаются сложностей при включении и готовке. На самом деле в том, чтобы включить индукционную плиту, нет ничего сложного.
После подключения прибора к источнику питания сработает сигнал, оповещающий о возможности включения варочной панели. Каждая зона имеет регулятор мощности и настраиваемый таймер.
 Необычный дизайн индукционной плиты
Необычный дизайн индукционной плиты
О том, как готовить на индукционной плите, подробно расписано в инструкции по ее применению. Там обозначены температурные режимы и параметры мощности, необходимые для конкретного процесса приготовления того или иного блюда. Например, закипание воды происходит на 7-9 уровне, тушение – 5 или 6.
Виды плит
На рынке бытовой техники представлены печи различной функциональности и стоимости. Пользователи могут приобрести как недорогие индукционные плиты для кухни, так и многофункциональные системы, монтируемые в кафе и ресторанах.
К основным видам этого оборудования относятся:
- компактные настольные индукционные плиты с одной или несколькими конфорками;
- встраиваемая техника либо отдельные варочные панели;
- комбинированные плиты – совмещают элементы, работающие на принципе магнитной индукции, и электрические нагревательные конфорки.
 Комбинированная индукционно-газовая плита
Комбинированная индукционно-газовая плита
При выборе печки на основе энергии магнитного поля стоит обращать внимание на возможности мощности и количество режимов. Функция интенсивного нагрева позволяет приготовить блюдо быстрее.
Инфракрасные сенсоры контролируют максимальный нагрев дна кастрюли и предотвращают пригорание пищи: на мой взгляд, эта функция необходима в приборе.
Задуматься стоит и о форме конфорки: она может быть плоской или углубленной. От этого будет зависеть возможность использования посуды с различным дном. Многофункциональные устройства, такие как индукционные плиты с духовым шкафом и большим количеством конфорок, позволят одновременно приготовить несколько блюд.
Технические характеристики
В зависимости от типа и стоимости электроиндукционные печи имеют следующие технические характеристики:
- максимальная температура нагрева составляет 60 градусов Цельсия;
- мощность колеблется в диапазоне 50-3500 Вт;
- количество режимов регулировки дифференцируется от 12 до 20 в зависимости от вида прибора;
- устройства оснащены сенсорной панелью;
- нагревательный элемент действует на основе индукции;
- прибор оснащен таймером.
 Переносная индукционная плитка
Переносная индукционная плитка
Как и любая техника, этот вид печей не застрахован от поломок, однако найти запчасти для индукционных плит не составит никакого труда. Кроме того, люди, разбирающиеся в законах физики, запросто смогут изготовить индукционную плиту своими руками. Однако, помните, что браться за это дело стоит лишь в случае наличия необходимых знаний и опыта.
Подбираем посуду для индукционной плиты
Многие хозяйки уверены, что всю посуду для индукционной плиты придется покупать заново, поскольку имеющаяся не подойдет. Это не совсем так.
Для приведения индукционной варочной панели в режим работы необходимо использовать посуду, обладающую ферромагнитными свойствами. Проверить это достаточно просто: нужно приложить магнит ко дну. Если он прилипнет, посуда подходит для использования на плите.
Ферромагнитными свойствами обладает железные, эмалированные и чугунные кастрюли. Стеклянные, керамические, фарфоровые и медные емкости не подходят для печи, использующей энергию магнитного поля.
В случае когда подходящих кастрюль и сковородок в наличии нет, выбрать посуду для индукционных плит не составит труда, если воспользоваться несколькими советами:
- дно индукционной посуды должно иметь диаметр не менее 12 см для обеспечения оптимальной площади соприкосновения с поверхностью печки;
- толщина днища сковороды гриль для индукционной плиты или другой емкости должна составлять не менее 2 и не более 6 мм;
- поверхность дна должна быть ровной, без изгибов;
- помочь в выборе правильной емкости может значок на посуде для индукционных плит, который выглядит как горизонтальная спираль и означает использование ферромагнитного материала.
Существует много фирм, занимающихся выпуском кастрюль, сковородок, сотейников, жаровен и даже турок для индукционных плит. Поэтому купить их не составит труда.
ПОСМОТРЕТЬ ВИДЕО
Если возможность приобрести полный набор специальной посуды отсутствует, можно воспользоваться адаптером для индукционной плиты. Он представляет собой диск толщиной 2-3 мм с различным диаметром в зависимости от размера кастрюль и сковородок. Принцип действия таков: катушка передает тепло переходнику для индукционной плиты, который, в свою очередь, нагревает стоящую на нем посуду. При использовании такого устройства не обязательно покупать специальный чайник для индукционной плиты, можно запросто пользоваться любимым керамическим.
Индукционная печь своими руками – нужна или не нужна?
В повседневную жизнь печи, работающие по принципу электромагнитной индукции, пришли из промышленности. В металлургической отрасли они применяются для плавки цветных и черных металлов. Конечно, для того, чтобы индукционные отопительные приборы стали пригодны для использования в бытовых условиях, их конструкция претерпела ряд кардинальных изменений. Неизменным остался только принцип преобразования энергии. Рассмотрим, как можно сделать простейшую индукционную печь своими руками.
Конструкция и принцип работы индукционных приборов
 Индукционная печь своими руками
Индукционная печь своими рукамиВ ходе работы прибор переводит в тепловую энергию электрический ток, образованный магнитным полем. Именно такой принцип работы отличает индукционные приборы от обычных электронагревателей.
Конструкция индуктора очень проста. Центром его является электропроводящая заготовка, как правило, графитовая или металлическая. Вокруг заготовки наматывается провод. Питание осуществляется от мощного генератора, способного запускать токи разной частоты.
В результате вокруг индуктора образуется электромагнитное поле. Оно, в свою очередь, создает вихревые токи в заготовке. Под воздействием токов графит и металл сильно разогреваются и их тепло передается окружающему воздуху помещения.
Во время работы индукционного нагревателя создается высокая температура. Именно этим и объясняется применение подобных печей в промышленности. Получаемых температур достаточно для плавки и поверхностной закалки металлов, термической обработки металлических заготовок. В быту индукторы стали применяться относительно недавно.
Какие виды индукционных печей существуют
По предназначению, индукционные печи можно условно разделить на две группы – промышленные и бытовые. Тем не менее, такая классификация была бы очень неполной. В группе производственного металлургического оборудования можно выделить несколько разновидностей печей:
- Тигельные. Один из самых распространенных в металлургии видов. В конструкции таких агрегатов отсутствует сердечник. Подобные устройства могут применяться для плавки и обработки любых металлов. Хорошо зарекомендовали себя не только в металлургии, но и в других отраслях, например, в ювелирном деле.
- Канальные. По конструкции напоминают трансформатор.
- Вакуумные. Используются в том случае, если необходимо обеспечить удаление из расплава примесей.
 Индукционная печь OTHER
Индукционная печь OTHERБытовые печи тоже можно разделить на две основные группы:
- Приборы, предназначаемые для отопления. Это небольшие индукционные котельные установки, монтируемые в системах автономного отопления.
- Индукционные плиты, предназначающиеся для приготовления пищи. От обычной электроплиты отличаются экономичным расходованием электроэнергии.
Чем отличается самодельная индукционная печь от заводского аналога
Можно ли сделать индукционную печь или плиту своими руками? С одной стороны, они являются сложным оборудованием. С другой стороны, относительная простота и понятность принципа работы делает возможным создание самодельного нагревательного прибора, использующего принцип электромагнитной индукции. Более того, многие мастера, обладающие необходимыми навыками, создают эффективные агрегаты буквально из бросовых материалов. Для того, чтобы сделать индукционную печь или плиту своими руками, потребуется схема и неплохое знание физики. Все остальное сделают умелые ручки.
Самодельные индукционные печи чаще всего применяются для обогрева помещений. Небольшие тигельные конструкции хорошо подходят для плавки и обработки металлов в небольших объемах, например, при самостоятельном изготовлении ювелирных украшений или бижутерии. Индукционная плита – идеальное решение для дачного домика. Даже в городской квартире самоделки нашли свое применение. Их можно применять в качестве дополнительного нагревателя, на случай сбоев в центральной системе отопления.
Схема устройства индукционного нагревателя
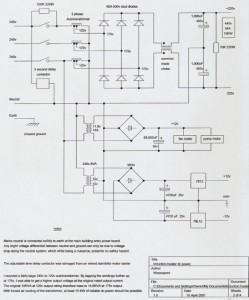 Схема индукционного нагревателя
Схема индукционного нагревателяДля начала работы потребуется схема простейшего индукционного нагревателя. Можно ли работать без нее? Можно, но не целесообразно. Все же нагреватель, работающий по индуктивному принципу, является сложным электрооборудованием. Его конструкцию и внутреннее содержимое стоит разработать заранее. Схема объединит все разработки мастера в единое целое. Если проектируется плита, а не простейший нагреватель, без схемы обойтись не получится вовсе.
Конструкция достаточно проста – общий корпус, индуктор, нагревательный элемент. Если прибор нужен для обработки материалов, дополнительно проектируется плавильная камера. Сердце индукционной печи или плиты – токопроводящая заготовка, которая разогревается до высоких температур. С этой задачей отлично справляются графитовые щетки и нихромовая спираль.
Что выбрать? Это зависит от тех задач, которые будет выполнять нагреватель. Для плавильной печи лучше взять графитовые щетки, для нагревательного прибора – нихромовую спираль. В пользу нихрома говорит и возможность подключения агрегата к обычной бытовой электросети напряжением 220 вольт.
Выгоды и изъяны индукционных устройств
На рынке отопительного оборудования можно купить абсолютно любой агрегат, в том числе и индукционный. Казалось бы, в самостоятельном изготовлении нет никакой нужды. Целесообразность самостоятельного конструирования и монтажа каждый мастер определяет для себя сам. Мы рассмотрим только основные факты.
- Индукционные котлы могут существенно отличаться по мощности, в зависимости от особенностей своей конструкции. Конечно, собрать своими руками прибор промышленной частоты не просто, да и не нужно. Если в них возникает нужда, их можно легко купить.
- Индукционные приборы надежны.
- Они экономичнее обычных электронагревателей.
- Индукционные агрегаты можно использовать не только для обогрева, но и для подключения к водяному контуру.
-
 Самодельный индукционный котел
Самодельный индукционный котелУстанавливать такую конструкцию можно в любом помещении дома или квартиры, нет нужды оборудовать специальную котельную.
- Устройство может применяться как основной котел в автономной отопительной сети или в комбинации с другими источниками тепла.
- Индукционные приборы отличаются простотой эксплуатации, не требуют периодического сервисного обслуживания.
 Самодельный индукционный котел
Самодельный индукционный котелДостоинства индукторов очевидны, но они не делают отопительные приборы идеальными.
Основной недостаток – высокая пожарная опасность прибора. Это нужно учитывать при его установке, особенно, если индукционная печь планируется для применения в отоплении жилого помещения.
Соблюдение правил техники безопасности позволяет уменьшить опасность, но не исключить ее.
Заключение
Сделать своими руками индукционную печь, безусловно, можно, но не всегда целесообразно. Не стоит браться за работу, если нет знаний в области физики и электрооборудования. Прежде чем конструировать даже простейшее устройство, его нужно разработать, спроектировать, составить схему. Если навыков изготовления электроприборов нет, лучше не браться за сложную конструкцию, а купить подходящий агрегат заводского изготовления.
принцип работы, схема и инструкция
Обновлено:
2016-08-14Индукционная печь хорошо знакома тем, чья профессия или хобби связаны с плавкой, обработкой металла. Их повсеместно используют на металлургических предприятиях. Но при этом такие печки вполне можно использовать для хозяйственных нужд. Скажем больше, данное оборудование при правильном подходе изготавливается своими руками. Однако сперва разберемся в принципе работы и конструкции.
Содержание статьи
Принцип действия индукционной печи
Каждая индукционная печь основана на индукционном нагреве. Если говорить более простым языком, то тепло получается за счет электрического тока, который создает электромагнитное поле. При этом не стоит путать понятия индукционная печка и электрокотел. Хотя в обоих случаях используется электричество, приборы совершенно различны между собой, используется разная схема и пр.
Индуктор — витки проводов, в которые помещается электропроводящая заготовка, выполненная из графита. За счет мощности генератора, в индуктор поступают разночастотные токи, что способствует созданию мощного электромагнитного поле. Поле воздействует на графитовую заготовку, нагревая ее. Это позволяет получать тепло высокой эффективности.
Создаваемое тепло индукционная печь может направлять на различные потребности и нужды человека:
- Для плавки различных видов металла. Это мощные печи, применяемые в промышленности;
- Для поверхностной закалки металла. Незаменимая вещь для обработки изделий из металла;
- Для термообработки металлических заготовок;
- Для обогрева помещения, приготовления пищи.
Виды индукционных печей
Теперь, когда принцип работы устройства понятно, разберемся, какой может быть индукционная печь.
- Тигельная печь. Индукционная тигельная печь служит для плавки металла. Такое оборудование имеет характерное отличие от стальных видов печей — сердечник отсутствует, схема нестандартная.
- Канальная печь. Это трансформатор, который имеет стальной магнитный проводов и вторичную обмотку одновиткового типа. Данная обмотка служит одновременно в качестве нагрузки. Такая схема создания печи используется не так часто, как тигельная.
- Вакуумная печь. Процесс плавки металла осуществляется в вакууме, что позволяет удалить из металла вредные примеси.
- Бытовая индукционная печка. Такая индукционная печь служит для бытовых нужд. При работе с ними следует соблюдать важное правило — использовать посуду, материал которой поглощает электромагнитное поле.
Наибольший интерес представляет именно тигельная печь, потому о ней поговорим подробнее.
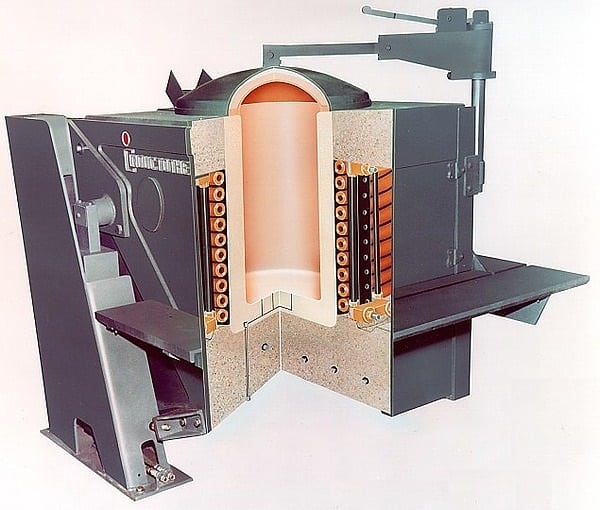
Тигельная печка
Это самый распространенный тип индукционной печи, где все основано на индукционном нагреве.
Мы уже отмечали, что конструкция оборудования предусматривает отсутствие сердечника. Потому это изделие правильной цилиндрической формы, материал для изготовления которого должно быть обязательно огнеупорным. Это и есть тигель. Он помещается в полость индуктора и подключается к источнику подачи переменного тока.
Среди основных преимуществ тигельной печки можно выделить следующие:
- Принцип выделения энергии осуществляется при загрузке, потому не требуется промежуточный нагревательный элемент;
- Процесс работы тигельной индукпечи позволяет получить многокомпонентные сплавы;
- Уникальность оборудования в том, что в нем воссоздается различный тип атмосферы — окислительная, восстановительная или нейтральная;
- Показатели давления могут регулироваться;
- Отличаются высокой производительностью работы. Даже при средних частотах;
- Отлично подходит для работы с металлами разного типа и марки. Для перехода от работы с одним металлом на другой не нужно затрачивать много ресурсов и времени;
- Легкость эксплуатации, простота управления и настройки;
- Поддаются автоматизации;
- Не имеют местные перегревы, выравнивают температуру по всему объему емкости для плавки;
- Экологичные. В результате работы тигельной печки атмосфера практически не страдает;
- Процесс работы на индукционной печке тигельного типа довольно чистый, гигиеничный.
Но есть у тигельных печей два недостатка.
- Достаточно низкая температура используемых для обработки зеркала плавки шлаков.
- Не особо высокий показатель стойкости футеровки, что становится особенно заметным при резких перепадах температуры.
Но принцип работы, качество плавки металла и возможности тигельной индукционной печки заставляют частично закрывать глаза на недостатки, поскольку достоинства их существенно превосходят.
Футеровка
Мы затронули такое понятие как футеровка. Но что это? Давайте разбираться.
Футеровка требуется для защиты обшивки, то есть кожуха печки. Футеровка не позволяет высоким температурам пагубно воздействовать на конструкцию. Но и это не все.
Футеровка заметно сокращает тепловые потери, а потому повышает эффективность работы устройства.
Как показывает практика, наиболее эффективная футеровка изготавливается на основе модификации кремнезема — кварцит. Чтобы футеровка могла хорошо выполнять свои задачи, требуется создать три зоны состояния материала:
- Промежуточная;
- Монолитная;
- Буферная.
Только трехслойная футеровка позволяет максимально обеспечить защитные функции индукционной печи.
Негативно на целостность футеровки влияют несколько факторов:
- Нарушение рекомендаций и правил в процессе укладки, когда создавалась футеровка;
- Применение защитных материалов низкого качества;
- Условия повышенной нагрузки при эксплуатации индукционного оборудования.
Делаем своими руками
Как вы думаете, индукционная печь своими руками — это реально? Более чем.
Начать нужно с того, чтобы понять схему устройства. Мы приведем пример самой элементарной индукционной печи. Поняв принцип и разобравшись, какая схема здесь используется, можно попробовать создать нечто более сложное, подходящее для бытовых нужд.
В описываемом руководстве по изготовлению индукционной печи мы возьмем не очень мощный генератор с низковольтными транзисторами. Его хватит для нагрева железа. Полученный прибор нагрева полностью основан на работе токов Фуко.
Для работы вам потребуется:
- Проволока для индуктора;
- Светодиод;
- Ферритовые кольца с разным диаметром;
- Схема К174ХА11. Данная микросхема есть везде.
Теперь приступаем к сборке.
- Для начала соберем задающий генератор для нашего нагревателя индукционного типа.
- Вам нужна схема (К174ХА11), которая предварительно настраивается на пределы частоты 40-80 кГц.
- Задайте скважность на 50%. Для создаваемого оборудования это оптимальные показатели.
- Трансформатор ТР1 наматывается на маленьком ферритовом кольце диаметром около 2 сантиметров.
- Для обмотки используются провода диаметром 4 миллиметра. Намотка должна получиться из 30 витков.
- Трансформатор ТР2 наматывается на ферритовое кольцо большего диаметра — 5 сантиметров. На первичной обмотке обязательно 22 витка из проводов диаметров 1 миллиметр.
- Для вторичной обмотки требуется 2-3 витка из аналогичной проволоки, только сложенной в четыре раза.
- Индуктор делают из проволоки толщиной 3 миллиметра. Диаметр получаемого индуктора составляет 11 миллиметров. Количество витков при этом ровно 6.
- Для настройки резонанса используют обычный светодиод, подключенный через резистор 1к.
- Если после включения генератор не начал работать, выводы обмоток на транзисторных базах попробуйте поменять местами.
- Обязательно подавайте напряжение постепенно при первом пуске с шагом 10 В.
- Одновременно с повышением напряжения следите за состоянием транзисторов, чтобы схема выдержала нагрузку. Если вы собрали конструкцию правильно, транзисторы только слегка нагреются, они не должны быть горячими.
Специалисты отмечают, что при выборе между индукционной печкой и электрическим аналогом, предпочтение следует отдать первому варианту. Но это уже дело лично каждого. Так что решайте.
Индукционный нагрев, основные принципы и технологии.
1 августа 2013
Индукционный нагрев (Induction Heating) — метод бесконтактного нагрева токами высокой частоты (англ. RFH — radio-frequency heating, нагрев волнами радиочастотного диапазона) электропроводящих материалов.Описание метода.
Индукционный нагрев — это нагревание материалов электрическими токами, которые индуцируются переменным магнитным полем. Следовательно — это нагрев изделий из проводящих материалов (проводников) магнитным полем индукторов (источников переменного магнитного поля). Индукционный нагрев проводится следующим образом. Электропроводящая (металлическая, графитовая) заготовка помещается в так называемый индуктор, представляющий собой один или несколько витков провода (чаще всего медного). В индукторе с помощью специального генератора наводятся мощные токи различной частоты (от десятка Гц до нескольких МГц), в результате чего вокруг индуктора возникает электромагнитное поле. Электромагнитное поле наводит в заготовке вихревые токи. Вихревые токи разогревают заготовку под действием джоулева тепла (см. закон Джоуля-Ленца).
Система «индуктор-заготовка» представляет собой бессердечниковый трансформатор, в котором индуктор является первичной обмоткой. Заготовка является вторичной обмоткой, замкнутой накоротко. Магнитный поток между обмотками замыкается по воздуху.
На высокой частоте вихревые токи вытесняются образованным ими же магнитным полем в тонкие поверхностные слои заготовки Δ (Поверхностный-эффект), в результате чего их плотность резко возрастает, и заготовка разогревается. Нижерасположенные слои металла прогреваются за счёт теплопроводности. Важен не ток, а большая плотность тока. В скин-слое Δ плотность тока уменьшается в e раз относительно плотности тока на поверхности заготовки, при этом в скин-слое выделяется 86,4 % тепла (от общего тепловыделения. Глубина скин-слоя зависит от частоты излучения: чем выше частота, тем тоньше скин-слой. Также она зависит от относительной магнитной проницаемости μ материала заготовки.
Для железа, кобальта, никеля и магнитных сплавов при температуре ниже точки Кюри μ имеет величину от нескольких сотен до десятков тысяч. Для остальных материалов (расплавы, цветные металлы, жидкие легкоплавкие эвтектики, графит, электролиты, электропроводящая керамика и т. д.) μ примерно равна единице.
Например, при частоте 2 МГц глубина скин-слоя для меди около 0,25 мм, для железа ≈ 0,001 мм.
Индуктор сильно нагревается во время работы, так как сам поглощает собственное излучение. К тому же он поглощает тепловое излучение от раскалённой заготовки. Делают индукторы из медных трубок, охлаждаемых водой. Вода подаётся отсасыванием — этим обеспечивается безопасность в случае прожога или иной разгерметизации индуктора.
Применение:
Сверхчистая бесконтактная плавка, пайка и сварка металла.
Получение опытных образцов сплавов.
Гибка и термообработка деталей машин.
Ювелирное дело.
Обработка мелких деталей, которые могут повредиться при газопламенном или дуговом нагреве.
Поверхностная закалка.
Закалка и термообработка деталей сложной формы.
Обеззараживание медицинского инструмента.
Преимущества.
Высокоскоростной разогрев или плавление любого электропроводящего материала.
Возможен нагрев в атмосфере защитного газа, в окислительной (или восстановительной) среде, в непроводящей жидкости, в вакууме.
Нагрев через стенки защитной камеры, изготовленной из стекла, цемента, пластмасс, дерева — эти материалы очень слабо поглощают электромагнитное излучение и остаются холодными при работе установки. Нагревается только электропроводящий материал — металл (в том числе расплавленный), углерод, проводящая керамика, электролиты, жидкие металлы и т. п.
За счёт возникающих МГД усилий происходит интенсивное перемешивание жидкого металла, вплоть до удержания его в подвешенном состоянии в воздухе или защитном газе — так получают сверхчистые сплавы в небольших количествах (левитационная плавка, плавка в электромагнитном тигле).
Поскольку разогрев ведётся посредством электромагнитного излучения, отсутствует загрязнение заготовки продуктами горения факела в случае газопламенного нагрева, или материалом электрода в случае дугового нагрева. Помещение образцов в атмосферу инертного газа и высокая скорость нагрева позволят ликвидировать окалинообразование.
Удобство эксплуатации за счёт небольшого размера индуктора.
Индуктор можно изготовить особой формы — это позволит равномерно прогревать по всей поверхности детали сложной конфигурации, не приводя к их короблению или локальному непрогреву.
Легко провести местный и избирательный нагрев.
Так как наиболее интенсивно разогрев идет в тонких верхних слоях заготовки, а нижележащие слои прогреваются более мягко за счёт теплопроводности, метод является идеальным для проведения поверхностной закалки деталей (сердцевина при этом остаётся вязкой).
Лёгкая автоматизация оборудования — циклов нагрева и охлаждения, регулировка и удерживание температуры, подача и съём заготовок.
Установки индукционного нагрева:
На установках с рабочей частотой до 300 кГц используют инверторы на IGBT-сборках или MOSFET-транзисторах. Такие установки предназначены для разогрева крупных деталей. Для разогрева мелких деталей используются высокие частоты (до 5 МГц, диапазон средних и коротких волн), установки высокой частоты строятся на электронных лампах.
Также для разогрева мелких деталей строятся установки повышенной частоты на MOSFET-транзисторах на рабочие частоты до 1,7 МГц. Управление транзисторами и их защита на повышенных частотах представляет определённые трудности, поэтому установки повышенной частоты пока ещё достаточно дороги.
Индуктор для нагрева мелких деталей имеет небольшие размеры и небольшую индуктивность, что приводит к уменьшению добротности рабочего колебательного контура на низких частотах и снижению КПД, а также представляет опасность для задающего генератора (добротность колебательного контура пропорциональна L/C, колебательный контур с низкой добротностью слишком хорошо «накачивается» энергией, образует короткое замыкание по индуктору и выводит из строя задающий генератор). Для повышения добротности колебательного контура используют два пути:
— повышение рабочей частоты, что приводит к усложнению и удорожанию установки;
— применение ферромагнитных вставок в индукторе; обклеивание индуктора панельками из ферромагнитного материала.
Так как наиболее эффективно индуктор работает на высоких частотах, промышленное применение индукционный нагрев получил после разработки и начала производства мощных генераторных ламп. До первой мировой войны индукционный нагрев имел ограниченное применение. В качестве генераторов тогда использовали машинные генераторы повышенной частоты (работы В. П. Вологдина) или искровые разрядные установки.
Схема генератора может быть в принципе любой (мультивибратор, RC-генератор, генератор с независимым возбуждением, различные релаксационные генераторы), работающей на нагрузку в виде катушки-индуктора и обладающей достаточной мощностью. Необходимо также, чтобы частота колебаний была достаточно высока.
Например, чтобы «перерезать» за несколько секунд стальную проволоку диаметром 4 мм, необходима колебательная мощность не менее 2 кВт при частоте не менее 300 кГц.
Выбирают схему по следующим критериям: надёжность; стабильность колебаний; стабильность выделяемой в заготовке мощности; простота изготовления; удобство настройки; минимальное количество деталей для уменьшения стоимости; применение деталей, в сумме дающих уменьшение массы и габаритов, и др.
На протяжении многих десятилетий в качестве генератора высокочастотных колебаний применялась индуктивная трёхточка (генератор Хартли, генератор с автотрансформаторной обратной связью, схема на индуктивном делителе контурного напряжения). Это самовозбуждающаяся схема параллельного питания анода и частотно-избирательной цепью, выполненной на колебательном контуре. Она успешно использовалась и продолжает использоваться в лабораториях, ювелирных мастерских, на промышленных предприятиях, а также в любительской практике. К примеру, во время второй мировой войны на таких установках проводили поверхностную закалку катков танка Т-34.
Недостатки трёх точки:
Низкий кпд (менее 40 % при применении лампы).
Сильное отклонение частоты в момент нагрева заготовок из магнитных материалов выше точки Кюри (≈700С) (изменяется μ), что изменяет глубину скин-слоя и непредсказуемо изменяет режим термообработки. При термообработке ответственных деталей это может быть недопустимо. Также мощные твч-установки должны работать в узком диапазоне разрешённых Россвязьохранкультурой частот, поскольку при плохом экранировании являются фактически радиопередатчиками и могут оказывать помехи телерадиовещанию, береговым и спасательным службам.
При смене заготовок (например, более мелкой на более крупную) изменяется индуктивность системы индуктор-заготовка, что также приводит к изменению частоты и глубины скин-слоя.
При смене одновитковых индукторов на многовитковые, на более крупные или более малогабаритные частота также изменяется.
Под руководством Бабата, Лозинского и других учёных были разработаны двух- и трёхконтурные схемы генераторов, имеющих более высокий кпд (до 70 %), а также лучше удерживающие рабочую частоту. Принцип их действия состоит в следующем. За счёт применения связанных контуров и ослабления связи между ними, изменение индуктивности рабочего контура не влечёт сильного изменения частоты частотозадающего контура. По такому же принципу конструируются радиопередатчики.
Недостаток многоконтурных систем — повышенная сложность и возникновение паразитных колебаний УКВ-диапазона, которые бесполезно рассеивают мощность и выводят из строя элементы установки. Также такие установки склонны к затягиванию колебаний — самопроизвольному переходу генератора с одной из резонансных частот на другую.
Современные твч-генераторы — это инверторы на IGBT-сборках или мощных MOSFET-транзисторах, обычно выполненные по схеме мост или полумост. Работают на частотах до 500 кГц. Затворы транзисторов открываются с помощью микроконтроллерной системы управления. Система управления в зависимости от поставленной задачи позволяет автоматически удерживать
а) постоянную частоту
б) постоянную мощность, выделяемую в заготовке
в) максимально высокий КПД.
Например, при нагреве магнитного материала выше точки Кюри толщина скин-слоя резко увеличивается, плотность тока падает, и заготовка начинает греться хуже. Также пропадают магнитные свойства материала и прекращается процесс перемагничивания — заготовка начинает греться хуже, сопротивление нагрузки скачкообразно уменьшается — это может привести к «разносу» генератора и выходу его из строя. Система управления отслеживает переход через точку Кюри и автоматически повышает частоту при скачкообразном уменьшении нагрузки (либо уменьшает мощность).
Замечания.
Индуктор по возможности необходимо располагать как можно ближе к заготовке. Это не только увеличивает плотность электромагнитного поля вблизи заготовки (пропорционально квадрату расстояния), но и увеличивает коэффициент мощности Cos(φ).
Увеличение частоты резко уменьшает коэффициент мощности (пропорционально кубу частоты).
При нагреве магнитных материалов дополнительное тепло также выделяется за счет перемагничивания, их нагрев до точки Кюри идет намного эффективнее.
При расчёте индуктора необходимо учитывать индуктивность подводящих к индуктору шин, которая может быть намного больше индуктивности самого индуктора (если индуктор выполнен в виде одного витка небольшого диаметра или даже части витка — дуги).
Имеются два случая резонанса в колебательных контурах: резонанс напряжений и резонанс токов.
Параллельный колебательный контур – резонанс токов.
В этом случае на катушке и на конденсаторе напряжение такое же, как у генератора. При резонансе, сопротивление контура между точками разветвления становится максимальным, а ток (I общ) через сопротивление нагрузки Rн будет минимальным (ток внутри контура I-1л и I-2с больше чем ток генератора).
В идеальном случае полное сопротивление контура равно бесконечности — схема не потребляет тока от источника. При изменение частоты генератора в любую сторону от резонансной частоты полное сопротивление контура уменьшается и линейный ток (I общ) возрастает.
Последовательный колебательный контур – резонанс напряжений.
Главной чертой последовательного резонансного контура является то, что его полное сопротивление минимально при резонансе. (ZL + ZC – минимум). При настройке частоты на величину, превышающую или лежащую ниже резонансной частоты, полное сопротивление возрастает.
Вывод:
В параллельном контуре при резонансе ток через выводы контура равен 0, а напряжение максимально.
В последовательном контуре наоборот — напряжение стремится к нулю, а ток максимален.
Статья взята с сайта http://dic.academic.ru/ и переработана в более понятный для читателя текст, компанией ООО «Проминдуктор».
Индукционная печь своими руками, принцип работы и сборка
Оглавление:
- Принцип работы
- Параметры индукционной печи
- Особенности эксплуатации индуктора
Расплавить небольшой кусок железа можно в самостоятельно собранной индукционной печи. Это самое эффективное устройство, которое работает от домашней розетки 220В. Печь пригодится в гараже или мастерской, где она может размещаться просто на рабочем столе. Нет смысла покупать ее, так как индукционная печь своими руками собирается за пару часов, если человек умеет читать электрические схемы. Без схемы обходиться нежелательно, ведь она дает полное представление об устройстве и позволяет избежать ошибок при подключении.
Принцип работы индукционной печи
Самодельная индукционная печь для плавки небольшого количества металла не требует больших габаритов и такого сложного устройства, как промышленные агрегаты. Ее работа основана на выработке тока переменным магнитным полем. Металл расплавляется в специальной заготовке, называемой тигелем и помещаемой в индуктор. Он представляет собой спираль с небольшим количеством витков из проводника, например, медной трубки. Если устройство используется в течение короткого времени, проводник не будет перегреваться. В таких случаях достаточно использовать медную проволоку.
Специальный генератор запускает в эту спираль (индуктор) мощные токи, а вокруг нее создается электромагнитное поле. Это поле в тигле и в помещенном в него металле создает вихревые токи. Именно они разогревают тигель и расплавляют металл за счет того, что он поглощает их. Следует отметить, что процессы происходят очень быстро, если использовать тигель из неметалла, например, шамота, графита, кварцита. Самодельная печь для плавки предусматривает выемную конструкцию тигеля, то есть, в него помещают металл, а после нагрева или плавки его вытаскивают из индуктора.
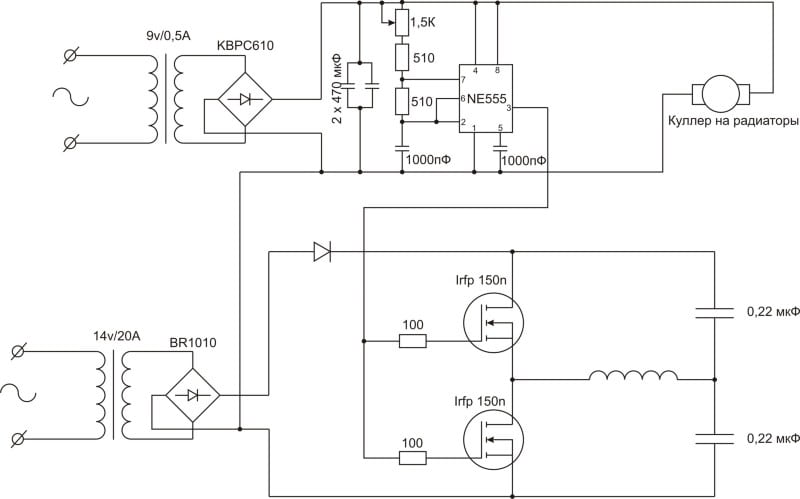
Схема индукционной печи
Генератор высокой частоты собирают из 4-х электронных ламп (тетродов), которые соединяются между собой параллельно. Скорость нагрева индуктора регулируется конденсатором переменной емкости. Его ручка выводится наружу и позволяет регулировать емкость конденсатора. Максимальное значение обеспечит нагрев куска металла в катушке всего за несколько секунд до красного состояния.
Параметры индукционной печи
Эффективная работа данного устройства зависит от следующих параметров:
- мощность и частота генератора,
- количество потерь в вихревых токах,
- скорость потерь тепла и количество этих потерь в окружающий воздух.
Как подобрать составляющие детали схемы, чтобы получить для плавки в мастерской достаточные условия? Частота генератора задана заранее: она должна составить 27,12 МГц, если устройство собирают своими руками для использования в домашней мастерской. Катушку делают из тонкой медной трубки или провода, ПЭВ 0,8. Достаточно сделать не более 10 витков.
Электронные лампы следует использовать большой мощности, например, марки 6п3с. Также схема предусматривает установку дополнительной неоновой лампы. Она будет служить индикатором готовности устройства. Схема также предусматривает применение керамических конденсаторов (от 1500В) и дросселей. Подключение к домашней розетке осуществляется через выпрямитель.
Внешне самодельная индукционная печь выглядит так: к небольшой подставке на ножках прикрепляется генератор со всеми деталями схемы. К нему подключается индуктор (спираль). Следует отметить, что данный вариант сборки самодельного устройства для плавки применим для работы с небольшим объемом металла. Индуктор в виде спирали изготавливается проще всего, поэтому для самодельного устройства он используется именно в таком виде.
Особенности эксплуатации индуктора
Однако существует много разных модификаций индуктора. Например, он может изготавливаться в форме восьмерки, трилистника или иметь любую другую форму. Она должна быть удобной для размещения материала для термообработки. Например, плоскую поверхность легче всего нагреть виткам, расположенными в виде змейки.
Кроме этого ему свойственно прожигаться, и чтобы продлить время службы индуктора, его можно изолировать жаропрочным материалом. Используют, например, заливку огнеупорной смесью. Следует отметить, что данное устройство не ограничивается лишь медным материалом провода. Также можно применить стальной провод или из михрома. При работе с индукционной печью следует учесть ее термическую опасность. При случайном касании кожа получает сильный ожог.
Печь индукционная: назначение, преимущества, характеристики
ПЕЧЬ ИНДУКЦИОННАЯ — это промышленная печь, предназначенная для плавки металла. Преимущество в том, что обычная печь электрическая долго разогревает и плохо перемешивает металл, поэтому используется индукционная. Печи с индукционным нагревом улучшают химические свойства шихты, разогревая в индукторе металлы до 1750 °C. Нужна печь индукционная с хорошими характеристиками (нагрев от 30 минут)? Российский производитель ZAVODRR – печи индукционные литейные, электрические для стали, чугуна, алюминия.
Содержание
Индукционные печи для металла
Индукционная печь для металла состоит из тиристорного или транзисторного преобразователя, плавильного узла, комплекта конденсаторных батарей и системы охлаждения. Печи для металла разогревают шихту внутри индуктора, который футеруется, или в него вставляется графитовый тигель. Во время работы печи должны иметь постоянное охлаждение (реактора преобразователя и индуктора), для чего можно использовать чиллер или градирню.
Индукционные печи для цветного металла могут иметь быстросъемный графитовый тигель, печи для чёрного металла используют футеровку.
Печи электрические индукционные
Электрическая индукционная плавильная печь может быть с тиристорным или транзисторным преобразователем. Удельная мощность электропечи позволяет плавить любые легкоплавные черные и цветные металлы, с температурой плавления до 1650 °С. Электрические печи в качестве нагревательного элемента используют водоохлаждающий индуктор, внутри которого возникает электромагнитное поле. Тиристорные электрические индукционные печи являются стационарными, именно такие печи используют 80% литейных производств. Плавильные узлы имеют вместимость от 150 кг и устанавливаются стационарно на фундамент.
Транзисторные индукционные электрические печи собираются на современных IGBT модулях, являются мобильными с небольшим плавильным узлом, они экономят электрическую энергию до 30% в сравнении с тиристорными аналогами.
Технические характеристики печей на редукторе 100 — 5 000 кг
| Модель | Объём (тонн) | Мощность (кВт) | Сталь1600°C Произ-ность (тонн/час) | Чугун 1450°C Произ-ность (тонн/час) |
|---|---|---|---|---|
| IF 0.1-100-1/2.5 | 0.1 | 100 | 0.11 | 0.14 |
| IF 0.1-160-1/2.5 | 160 | 0.18 | 0.2 | |
| IF 0.15-100-1/2.5 | 0.15 | 100 | 0.1 | 0.12 |
| IF 0.15-160-1/2.5 | 160 | 0.2 | 0.22 | |
| IF 0.25-160-1/2.5 | 0.25 | 160 | 0.19 | 0.21 |
| IF 0.25-250-1/2.5 | 250 | 0.37 | 0.40 | |
| IF 0.5-250-1 | 0.5 | 250 | 0.31 | 0.33 |
| IF 0.5-350-1 | 350 | 0.54 | 0.61 | |
| IF 0.5-500-0.5 | 500 | 0.84 | 0.90 | |
| IF 1-500-0.5 | 1,0 | 500 | 0.76 | 0.79 |
| IF 1-600-0.5 | 600 | 0.92 | 0.96 | |
| IF 1-750-0.5 | 750 | 1.27 | 1.31 |
Технические характеристики транзисторных печей 5 — 200 кг
| Модель | Мощность, кВт | Загрузка по стали/чугуну,кг | Загрузка по меди и драг металлам, кг | Масса, кг |
|---|---|---|---|---|
| ИПП-15 | 15 | 4 | 10 | 90 |
| ИПП-25 | 25 | 8 | 20 | 120 |
| ИПП-40 | 40 | 20 | 40 | 140 |
| ИПП-60 | 60 | 30 | 60 | 215 |
| ИПП-80 | 80 | 40 | 80 | 245 |
| ИПП-100 | 100 | 50 | 100 | 285 |
| ИПП-120 | 120 | 60 | 150 | 295 |
| ИПП-160 | 160 | 100 | 200 | 335 |
| ИПП-200 | 200 | 150 | 300 | 450 |
| ИПП-250 | 250 | 200 | 400 | 570 |
Комплектность поставки печи:
| Блок индукционного нагревателя | 1 шт. |
| Блок конденсаторной батареи | 1шт. |
| Межблочные соединительные кабели | 1шт. |
| Соединительные провода (индукционный нагреватель — плавильный узел) | 2шт. |
| Плавильный узел (в сборе, с устройством наклона печи) | 1шт. |
| Съемный тигель | 1шт. |
| Инструкция по эксплуатации | 1шт. |
| Гарантийный талон | 1шт. |
Индукционные литейные печи
Литейная печь с загрузкой металла 5-5000 кг имеет механизм наклона плавильного узла на редукторе или гидравлике. Оба варианта печей комплектуются тиристорным преобразователем и используются для плавки цветных и чёрных металлов. Индукционная литейная печь позволяет получать высококачественную плавильную массу с хорошими химическими характеристиками. Основными преимуществами индукционных печей являются быстрая плавка и набор температуры, качественное литье.
✓ Индукционные литейные печи с наклоном на редукторе бывают от 5 до 3000 кг. Редуктор удобен для ручного аварийного слива металла при отключении электричества.
✓ Печи на гидравлике имеют плавильный узел от 500 до 5000 кг. Гидравлика помогает производить плавный слив металла.
Индукционные печи России
Последнее время литейные и промышленные производства в РФ стали увеличивать производственные мощности. В этом им помогают индукционные печи российского производства. Печь сделанная в России не уступает по качеству китайским и европейским аналогам. Индукционные плавильные печи собираются на базе тиристорных и транзисторных преобразователей. Печи от российского изготовителя могут быть скомплектованы плавильным узлом наклона на редукторе или гидравлике. Каждая индукционная печь управляется современным контроллером с 8 степенями защиты, для безопасной и круглосуточной работы.
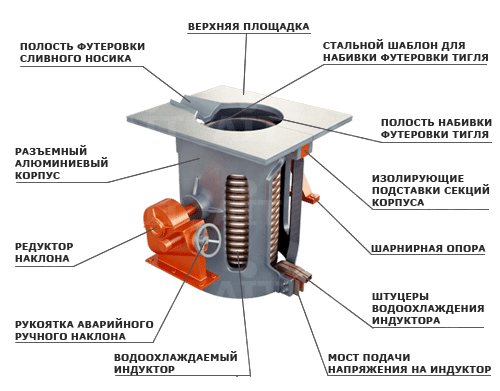
Принцип работы индукционных печей
Принцип работы индукционной печи заключается в преобразовании энергии электромагнитного поля, которая поглощается нагреваемым объектом, в тепловую энергию. Устройство индукционной печи включает в себя индуктор, футеровку, каркас, наклоняющий механизм и дополнительные системы и механизмы.
Данные печи используют электрическую энергию для придания колебательных движений молекулярной решётке расплавляемого материала при возникновении в нём вторичных наведённых токов, то есть главным принципом является обеспечение формирования индуктивного поля.
Индукционные печи для стали
Индукционные печи для стали могут выплавлять обычную и жаропрочную сталь. Печи для стали производят плавку за 40-60 минут, высокотемпературная сталь может плавиться значительно дольше. Температура плавления стали 1400-1500 °С, время одной плавки зависит от мощности тиристорного преобразователя.
Сталеплавильные индукционные печи используют специальную футеровочную смесь, которая выдерживает от 10 до 50 плавок (в зависимости от производителя).
Нельзя выплавлять стали, содержащие активные элементы, способные при взаимодействии с кислой футеровкой вызывать ее повреждение.
Индукционные печи для чугуна
Шихта чугуна представляет сплав железа с различными элементами. Содержание углерода в составе чугуна должно быть от 2,14 % до 4%. Если содержание меньше, то это сталь.
Индукционные печи для чугуна должны нагревать шихту до температуры плавления от 1150 до 1200 °C. Для плавки шихты чугуна используют ферросплавы (ферросилиций и ферромарганец) для его разжижения.
Качественное литье из чугуна получается именно в индукционных печах, так как они отлично перемешивают шихту до однородного состава и выводят шлаки на поверхность.
Индукционные печи для алюминия
Индукционные печи для алюминия должны достигать температуры его плавления 660 °C, плавку можно производить в обычном графитовом тигле. Литейные индукционные печи для алюминия позволяют выплавлять другие цветные металлы, имеющие низкую температуру разогрева. В печи можно загружать лом алюминия или алюминиевые чушки.
Плотность алюминия составляет 2,6989 г/см3, соответственно, плавильный узел для чугуна и алюминия отличается в 2-3 раза по ёмкости при одинаковой мощности тиристорного преобразователя.
Вакуумные индукционные печи
Вакуумная индукционная тигельная печь способна разогревать металл температурой более 2200 °C. Вакуум создает разряженную атмосферу над поверхностью расплавляемого металла. Тигель помещают в вакуумную камеру, где происходит нагрев нержавеющих и высокопрочных сталей, прецизионных и жаропрочных сплавов. Сырьевые компоненты используются практически в любом виде, в том числе и в шихтовом или кусковом.
Вакуумные печи и процесс индукции обеспечивают гибкое регулирование процессов раскисления и рафинирования, гарантируя химическую чистоту получаемого расплава.
Индукционные печи ИСТ
Индукционные сталеплавильные печи ИСТ предназначены для переплавки стали и чугуна. Чаще всего печи ИСТ применяются в литейных и металлургических производствах. Индукционные печи ИСТ предназначена для промышленного использования, они обладают высокими показателями удельной производительности. К преимуществам печей ИСТ можно отнести крайне низкий угар металла и использование в качестве шихты мелкодроблёное сырье без предварительного брикетирования.
Производство индукционных печей
Производство индукционных печей предполагает использование только качественных материалов, обеспечивающих надежную работу оборудования на предприятии. Кроме того, используемые при производстве печей материалы должны быть безопасными для здоровья людей. Также большое значение имеют грамотный монтаж оборудования и качественное техническое обслуживание.
Производство индукционных печей – это сложнейший технологический процесс, требующий высокой квалификации персонала и наличия высококлассного оборудования. В качестве футеровки используется жаропрочный бетон, размещаемый внутри корпуса. Основой нагревательного элемента является медная обмотка с системой конденсаторов, которые зачастую и определяют срок службы изделия. Помимо этого, немаловажной составляющей являются температурные датчики, благодаря которым и осуществляется плавное регулирование технологического процесса.